Embed Size (px)
Citation preview

HSSE IN TRANSITION THROUGH PROJECT PHASES
1 HSSE
Restricted
A Case Study of Pearl GTL

2
HSSE in Transition through Project Phases
Restricted
FOREWORD
This is the first edition of a book that “tells the story” about a specific subject that is important in the CSU phase of a project and is part of a series of Books.
It appears that a lot of people in the Shell organisation are very interested in learning from Pearl GTL and how it could be used to benefit their own projects. This shows that we have an organisation that wants to be a “learning organisation”, and we should do all that we can to help encourage that mindset. In addition to technical learnings, there are management and organisational aspects. This means that telling the integrated story of all these learnings is not so easy. This initiative tries to create a comprehensive story for specific subjects and could be seen as a contribution to the CSU Lessons Learned post Train 2 start-up initiative. Also, it could potentially contribute to the WEB based Pearl GTL Lessons Learned initiative.
Each book is standardised and consists of three parts. The central part is a document of approximately 40 to 50 pages which ‘tells’ the management-, strategic-, interface- elements called ‘The Book’. To assist in the initial engagement, a slide set of 15 to 20 slides has also been developed. ‘The Book’ can be used as back-up and reference material thereafter. The third part contains all the attachments, hard core examples and deliverables, details and procedures.
The references between the documents are structured: at the start of each paragraph, in bullet format, the key messages are given; these key messages are also contained in the slide set. In ‘The Book’, if applicable, cross reference is made to the hard core deliverables (attachments). The index of the attachments (part 3), contains references to the paragraphs in the book.
Part 1The Slide Set
The Bullet Points
The Bullet Points
The Attachment No.
The Paragraph No.Part 2The Book
Part 3The Attachments
OVERVIEW OF THE STRUCTUREBy design, the content has not been generalised considering the essential details will be lost. The philosophy is that the book ‘tells the story’ as to how it has been done on the Pearl GTL project. At the end of ‘The Book’, there is a chapter called “what could be done better”. However, it is for the individual reader to adjust the total process, including the suggestions for improvement to the specific circumstances and needs of their project.
This initiative was an attempt to consolidate the experience from multiple groups of people about specific subjects on a project and to make sure that diverse views and perspectives were included. I would like to thank all the people who have contributed to the content of these books and for their assistance in making the processes a success.
As this initiative in itself is a learning experience, feedback and suggestions for improvement are welcome.
I hope you find it beneficial.
Maurice van den Broek
3
HSSE in Transition through Project Phases
Restricted
TABLE OF CONTENTS
5.8 Asset MS & HSSE MS development . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .255.9 Integrated Offshore and Onshore Operational HSSE Case . . . . . . . . . . . . . . . . . . . 265.10 Work Process to Identify High Risk and Severity 5 Hazards . . . . . . . . . . . . . . . . . . .275.11 Risks Related to Implementation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .285.12 Identify Risks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .285.13 Manage Identified Risks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .285.14 Implementing Control Measures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .295.15 Asset HSSE MS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .295.16 Key points for reflection: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 315.17 Further thoughts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 315.18 Construction and Commissioning HSSE MS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 325.19 Commitment and Policy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .335.20 Implementing Policy through Objectives, Targets and Key Performance Indicators . . . . .33
6. CSU HSSE ORGANISATION, ROLES AND RESPONSIBILITIES . . . . . . . . . . . . . . . . . . . . .346.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .346.2 CSU HSSE Implementation Team . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .346.4 Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
7. HSSE CRITICAL PROCESSES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 427.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 427.2 My starting point - Five Critical Processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 427.3 Other Critical Processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
8. AND FINALLY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .648.1 At the start of a Project . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .648.2 What should a CSU HSSE Implementation Manager/Safety Lead do? . . . . . . . . . . . .648.3 Culture . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .648.4 Governance and Control: Transition from Construction to Commissioning. . . . . . . . . . .648.5 HSSE Management Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .658.6 HSSE Organisation Roles and Responsibilities . . . . . . . . . . . . . . . . . . . . . . . . . . . .668.7 Safety Districts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .668.8 HSSE Critical Processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
FOREWORD . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2Overview of the Structure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2
LIST OF ATTACHMENTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
1. INTRODUCTION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
2. THE CONSTRUCTION SAFETY AND WELFARE STORY AT PEARL GTL . . . . . . . . . . . . . . . . .62.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .62.2 Leadership . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .62.3 CEO Leadership: CEO Summits . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .72.4 Worker Welfare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .82.5 Training . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .92.6 Incident and Injury Free (IIF) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .92.7 Communication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102.8 Life Critical Activities . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102.9 Statistics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112.10 There was more… . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112.11 Key Messages: Five Focus Areas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
3. HSSE IMPLEMENTATION IN A PROJECT ENVIRONMENT: A PERSONAL PERSPECTIVE . . . . 123.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123.2 Start Making Sense . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123.3 What else? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
4. HSSE CULTURE TRANSITION FROM CONSTRUCTION INTO CSU . . . . . . . . . . . . . . . . . . 144.1 Construction HSSE Culture: IIF . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 144.2 Commissioning HSSE Culture: IIF . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 154.3 Start-Up HSSE Culture: Goal Zero . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
5. HSSE MANAGEMENT SYSTEMS IMPLEMENTATION . . . . . . . . . . . . . . . . . . . . . . . . . . . 195.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 195.2 Standards . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 195.3 HSSE Manual . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .205.4 HSSE Case(s) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 215.5 Rules . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .225.6 Critical Processes – Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .225.7 HSSE Plans and Journey Book. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23

4
HSSE in Transition through Project Phases
Restricted
LIST OF ATTACHMENTS

5
HSSE in Transition through Project Phases
Restricted
1. INTRODUCTION
Where do you start when you want to tell a story about the Health, Safety, Security, and Environment (HSSE) performance that was achieved by 52,000+ construction workers and a Commissioning and Start-Up (CSU) organisation of approximately 3,500 Shell employees and contractors (or as we say at Pearl GTL – Partners)?
Whilst the HSSE “story” will concentrate and focus on what was done and achieved during CSU, reference and relevance to the fantastic achievements during construction and what lessons were learnt will be made.
During the periods that the plant was under construction, being within meters of plant under commissioning, and next to equipment already started up… What was it that helped us stay in control?
Robust governance with clear controls and standards for each phase, excellent communication, clear segregation and adequate separation of activities that potentially conflicted, “in the field visible supervision”, and much more, were all needed to ensure that our people worked and went home safely. This took an enormous amount of planning, flexibility, organisation and control. We did not sacrifice hard won performances by succumbing to schedule pressure, as it would have led to short cuts with the eventual and inevitable deterioration in performance.
If management and supervision had portrayed behavior that put into question whether the Company’s core values were only words and not deeds at Pearl GTL, the impact on our vast workforce would have been incalculable. I am happy to say that this did not happen and it is a testimony to senior leadership that their commitment to HSSE and the welfare of all who worked at Pearl GTL was paramount. In my 40 years of Company service, I have never seen this level of commitment demonstrated day-to-day, over the whole course of a project, by so many leaders.
That is not to say that we did everything right, exactly to plan, or without incident. Our story will also share with openness when things did not go right, when things just went wrong; and in some areas with hindsight, where we would do things differently.
I hope that there are insights for you to learn. I hope that parts of our story re-enforces what you already know and do. Above all, if there is only one thing that you gain from reading this story that is new or you will do differently or better that prevents just one person from being hurt, I am sure that you will agree that reading our story was well worthwhile.
Colin Hunt, CSU HSSE Implementation manager, Pearl GTL (2008 – 2012).

6
HSSE in Transition through Project Phases
Restricted
2. THE CONSTRUCTION SAFETY AND WELFARE STORY AT PEARL GTL
What could have happenedUnmitigated scenario – projected situation
without case for change
What happenedMitigated situation – performance on
Pearl GTL
■ 25 predicted fatalities■ 190 Non Accidental Deaths (NADs)■ NAD rate of 1.2 deaths/1000man
years, or 2x Sakhalin■ Large number of riots, strikes with potential
impact on progress (+associated NPV impact)
■ Construction fatality■ 53 Non Accidental Deaths (NADs)■ NAD rate of 0.3 deaths/1000man
years, a third of what had been anticipatedand over 30% lower than Sakhalin LNG.
■ Limited number of cases of worker unrest considering size of workforce, no strikes (no impact on NPV)
Figure 1: Pearl GTL safety performance versus unmitigated projection.
2.2 LEADERSHIPThe Pearl GTL Managing Director and Qatar Country Chairman, Andy Brown, set the standard for the entire organisation by committing to stay overnight twice per month at the Pearl village where Pearl GTL workers lived. This commitment was delivered on, not just fine words, but committed action over the course of the Project.
An overnight stay would allow early morning attendance at tool box talks. Early morning meant a 4:30 a.m. call from bed and being in attendance on site between 5 a.m. and 5:30 a.m. This would be followed by various engagements with workers over the course of the day as construction work progressed. Work would be observed, workers would be listened to, and when needed intervention would take place while maintaining respect.
The style of leadership adopted at Pearl GTL helped to create a culture that would bring closer all parties involved in construction and in doing so, strengthen values of respect, team work and care for each other.
2.1 INTRODUCTIONThe construction phase that would result in a massive, complex facility being built, involving the toil of 52,000 plus workers in conditions of extreme heat, humidity, dust, and sand would present major challenges to face and overcome. Performance measures of cost, schedule, the safety of people, their welfare and many more indicators framed the challenge ahead. It was however an analysis by project leadership during the early days of Construction that clearly placed the safety and welfare of all workers involved in building Pearl GTL as the biggest challenge of all.
Based on the average industry performance, a project the size of Pearl GTL (>500 million hours worked, 52,000 people on site at peak, >290 million km driven) would result in approximately 25 fatalities. Senior leadership recoiled at this possibility. The reality that potentially 25 people could lose their lives building Pearl GTL was an outcome senior leadership would not accept. Things would have to be different at Pearl GTL.
As a start, Senior Project Leadership identified five key focus areas that were seen as fundamental to achieve performance that all could be proud of. In doing so, the mindset that was quickly developed was one fatality over the course of construction was one too many. Other things were done of course, but the pursuit of excellence in the five key focus areas remained a priority.
The five key focus areas were:■■ Leadership.■■ Worker welfare.■■ Communication.■■ Life Critical Activities (LCA).
Additionally, Shell chose to work with JMJ associates to implement an Incident & Injury Free (IIF) program. The IIF program was seen as the vehicle to maximise the contribution of the five focus areas.
1. Leadership would be demonstrated by values and beliefs. 2. Worker welfare would incorporate care for people. 3. Training would develop and enhance skills, not just core discipline but also supervisory skills. 4. Communication would be two-way, listening would be a key focus. Recognition of a job well
done achieved through practices and standards that would contribute to people working safely would be encouraged.
5. LCA were a focus that required strict compliance.
Implementing these contributions would be hard work, particularly each and every day. Senior Project Leaders were committed to do this.

7
HSSE in Transition through Project Phases
Restricted
Visible leadership was not enough however. To be seen and heard, to listen and respond was needed, but there was more. As well as leadership visibility, “servant leadership” was identified as a preferred leadership style. A manager who works tirelessly to put in place the conditions for their teams to succeed can be called a servant leader. Is focus given to the people doing work every day the essence of good supervision and management? Senior Project Leaders advocated and encouraged all leaders within Pearl GTL to behave and interact with their teams in this preferred style, which was deemed essential and supportive of the culture that was wanted.
It has to be said that not all managers and supervisors on Pearl GTL lived up to this aspiration. That was the reality we lived in. I am sure that people will not be surprised hearing that. Over the course of the Project, the fact that the vast majority of line supervisors and managers modified their approach in how they led their teams is testimony to the cultural journey taken. But this change is not a given nor does it come easily. Companies bring culture to Projects such as Pearl. To respect different cultures is necessary but if the shared vision is to create a unique project culture that to some is different, unusual, or out of the norm of how they carry out work, then it takes great effort, determination and belief to bring this about. Looking back, the benefits as seen at Pearl far outweigh the effort expended to achieve this. This was a critical success factor and over the course of the Project played a huge part in our success. Senior Project Leadership can be proud of what was achieved.
2.3 CEO LEADERSHIP: CEO SUMMITSAnother important initiative was the yearly CEO summits. CEO’s from the contracting companies and Pearl GTL Senior Leadership came together to discuss the IIF journey and make concrete commitments to put in place, agreed requirements, and also to pursue future improvements. This resulted in the development of an “IIF Commitment Charter”. The Charter was signed by all parties and represented visible support to the vision for Worker Welfare, Training, Leadership, Communication and LCA. Posters were made of the signed commitment statements and posted around offices, workshops, mass halls across the entire construction site for everyone to see.
Figure 2: Andy Brown on-site handing out an award on Safety Day.
Leadership visibility demonstrated by Brown, Rob Kretzers, and other members of the Project Senior Leadership team was fundamental in creating a culture that would support the ambition that every worker would go home safely at the end of each working day. Acting as role models for other managers and supervisors, the premise that if Brown, Kretzers et al, could spend time listening and encouraging the workforce to carry out work safely, to look out for each other and to take pride in what they were building, then so could they.
I have too often seen Management Teams go through the motions of making commitment statements, the fanfare of signing such statements and having them posted across a Project. A tick in the box that a Management Team can say they have done. The real value is living the commitments made. This is where credibility, respect and voluntary compliance from workers are earned. The Project Team under Brown and Kretzer’s leadership delivered on the commitments made.
LOWRES Please provide better quality

8
HSSE in Transition through Project Phases
Restricted
Figure 4: Sights of Pearl Village.
Countless recreational events were organised every month (>300) to foster team spirit and keep morale high. Internet and television was widely available, good catering facilities (at peak, more than 3 million meals were prepared every month), with a variety of diet on offer with good nutritional value. Cultural sensitivities were observed that took account of religious beliefs.
Daily buses were provided between the village and Qatar’s capital city of Doha, to avoid a sense of captivity and separation. The village never once suffered a loss of power, sending a strong message to all residents regarding the level of quality and care Shell was investing in their home away from home.
To keep a finger on the pulse of worker morale, maintain a sense of vibrancy and help people feel secure at Pearl Village, a support network was established that consisted of 200 “aunts and uncles” helping and advising those needing and seeking support. The village had a mayor, a dedicated welfare team, and two professional psychologists. These people were simply amazing and definitely unsung heroes. Their time and dedication to all the workers who came and lived at Pearl Village undoubtedly contributed to the success of the Project.
An environment where people feel valued and cared for, an open community where people are free and encouraged to participate in countless recreational events, helps to create good team spirit and a sense of harmony. Whilst it is difficult to measure the level of harmony achieved, the village never suffered any major riots (unlike other worker residential camps of similar size in the region) or labour
Figure 3: CEO summit commitment poster.
The Commitment Charters developed also helped to re-enforce the “One Project, One Team” approach that had originated from discussions and actions as a result of the IIF journey. Increasingly and as a result of IIF engagements, visible communication such as the Commitment Charters helped to convey consistent messages to all contracting companies on the Project. The call to work each day would consist of one simple message that would stick in everyone’s minds before starting work, – working safely, caring for each other, and ensuring an IIF free work place.
2.4 WORKER WELFAREA village was born in the desert of Ras Laffan Industrial City (RLIC), Qatar. This was to be the home for thousands of workers from many different parts of the world. An incredible 42,000 beds was provided to accommodate the lion’s share of all workers involved in Pearl GTL construction. The village, run and supported by 1800 people, was designed and constructed to leading industry quality standards. This extended beyond just the living quarters; the village was also home to $13 million worth of sports and entertainment facilities.

9
HSSE in Transition through Project Phases
Restricted
One of the most significant investments in training was the inspired decision to embark on the IIF journey during the Construction and Commissioning phases of Pearl GTL. As was said earlier in this chapter, the IIF program became the vehicle that the five key focus areas of Leadership, Welfare, Training, Communication and the LCA were implemented across the Project and influenced greatly the Pearl GTL Culture.
2.6 INCIDENT AND INJURY FREE (IIF)The following is a short summary of Pearl’s IIF Program:
The IIF message was very much focused on generating a safety-conscious mindset and culture to complement standards and rule based compliance, focusing on:■■ Convincing workers to ‘want’ to be safe.■■ Open dialogue and relationship building.■■ Challenging leaders at all levels to engage constructively with their workers.
IIF Leadership was across all layers of the organisation:■■ IIF Steering Committee led by Pearl GTL Managing Director.■■ IIF Leadership Committees in all Asset delivery Teams.■■ 500 IIF Champions (trained and full-time).■■ Trained trainers from the line to lead courses.
The IIF message was further reinforced by 6 Safety Days that included evening celebrations, quizzes, booths and numerous site meetings. The legendary Indian cricketer Kapil Dev was flown in for these events to re-enforce the safety message; when the message comes from someone who is a true idol for a huge majority of the workforce, its impact is significantly amplified. This kind of creativity and understanding of what motivates a workforce is very important when creating a desired culture, an IIF culture.
On Pearl GTL, it was recognised that HSSE leadership is best demonstrated through passion, energy, and belief. Pearl GTL’s industry leading safety record during construction has been partly attributed to the following key leadership behaviours:■■ Show care and concern for all people, create a relationship on things important to them (e.g., children, community)
■■ Show a degree of personal sacrifice (e.g., attending tool box talks at 5 a.m., staying overnight) ■■ Follow-up when people get hurt to show care and concern (e.g., hospital visits) ■■ Hold people who can help the masses accountable (e.g., when a mess hall is too hot – give them two weeks to fix it and return to verify progress)
■■ Mingle with people at all levels, sit and chat in their rest shelters
disputes that led to work stopping. We believe that there is a strong link between the welfare success at the Pearl Village and the safety performance on the project.
2.5 TRAININGOn Pearl GTL, a huge focus was placed on training to ensure a disciplinary competent workforce, good standards of safe working, and an awareness and understanding of the necessary safe behaviours expected of all our workers. Additionally, opportunities for personal and professional development were made available. The provision of opportunities for personal development linked strongly with the work to provide world class welfare facilities for our workers.
In total, 137,000 individuals attended the Pearl GTL Project HSSE Induction course. On top of this, contractors also ran their own induction courses.
Further, 383,000 HSSE courses were given, covering topics such as confined space entry, working from heights, PTW, etc… A full listing is given in the Appendices.
To embark and deliver such a huge training load required a variety of approaches. Whilst the majority of training was delivered by professional trainers at the first class facility built at the Pearl Village, encouragement was given to a “train the trainer” approach; whereby willing contractor companies had their own people trained to deliver training to their peers. This approach allowed Shell and the PMC to deliver the huge volume of training courses identified as necessary to prepare our workers for the challenges ahead. By adopting this shared approach to delivery we found an increased level of responsibility and accountability from the construction contractors to their workers. “Train the trainer” was not an easy option to take and required a lot of oversight to ensure good quality delivery, but it was definitely a worthwhile approach.
Leadership training was another important element provided to support development of the Culture that Senior Project Leadership had identified as key: approximately 5,000 contractors successfully completed the 7+ day supervisor training, consisting of nine different modules and resulting in special badges (Bronze, Silver and Gold) for the newly qualified supervisors. This training was accredited (ILM UK Certificated). This Leadership training was organised by Shell, with a commitment from contractor management to give their employees enough free time to attend the training.
We also organised a number of computer based training courses that were held in the evenings or workers free time – these were open to all who desired to broaden their knowledge. These courses were always fully booked!

10
HSSE in Transition through Project Phases
Restricted
The ability to communicate effectively is hard work, but it is essential that you try and get it as right as you can. Recognising what it takes to effectively communicate and become organisationally skilled in good communication is an area of focus that Senior Project Leadership at Pearl GTL strived hard to achieve.
2.8 LIFE CRITICAL ACTIVITIESThe “Life Critical Activities” implemented at Nanhai were adopted for the Pearl GTL Project with some slight modifications that were relevant to the ambitions of Pearl GTL, e.g., Worker Welfare. It could be said that the LCA were the pre-cursor to the Shell Groups 12 Life Saving Rules (LSR). Comparisons can be made. What can be applauded is the clear focus and simplicity of both the LCA and the LSR.
The LCA were:
Road Transportation Excavation
Personal Protection Equipment (PPE) Electrical Safety
Lifting Confined Spaces
Fall Protection Working in Poor Lighting
Scaffolding Falling Objects
Health and Welfare
In order to ensure compliance to the rules, Pearl GTL adopted the approach that “if you choose to break the rules, you choose not to work for Shell”. This statement of intent clearly indicates the importance placed by Shell on the safety of people. Justification given to this approach was for the workforce to internalise the potential consequences of their violations. The loss of life and the impact that this would have, to family, to friends, was one level of justification. The other justification given was that as a Project Leadership team, there would be a zero tolerance to people putting their lives at risk by not complying with the rules. This approach was structurally agreed with all Contracting Companies at Pearl GTL.
■■ Focus on recognition, make awards personally ■■ Make time for celebrations and unlocking people’s imagination ■■ Invest in people development (leadership training) ■■ Leaders must stretch themselves and leave their comfort zone.
The IIF Program and journey became the glue and context for the five focus areas identified by Senior Project Leadership to make Pearl GTL Project different from the Industry norm.
2.7 COMMUNICATIONGood communication is difficult. The number of different nationalities and languages and dialects spoken by workers at Pearl PTL made communication difficult.
For instructional purposes, when rules for hazardous information need to be understood and complied with, which involves learning critical steps in a procedure, every effort possible should be made to ensure communication is effective.
Pictures can tell a thousand words and the eyes interpretation can be a reliable form of communication. The posters provided during construction were stark and left nothing to the imagination regardless of the workers language skills or level of education. When our posters conveyed a message we would strive to make it as simple as possible, with few words. Simplicity does not always look beautiful, but we were not in a beauty contest so simple words were the order of the day. If the target audience is predominantly Indian, then do not message in English! Do your homework and confirm dialect sensitivities, but wherever possible communicate to the majority by respecting their native language.
Workplace communication will normally result in an outcome or action. Whilst listening is important it is not sufficient to say “yes, I have heard you” with a smile and a nod of the head. Unless listening promotes a response or action, then the process of communication is incomplete.
Workplace communication about a task or activity needs to be simple and unambiguous. In this context listening should be focused on confirming understanding. As part of the leadership journey at Pearl GTL when, for example, leaders attended tool box talks or carried out safety walks observing people at work, communication with the workforce would be through the use of a simple question set of what, how and why. These three principal questions and the answers received prompted active listening and would end in an outcome or action. The action could be to correct or improve on the delivery of the task or the outcome could be that a confirmed understanding and agreement of the task delivery. Good communication was essential during the execution of LCA and when the project went into the SIMOPS phase.

11
HSSE in Transition through Project Phases
Restricted
2.9 STATISTICSWhilst statistics don’t always tell the whole story, a sample of headline statistics below testifies the impact of measures taken at Pearl GTL to minimise harm to people. The significance of IIF, (LCA) and LSR contributed to a project LTIF of 0.12 and TRCF of 1.16, with proud milestones such as:■■ 8.7 million hours TRC free.■■ No serious road injuries.■■ 77 million hours LTI free.■■ CCIC (contractor) 85 million hours LTI free.■■ C6 GTL (contractor) 71 million hours LTI free.
2.10 THERE WAS MORE…The Construction story shared has not told about everything done. Included with this narrative are attachments that give further in-sight and detail to other work and focus. References are made to Total Safety Task Instruction (TSTI), to Safety Observation Cards (SOC) and to a simple list of activities and situations that a Construction Permit (permit to work) was required.
2.11 KEY MESSAGES: FIVE FOCUS AREAS Leadership Visible, servant leadership.
Incident and Injury Free (IIF).One project, one team. Project culture.
Welfare Pearl Village, “aunts and uncles”. Village Mayor.Dedicated welfare team.
Training Discipline competence. Standards of safe working. Awareness and understanding of safe behaviours expected on the Project.Leadership training to support desired culture.Personal development training.IIF training – convincing workers to want to be safe. Mindset. Open dialogue, relationship building.
Communication Respect of language/dialect differences.Visual communication and the use of few/simple words. Active listening.Simple set of engagement questions in-line with culture aspirations.
Life Critical Activities 1. Road Transportation, 2. Personal Protection Equipment (PPE), 3. Lifting, 4. Fall Protection, 5. Scaffolding, 6. Excavation, 7. Electrical Safety, 8. Confined Spaces, 9. Working in Poor Lighting, 10. Falling Objects, 11. Health and Welfare
In the event of rules being broken, “just culture” was applied, leading to both formal warnings and dismissals, as summarised in the following table:
Figure 5: Disciplinary Actions
Pearl GTL was serious about compliance. One of the LSR that was given special attention on Pearl GTL was road safety. Very early on, senior management understood that a project the size of Pearl GTL, combined with local road traffic fatality rate that is 8 times higher than that in Europe, would, without significant intervention, lead to fatal accidents. They took ownership of Road Safety and developed a Road Transport Safety Case to minimise, and where possible, eliminate exposure to road safety risks with the following controls:
■■ No self driving for Shell & JK (managing contractor) employees: buses were provided for all commuters between Doha, Al Khor, Ras Laffan and the Pearl Village.
■■ Driving private vehicles to and from work (with the exception of people living and working in Doha) was prohibited. This approach saved 30 million km of road travel.
■■ Pearl GTL constructed its own $30 million material unloading Jetty, avoiding the need for more than 120,000 additional lorry loads.
■■ Performance was monitored in more than 5,000 vehicles using the In Vehicle Monitoring System (IVMS), which flags unsafe driving.
These initiatives resulted in 290 million km driven for Pearl GTL, with NO serious injuries. A great example of how identifying and mitigating specific risk areas can massively benefit a project’s overall safety performance.
LCA
3047
4118
705
1
1
57
232
118
24
94
7411
11
12
6
7
29
68
1
16
7
2
4
3
9
7
Verbal
Written
Dismissal
Total
3131
4512
1021

12
HSSE in Transition through Project Phases
Restricted
3. HSSE IMPLEMENTATION IN A PROJECT ENVIRONMENT: A PERSONAL PERSPECTIVE
Try not to be a “Safety Policeman”. Whilst at times you may want to tell people what to do, to order people to work safely, this type of approach does not work in the long run. Such a mentality would result in the creation of safety programs that restate the same old regulations and policies that have been written countless times before. Such safety programs become the domain of the Safety Policeman that only they read and understand.
This kind of safety approach doesn’t make sense. It doesn’t mean forget everything that you have learned in the past or that has worked well in similar situations, but the mindless regurgitation of programs, procedures, regulations and rules without understanding the context of the current challenge; getting the feel of a Project, sensing the prevailing culture, understanding the current level of performance and practices of workers and their companies, such an approach simply does not make sense.
Safety as a program to inflict on an organisation, on a project, does not make sense. Safety as a principle, as a value, as a part of nature does make sense. This is where a safety professional coming to a project should start. Focus should be given on how to inculcate into individuals the value of wanting to protect themselves. If people can look after themselves, they may be willing to look out for others. When all people on a project can accept personal responsibility for safety, working (and living) safely ultimately becomes a project wide value and culture. Some may recognise this as an “Interdependent Safety Culture”, and it is.
This is where a CSU HSSE (Safety) manager should start. It is our job (and others of course) to promote this collective responsibility. To meet this goal, safety professionals have to stop thinking like policemen and start recognising their role as advisors who empower people to work (and live) safely.
The inevitable safety program then becomes a direct extension of these principles, with the important context of knowing where your project is in its journey; wherever possible, keep the program/training language simple with clear phrases.
Safety instructions need to be clear and make sense. If it does then most of our workers will do what they are supposed to do, most of the time, without you having to tell them to do it. Voluntary compliance is essential; otherwise a safety program will not deliver its purpose successfully. .
When I arrived in Qatar in 2008, the Project was 18 months into construction. To my delight, senior project leaders had already realised that ‘safety had to make sense’. They were just embarking on an IIF journey. As mentioned, in the “construction experience” chapter of this book, project leadership had also identified five key focus areas as a strategy to deliver world class safety and welfare for all workers. The steps taken made sense.
3.1 INTRODUCTIONAs a CSU HSSE Manager or HSSE lead during a Project, you have a lot of influence; you are in a position of responsibility and most importantly will be looked to for advice, guidance, leadership in your expert field, and the tangible and practical support you can give others to share and resolve issues. You need to bridge the world of Construction and a Construction organisation and the very different world of Commissioning and a Commissioning organisation.
Your previous experience will shape your view on work, how you believe work should be done. Your own personal values and beliefs will also impact the way that you will set out to ensure that HSSE in transition from Construction into CSU proceeds without incident. Whilst you should use your previous experiences to guide your views on how things should be done, remember that there will be others with different experiences that should be respected and if you listen, can give you new insights. My warning though is there are limits to the number of different views on such matters that you can and should heed. This is a conundrum that you can only manage before taking action to proceed; this requires judgment.
Relationships with people through project transition are critical. It is through people that work gets done. As a CSU HSSE Manager you will need to influence and build relationships, guide and advise the project organisation so that the safety journey for all on the Project makes sense. Sometimes relationships prove difficult. Use your professionalism to focus on end results. Strive to secure relationships that achieve shared goals.
As a starting point from the generalities I have spoken about, I would suggest that one of the first things that a CSU HSSE Manager/Safety Lead should establish is:
3.2 START MAKING SENSEOn a Project you are never far away from schedule pressure. Depending at what stage you join the Project, be it at the start or end of construction, as a “CSU” HSSE (or safety) manager you will help the project organisation navigate through the phases that come during and after construction through to start-up. To do this, you must understand the nature of work specific to each phase, the different hazards and risks prevailing. It all sounds complicated, and whilst it is, as a manager you have to make sense of the current state and prepare for the next transition to come. It’s important to try and make things as simple as possible.
I have been in the company of many safety professionals, and not all of us make sense, well not in the way that I think we should go about our jobs. So how do you do this, where do you start? Let me start by saying what you should not do, and what you should try not to be.

13
HSSE in Transition through Project Phases
Restricted
We can all, relatively experienced and less experienced, benefit from a more rigorous and independent assessment of proposed implementation plans. Focus would concentrate on examining the strategies to achieve the plan. Strategies articulate the how implementation will be undertaken. I would also advocate that examination involves testing and inspection. Inspection and testing is as relevant for the work and function of people as it is for hardware. This is the fertile ground that experts, expert teams from outside of the immediate project can add value and support. Such an approach becomes more learning centered; food for thought.
In the context of my role and future contribution, my job had been made much easier as the ‘right’ safety and welfare philosophy was being pursued. My efforts could now concentrate on making sure that this would be continued during commissioning and into start-up. I could also start to pay attention to other necessary work I held responsibility for.
3.3 WHAT ELSE?Over the following chapters, reference will be made of the main work I became involved with as the CSU HSSE manager, which can vary from project to project. The good news is that as CSU HSSE managers/safety leads, we do not embark on this journey alone. There are stated requirements, standards and procedures that can guide this journey. Our tasks and accomplishments have been written in a variety of documents by expert teams within the Company.
In addition to what’s written, there is also a network of subject matter expert teams. Numerous teams cover all /most of the topic areas detailed in the HSSE Control Framework. If we as CSU HSSE managers do not entirely understand what is written in the library of HSSE documentation available, or further explanation is required, such teams and the various corporate wide HSSE Focal Points can advise and make sense of the documents. (So the theory goes!)
My experience of leveraging such expertise is mixed. This in part (a large part) is of my own doing. I do not look for fault elsewhere but look at my own inadequacy to capatalise on this expertise. What I would like to see, however, is a discussion on the type of business model that can be best utilised to leverage expertise within the Shell Group. I am suggesting that the current situation can be improved. Contact and exposure to experts at time of audit, gate/stage reviews, etc. is insufficient and too formal.
That being said, most of the documentation available (and there is a lot of it), focuses on describing “what has to be done”, setting requirements and meeting standards; this is necessary, helpful and gives direction. Allied to the network teams one could argue that adequate resource is available to managers that will implement HSSE in a project environment.
I personally would have benefitted from perspectives on “how” to implement stated requirements and meet standards. I do not think that I was active enough to leverage the expertise of the Subject Matter Expert (SME) teams. I had experience of implementation during my time at Stanlow and during the CSU of the Nanhai Petro-Chemical complex in China. I had achieved a reasonable level of success, so that was it; I would pursue the same, tried and trusted path of implementation.
14
HSSE in Transition through Project Phases
Restricted
4. HSSE CULTURE TRANSITION FROM CONSTRUCTION INTO CSU
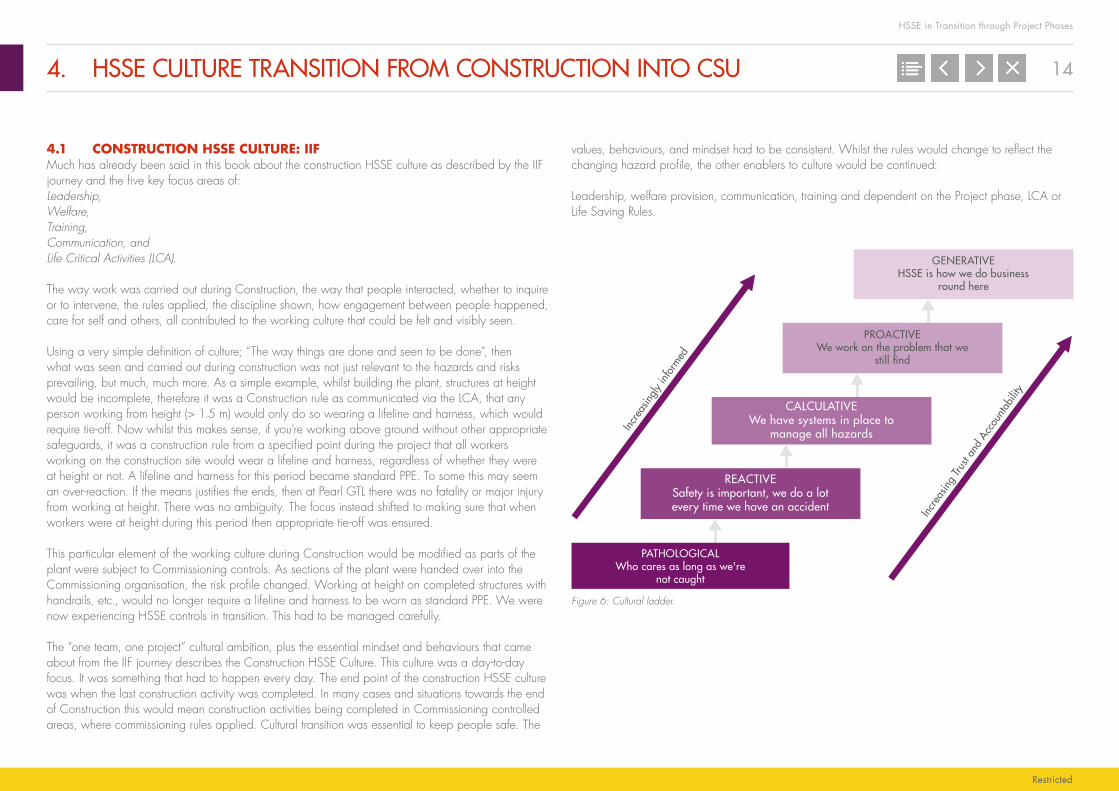
values, behaviours, and mindset had to be consistent. Whilst the rules would change to reflect the changing hazard profile, the other enablers to culture would be continued:
Leadership, welfare provision, communication, training and dependent on the Project phase, LCA or Life Saving Rules.
GENERATIVEHSSE is how we do business
round here
PROACTIVEWe work on the problem that we
still find
CALCULATIVEWe have systems in place to
manage all hazards
REACTIVESafety is important, we do a lotevery time we have an accident
PATHOLOGICALWho cares as long as we're
not caught
Incre
asin
g Tru
st an
d Ac
coun
tabi
lity
Incre
asin
gly
info
rmed
Figure 6: Cultural ladder.
4.1 CONSTRUCTION HSSE CULTURE: IIFMuch has already been said in this book about the construction HSSE culture as described by the IIF journey and the five key focus areas of:Leadership,Welfare,Training,Communication, and Life Critical Activities (LCA).
The way work was carried out during Construction, the way that people interacted, whether to inquire or to intervene, the rules applied, the discipline shown, how engagement between people happened, care for self and others, all contributed to the working culture that could be felt and visibly seen.
Using a very simple definition of culture; “The way things are done and seen to be done”, then what was seen and carried out during construction was not just relevant to the hazards and risks prevailing, but much, much more. As a simple example, whilst building the plant, structures at height would be incomplete, therefore it was a Construction rule as communicated via the LCA, that any person working from height (> 1.5 m) would only do so wearing a lifeline and harness, which would require tie-off. Now whilst this makes sense, if you’re working above ground without other appropriate safeguards, it was a construction rule from a specified point during the project that all workers working on the construction site would wear a lifeline and harness, regardless of whether they were at height or not. A lifeline and harness for this period became standard PPE. To some this may seem an over-reaction. If the means justifies the ends, then at Pearl GTL there was no fatality or major injury from working at height. There was no ambiguity. The focus instead shifted to making sure that when workers were at height during this period then appropriate tie-off was ensured.
This particular element of the working culture during Construction would be modified as parts of the plant were subject to Commissioning controls. As sections of the plant were handed over into the Commissioning organisation, the risk profile changed. Working at height on completed structures with handrails, etc., would no longer require a lifeline and harness to be worn as standard PPE. We were now experiencing HSSE controls in transition. This had to be managed carefully.
The “one team, one project” cultural ambition, plus the essential mindset and behaviours that came about from the IIF journey describes the Construction HSSE Culture. This culture was a day-to-day focus. It was something that had to happen every day. The end point of the construction HSSE culture was when the last construction activity was completed. In many cases and situations towards the end of Construction this would mean construction activities being completed in Commissioning controlled areas, where commissioning rules applied. Cultural transition was essential to keep people safe. The

15
HSSE in Transition through Project Phases
Restricted
■■ Follow up when people get hurt to show care and concern (e.g., hospital visits).■■ Hold people who can help the masses accountable (e.g., when a mess hall is too hot – give them 2 weeks to fix it and return to verify progress).
■■ Mingle with people at all levels, sit and chat in their rest shelters.■■ Focus on recognition, make awards personally.■■ Make time for celebrations and unlocking people’s imagination.■■ Invest in people development (leadership training). ■■ Leaders must stretch themselves and leave their comfort zone.
Would be continued…
The decision to continue with the Incident and Injury Program and maintain a clear focus on the five key areas of leadership, welfare, training, communication and LSR during Commissioning made sense.
Construction
Rob Kretzers
Marty Schweers
Project Man.
IC/EPCM(Const. Manager)
Constr. PTW
Construction
Rob Kretzers
Marty Schweers
Project Man.
IC/EPCM(Comm. Manager)
Comm. PTW
Comm. HSSE
LSRs
OperationalUtilities S&P
Rob Kretzers
Steve Johnson
SU Leader
Shell
Shell MSShell HSSE Rules
LSRs
Shell PTW
SU Leader
Shell
Post Handover
Roel Cornelisse
Steve Johnson
Comm. PTW
HSSE Authority
Operational control
Safety Disctrict Owner
HSSE Control
Constractor’s MSProject HSSE RulesLCAs
PTW
Figure 7: Leadership Transition
Individual and company HSSE performance can perhaps best be assessed on the following scale, known as the “cultural ladder,” which progresses with increased information, trust and accountability:1. Pathological - Who cares as long as we’re not caught? 2. Reactive - Safety is important. We do a lot every time we have an accident. 3. Calculative - We have systems in place to manage all hazards. 4. Proactive - We work on problems we find. 5. Generative - HSSE is how we do business.
World class HSSE performance requires more than mechanically applying a management system. It requires involvement of an entire organisation - from top to bottom. This involves three key elements:[
■■ Personal responsibility - understand and accept what should be done and what is expected.■■ Individual consequences - understand and accept there is a fair system for reward and discipline.■■ Proactive interventions - work safely because it is the right thing to do, want to make interventions and actively participate in improvement activities.
4.2 COMMISSIONING HSSE CULTURE: IIF The Project’s IIF journey continued into commissioning. Why not?
The IIF message was very much focused on generating a safety-conscious mindset and culture to complement standards and rule based compliance, focusing on:■■ Convincing workers to ‘want’ to be safe.■■ Open dialogue and relationship building.■■ Challenging Leaders at all levels to engage constructively with their workers.
IIF Leadership was across all layers of the organisation:■■ IIF Steering Committee led by Pearl GTL Managing Director I.■■ IF Leadership Committees in all Asset delivery Teams.■■ 500 IIF Champions (trained and full-time), - (IIF Champions would be maintained but not in the same numbers due to the reducing workforce).
■■ Trained trainers from the line to lead courses.
HSSE leadership as demonstrated through passion, energy and belief would continue. Pearl GTL’s industry leading safety record during Construction would be seen with pride and a demonstration of what could be achieved in Commissioning. Leadership visibility, as demonstrated by:■■ Show care and concern for all people, create a relationship on things important to them (e.g., children, community).
■■ Show a degree of personal sacrifice (e.g., attending tool box talks at 5 a.m., staying overnight).
16
HSSE in Transition through Project Phases
Restricted
would also be a significant and distinctive change to the Project landscape. This “red army” was the future Shell operators and technicians who would support the commissioning work to come.
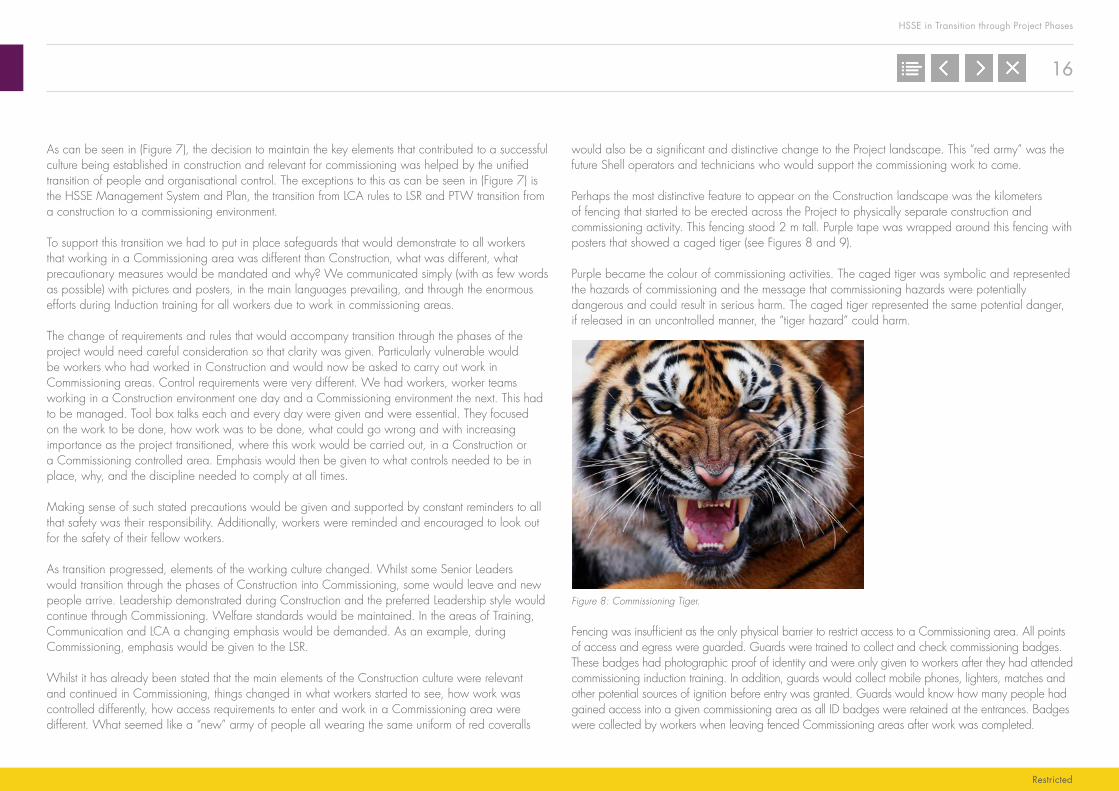
Perhaps the most distinctive feature to appear on the Construction landscape was the kilometers of fencing that started to be erected across the Project to physically separate construction and commissioning activity. This fencing stood 2 m tall. Purple tape was wrapped around this fencing with posters that showed a caged tiger (see Figures 8 and 9).
Purple became the colour of commissioning activities. The caged tiger was symbolic and represented the hazards of commissioning and the message that commissioning hazards were potentially dangerous and could result in serious harm. The caged tiger represented the same potential danger, if released in an uncontrolled manner, the “tiger hazard” could harm.
Figure 8: Commissioning Tiger.
Fencing was insufficient as the only physical barrier to restrict access to a Commissioning area. All points of access and egress were guarded. Guards were trained to collect and check commissioning badges. These badges had photographic proof of identity and were only given to workers after they had attended commissioning induction training. In addition, guards would collect mobile phones, lighters, matches and other potential sources of ignition before entry was granted. Guards would know how many people had gained access into a given commissioning area as all ID badges were retained at the entrances. Badges were collected by workers when leaving fenced Commissioning areas after work was completed.
As can be seen in (Figure 7), the decision to maintain the key elements that contributed to a successful culture being established in construction and relevant for commissioning was helped by the unified transition of people and organisational control. The exceptions to this as can be seen in (Figure 7) is the HSSE Management System and Plan, the transition from LCA rules to LSR and PTW transition from a construction to a commissioning environment.
To support this transition we had to put in place safeguards that would demonstrate to all workers that working in a Commissioning area was different than Construction, what was different, what precautionary measures would be mandated and why? We communicated simply (with as few words as possible) with pictures and posters, in the main languages prevailing, and through the enormous efforts during Induction training for all workers due to work in commissioning areas.
The change of requirements and rules that would accompany transition through the phases of the project would need careful consideration so that clarity was given. Particularly vulnerable would be workers who had worked in Construction and would now be asked to carry out work in Commissioning areas. Control requirements were very different. We had workers, worker teams working in a Construction environment one day and a Commissioning environment the next. This had to be managed. Tool box talks each and every day were given and were essential. They focused on the work to be done, how work was to be done, what could go wrong and with increasing importance as the project transitioned, where this work would be carried out, in a Construction or a Commissioning controlled area. Emphasis would then be given to what controls needed to be in place, why, and the discipline needed to comply at all times.
Making sense of such stated precautions would be given and supported by constant reminders to all that safety was their responsibility. Additionally, workers were reminded and encouraged to look out for the safety of their fellow workers.
As transition progressed, elements of the working culture changed. Whilst some Senior Leaders would transition through the phases of Construction into Commissioning, some would leave and new people arrive. Leadership demonstrated during Construction and the preferred Leadership style would continue through Commissioning. Welfare standards would be maintained. In the areas of Training, Communication and LCA a changing emphasis would be demanded. As an example, during Commissioning, emphasis would be given to the LSR.
Whilst it has already been stated that the main elements of the Construction culture were relevant and continued in Commissioning, things changed in what workers started to see, how work was controlled differently, how access requirements to enter and work in a Commissioning area were different. What seemed like a “new” army of people all wearing the same uniform of red coveralls

17
HSSE in Transition through Project Phases
Restricted
Construction work could still be carried out in commissioning areas, but would be subject to a more rigorous regime of commissioning control. The decision to declare a commissioning area was not taken lightly, and in certain cases individual lines were wrapped in purple tape and barricaded. Similarly, commissioning zones within a bigger construction area were established and in only these zones would commissioning rules and control be applied. A pragmatic but controlled transition would be pursued.
The Commissioning organisation took responsibility for zones and areas of plant and equipment and all work carried out on plant and equipment in zones and areas under commissioning. This was a major change. Hazards that were invisible to the naked eye under hot pressure could move silently from one part of the Plant to another by the operation of a valve that demanded a level of oversight, control and permission different from what had been seen in general during Construction.
Rules and compliance had been a requirement during construction. Rules and compliance became a point of work control in Commissioning to a degree greater than had been seen during Construction. To help manage an increasing rule based and compliance driven culture, commissioning work would increasingly become subject to a simple control philosophy that asked consideration of:■■ Supervision,■■ Standards,■■ Surveillance,■■ Separation,■■ Synchronisation,■■ Planning,■■ Preparation, and ■■ PTW.
This was referred to as the 5S and 3P framework. This will be further discussed in the SIMOPS book.
4.3 START-UP HSSE CULTURE: GOAL ZEROTransition from a Commissioning HSSE culture to a culture relevant for the start-up of plant and equipment of Pearl GTL involved a continuation of what had been established in the previous phases and an appreciation and level of preparedness of what was to come. In addition, a detailed knowledge and understanding of the hazards and risks of starting up plant and equipment and thereafter daily operating and routine maintenance at Pearl GTL would drive the cultural journey. As in commissioning, levels of permission to access and carry out work would be subject to strict rules and standards during start-up of the plant and for future operation.
Do not let the Purple Tiger out of the Cage
ChemicalsSteamFuel GasHot Water
Do not touch any Valve, Spade or Blind
Do not cut any Commissioning Pipe without Permit
Purple Pipe ==
Purple will Bite you
Figure 9: Commissioning Tiger Information.
For those workers carrying out physical work, not just visiting the area, a PTW would be required. The permits issued would identify hazards assessed with the proposed work and the environment that the work was to be carried out, in addition to stipulating control measures designed to reduce risk. Observation of workers and compliance to controls stated on permits in Commissioning areas was a daily activity. The application of PTW was very different for areas under Commissioning than had been experienced during Construction.
The decision point of when to declare an area a “Commissioning Area” and as such subject to commissioning controls would come when the main prevailing hazards, risk profile and major consequences were resultant from commissioning activities. A formal walk-down of the area and an assessment of its commissioning readiness would be made by an independent team of HSSE Inspectors and area representatives. A punch list of outstanding work would be made. The punch list would form the basis of an assessment and agreement for a zone or an area to transition from Construction to Commissioning control.

18
HSSE in Transition through Project Phases
Restricted
LSR are an integral part of the total rule set that all people working and visiting Pearl GTL must comply with. In addition, Shell’s golden rules of “comply, intervene and respect”, are behavioural imperatives of the HSSE Culture required and expected. There is also site and local area rules that are defined to instruct, clarify, and give direction to all who come to work or visit Pearl GTL.
The HSSE cultural journey continues at Pearl GTL. There are values and behaviours that all are asked to commit to. The focus areas originally identified by Project Senior Leadership in the early days of Construction are retained. The rule set and work permissions are aligned to the expectations as detailed in the HSSE Control Framework. Goal Zero is now the vehicle that drives and builds further the Pearl GTL culture.
Pearl GTL values and beliefs statements can be found in Attachment 4.2.
The beliefs, values, and mindset that had been so successful in developing a very positive and enabling HSSE culture during Construction and Commissioning IIF would be carried forward by the “Goal Zero” journey that everyone in the Shell Group now pursue.
Leadership visibility and the close connectivity with front line workers, Shell workers or Partner Contractor Companies, remains as a key focus as it did in Construction and Commissioning. A strong belief in Servant Leadership as lived daily by Brown, Wael Sawan, Roel Cornelisse, Steve Johnson and their management team can be seen and felt. CEO’s from the main Partner Contractor Companies are invited annually to meet, discuss, and commit to the safety and welfare of their people working at Pearl GTL. This continues the approach started in Construction.
The huge camp that was once home to the vast workforce during Construction and Commissioning is in transition. However, welfare provision for all non-Shell workers is a contractual obligation for Partner Contractor Companies. Management of this provision is applied to ensure standards are maintained and any issues resolved in timely manner.
Communication is given in an open and honest way. Listening to the concerns and issues of front line staff is actively pursued both formally and informally. Feedback from conversations that take place during Goal Zero engagements and walks around the site are reflected upon by teams and an emphasis to take necessary action, if applicable, is given. “No” is an acceptable answer in some conversations, given with reason and respect.
Continued emphasis is given to the discipline competence of all who work at Pearl. During 2013, a huge effort is being given to the development of Front Line Leaders, and a core component of this development training is HSSE; this includes Process Safety. The content and design of this development training is given in Front Line Leaders Development Training Materials (Attachment 4.1) in this book

19
HSSE in Transition through Project Phases
Restricted
5. HSSE MANAGEMENT SYSTEMS IMPLEMENTATION
accommodated. A “freeze” on new or updated standards was taken. This was necessary. This allowed documentation to be taken to a point of readiness to use. In parallel, a gap analysis was maintained which would be subject to address at an agreed point. For Pearl GTL this was particularly sensitive as the HSSE Control Framework standards started to be issued circa 2008 and on.
It was at this time that I had just joined the Project and was starting to prepare for the development of the Operations HSSE Case, and the HSSE Manuals and Procedures that would follow. It was necessary to freeze standards for implementation; aiming at a moving target does not make for effective or efficient development work. This approach adopted by Pearl GTL was communicated appropriately.
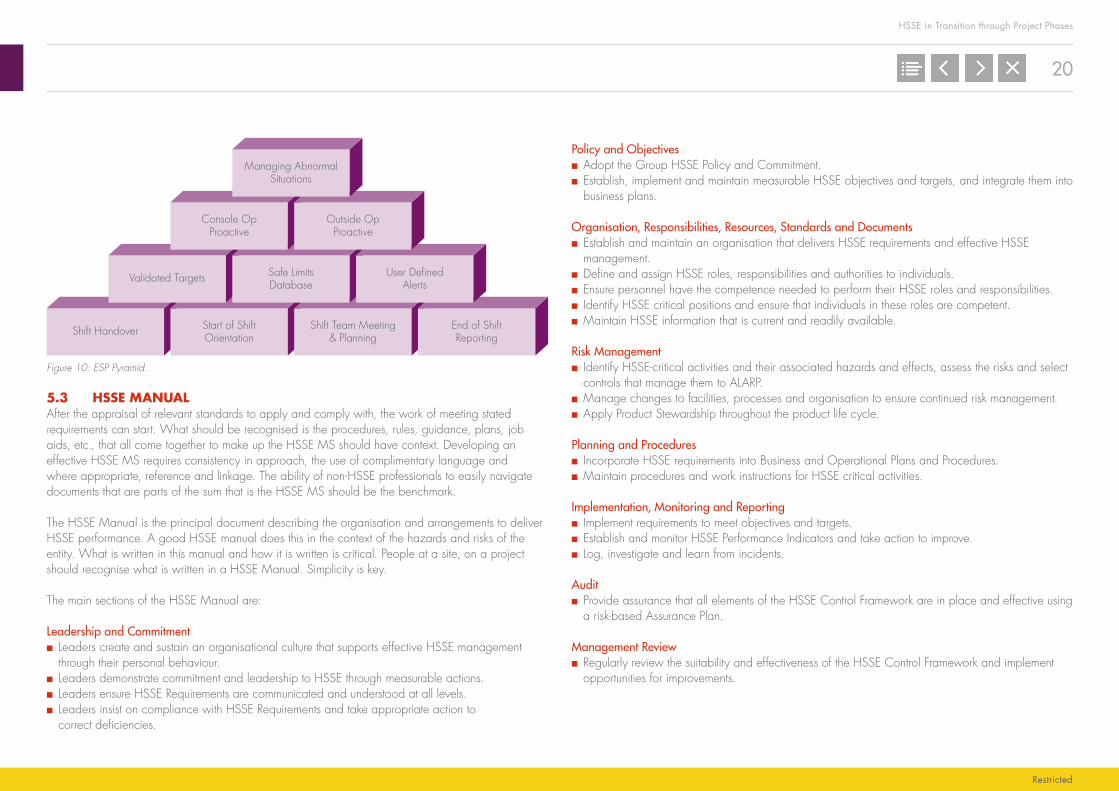
At this point I would like to make reference to an operational set of standards that are particularly important and an area of implementation that people at Pearl GTL worked hard to deliver. These standards come under the umbrella title; Ensure Safe Production (ESP).
ESP is one of the business processes under Global Asset Management Excellence (GAME). ESP is a basic, standardised, operational work process that ensures operation (of a processing plant) within well-defined, well-understood limits. Operation within these limits is continuously achieved through a defined and well-followed set of operational and organisational behaviors at all levels. ESP’s main principles are shown in Figure 10 below and it is implemented by its sub-processes which are described below:■■ Initial Setup to gather all constraints, limits, responses in a central database.■■ Validate targets to ensure no one can make demands outside of safe limits (across any interface to operators).
■■ Monitor and control conditions to manage everything in the shift-to-shift work process.■■ Learn and improve in a structured way, supported by tools. This ensures that the desired behaviors “sticks forever” by engraining formally in management systems and people’s personal accountabilities.
The ESP process is described in more detail in the ESP section of Attachment 5.1 – Standards.
5.1 INTRODUCTIONI will talk later in this chapter how HSSE MS was developed and transitioned in each of the phases of the project.
I would first like to start by describing the main steps to take to develop a HSSE MS, the context and considerations. I will talk about standards and the importance of the HSSE Manual. The processes of hazard identification, risk management and the assignation of people to carry out tasks and activities deemed critical to maintain barriers from threats. This work forms part of the HSSE Cases developed for Pearl GTL. A rule set that includes the Life Saving Rules (LSR), Golden Rules, Asset Rules and Area Asset Rules. A set of procedures that describes how to apply and implement critical processes identified as part of HEMP. Finally, the role of the annual HSSE Plan developed throughout the phases of the Project into the Plan and Journey Book of the Run and Maintain organisation.
5.2 STANDARDSStandards are at the heart of the development of the Pearl GTL HSSE MS. This was our starting point. Shell Group standards were core but other standards applicable to ensure Pearl GTL complied with regulations applicable to Qatar and RLIC were ensured. Examples of such standards included:■■ Shell HSSE Control Framework (although in 2008 this work was still in its infancy).■■ Applicable Qatari statutory requirements, including international agreements and protocols to which Qatar is a signatory.
■■ Qatar Petroleum/RLIC requirements,■■ Internationally accepted industry norms and standards (e.g., API Recommended Practices, IP Codes) as defined in the HSSE/SD premises for the project.
■■ Guidance from international institutions and organisations (e.g., WHO).
The standards applied at Pearl GTL for HSSE can be found in (Attachment 5.1 – Standards). The Project adopted HSSE/SD standards for the implementation phase as specified in the Project Guide 1B (SGSI) which can be found in (Attachment 5.2 – Shell Guides). The standards for the Run and Maintain organisation are defined in the HSSE/SD premises for the Operational phase.
To ensure that compliance to standards was met, a process and assigned responsibilities was implemented so that new, and changes to requirements applicable to Pearl GTL were known and addressed in a timely fashion.
Over the life of a project, particularly projects of the size and duration of Pearl GTL, care should be taken to adopt an appropriate and pragmatic approach in the development of documentation derived from stated requirements in standards. When an organisation is developing a Management system in a project environment there is only so much change to standards that can be
20
HSSE in Transition through Project Phases
Restricted
Policy and Objectives■■ Adopt the Group HSSE Policy and Commitment.■■ Establish, implement and maintain measurable HSSE objectives and targets, and integrate them into business plans.
Organisation, Responsibilities, Resources, Standards and Documents■■ Establish and maintain an organisation that delivers HSSE requirements and effective HSSE management.
■■ Define and assign HSSE roles, responsibilities and authorities to individuals.■■ Ensure personnel have the competence needed to perform their HSSE roles and responsibilities.■■ Identify HSSE critical positions and ensure that individuals in these roles are competent.■■ Maintain HSSE information that is current and readily available.
Risk Management■■ Identify HSSE-critical activities and their associated hazards and effects, assess the risks and select controls that manage them to ALARP.
■■ Manage changes to facilities, processes and organisation to ensure continued risk management.■■ Apply Product Stewardship throughout the product life cycle.
Planning and Procedures■■ Incorporate HSSE requirements into Business and Operational Plans and Procedures.■■ Maintain procedures and work instructions for HSSE critical activities.
Implementation, Monitoring and Reporting■■ Implement requirements to meet objectives and targets.■■ Establish and monitor HSSE Performance Indicators and take action to improve.■■ Log, investigate and learn from incidents.
Audit■■ Provide assurance that all elements of the HSSE Control Framework are in place and effective using a risk-based Assurance Plan.
Management Review■■ Regularly review the suitability and effectiveness of the HSSE Control Framework and implement opportunities for improvements.
Managing AbnormalSituations
Console OpProactive
Outside OpProactive
Safe LimitsDatabase
Validated Targets User DefinedAlerts
Start of ShiftOrientation
Shift Handover Shift Team Meeting& Planning
End of ShiftReporting
Figure 10: ESP Pyramid.
5.3 HSSE MANUALAfter the appraisal of relevant standards to apply and comply with, the work of meeting stated requirements can start. What should be recognised is the procedures, rules, guidance, plans, job aids, etc., that all come together to make up the HSSE MS should have context. Developing an effective HSSE MS requires consistency in approach, the use of complimentary language and where appropriate, reference and linkage. The ability of non-HSSE professionals to easily navigate documents that are parts of the sum that is the HSSE MS should be the benchmark.
The HSSE Manual is the principal document describing the organisation and arrangements to deliver HSSE performance. A good HSSE manual does this in the context of the hazards and risks of the entity. What is written in this manual and how it is written is critical. People at a site, on a project should recognise what is written in a HSSE Manual. Simplicity is key.
The main sections of the HSSE Manual are:
Leadership and Commitment■■ Leaders create and sustain an organisational culture that supports effective HSSE management through their personal behaviour.
■■ Leaders demonstrate commitment and leadership to HSSE through measurable actions.■■ Leaders ensure HSSE Requirements are communicated and understood at all levels.■■ Leaders insist on compliance with HSSE Requirements and take appropriate action to correct deficiencies.
21
HSSE in Transition through Project Phases
Restricted
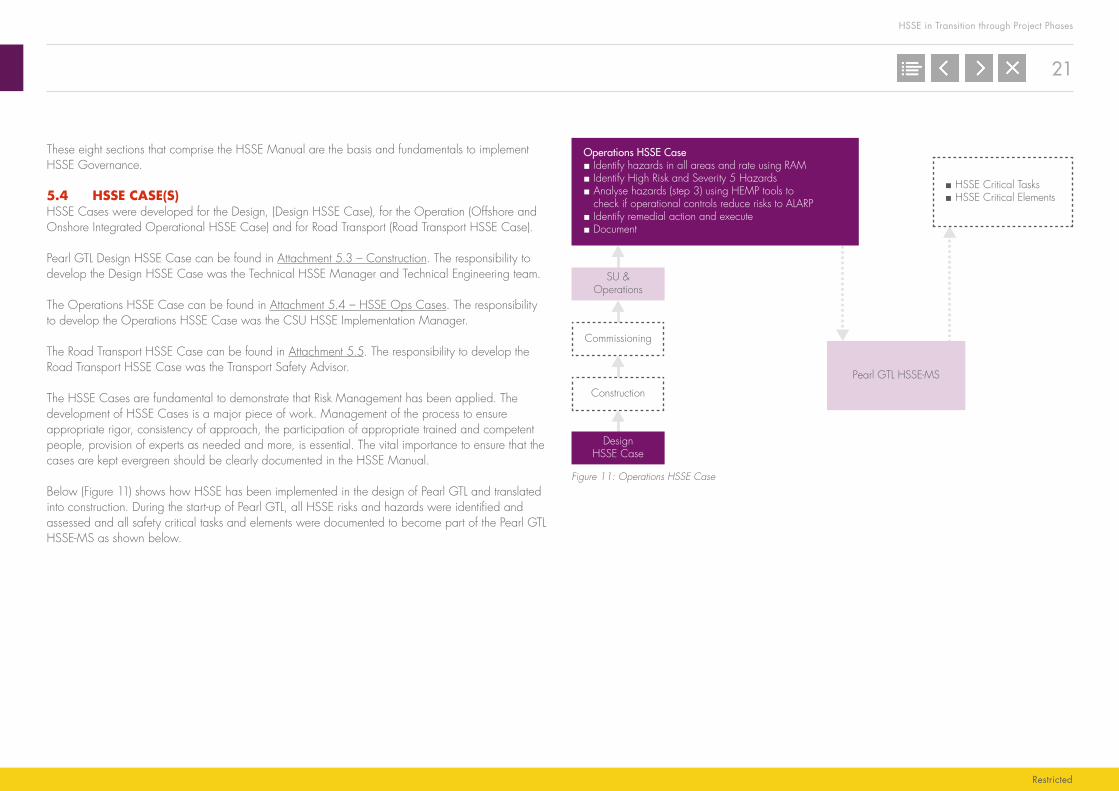
Operations HSSE Case■ Identify hazards in all areas and rate using RAM■ Identify High Risk and Severity 5 Hazards■ Analyse hazards (step 3) using HEMP tools to
check if operational controls reduce risks to ALARP■ Identify remedial action and execute■ Document
■ HSSE Critical Tasks■ HSSE Critical Elements
SU &Operations
Commissioning
Construction
Pearl GTL HSSE-MS
DesignHSSE Case
Figure 11: Operations HSSE Case
These eight sections that comprise the HSSE Manual are the basis and fundamentals to implement HSSE Governance.
5.4 HSSE CASE(S)HSSE Cases were developed for the Design, (Design HSSE Case), for the Operation (Offshore and Onshore Integrated Operational HSSE Case) and for Road Transport (Road Transport HSSE Case).
Pearl GTL Design HSSE Case can be found in Attachment 5.3 – Construction. The responsibility to develop the Design HSSE Case was the Technical HSSE Manager and Technical Engineering team.
The Operations HSSE Case can be found in Attachment 5.4 – HSSE Ops Cases. The responsibility to develop the Operations HSSE Case was the CSU HSSE Implementation Manager.
The Road Transport HSSE Case can be found in Attachment 5.5. The responsibility to develop the Road Transport HSSE Case was the Transport Safety Advisor.
The HSSE Cases are fundamental to demonstrate that Risk Management has been applied. The development of HSSE Cases is a major piece of work. Management of the process to ensure appropriate rigor, consistency of approach, the participation of appropriate trained and competent people, provision of experts as needed and more, is essential. The vital importance to ensure that the cases are kept evergreen should be clearly documented in the HSSE Manual.
Below (Figure 11) shows how HSSE has been implemented in the design of Pearl GTL and translated into construction. During the start-up of Pearl GTL, all HSSE risks and hazards were identified and assessed and all safety critical tasks and elements were documented to become part of the Pearl GTL HSSE-MS as shown below.
22
HSSE in Transition through Project Phases
Restricted
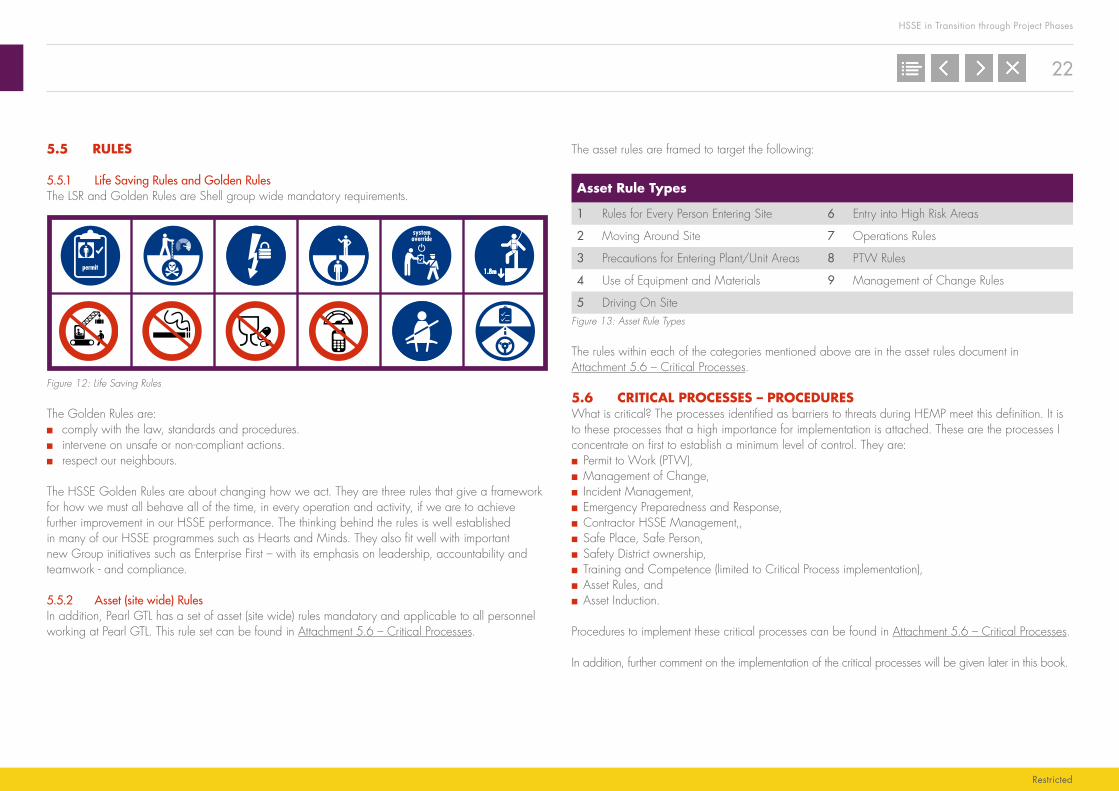
The asset rules are framed to target the following:
Asset Rule Types
1 Rules for Every Person Entering Site 6 Entry into High Risk Areas
2 Moving Around Site 7 Operations Rules
3 Precautions for Entering Plant/Unit Areas 8 PTW Rules
4 Use of Equipment and Materials 9 Management of Change Rules
5 Driving On SiteFigure 13: Asset Rule Types
The rules within each of the categories mentioned above are in the asset rules document in Attachment 5.6 – Critical Processes.
5.6 CRITICAL PROCESSES – PROCEDURESWhat is critical? The processes identified as barriers to threats during HEMP meet this definition. It is to these processes that a high importance for implementation is attached. These are the processes I concentrate on first to establish a minimum level of control. They are:■■ Permit to Work (PTW),■■ Management of Change,■■ Incident Management,■■ Emergency Preparedness and Response,■■ Contractor HSSE Management,,■■ Safe Place, Safe Person,■■ Safety District ownership,■■ Training and Competence (limited to Critical Process implementation),■■ Asset Rules, and■■ Asset Induction.
Procedures to implement these critical processes can be found in Attachment 5.6 – Critical Processes.
In addition, further comment on the implementation of the critical processes will be given later in this book.
5.5 RULES
5.5.1 Life Saving Rules and Golden RulesThe LSR and Golden Rules are Shell group wide mandatory requirements.
Figure 12: Life Saving Rules
The Golden Rules are: ■■ comply with the law, standards and procedures.■■ intervene on unsafe or non-compliant actions.■■ respect our neighbours.
The HSSE Golden Rules are about changing how we act. They are three rules that give a framework for how we must all behave all of the time, in every operation and activity, if we are to achieve further improvement in our HSSE performance. The thinking behind the rules is well established in many of our HSSE programmes such as Hearts and Minds. They also fit well with important new Group initiatives such as Enterprise First – with its emphasis on leadership, accountability and teamwork - and compliance.
5.5.2 Asset (site wide) RulesIn addition, Pearl GTL has a set of asset (site wide) rules mandatory and applicable to all personnel working at Pearl GTL. This rule set can be found in Attachment 5.6 – Critical Processes.

23
HSSE in Transition through Project Phases
Restricted
As can be seen from what is written above, HSSE Plans were written through transition of the different phases of the Project; so that these Plans represented a consistent approach, main objectives were set that prevailed throughout all phases. These main objectives included:■■ Visible and felt HSSE Leadership,■■ Flawless Construction and CSU/SIMOPS HSSE interfaces,■■ Simplified HSSE systems to enable compliance,■■ Effective Stakeholders Engagement.
To achieve these objectives, Pearl GTL identified focus areas and deliverables which are summarised in Table 3 below. These focus areas and deliverables would take into account the stage of the Project and were updated annually. (Refer to Attachment 5.8 – HSSE Plans).
Focus Area Deliverables
Leadership ■■ Visible and felt leadership through effective communication of common shared values on Safety.
■■ Establishing a strong compliance mind-set.■■ Recognising performance achievements.■■ Transition IIF program to CSU/Asset Team.■■ 2 Safety Days per annum used to energise project personnel.
Environmental Performance and Control
■■ Achieve environmental Consent to Operate. ■■ Implement compliance/emissions reporting. ■■ Finalise Hazardous Waste Management Plan and work with RLIC to establish long term solution.
■■ Oil Spill response preparedness in place and drilled.■■ CO2 Pilot Project taken to FID.
Road Safety ■■ Maintain implementation of Road Safety standards through Land Transport Policy/HSSE Case.
■■ Develop site Transport Plan.
Contractor HSSE Management
■■ Contract Holders to develop and implement robust risk based HSSE Plans. This to include mobilisation plans for new contractors (for Support Services, Project and Production contractors).
■■ Formal surveillance program in place to monitor compliance and drive performance improvement.
Worksite Hazard Management
■■ Identify Workplace hazards from across Shell Group and embed in to work instructions and practices to reduce incidents.
■■ Operationalise output from HEMP and assure effectiveness of controls.
5.7 HSSE PLANS AND JOURNEY BOOKHSSE Plans are a statement of what the organisation wants to achieve in a defined period of time. They are recognisable through the objectives set, the (key) Performance Indicators that monitor, measure and report on progress. Furthermore, the main strategies and actions chosen to achieve objectives are defined, resourced and allocated responsibility.
Good plans satisfy the What, When, Why, Where, Who and How. Good Plans are simple. Plans are subject to review and when plans are assessed as not meeting expectations then they should be subject to adaptation. Plans should take account of the ambitions of the organisation, but should be realistic and cognisant of the capabilities available to deliver. A plan should create tension to achieve but not be too unrealistic. It takes skill to develop a good plan. It is not an administrative exercise that collects a number of actions to do. How good is your HSSE Plan?
The HSSE Plans developed and implemented during the phases of the Project contributed to an excellent Project HSSE performance. The following narrative gives a brief description of the HSSE Plans for each phase of the Project.
Construction HSSE Management Plan: Procedures required for the IC, EPCM, Early Works Contractors and sub-contractors during the construction phase of the project. This procedure was prepared by the PMC (refer to Attachment 5.3 – Construction). This plan was updated annually throughout the phase of construction. HSSE has been implemented in the design of Pearl GTL and translated into construction (refer to Attachment 5.3 – Construction).
Commissioning HSSE Management Plan: The PMC Commissioning HSSE Management Plan was developed to provide instruction and guidance to IC/EPCM regarding activities during CSU that had a HSSE consequence. (Refer to Attachment 5.7 – Commissioning). This Plan was updated annually during the phase of commissioning.
Asset Operations HSSE Management Plan: This is applicable during the normal run and maintain phase. The permanent Shell Operations and Maintenance teams, house contractors and subcontractors are subject to the aims and objectives of the Plan. They participate in the delivery of the strategies and actions detailed in the Plan (refer to Attachment 5.8 – HSSE Plans).
The Journey Book sets out a longer term direction and strategy, a 5-year horizon with an annual update plan (refer to Attachment 5.8 – HSSE Plans).
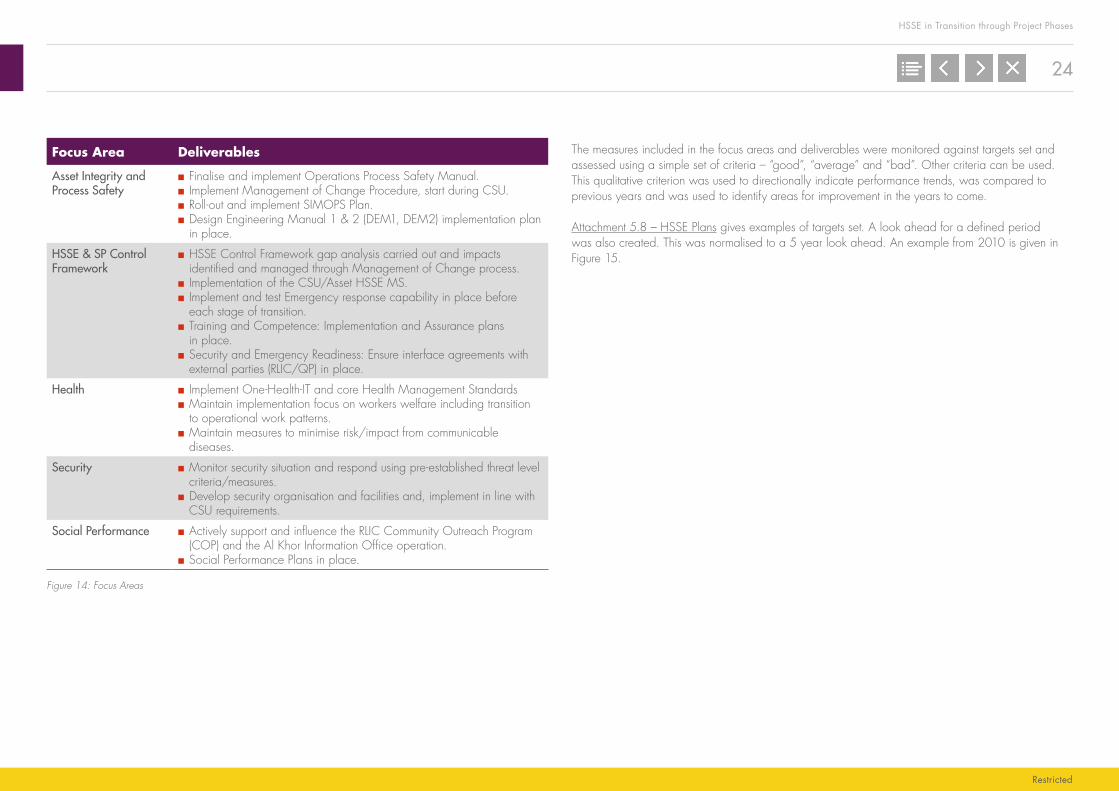
24
HSSE in Transition through Project Phases
Restricted
The measures included in the focus areas and deliverables were monitored against targets set and assessed using a simple set of criteria – “good”, “average” and “bad”. Other criteria can be used. This qualitative criterion was used to directionally indicate performance trends, was compared to previous years and was used to identify areas for improvement in the years to come.
Attachment 5.8 – HSSE Plans gives examples of targets set. A look ahead for a defined period was also created. This was normalised to a 5 year look ahead. An example from 2010 is given in Figure 15.
Focus Area Deliverables
Asset Integrity and Process Safety
■■ Finalise and implement Operations Process Safety Manual.■■ Implement Management of Change Procedure, start during CSU.■■ Roll-out and implement SIMOPS Plan.■■ Design Engineering Manual 1 & 2 (DEM1, DEM2) implementation plan in place.
HSSE & SP Control Framework
■■ HSSE Control Framework gap analysis carried out and impacts identified and managed through Management of Change process.
■■ Implementation of the CSU/Asset HSSE MS.■■ Implement and test Emergency response capability in place before each stage of transition.
■■ Training and Competence: Implementation and Assurance plans in place.
■■ Security and Emergency Readiness: Ensure interface agreements with external parties (RLIC/QP) in place.
Health ■■ Implement One-Health-IT and core Health Management Standards■■ Maintain implementation focus on workers welfare including transition to operational work patterns.
■■ Maintain measures to minimise risk/impact from communicable diseases.
Security ■■ Monitor security situation and respond using pre-established threat level criteria/measures.
■■ Develop security organisation and facilities and, implement in line with CSU requirements.
Social Performance ■■ Actively support and influence the RLIC Community Outreach Program (COP) and the Al Khor Information Office operation.
■■ Social Performance Plans in place.
Figure 14: Focus Areas
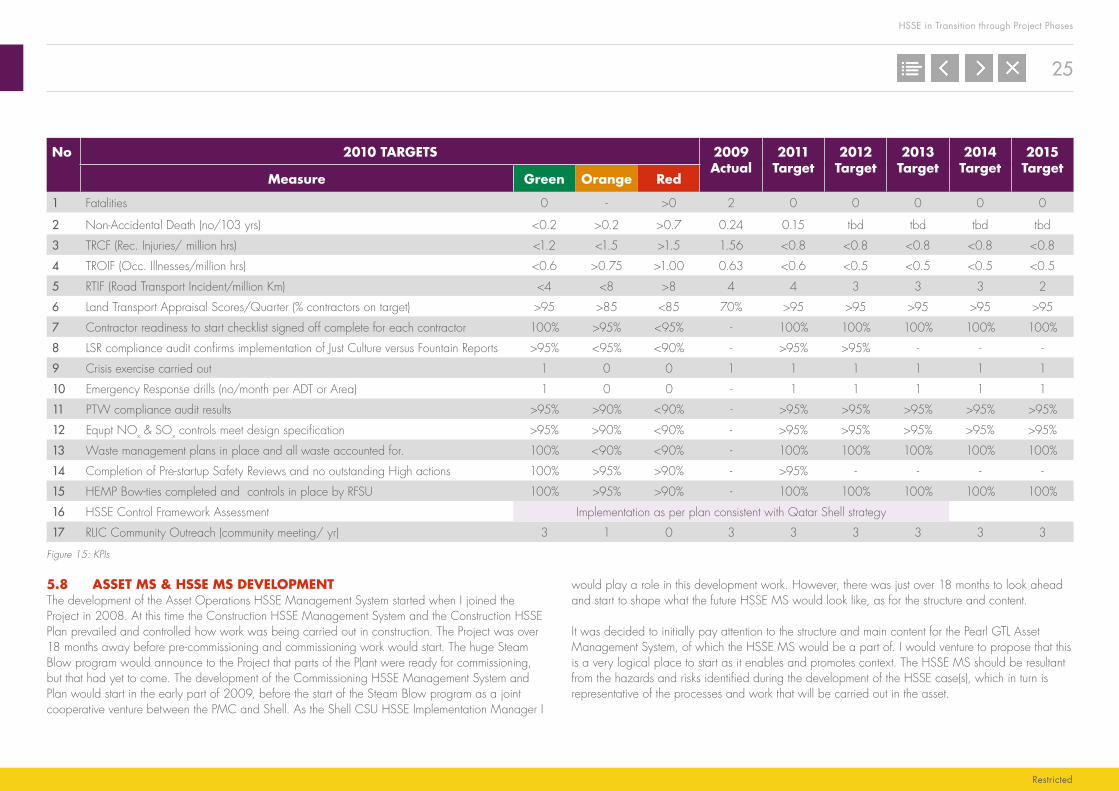
25
HSSE in Transition through Project Phases
Restricted
No 2010 TARGETS 2009 Actual
2011 Target
2012 Target
2013 Target
2014 Target
2015 Target
Measure Green Orange Red
1 Fatalities 0 - >0 2 0 0 0 0 0
2 Non-Accidental Death (no/103 yrs) <0.2 >0.2 >0.7 0.24 0.15 tbd tbd tbd tbd
3 TRCF (Rec. Injuries/ million hrs) <1.2 <1.5 >1.5 1.56 <0.8 <0.8 <0.8 <0.8 <0.8
4 TROIF (Occ. Illnesses/million hrs) <0.6 >0.75 >1.00 0.63 <0.6 <0.5 <0.5 <0.5 <0.5
5 RTIF (Road Transport Incident/million Km) <4 <8 >8 4 4 3 3 3 2
6 Land Transport Appraisal Scores/Quarter (% contractors on target) >95 >85 <85 70% >95 >95 >95 >95 >95
7 Contractor readiness to start checklist signed off complete for each contractor 100% >95% <95% - 100% 100% 100% 100% 100%
8 LSR compliance audit confirms implementation of Just Culture versus Fountain Reports >95% <95% <90% - >95% >95% - - -
9 Crisis exercise carried out 1 0 0 1 1 1 1 1 1
10 Emergency Response drills (no/month per ADT or Area) 1 0 0 - 1 1 1 1 1
11 PTW compliance audit results >95% >90% <90% - >95% >95% >95% >95% >95%
12 Equpt NOx & SOx controls meet design specification >95% >90% <90% - >95% >95% >95% >95% >95%
13 Waste management plans in place and all waste accounted for. 100% <90% <90% - 100% 100% 100% 100% 100%
14 Completion of Pre-startup Safety Reviews and no outstanding High actions 100% >95% >90% - >95% - - - -
15 HEMP Bow-ties completed and controls in place by RFSU 100% >95% >90% - 100% 100% 100% 100% 100%
16 HSSE Control Framework Assessment Implementation as per plan consistent with Qatar Shell strategy
17 RLIC Community Outreach (community meeting/ yr) 3 1 0 3 3 3 3 3 3
Figure 15: KPIs
5.8 ASSET MS & HSSE MS DEVELOPMENTThe development of the Asset Operations HSSE Management System started when I joined the Project in 2008. At this time the Construction HSSE Management System and the Construction HSSE Plan prevailed and controlled how work was being carried out in construction. The Project was over 18 months away before pre-commissioning and commissioning work would start. The huge Steam Blow program would announce to the Project that parts of the Plant were ready for commissioning, but that had yet to come. The development of the Commissioning HSSE Management System and Plan would start in the early part of 2009, before the start of the Steam Blow program as a joint cooperative venture between the PMC and Shell. As the Shell CSU HSSE Implementation Manager I
would play a role in this development work. However, there was just over 18 months to look ahead and start to shape what the future HSSE MS would look like, as for the structure and content.
It was decided to initially pay attention to the structure and main content for the Pearl GTL Asset Management System, of which the HSSE MS would be a part of. I would venture to propose that this is a very logical place to start as it enables and promotes context. The HSSE MS should be resultant from the hazards and risks identified during the development of the HSSE case(s), which in turn is representative of the processes and work that will be carried out in the asset.
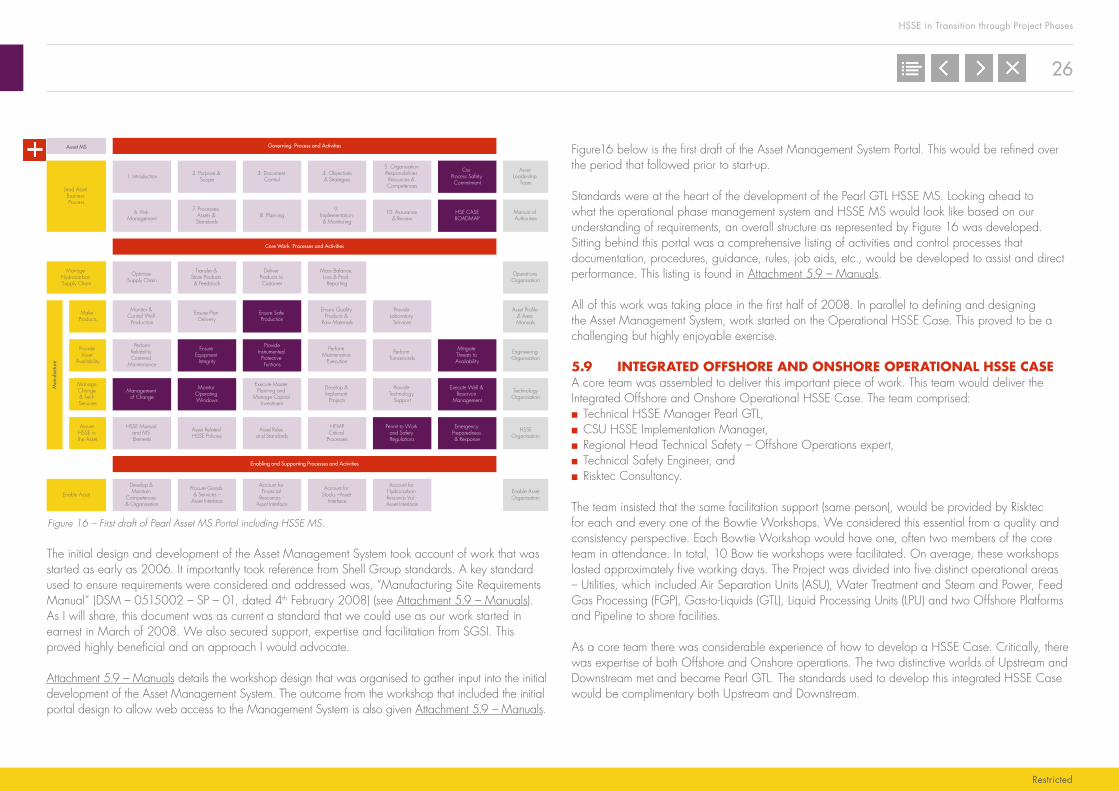
26
HSSE in Transition through Project Phases
Restricted
Figure16 below is the first draft of the Asset Management System Portal. This would be refined over the period that followed prior to start-up.
Standards were at the heart of the development of the Pearl GTL HSSE MS. Looking ahead to what the operational phase management system and HSSE MS would look like based on our understanding of requirements, an overall structure as represented by Figure 16 was developed. Sitting behind this portal was a comprehensive listing of activities and control processes that documentation, procedures, guidance, rules, job aids, etc., would be developed to assist and direct performance. This listing is found in Attachment 5.9 – Manuals.
All of this work was taking place in the first half of 2008. In parallel to defining and designing the Asset Management System, work started on the Operational HSSE Case. This proved to be a challenging but highly enjoyable exercise.
5.9 INTEGRATED OFFSHORE AND ONSHORE OPERATIONAL HSSE CASEA core team was assembled to deliver this important piece of work. This team would deliver the Integrated Offshore and Onshore Operational HSSE Case. The team comprised:■■ Technical HSSE Manager Pearl GTL,■■ CSU HSSE Implementation Manager,■■ Regional Head Technical Safety – Offshore Operations expert,■■ Technical Safety Engineer, and■■ Risktec Consultancy.
The team insisted that the same facilitation support (same person), would be provided by Risktec for each and every one of the Bowtie Workshops. We considered this essential from a quality and consistency perspective. Each Bowtie Workshop would have one, often two members of the core team in attendance. In total, 10 Bow tie workshops were facilitated. On average, these workshops lasted approximately five working days. The Project was divided into five distinct operational areas – Utilities, which included Air Separation Units (ASU), Water Treatment and Steam and Power, Feed Gas Processing (FGP), Gas-to-Liquids (GTL), Liquid Processing Units (LPU) and two Offshore Platforms and Pipeline to shore facilities.
As a core team there was considerable experience of how to develop a HSSE Case. Critically, there was expertise of both Offshore and Onshore operations. The two distinctive worlds of Upstream and Downstream met and became Pearl GTL. The standards used to develop this integrated HSSE Case would be complimentary both Upstream and Downstream.
The initial design and development of the Asset Management System took account of work that was started as early as 2006. It importantly took reference from Shell Group standards. A key standard used to ensure requirements were considered and addressed was, “Manufacturing Site Requirements Manual” (DSM – 0515002 – SP – 01, dated 4th February 2008) (see Attachment 5.9 – Manuals). As I will share, this document was as current a standard that we could use as our work started in earnest in March of 2008. We also secured support, expertise and facilitation from SGSI. This proved highly beneficial and an approach I would advocate.
Attachment 5.9 – Manuals details the workshop design that was organised to gather input into the initial development of the Asset Management System. The outcome from the workshop that included the initial portal design to allow web access to the Management System is also given Attachment 5.9 – Manuals.
Governing Process and Activities
Core Work Processes and Activities
2. Purpose & Scope
4. Objectives& Strategies
5. Organisation Responsibilities Resources & Competences
6. Risk Management
1. Introduction
7. Processes, Assets & Standards
8. Planning9.
Implementation & Monitoring
10. Assurance & Review
Monitor & Control Well
Production
Ensure Quality Products &
Raw Materials
Ensure Safe Production
Management of Change
Provide Technology
Support
PerformReliability Centered
Maintenance
ProvideInstrumented Protective Funtions
Perform Maintenance
Execution
Ensure Equipment
Integrity
Perform Turnarounds
Develop & Maintain
Competences & Organisation
Procure Goods & Services –
Asset Interface
Provide Laboratory
Services
HSE CASEROADMAP
Optimise Supply Chain
Transfer & Store Products & Feedstock
Deliver Products to Customer
Mass Balance, Loss & Prod.
Reporting
Ensure Plan Delivery
Execute Master Planning and
Manage Capital Investment
Develop & Implement
Projects
Account for Financial
Resources –Asset Interface
Our Process Safety Commitment
Mitigate Threats to Availability
Monitor Operating Windows
Account for Stocks –Asset
Interface
Account for Hydrocarbon Resource Vol.–Asset Interface
3. Document Control
Asset MS
HSSE Manual and MS Elements
Permit to Work and Safety Regulations
Asset Rules and Standards
HEMPCritical
Processes
Asset Related HSSE Policies
Execute Well & Reservoir
Management
Emergency Preparedness & Response
Enabling and Supporting Processes and Activities
Man
ufac
ture
Provide Asset
Availability
Manage Change & Tech Services
Lead Asset Business Process
Make Products
Enable Asset
Manage Hydrocarbon Supply Chain
Engineering Organisation
TechnologyOrganisation
Asset Profile & Area Manuals
Enable AssetOrganisation
Asset Leadership
Team
Manual of Authorities
Operations Organisation
Assure HSSE in the Asset
HSSEOrganisation
Figure 16 – First draft of Pearl Asset MS Portal including HSSE MS.
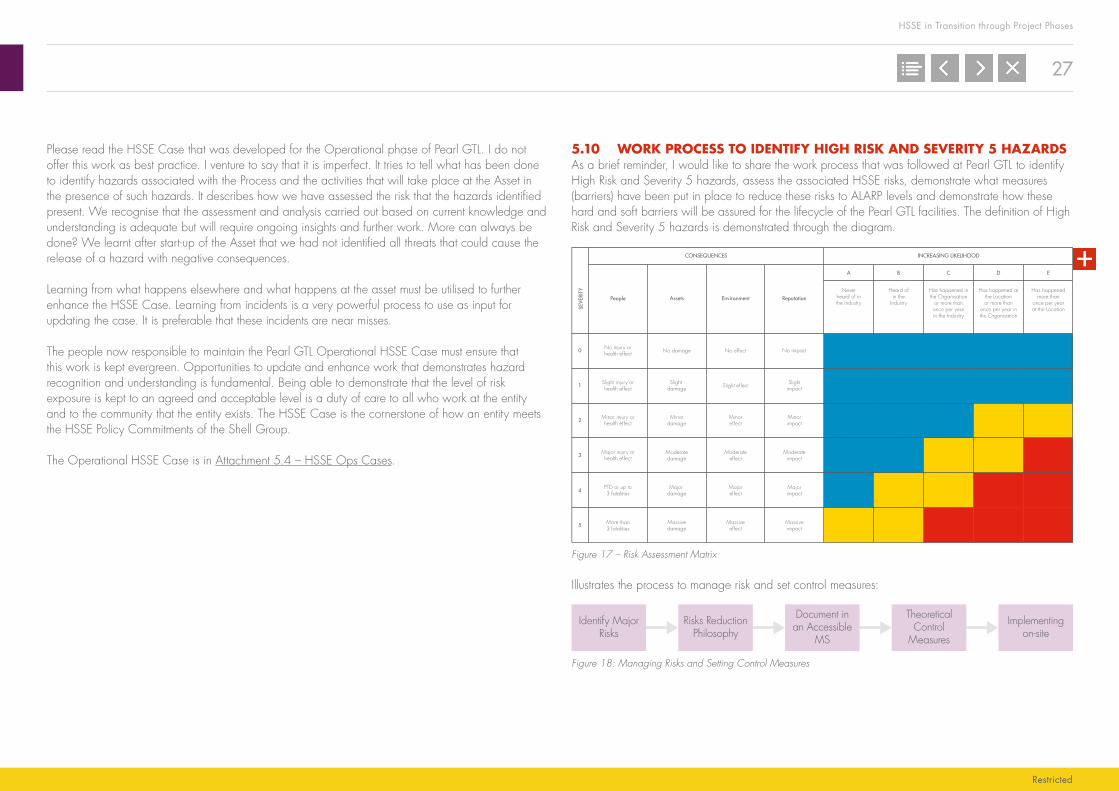
27
HSSE in Transition through Project Phases
Restricted
5.10 WORK PROCESS TO IDENTIFY HIGH RISK AND SEVERITY 5 HAZARDSAs a brief reminder, I would like to share the work process that was followed at Pearl GTL to identify High Risk and Severity 5 hazards, assess the associated HSSE risks, demonstrate what measures (barriers) have been put in place to reduce these risks to ALARP levels and demonstrate how these hard and soft barriers will be assured for the lifecycle of the Pearl GTL facilities. The definition of High Risk and Severity 5 hazards is demonstrated through the diagram.
Slight damage
Minordamage
Moderatedamage
Major damage
Massivedamage
Slight effect
Minoreffect
Moderateeffect
Majoreffect
Massiveeffect
No damage No effect No impact
Slightimpact
Minorimpact
Moderateimpact
Majorimpact
Massiveimpact
Assets Environment Reputation
A B C D E
Heard ofin the
Industry
Has happened inthe Organisation
or more thanonce per yearin the Industry
Has happened atthe Locationor more than
once per year inthe Organisation
Has happenedmore than
once per yearat the Location
Neverheard of inthe Industry
Slight injury orhealth effect
Minor injury orhealth effect
Major injury orhealth effect
PTD or up to3 fatalities
More than3 fatalities5
0
1
2
3
4
No injury orhealth effect
People
CONSEQUENCES INCREASING LIKELIHOOD
SEV
ERIT
Y
Figure 17 – Risk Assessment Matrix
Illustrates the process to manage risk and set control measures:
Identify MajorRisks
Risks ReductionPhilosophy
Document inan Accessible
MS
TheoreticalControl
Measures
Implementingon-site
Figure 18: Managing Risks and Setting Control Measures
Please read the HSSE Case that was developed for the Operational phase of Pearl GTL. I do not offer this work as best practice. I venture to say that it is imperfect. It tries to tell what has been done to identify hazards associated with the Process and the activities that will take place at the Asset in the presence of such hazards. It describes how we have assessed the risk that the hazards identified present. We recognise that the assessment and analysis carried out based on current knowledge and understanding is adequate but will require ongoing insights and further work. More can always be done? We learnt after start-up of the Asset that we had not identified all threats that could cause the release of a hazard with negative consequences.
Learning from what happens elsewhere and what happens at the asset must be utilised to further enhance the HSSE Case. Learning from incidents is a very powerful process to use as input for updating the case. It is preferable that these incidents are near misses.
The people now responsible to maintain the Pearl GTL Operational HSSE Case must ensure that this work is kept evergreen. Opportunities to update and enhance work that demonstrates hazard recognition and understanding is fundamental. Being able to demonstrate that the level of risk exposure is kept to an agreed and acceptable level is a duty of care to all who work at the entity and to the community that the entity exists. The HSSE Case is the cornerstone of how an entity meets the HSSE Policy Commitments of the Shell Group.
The Operational HSSE Case is in Attachment 5.4 – HSSE Ops Cases.
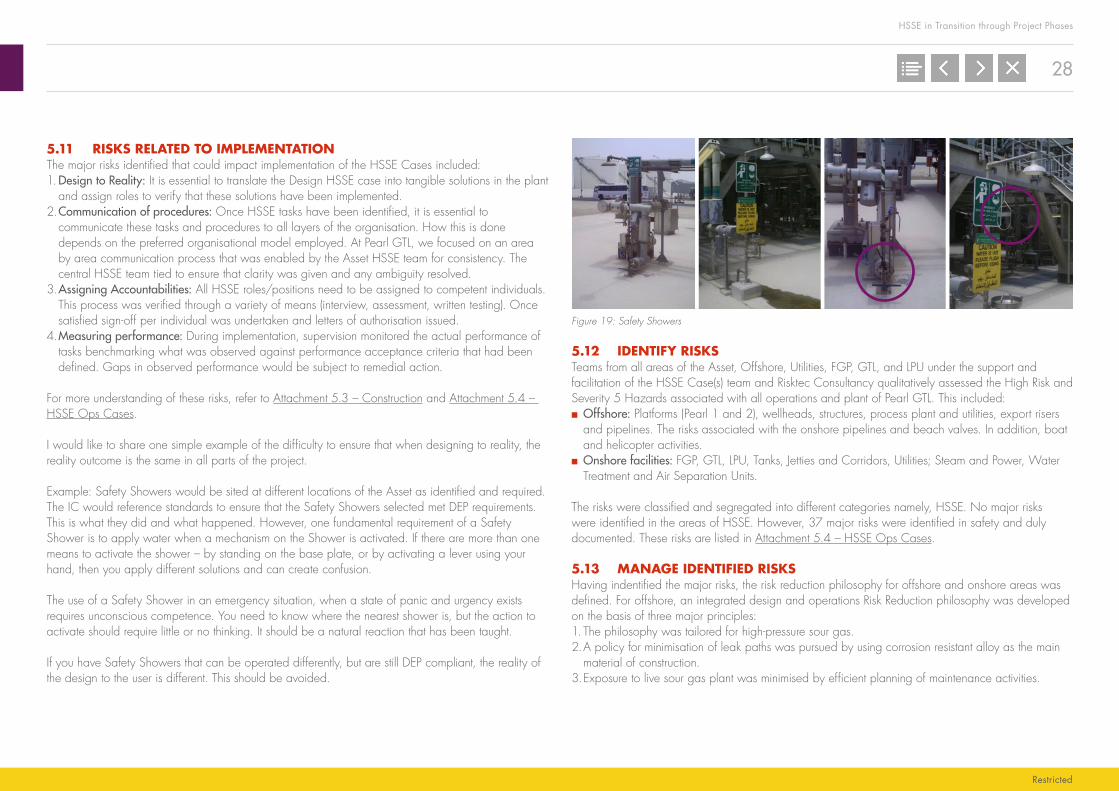
28
HSSE in Transition through Project Phases
Restricted
Figure 19: Safety Showers
5.12 IDENTIFY RISKS Teams from all areas of the Asset, Offshore, Utilities, FGP, GTL, and LPU under the support and facilitation of the HSSE Case(s) team and Risktec Consultancy qualitatively assessed the High Risk and Severity 5 Hazards associated with all operations and plant of Pearl GTL. This included: ■■ Offshore: Platforms (Pearl 1 and 2), wellheads, structures, process plant and utilities, export risers and pipelines. The risks associated with the onshore pipelines and beach valves. In addition, boat and helicopter activities.
■■ Onshore facilities: FGP, GTL, LPU, Tanks, Jetties and Corridors, Utilities; Steam and Power, Water Treatment and Air Separation Units.
The risks were classified and segregated into different categories namely, HSSE. No major risks were identified in the areas of HSSE. However, 37 major risks were identified in safety and duly documented. These risks are listed in Attachment 5.4 – HSSE Ops Cases.
5.13 MANAGE IDENTIFIED RISKS Having indentified the major risks, the risk reduction philosophy for offshore and onshore areas was defined. For offshore, an integrated design and operations Risk Reduction philosophy was developed on the basis of three major principles:1. The philosophy was tailored for high-pressure sour gas.2. A policy for minimisation of leak paths was pursued by using corrosion resistant alloy as the main
material of construction.3. Exposure to live sour gas plant was minimised by efficient planning of maintenance activities.
5.11 RISKS RELATED TO IMPLEMENTATION The major risks identified that could impact implementation of the HSSE Cases included:1. Design to Reality: It is essential to translate the Design HSSE case into tangible solutions in the plant
and assign roles to verify that these solutions have been implemented.2. Communication of procedures: Once HSSE tasks have been identified, it is essential to
communicate these tasks and procedures to all layers of the organisation. How this is done depends on the preferred organisational model employed. At Pearl GTL, we focused on an area by area communication process that was enabled by the Asset HSSE team for consistency. The central HSSE team tied to ensure that clarity was given and any ambiguity resolved.
3. Assigning Accountabilities: All HSSE roles/positions need to be assigned to competent individuals. This process was verified through a variety of means (interview, assessment, written testing). Once satisfied sign-off per individual was undertaken and letters of authorisation issued.
4. Measuring performance: During implementation, supervision monitored the actual performance of tasks benchmarking what was observed against performance acceptance criteria that had been defined. Gaps in observed performance would be subject to remedial action.
For more understanding of these risks, refer to Attachment 5.3 – Construction and Attachment 5.4 – HSSE Ops Cases.
I would like to share one simple example of the difficulty to ensure that when designing to reality, the reality outcome is the same in all parts of the project.
Example: Safety Showers would be sited at different locations of the Asset as identified and required. The IC would reference standards to ensure that the Safety Showers selected met DEP requirements. This is what they did and what happened. However, one fundamental requirement of a Safety Shower is to apply water when a mechanism on the Shower is activated. If there are more than one means to activate the shower – by standing on the base plate, or by activating a lever using your hand, then you apply different solutions and can create confusion.
The use of a Safety Shower in an emergency situation, when a state of panic and urgency exists requires unconscious competence. You need to know where the nearest shower is, but the action to activate should require little or no thinking. It should be a natural reaction that has been taught.
If you have Safety Showers that can be operated differently, but are still DEP compliant, the reality of the design to the user is different. This should be avoided.
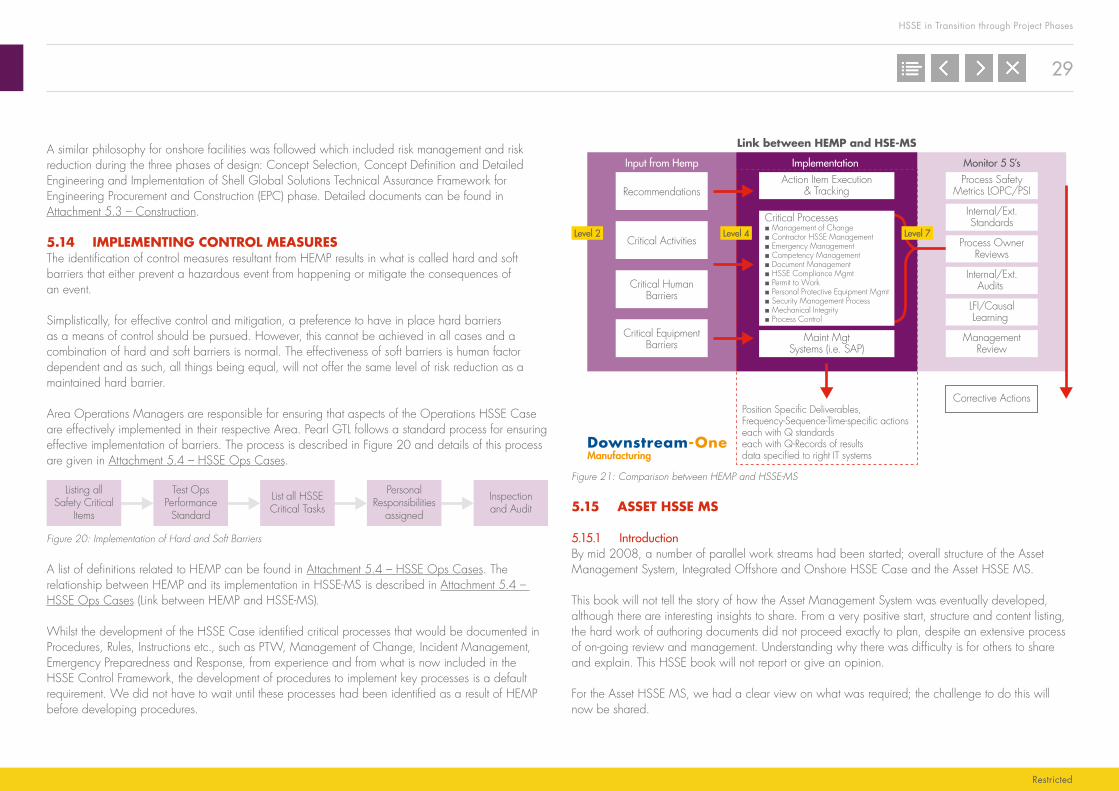
29
HSSE in Transition through Project Phases
Restricted
Figure 21: Comparison between HEMP and HSSE-MS
5.15 ASSET HSSE MS
5.15.1 IntroductionBy mid 2008, a number of parallel work streams had been started; overall structure of the Asset Management System, Integrated Offshore and Onshore HSSE Case and the Asset HSSE MS.
This book will not tell the story of how the Asset Management System was eventually developed, although there are interesting insights to share. From a very positive start, structure and content listing, the hard work of authoring documents did not proceed exactly to plan, despite an extensive process of on-going review and management. Understanding why there was difficulty is for others to share and explain. This HSSE book will not report or give an opinion.
For the Asset HSSE MS, we had a clear view on what was required; the challenge to do this will now be shared.
Link between HEMP and HSE-MS
Corrective Actions
Implementation Monitor 5 S’sProcess Safety
Metrics LOPC/PSI
Process OwnerReviews
Maint MgtSystems (i.e. SAP)
ManagementReview
Internal/Ext.Audits
LFI/CausalLearning
Critical Processes■ Management of Change■ Contractor HSSE Management■ Emergency Management■ Competency Management■ Document Management■ HSSE Compliance Mgmt■ Permit to Work■ Personal Protective Equipment Mgmt■ Security Management Process■ Mechanical Integrity■ Process Control
Internal/Ext.Standards
Recommendations
Input from Hemp
Critical Activities
Critical EquipmentBarriers
Critical HumanBarriers
Action Item Execution& Tracking
Position Specific Deliverables, Frequency-Sequence-Time-specific actionseach with Q standardseach with Q-Records of resultsdata specified to right IT systems
Level 2 Level 4 Level 7
A similar philosophy for onshore facilities was followed which included risk management and risk reduction during the three phases of design: Concept Selection, Concept Definition and Detailed Engineering and Implementation of Shell Global Solutions Technical Assurance Framework for Engineering Procurement and Construction (EPC) phase. Detailed documents can be found in Attachment 5.3 – Construction.
5.14 IMPLEMENTING CONTROL MEASURESThe identification of control measures resultant from HEMP results in what is called hard and soft barriers that either prevent a hazardous event from happening or mitigate the consequences of an event.
Simplistically, for effective control and mitigation, a preference to have in place hard barriers as a means of control should be pursued. However, this cannot be achieved in all cases and a combination of hard and soft barriers is normal. The effectiveness of soft barriers is human factor dependent and as such, all things being equal, will not offer the same level of risk reduction as a maintained hard barrier.
Area Operations Managers are responsible for ensuring that aspects of the Operations HSSE Case are effectively implemented in their respective Area. Pearl GTL follows a standard process for ensuring effective implementation of barriers. The process is described in Figure 20 and details of this process are given in Attachment 5.4 – HSSE Ops Cases.
Listing allSafety Critical
Items
Test OpsPerformance
Standard
List all HSSECritical Tasks
PersonalResponsibilities
assigned
Inspectionand Audit
Figure 20: Implementation of Hard and Soft Barriers
A list of definitions related to HEMP can be found in Attachment 5.4 – HSSE Ops Cases. The relationship between HEMP and its implementation in HSSE-MS is described in Attachment 5.4 – HSSE Ops Cases (Link between HEMP and HSSE-MS).
Whilst the development of the HSSE Case identified critical processes that would be documented in Procedures, Rules, Instructions etc., such as PTW, Management of Change, Incident Management, Emergency Preparedness and Response, from experience and from what is now included in the HSSE Control Framework, the development of procedures to implement key processes is a default requirement. We did not have to wait until these processes had been identified as a result of HEMP before developing procedures.
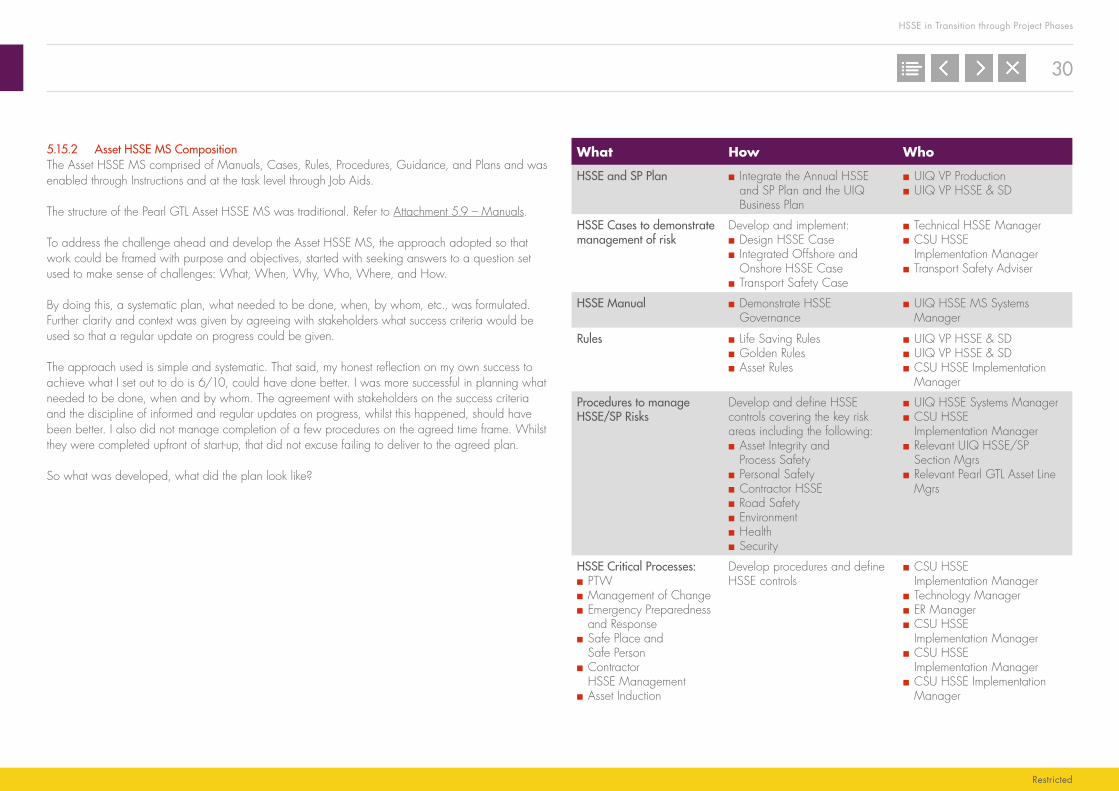
30
HSSE in Transition through Project Phases
Restricted
What How Who
HSSE and SP Plan ■■ Integrate the Annual HSSE and SP Plan and the UIQ Business Plan
■■ UIQ VP Production■■ UIQ VP HSSE & SD
HSSE Cases to demonstrate management of risk
Develop and implement:■■ Design HSSE Case■■ Integrated Offshore and Onshore HSSE Case
■■ Transport Safety Case
■■ Technical HSSE Manager■■ CSU HSSE Implementation Manager
■■ Transport Safety Adviser
HSSE Manual ■■ Demonstrate HSSE Governance
■■ UIQ HSSE MS Systems Manager
Rules ■■ Life Saving Rules■■ Golden Rules■■ Asset Rules
■■ UIQ VP HSSE & SD■■ UIQ VP HSSE & SD■■ CSU HSSE Implementation Manager
Procedures to manage HSSE/SP Risks
Develop and define HSSE controls covering the key risk areas including the following:■■ Asset Integrity and Process Safety
■■ Personal Safety■■ Contractor HSSE■■ Road Safety■■ Environment■■ Health■■ Security
■■ UIQ HSSE Systems Manager■■ CSU HSSE Implementation Manager
■■ Relevant UIQ HSSE/SP Section Mgrs
■■ Relevant Pearl GTL Asset Line Mgrs
HSSE Critical Processes:■■ PTW■■ Management of Change■■ Emergency Preparedness and Response
■■ Safe Place and Safe Person
■■ Contractor HSSE Management
■■ Asset Induction
Develop procedures and define HSSE controls
■■ CSU HSSE Implementation Manager
■■ Technology Manager■■ ER Manager■■ CSU HSSE Implementation Manager
■■ CSU HSSE Implementation Manager
■■ CSU HSSE Implementation Manager
5.15.2 Asset HSSE MS CompositionThe Asset HSSE MS comprised of Manuals, Cases, Rules, Procedures, Guidance, and Plans and was enabled through Instructions and at the task level through Job Aids.
The structure of the Pearl GTL Asset HSSE MS was traditional. Refer to Attachment 5.9 – Manuals.
To address the challenge ahead and develop the Asset HSSE MS, the approach adopted so that work could be framed with purpose and objectives, started with seeking answers to a question set used to make sense of challenges: What, When, Why, Who, Where, and How.
By doing this, a systematic plan, what needed to be done, when, by whom, etc., was formulated. Further clarity and context was given by agreeing with stakeholders what success criteria would be used so that a regular update on progress could be given.
The approach used is simple and systematic. That said, my honest reflection on my own success to achieve what I set out to do is 6/10, could have done better. I was more successful in planning what needed to be done, when and by whom. The agreement with stakeholders on the success criteria and the discipline of informed and regular updates on progress, whilst this happened, should have been better. I also did not manage completion of a few procedures on the agreed time frame. Whilst they were completed upfront of start-up, that did not excuse failing to deliver to the agreed plan.
So what was developed, what did the plan look like?

31
HSSE in Transition through Project Phases
Restricted
What How Who
Process Safety ■■ Refer to Attachment 5.11 – Process Safety
■■ Technical HSSE Manager
Safety Regulations
■■ Develop and provide guidance.
■■ Refer to Attachment 5.12 – Safety Regulations
■■ CSU HSSE Implementation Manager
Trade Standards
■■ Develop trade standards and practices for work and activities, e.g., Scaffolding, Pipe fitting, Crane lifting and Rigging, etc.
■■ CSU HSSE Implementation Manager, Engineering Discipline Managers and Contractor Management
Table 5-1
The structure and content of the Asset HSSE MS that was developed is given as (Attachment 5.10 – HSSE Management System)
5.16 KEY POINTS FOR REFLECTION:■■ A CSU HSSE Manager should take responsibility and propose how a HSSE Plan is to be implemented through the use of appropriate strategies.
■■ Network existing Group expertise and resources (documents, people and examples of good practice) so that the HSSE Plan to be implemented benefits from expert views and in-sights into what and, importantly the how to implement.
■■ Submit to an assessment of capability to implement the HSSE Plan. Assessment should focus on the Leadership to deliver and the organisational competence and capability to implement.
5.17 FURTHER THOUGHTSWhen a project organisation is “heavy” with relatively experienced personnel, not just in HSSE, as was the case for Pearl GTL, acceptance of how processes are documented for implementation – PTW, Management of Change, Incident Management, Emergency Preparedness and Response, Work Place Hazard Management etc. can and did result in a variety of views from a number of sources internal to the Project. In a perfect world, a collegiate approach to the development of how such processes are documented and implemented is the ideal course to follow. Or is it?
I do not want to sound contradictory, whilst I previously have argued that others views should be listened to, this should be qualified. Often such views are not collaborated against standards or verified practices. You can get caught up in a beauty contest. Endless discussions can ensue on
What How Who
Incident Management ■■ Incidents, including near-miss, are reported into the Fountain Incident Management (FIM).
■■ Any staff
■■ Classification of the actual severity and potential risk rating to be confirmed.
■■ UIQ HSSE Incident Data QC Analyst (also Fountain Gatekeeper) – initial rating, thereafter confirmed by Asset HSSE Manager.
■■ Agree the appropriate level of investigation required.
■■ UIQ HSSE Incident Data QC Analyst (also Fountain Gatekeeper)
■■ In consultation with,■■ The Responsible Supervisor ■■ Relevant HSSE Section Heads, e.g., Health, CSU, Technical, Environment, etc.
■■ Operations Managers.
■■ Assign actions resultant from investigation
■■ Incident Owner
■■ Follow-up and close-out actions with satisfactory supporting evidences.
■■ Responsible Supervisor/Incident Owner
■■ UIQ HSSE Incident Data QC Analyst (also Fountain Gatekeeper)
Learning From Incidents (LFI) process
■■ Review and record alerts and incident reports from other Shell and external sources, Qatar Shell Pearl GTL Incidents, observations and findings.
■■ HSSE/SD Department (LFI Coordinator)
Review of Significant and High Potential Incidents
■■ Incidents that have been classified as Significant or with High Potential have to be reported and reviewed as per the UI SIR Procedures.
■■ HSSE/SD Department (Asset HSSE Manager and Asset Operations Manager)

32
HSSE in Transition through Project Phases
Restricted
5.18 CONSTRUCTION AND COMMISSIONING HSSE MSBefore sharing what was developed for Construction and Commissioning, the transition of Construction HSSE MS developed by the PMC to Commissioning HSSE MS jointly developed by PMC and Shell to the Asset HSSE MS developed by Shell, is shown in Figure 22 below:
Pearl GTL HSSE MS through the phases of Construction, Commissioning and into Asset:
Qatar Shell HSSE/SP MS
Pearl GTL ConstructionHSSE (PMC)
Pearl GTL CommissioningHSSE (PMC/Shell)
Pearl GTL Asset/SU Ops HSSE (Shell)
Pearl GTL Asset HSSEStandards and Procedures
CSU HSSE Implementations
Figure 22: Org Chart
The Construction HSSE MS was owned by the PMC. The Construction HSSE MS sets out to direct the work of all Contracting Companies with respect to desired HSSE standards (refer to Attachment 5.3 – Construction). The Construction HSSE MS includes the Construction HSSE Plan which sets out the goals, objectives, strategies and performance indicators for all Contacting Companies building Pearl GTL.
The Commissioning HSSE MS is jointly owned by Shell and PMC and all details can be found in Attachment 5.7 – Commissioning. The Commissioning HSSE MS covers the key phase of the Project that is called SIMOPS. How this key phase was managed will be discussed in the SIMOPS book.
periphery items. Judgment has to be made on whether others opinions and views would be better than what’s proposed? However, there is a limit to how many different views can be accommodated before a piece of work loses context and instead becomes disjointed.
Requirements have been determined for most of the HSSE critical processes. The role of the CSU HSSE Manager or delegates within his /her team is to procedurally document how these processes are to be implemented. Previous experience on how this has been done will be used and is very relevant. The time to improve comes after use, with knowledge, understanding and in-sight.
Reflecting on my own experience, a number of processes were allowed alternative views to enhance the procedural content. As a result they took longer to complete, in some cases much longer. In hindsight, I should have taken more personal responsibility and insisted that a procedure as written was available for comment, review and update only after use. For any document to be issued it will be reviewed and approved, this is limited to functional line approval and selective personnel for comment. This should have been sufficient.
Interestingly for one critical process, PTW, I flatly refused to listen to others experience or views. This was not out of ignorance or denial, but from a pragmatic standpoint. In my opinion PTW is pivotal in Work Place Hazard Management. It involves work planning, work place preparation, the selection of isolation strategy as applicable, risk management, the participation of authorised signatories in assessment and work approval, and when work starts, the duty to supervise, monitor, ensure standards of work, ongoing communication and more. It is important that all such elements are coherently documented. I did not want to spend too much time on endless discussions on permit types, or the pros and cons of “this is what we did at my last location”; regardless of how much better it seemed to be from others perspectives. There is a point when you have to say, “this is it, this is what we shall go with”, until the organisation has some practical implementation experience. After using the procedure I would welcome “users” views based on their practical experience of implementing what had been developed. This is what I did and I was glad to accept responsibility.
I must say I received more challenge and comment about the PTW procedure implemented at Pearl GTL than anything else.
At times I felt as though I had to constantly justify what had been developed. What I could say with conviction was the PTW procedure being implemented had been successful at a major Operating Refinery Complex, used in a start-up Greenfield project in China and had been independently audited by the Shell Group and external Regulators as “fit for purpose”. I had confidence and conviction at what was being proposed for implementation. Looking back I am satisfied I chose the course of action I did.

33
HSSE in Transition through Project Phases
Restricted
The activities carried out in implementing the HSSE/SP objectives is given in Figure 23 and represents the Asset phase, post start-up into normal operation.
Activites
Communicate ShellHSSE&SP Policy
Develop Pearl GTL AsetHSSE&SP Objectives
Set Annual Targets forContinuous Improvement
Align Targets using HSSEManagement Review,Performance and Plan
Pearl GTL Production LTand HSSE Manager
Formulate Asset HSSE&SPObjectives Strategies & KPI
Pearl GTL Production LTand HSSE Manager
Post at all Strategic Locationsand discuss Policy at all Levels
Pearl GTL AssetHSSE Manager
Figure 23: Activities Pyramid
For further insight into the HSSE objectives set for the Asset (Normal Operation phase), refer to the Asset Manual given in Attachment 5.9 – Manuals.
In all three major phases of the Project; Construction, Commissioning, Start-Up and Operation, a unified approach and partnership between Shell the PMC and the ICs resulted in a clear aspiration, focus and commitment to achieve the highest levels of HSSE performance.
5.19 COMMITMENT AND POLICYShell has an ambition to have zero fatalities, no incidents that harm people, or put its neighbours or facilities at risk. This ambition was shared across the total Project and all companies associated with the Construction and Commissioning of Pearl GTL.
The Shell policy on HSSE as summarised below was a commitment made by all involved with Pearl GTL: ■■ Pursue the goal of no harm to people.■■ Protect the environment.■■ Use material and energy and efficiently to provide our products and services.■■ Respect our neighbours and contribute to the societies in which they operate.■■ Develop energy resources, products and services consistent with these aims.■■ Publicly report on our performance.■■ Play a leading role in promoting best practice in our industries.■■ Manage HSSE & SP matters as any other critical business activity.■■ Promote a culture in which Shell employees share this commitment (for Shell, read ALL Project personnel).
The Qatar Shell HSSE commitment can be found in the ‘commitment and policy’ document in Attachment 5.9 – Manuals.
5.20 IMPLEMENTING POLICY THROUGH OBJECTIVES, TARGETS AND KEY PERFORMANCE INDICATORS
In each stage of transition, Construction, CSU/Normal Operation, the leadership team in place were accountable to ensure that the HSSE MS for that phase of the Project was adequate to standard requirements and implemented effectively.
Through the organisational arrangements in place the leadership teams were responsible to:■■ Communicate the Shell HSSE & SP Commitment and Policy,■■ Participate in the development of HSSE & SP objectives,■■ Develop strategies, KPIs and targets to drive continuous performance improvement.
In addition, the Leadership Team was responsible for:■■ Developing the annual HSSE and SP Plan which is aligned with the HSSE and SP objectives and targets,
■■ Publishing and communicating the HSSE and SP objectives, targets and plans through the respective line organisation.
34
HSSE in Transition through Project Phases
Restricted
6. CSU HSSE ORGANISATION, ROLES AND RESPONSIBILITIES
6.2 CSU HSSE IMPLEMENTATION TEAM
6.2.1 Establish and maintain an organisation that delivers HSSE requirements and effective HSSE management:
Prior to my arrival on the Project, recruitment of my team had already started. The initial number of positions assigned was four. Two of the four positions had already been selected. The roles defined were HSSE Advisors/Trainers. To be perfectly honest this is not what I wanted; I did not know what was wanted. This would require analysis. The analysis would then propose organisation (numbers) and competence. I had to first understand the challenges to face.
To further compound the situation, selection of the initial personnel for the CSU HSSE Implementation team was by CV a-ssessment and telephone interview. This type of selection process, regardless of perceived efficiency and cost considerations is an imperfect process, both for the interviewer and interviewee.
If part of the role to be carried out is as a HSSE trainer, then consideration of the ability to communicate, to instruct, to demonstrate, to lead and qualify, to explain and clarify and much more are core skills and attributes that a “Trainer” should possess. I personally do not have the competence to properly assess whether an interviewee is competent to deliver such a skill set from reading their CV or by a telephone interview. I am not suggesting that telephone interviews should not be used as a means for selection. For certain roles and with the combined use of other means of verification, a telephone interview can be fit for purpose. However, I would argue it is the least preferred method for certain roles.
I temporarily put a hold on further recruitment so that I could take stock of what organisational resource was needed. I first had to understand the challenges to face as CSU HSSE Implementation manager for Pearl GTL; this was done after conversations with my line manager, VP HSSE/SD Qatar. Clarity of my expectations allowed for an informed assessment of the potential resource that would be needed. Furthermore, in the context of what was being carried out elsewhere on the Project, for example, were other parts of the Project organisation carrying out HSSE training? I was able to use this information to further define organisational needs and help to better understand any gaps and areas of focus that the CSU HSSE team could act upon and deliver.
Until a Manager understands the scope of what is required of their team, the context of the total work and the timeframe to deliver, a fit for purpose analysis of resource (numbers of people and competence set) cannot be effectively done. This is particularly sensitive in a project environment. Others may argue that archetype organisations for project phases such as CSU HSSE are known and are a basis for following. I do not disagree with this assumption but contend that analysis is always
6.1 INTRODUCTIONThe requirements (what) that was needed to deliver a HSSE team (people) to implement effective HSSE Management through the phases of the Project is stated as part of the Shell Group HSSE Control Framework. As CSU HSSE Implementation Manager, I attempted to implement these requirements. They are given below:
Organisation, Responsibilities, Resources, Standards and Documents■■ Establish and maintain an organisation that delivers HSSE requirements and effective HSSE management.
■■ Define and assign HSSE roles, responsibilities and authorities to individuals.■■ Ensure personnel have the competence needed to perform their HSSE roles and responsibilities.■■ Identify HSSE critical positions and ensure that individuals in these roles are competent.■■ Maintain HSSE information that is current and readily available.
The CSU HSSE Implementation Manager was one of the managers in the HSSE LT that reported to the VP HSSE/SD Qatar. As with other functional teams, the organisational composition of the HSSE LT changed through the project phases. However, a number of the managers transitioned through all of the phases. These managers included;■■ VP HSSE/SD Qatar.■■ Corporate SD and Environment Manager.■■ Technical HSSE and Environment Manager.■■ Country Occupational Health Manager.■■ Senior Logistics HSSE Manager.
These managers provided continuity and were a positive source of project knowledge. In addition two further roles transitioned through all phases of the project although the incumbents in these roles changed. They were:■■ Country Security Manager, and ■■ HSSE Systems Manager. This role would eventually transition into HSSE culture and systems manager in the Asset Operate phase.
I, as CSU HSSE Implementation Manager, arrived during the Construction peak activity approximately 18 months before the start of Commissioning. I would be part of the HSSE LT reporting to the VP HSSE/SD Qatar. This role would transition to the Asset HSSE Manager after start-up.
During Construction and Commissioning the PMC HSSE Manager would also be part of the HSSE LT reporting to the VP HSSE/SD Qatar and to the PMC LT.

35
HSSE in Transition through Project Phases
Restricted
the bulk of Commissioning work had been completed and importantly support the critical SIMOPS phase. I now had presence and influence in Construction through these four managers and became intimate in the knowledge of schedule progress. This knowledge allowed for appropriate preparation time for the phases to come, in a reality of when pre-commissioning and commissioning activities would start.
6.2.4 Opportunistic RecruitmentAs I was preparing for pre- Commissioning, Commissioning and the SIMOPS challenge, my assessment on how best to support safe working through these phases was crystalised. Within the CSU Services team there happened to be, not by chance, four very experienced Operational Supervisors whom I was already acquainted. I was aware of their core skills and where they could add value. These four Operational Supervisors were an excellent fit for what I wanted.
The future Asset organisation would be divided into four distinct operating areas; Feed Gas Processing (FGP), which also included Offshore Wells and Platforms (2), Utilities (Air Separation Units, Water Treatment and Steam and Power), GTL and Liquid Processing Units (LPU) and associated tankage/Jetty facilities. In time, I allocated one of these experienced Operational Supervisors to each of the four distinct Operating areas.
Whilst these four Operational Supervisors were officially part of the CSU Services team, they became default full-time members of the HSSE team. They also and importantly became part of the Asset Teams during start-up. They made their invaluable contribution in an Operational HSSE Advisory role. The intent was to salt these Supervisors into the Area Asset Teams to support the development and capability building of HSSE requirements, and help to enable clear line responsibility for HSSE. But this work was to come during 2011, before this we also had pre-Commissioning, Commissioning and SIMOPS to support.
6.2.5 CSU HSSE Inspection Team An assessment on the work that would be required during the phases of pre- Commissioning, CSU was undertaken. This was my responsibility. The initial assessment proposed 20 HSSE Inspectors. This assessment was supported and the recruitment began in earnest in 2009. The 20 inspectors would be allocated five per Safety District/Asset area.
They were called HSSE Inspectors, but in reality, and by design and intent, their purpose was to carry out roles that supported the implementation of trade standards of work that resulted in safe work outcomes. The HSSE Inspection team therefore needed to be competent in a variety of trade discipline skills. This is what we recruited.
needed to define requirements that are specific for the challenges each project can bring. An analysis can be done relatively quickly by a CSU HSSE manager and in doing so instill ownership and responsibility for what is proposed.
6.2.2 So What Happened Next?With the support of my functional line manager, VP HSSE/SD Qatar, and the superintendent for HR recruitment, I identified the need for an experienced HSSE professional to provide fundamental competence within the team. Previous experience in a project environment was essential. This senior HSSE advisory position would also bring considerable offshore expertise to offset my lack of experience in this area and complement my onshore/downstream competence.
Personnel already recruited would be asked to adapt and carry out a different set of role requirements within the team. To their credit they did this willingly and over the course of the Project made a valuable contribution, but not in the role that they were originally recruited.
By the third quarter 2008, my team numbered four, plus me. A plan of what was to be achieved by the CSU HSSE team had been agreed. In chapter (4), examples of work as detailed in the HSSE Plans can be seen. The main focus areas of Integrated Offshore and Onshore HSSE Case, Asset HSSE MS, Asset Rules, Procedures to implement critical processes, etc., would be started. With the support of the Senior HSSE Adviser in my team, this work was undertaken. The work of the rest of my team would involve the definition of HSSE requirements for the growing CSU Operational and Maintenance teams that were working from an office based environment separate from the construction site. In addition, the work of the CSU HSSE team was directed to support effective HSSE Management and to develop, maintain and make available for the use of all CSU personnel, relevant HSSE information. At this time elements of performance reporting was also started. The Senior HSSE Advisor would oversee this work, coach and guide the team to deliver on this work and support the growing CSU community.
6.2.3 Preparing for CSUThe year of 2008 came and went. Time had been spent ensuring that the growing CSU community was being looked after from a HSSE context. Work was on-going with the Asset integrated Offshore and Onshore HSSE Case and elements of the future Asset HSSE MS. As the Project entered 2009 and on, the relevance of what was needed to transition from Construction to Commissioning and SIMOPS implications became more urgent and would need to be planned and resourced.
During 2009, my functional HSSE Manager, VP HSSE/SD Qatar transitioned four Shell Construction HSSE managers/leads into my team. This proved to be a very positive move. The work of these four managers would not finish at the end of Construction. All four incumbents stayed in place until
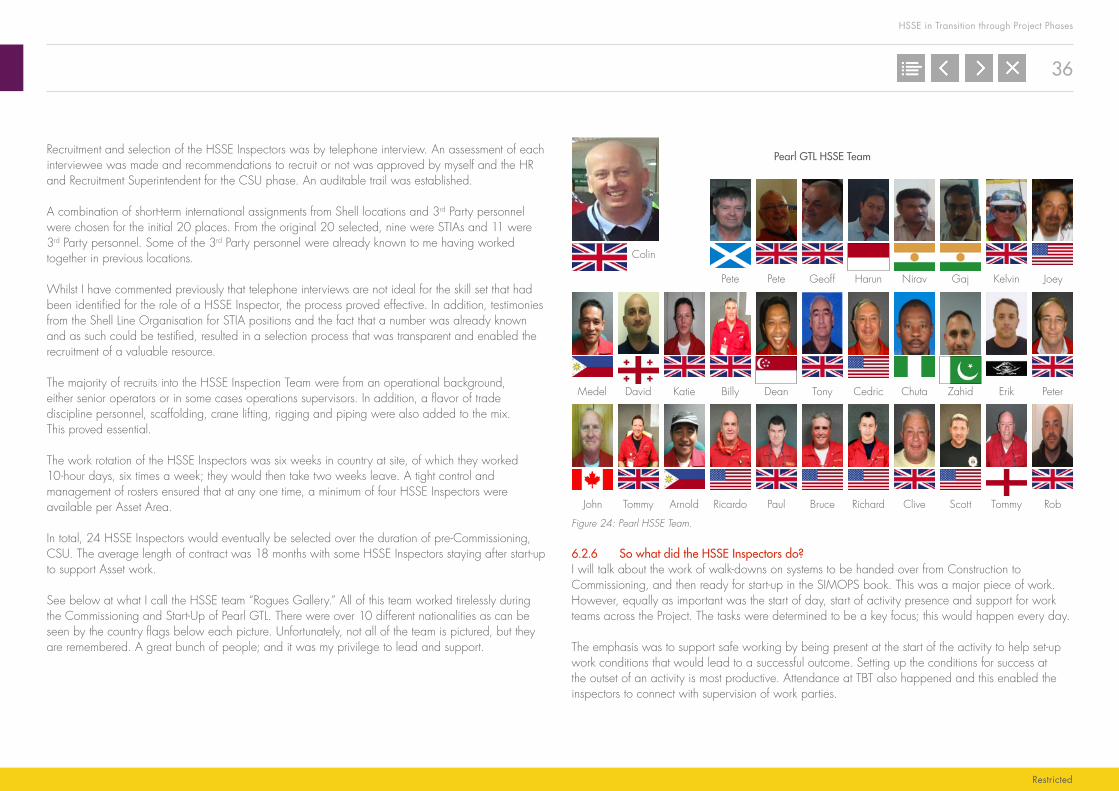
36
HSSE in Transition through Project Phases
Restricted
Rob
David Katie
TommyScottCliveRichardBrucePaulRicardoArnoldTommyJohn
CedricTonyDeanBillyMedel
Colin
Erik PeterChuta Zahid
JoeyPete Pete KelvinNirav GajGeoff Harun
Pearl GTL HSSE Team
Figure 24: Pearl HSSE Team.
6.2.6 So what did the HSSE Inspectors do?I will talk about the work of walk-downs on systems to be handed over from Construction to Commissioning, and then ready for start-up in the SIMOPS book. This was a major piece of work. However, equally as important was the start of day, start of activity presence and support for work teams across the Project. The tasks were determined to be a key focus; this would happen every day.
The emphasis was to support safe working by being present at the start of the activity to help set-up work conditions that would lead to a successful outcome. Setting up the conditions for success at the outset of an activity is most productive. Attendance at TBT also happened and this enabled the inspectors to connect with supervision of work parties.
Recruitment and selection of the HSSE Inspectors was by telephone interview. An assessment of each interviewee was made and recommendations to recruit or not was approved by myself and the HR and Recruitment Superintendent for the CSU phase. An auditable trail was established.
A combination of short-term international assignments from Shell locations and 3rd Party personnel were chosen for the initial 20 places. From the original 20 selected, nine were STIAs and 11 were 3rd Party personnel. Some of the 3rd Party personnel were already known to me having worked together in previous locations.
Whilst I have commented previously that telephone interviews are not ideal for the skill set that had been identified for the role of a HSSE Inspector, the process proved effective. In addition, testimonies from the Shell Line Organisation for STIA positions and the fact that a number was already known and as such could be testified, resulted in a selection process that was transparent and enabled the recruitment of a valuable resource.
The majority of recruits into the HSSE Inspection Team were from an operational background, either senior operators or in some cases operations supervisors. In addition, a flavor of trade discipline personnel, scaffolding, crane lifting, rigging and piping were also added to the mix. This proved essential.
The work rotation of the HSSE Inspectors was six weeks in country at site, of which they worked 10-hour days, six times a week; they would then take two weeks leave. A tight control and management of rosters ensured that at any one time, a minimum of four HSSE Inspectors were available per Asset Area.
In total, 24 HSSE Inspectors would eventually be selected over the duration of pre-Commissioning, CSU. The average length of contract was 18 months with some HSSE Inspectors staying after start-up to support Asset work.
See below at what I call the HSSE team “Rogues Gallery.” All of this team worked tirelessly during the Commissioning and Start-Up of Pearl GTL. There were over 10 different nationalities as can be seen by the country flags below each picture. Unfortunately, not all of the team is pictured, but they are remembered. A great bunch of people; and it was my privilege to lead and support.
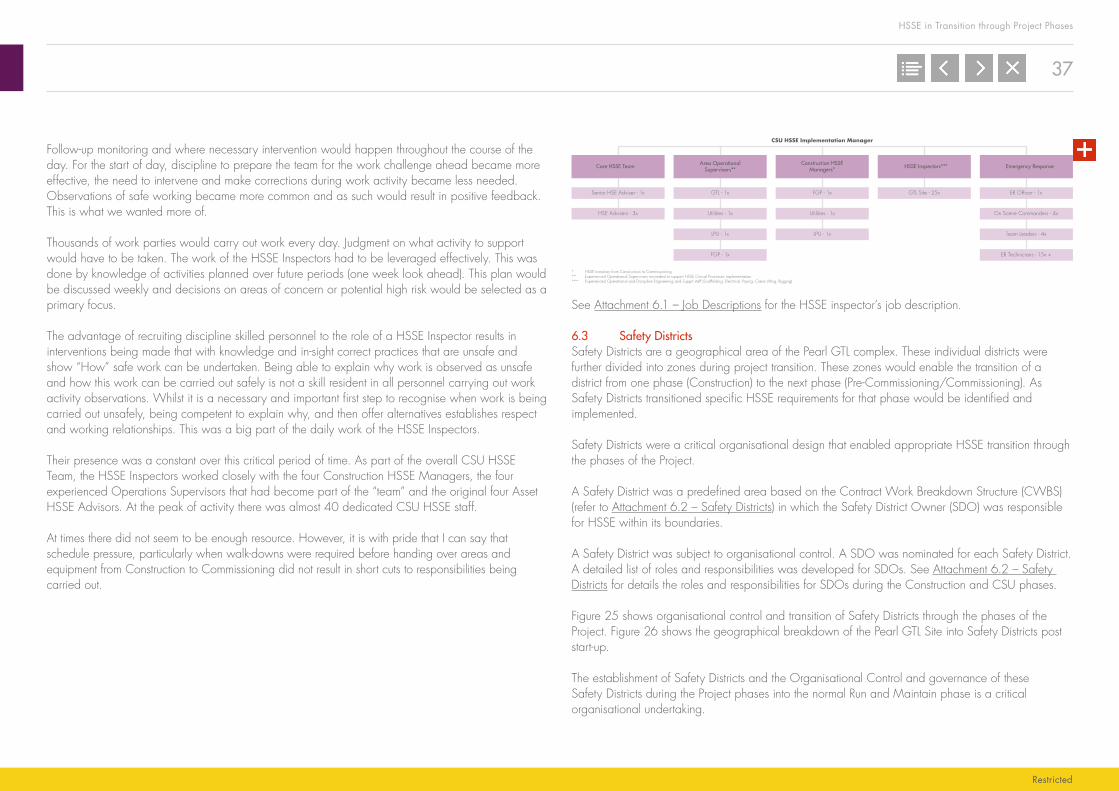
37
HSSE in Transition through Project Phases
Restricted
See Attachment 6.1 – Job Descriptions for the HSSE inspector’s job description.
6.3 Safety Districts Safety Districts are a geographical area of the Pearl GTL complex. These individual districts were further divided into zones during project transition. These zones would enable the transition of a district from one phase (Construction) to the next phase (Pre-Commissioning/Commissioning). As Safety Districts transitioned specific HSSE requirements for that phase would be identified and implemented.
Safety Districts were a critical organisational design that enabled appropriate HSSE transition through the phases of the Project.
A Safety District was a predefined area based on the Contract Work Breakdown Structure (CWBS) (refer to Attachment 6.2 – Safety Districts) in which the Safety District Owner (SDO) was responsible for HSSE within its boundaries.
A Safety District was subject to organisational control. A SDO was nominated for each Safety District. A detailed list of roles and responsibilities was developed for SDOs. See Attachment 6.2 – Safety Districts for details the roles and responsibilities for SDOs during the Construction and CSU phases.
Figure 25 shows organisational control and transition of Safety Districts through the phases of the Project. Figure 26 shows the geographical breakdown of the Pearl GTL Site into Safety Districts post start-up.
The establishment of Safety Districts and the Organisational Control and governance of these Safety Districts during the Project phases into the normal Run and Maintain phase is a critical organisational undertaking.
Core HSSE Team
Senior HSE Adviser - 1x GTL - 1x
Utilities - 1x Utilities - 1x
LPU - 1x LPU - 1x
FGP - 1x
ER Officer - 1x
On Scene Commanders - 4x
Team Leaders - 4x
ER Technicians - 15x +
FGP - 1x GTL Site - 25x
HSE Advisers - 3x
* HSSE transition from Construction to Commissioning** Experienced Operational Supervisors seconded to support HSSE Critical Processes implementation*** Experienced Operational and Discipline Engineering and Supprt staff (Scaffolding, Electrical, Piping, Crane Lifting, Rigging)
Area OperationalSupervisors**
Construction HSSEManagers*
CSU HSSE Implementation Manager
HSSE Inspectors*** Emergency Response
Follow-up monitoring and where necessary intervention would happen throughout the course of the day. For the start of day, discipline to prepare the team for the work challenge ahead became more effective, the need to intervene and make corrections during work activity became less needed. Observations of safe working became more common and as such would result in positive feedback. This is what we wanted more of.
Thousands of work parties would carry out work every day. Judgment on what activity to support would have to be taken. The work of the HSSE Inspectors had to be leveraged effectively. This was done by knowledge of activities planned over future periods (one week look ahead). This plan would be discussed weekly and decisions on areas of concern or potential high risk would be selected as a primary focus.
The advantage of recruiting discipline skilled personnel to the role of a HSSE Inspector results in interventions being made that with knowledge and in-sight correct practices that are unsafe and show “How” safe work can be undertaken. Being able to explain why work is observed as unsafe and how this work can be carried out safely is not a skill resident in all personnel carrying out work activity observations. Whilst it is a necessary and important first step to recognise when work is being carried out unsafely, being competent to explain why, and then offer alternatives establishes respect and working relationships. This was a big part of the daily work of the HSSE Inspectors.
Their presence was a constant over this critical period of time. As part of the overall CSU HSSE Team, the HSSE Inspectors worked closely with the four Construction HSSE Managers, the four experienced Operations Supervisors that had become part of the “team” and the original four Asset HSSE Advisors. At the peak of activity there was almost 40 dedicated CSU HSSE staff.
At times there did not seem to be enough resource. However, it is with pride that I can say that schedule pressure, particularly when walk-downs were required before handing over areas and equipment from Construction to Commissioning did not result in short cuts to responsibilities being carried out.

38
HSSE in Transition through Project Phases
Restricted
6.3.1 Maintain HSSE information that is current and readily availableEach SDO and the organisation controlling work in a Safety District must, amongst many other things, ensure that HSSE information is current for the hazards and risks associated with work being carried out at that time. Whilst this is a critical responsibility normally, as a Safety District transitions through major phases of activity, Construction to Commissioning and into CSU, the discipline to stay in control and maintain HSSE information that is current to the prevailing work and conditions, and is readily available, is a major task. At Pearl GTL the PMC played a pivotal role in coordinating and supporting this work.
To fulfill this organisational responsibility, the PMC through the SDOs implemented a simple set of rules and guidance that details the Commissioning HSSE strategy for safe working from Ready for Pre-Commissioning (RFP) through Ready for Commissioning (RFC) into CSU and Run and Maintain. The topics included below have been defined to manage and mitigate foreseeable HSSE issues assessed as likely to happen during pre-commissioning and commissioning of a major oil and gas facility that was Pearl GTL.
In no order of importance the following provided a logical progression of activities and approval steps that supported safe transition through the phases from construction to commissioning and start-up. This will be covered in more detail in the SIMOPS book.
6.3.2 RFP CertificatesThe IC/EPCM generated RFP certificates for each system ready for transition. RFP was seen as a key HSSE, as well as progress milestone and constituted a company witness point. At RFP, overall field HSSE responsibility for a system passed from the IC/EPCM Construction Manager to IC/EPCM Commissioning Manager. The RFP certificate was signed by these two persons.
Construction punch lists which were still open at RFP were attached to a RFP certificate, so that the commissioning manager acknowledged remaining construction work which must be closed under his system control and which represent potential SIMOPS situations to manage. The RFP certificate was stored in the system compilation file. Standard (template) checklists were used to ensure a consistency of approach at RFP and mitigate any over sites and omissions (see Attachment 6.2 – Safety Districts Doc. No. 5887-ON-GL-CO-001 Project Handover Guidelines)
6.3.3 RFC CertificatesThe IC/EPCM generated a notice of RFC with a completed system dossier and punch list. Following successful review and punch out by the Company the Company issues/generates a notice of system RFC status acceptance. RFC is a key completions milestone (with implications to HSSE management) and is a notifiable hold point with the Company.
Construction
Rob Kretzers
Marty Schweers
Project Man.
IC/EPCM(Const. Manager)
Constr. PTW
Construction
Rob Kretzers
Marty Schweers
Project Man.
IC/EPCM(Comm. Manager)
Comm. PTW
Comm. HSSE
LSRs
OperationalUtilities S&P
Rob Kretzers
Steve Johnson
SU Leader
Shell
Shell MSShell HSSE Rules
LSRs
Shell PTW
SU Leader
Shell
Post Handover
Roel Cornelisse
Steve Johnson
Comm. PTW
HSSE Authority
Operational control
Safety Disctrict Owner
HSSE Control
Constractor’s MSProject HSSE RulesLCAs
PTW
Figure 25: Handover of Safety Districts
■ Plot size is 1.5km x 1.5km■ 35 proprietary technologies■ 3400 individual systems■ 534,000 unique Tag numbers■ 2058 Pumps, 228 Compressors■ 2277 Heat exchangers■ 1215 vessels■ >1 mill flange connections
Buildings
Buildings
Tankage
Tankage
FGP
FGP
LPU
LPULPU
GTL + Utilities+ Flare + Infra
GTL + Utilities + Flare + InfraOff Plot/Jetty
Water Treatment
Water TreatmentSite Prep
ASU
ASUC1
C3C4C5C6C7C8C9
C2
Figure 26: Safety Districts

39
HSSE in Transition through Project Phases
Restricted
This was achieved by issuing a formal Livening up Notice (e.g., notice of commissioning for high voltage electrical equipment in line with Project Electrical Safety Rules) to all interested parties, defining the impending change in plant status with enough detail to enable clear understanding of the nature and location of the changes. Interested parties then signed, copied and displayed the notice in prominent locations within their site organisation as well as conducting tool box talks with personnel and vendors to make them aware of the changes. The original was returned to the Commissioning Manager and placed in the system dossier. Refer to Attachment 6.2 – Safety Districts PMC plan 5887-ON-PL-CO-00 for full details.
6.3.6 Live Site InductionBy the time RFC was reached for the first system, many personnel had worked within a purely construction environment for more than 2 years. The IC/EPCM prepared and conducted classroom Safety training with respect to the additional new hazards present due to commissioning and start-up activities. Training was given to all personnel who were required to work in a Commissioning Safety Area/Safety District including third parties such as Asset Delivery Teams (ADT), and visiting vendor service personnel. Access to a Commissioning Area required mandatory CSU Training (Induction), which was then registered and confirmed by badge/helmet sticker. The Safety Induction training was conducted in one or more languages to be sure of full understanding by the participants. The Safety Induction training included the following minimum content:■■ Livening up Notices.■■ PPE Requirements, ■■ Commissioning Area Safety Rules.■■ Commissioning PTW.■■ Site emergency procedure during commissioning.■■ Go/No-go Events.■■ Blind isolation requirements.■■ Control of battery limits.■■ Working with nitrogen.■■ Understanding H2S dangers.■■ Commissioning Safety Signs and Notices.■■ Energised systems.■■ Control Room Rules.■■ SIMOPS recognition.■■ Area specific risks (e.g., ASU will have Cryogenic Hazards).
Certain HSSE elements included above were communicated to the work force who continued to carry out construction work outside a Commissioning Safety area /District, e.g., PPE requirements
Following RFC, systems that were at a point of being energised or pressurised for the first time, the system status changes were notified by issuing a Livening up Notice (LUN) to all affected parties. Overall field HSSE Responsibility for a system remained with the IC/EPCM Commissioning Manager.
Construction punch lists items that were still open at RFC were added to the Company punch list, forming a consolidated system punch list and were attached to the RFC certificate, so that the Commissioning Manager acknowledged any remaining construction work that was then closed under his/her system control and which represent potential SIMOPS situations. The RFC certificate was stored in the system compilation file. Standard (template) checklists were used to ensure a consistency of approach at RFC and mitigate any over sites and omissions (see Attachment 6.2 – Safety Districts)
6.3.4 Commissioning Safety Area segregation/Access ControlThe IC/EPCM Commissioning Manager required one or more systems from IC/EPCM Construction Manager so as to generate a geographic area which was practically segregated from a surrounding Construction area. The IC/EPCM Commissioning Manager declared this geographic area a Commissioning Safety area (Safety District) when one or more of the systems within it reached RFC. The geographic area was then segregated from the remaining areas still under construction. Segregation was implemented by barriers/fences with warning signs. Purple coloured tape and warning signs were used on fencing to clearly communicate to all an area under commissioning control.
The practical aspects of segregation are discussed further in 5887-ON-PL-CO-xxx (Attachment 6.2 – Safety Districts). Access to Commissioning safety areas were limited to area commissioning personnel and work parties sanctioned to be in the area working under a PTW.
All personnel in the commissioning area had undergone the commissioning safety training (see Attachment 6.2 Safety Districts - Live site induction) or be hosted and accompanied at all times by Commissioning Engineers. Trained security guards were used to ensure access control.
The IC/EPCM planned the number and content of each Commissioning Safety area/Safety District. Accordingly, the SDO then considered the planned system RFC order, to achieve RFSU for the start-up blocks in line with the overall project schedule and own contract requirements.
6.3.5 Livening up NoticesThe IC/EPCM made all interested parties aware when plant and equipment within an RFC system was to be made ‘live’ for the first time (i.e., applying Electrical Power, Air, Hydraulics, or test media etc.).
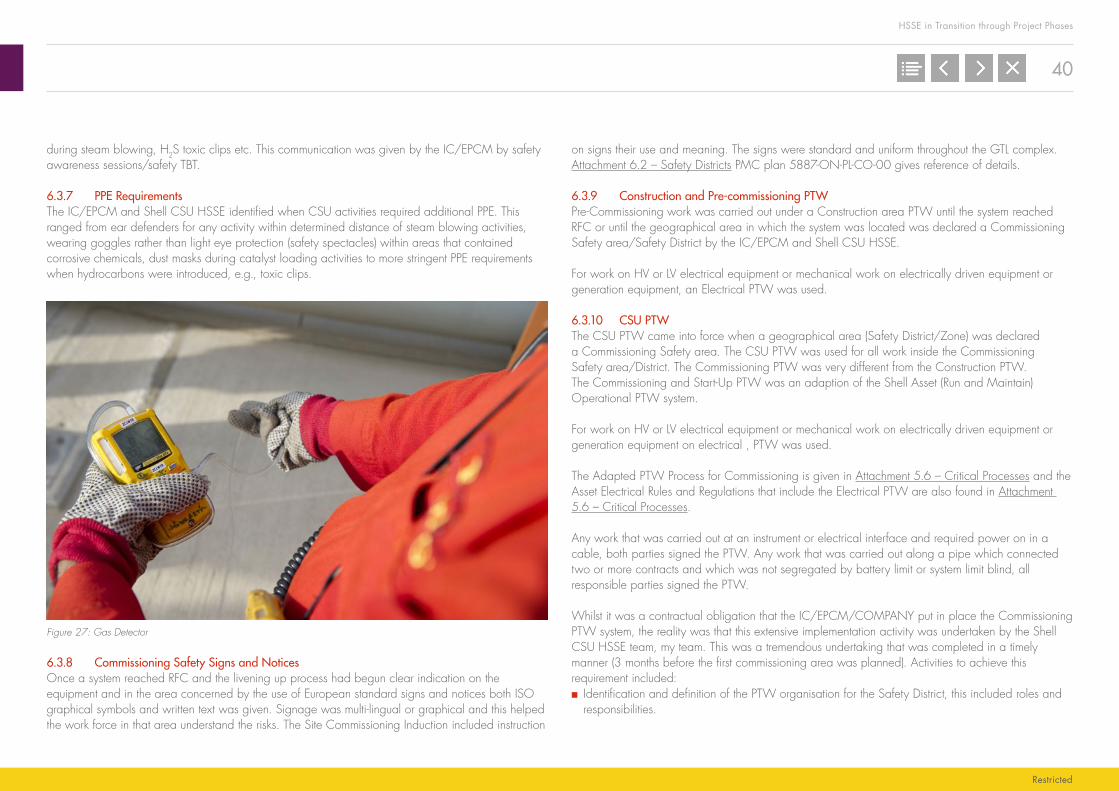
40
HSSE in Transition through Project Phases
Restricted
on signs their use and meaning. The signs were standard and uniform throughout the GTL complex. Attachment 6.2 – Safety Districts PMC plan 5887-ON-PL-CO-00 gives reference of details.
6.3.9 Construction and Pre-commissioning PTWPre-Commissioning work was carried out under a Construction area PTW until the system reached RFC or until the geographical area in which the system was located was declared a Commissioning Safety area/Safety District by the IC/EPCM and Shell CSU HSSE.
For work on HV or LV electrical equipment or mechanical work on electrically driven equipment or generation equipment, an Electrical PTW was used.
6.3.10 CSU PTWThe CSU PTW came into force when a geographical area (Safety District/Zone) was declared a Commissioning Safety area. The CSU PTW was used for all work inside the Commissioning Safety area/District. The Commissioning PTW was very different from the Construction PTW. The Commissioning and Start-Up PTW was an adaption of the Shell Asset (Run and Maintain) Operational PTW system.
For work on HV or LV electrical equipment or mechanical work on electrically driven equipment or generation equipment on electrical , PTW was used.
The Adapted PTW Process for Commissioning is given in Attachment 5.6 – Critical Processes and the Asset Electrical Rules and Regulations that include the Electrical PTW are also found in Attachment 5.6 – Critical Processes.
Any work that was carried out at an instrument or electrical interface and required power on in a cable, both parties signed the PTW. Any work that was carried out along a pipe which connected two or more contracts and which was not segregated by battery limit or system limit blind, all responsible parties signed the PTW.
Whilst it was a contractual obligation that the IC/EPCM/COMPANY put in place the Commissioning PTW system, the reality was that this extensive implementation activity was undertaken by the Shell CSU HSSE team, my team. This was a tremendous undertaking that was completed in a timely manner (3 months before the first commissioning area was planned). Activities to achieve this requirement included:■■ Identification and definition of the PTW organisation for the Safety District, this included roles and responsibilities.
during steam blowing, H2S toxic clips etc. This communication was given by the IC/EPCM by safety awareness sessions/safety TBT.
6.3.7 PPE RequirementsThe IC/EPCM and Shell CSU HSSE identified when CSU activities required additional PPE. This ranged from ear defenders for any activity within determined distance of steam blowing activities, wearing goggles rather than light eye protection (safety spectacles) within areas that contained corrosive chemicals, dust masks during catalyst loading activities to more stringent PPE requirements when hydrocarbons were introduced, e.g., toxic clips.
Figure 27: Gas Detector
6.3.8 Commissioning Safety Signs and NoticesOnce a system reached RFC and the livening up process had begun clear indication on the equipment and in the area concerned by the use of European standard signs and notices both ISO graphical symbols and written text was given. Signage was multi-lingual or graphical and this helped the work force in that area understand the risks. The Site Commissioning Induction included instruction

41
HSSE in Transition through Project Phases
Restricted
To enable a smooth transition a number of potential challenges/issues were identified for mitigation. Examples of such are listed below:■■ Clearly defined emergency response roles and responsibilities, particularly during the transition between Construction and Commissioning.
■■ Communication Systems.■■ Arrangements with RLIC Emergency services.■■ Availability of fire and gas detection systems.■■ Availability and operability of plant fire-fighting equipment.■■ Spill recovery equipment and response teams.■■ Protocols for unhindered access and egress of emergency services to all parts of the Project,■■ To establish mutual aid arrangements with government agencies and RLIC.
6.4 SUMMARYA clear understanding of challenges, what is to be achieved, the risks, time-frame to achieve, are all ingredients needed to determine resources. This will result in numbers of people with a particular skill set. This is the relatively easy part.
How this is all organised, the way of working, scope of authority and independence to act is more difficult. Developing a “winning team” to deliver takes time and a lot of effort. As a manager you must get to know your people, strengths and weaknesses, pieces of a jigsaw that you will want to become a coherent whole.
It was not just through my work as the CSU HSSE Implementation Manager that things would be done but through the efforts of my team. This became my focus. I offer no scientific formula to be successful. I can say that it is hard work, but it is essential that managers focus their time and effort to get this as “right” as possible. I am not saying that I did this. It is for others to comment. The challenge of motivating 40 people to consistently deliver in a project environment against tight schedules, last minute requests of support, changing priorities, is the biggest I faced during my time on the Project. Getting the best from your team is the work of a manager.
In addition to getting the people part as right as you can, you can be helped or hindered in your work if the organisation of work and responsibilities is less than optimum. In this respect the simple division of the site (from a HSSE perspective) into geographical Safety Districts was a positive development.
■■ Training and authorisation of permit applicants/receivers for Construction and Commissioning teams in a Commissioning Safety District.
■■ Production of permits in languages other than English (which was mandatory).■■ Ensuring that trained permit receivers were fluent in English.■■ Simplification of Construction punch list clearance work in Commissioning areas that did not involve opening up live process systems or ones under commissioning, e.g., painting, housekeeping, insulation, etc.
■■ Limiting the number of jobs under permit control, especially high risk jobs such as confined space entry, hot work, and electrical work. The number of permits was determined by the number and availability of operations and commissioning personnel to control the work and SIMOPS considerations.
6.3.11 Punch List ClearancePunch list items were cleared in a timely manner (most of the time!) to minimise Construction works in Commissioning Safety areas/Districts. Failure to do this resulted in residual Construction punch list items being subject to the more stringent Commissioning PTW system. Particular emphasis was given to ensure that any Construction work that included Confined Space entry or hot work was completed ahead of an area being declared a Commissioning Safety District. Whilst this was not achieved in all cases, the principal is a sound one to follow.
6.3.12 Electrical Safety Rules during CommissioningThe same project electrical safety rules were applied throughout the lifetime of the Project from Construction through RFU, RFC, RFSU and Run and Maintain Operations.
Account was taken of the increased complexity and expansion of the plant electrical systems/loads during RFC through to RFSU period (refer to Attachment 5.6 – Critical Processes Document no. T-4.599.556 QSGTL & Pearl GTL Project Electrical Safety Rules). This expansion required additional personnel to be trained and appointed in the various levels of electrical competency to complete the work in a safe and timely manner.
6.3.13 Site emergency response and evacuation plans during CommissioningThe contractor’s emergency response procedures and resources were applied during the construction period. These were reviewed and amended as required to cover responses to new potential hazards created by Contractor Pre-Commissioning activities. Site emergency procedures recognised the potential impact of SIMOPS and must recognised that additional barriers were needed to be erected to segregate Commissioning Safety areas/Districts from areas still under Construction. By the start of hot commissioning the emergency response capability of Shell’s operating organisation was in place and functioning. The PMC agreed with Shell the planning and management of this transition.

42
HSSE in Transition through Project Phases
Restricted
7. HSSE CRITICAL PROCESSES
7.2 MY STARTING POINT - FIVE CRITICAL PROCESSES
7.2.1 PTWI have spoken previously in this book about the approach I adopted to the development of the PTW Procedure that implemented this critical process. I talked about the difficulty I faced to convince the Pearl GTL organisation that what was being offered was proven and fit for purpose. I briefly talked about the support I received and the detractors. Fortunately, support came in the guise of Senior Leadership, always a good source of support.
Whilst as the author of the procedure I do not doubt that there may be better ways to detail the steps that need to be taken to implement PTW. The good news is that with the development of the 8-step process now documented in the HSSE Control Framework, in addition to the pillars of influence, this standardisation will reduce the variability on how PTW is documented and implemented across the Shell entity. That said, what I had written did comply with the 8-step process as developed by PTW experts within the Shell Group.
An internal analysis was carried out after the CSU of train 1 at Pearl on the adequacy and effectiveness of the PTW system. Without bias or a need to justify what was in place, the overwhelming majority of implementation failings identified were people related not process. The organisations competence was in its infancy, not surprising. This lack of maturity would be overcome in time. Isn’t it the case that on many occasions, an organisation can look to blame the process rather than look at the inadequacies of the people implementing the process as the cause to solve?
7.2.1.1 Getting the organisation at large behind the PTW system you have chosen to implementA lot of experienced people, not just from within the Shell organisation, but from other companies within the oil and gas community came together in Qatar to help start-up Pearl GTL “mega-project”. Most, if not all of these people had experience of PTW. Everybody seemed to have a view on what a good PTW system looked like!
I had chosen what system was to be implemented. I was convinced that it would provide adequate control of work. I listened to other’s experience respectfully and without being too defensive articulated the virtues of what was to be implemented. To some people this approach simply said I was not listening. Perhaps that was true.
There is comment made in sections to come on the training effort expended to enable PTW system implementation. This was also the opportunity, so I thought, when any misgivings, misunderstandings, or even untruths could be dispelled and explained away concerning the Pearl GTL PTW process. Little did I know that the fun had only started!
7.1 INTRODUCTIONThe following processes are what I call, critical to implement effectively. This has been based on my experience of working in a project environment and in Run and Maintain Operations. Processes that are identified as barriers that can mitigate the potential of threats that can result in “loss” or that minimise adverse consequences can be called “critical”. In Figure 28 below I include 10 Critical Processes. I must admit this is a lot. As a rule of thumb, I would use no more than five as a number to initially focus on developing procedures, training and authorisation (as required) to implement.
Critical Processes
PTWMOC/
TPC
EmergencyResponse
Incident Mngt
ContractorHSSE
Safe PlaceSafe Person
Site &Local AreaInduction
AssetRules
SafetyDistrict
Training &Competence
Figure 28: Critical Processes
Using this latter rule to guide my focus from the 10 processes featured above, I concentrated on the following five processes as the starting point of my work. They were:■■ Permit to Work (PTW).■■ Emergency Preparedness and Response.■■ Incident Management.■■ Management of Change.■■ Contractor HSSE Management.
I will now discuss these five critical processes.
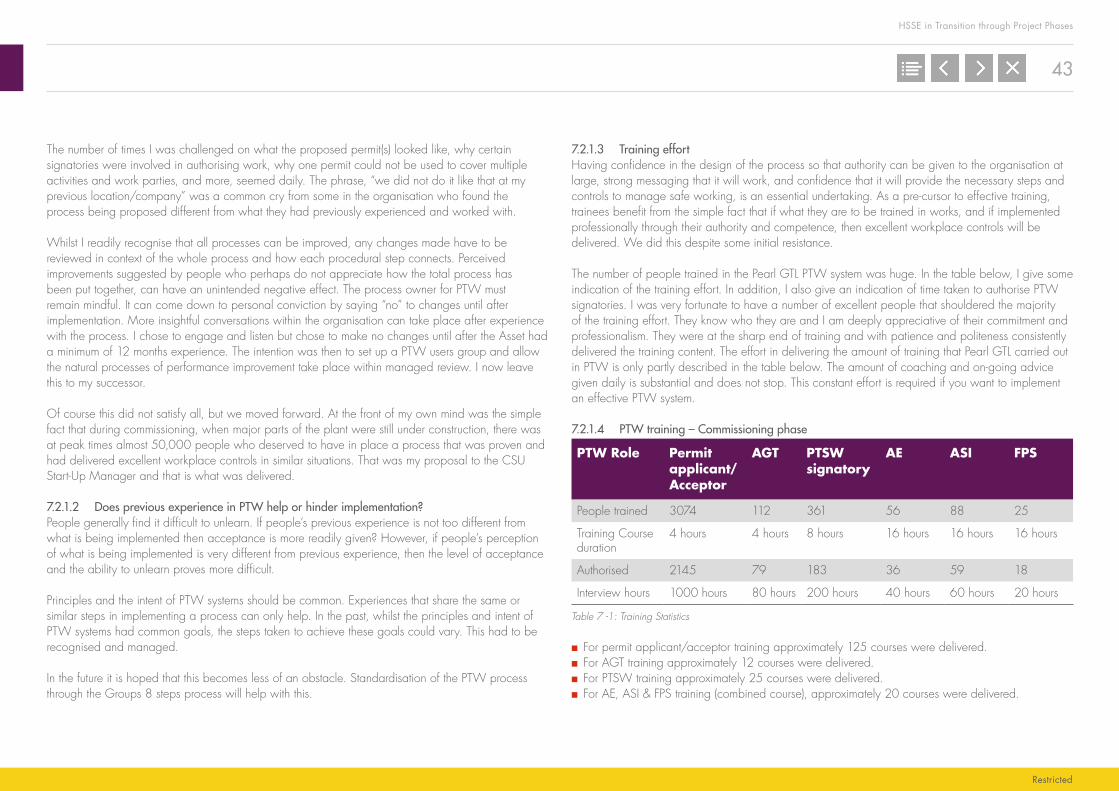
43
HSSE in Transition through Project Phases
Restricted
7.2.1.3 Training effortHaving confidence in the design of the process so that authority can be given to the organisation at large, strong messaging that it will work, and confidence that it will provide the necessary steps and controls to manage safe working, is an essential undertaking. As a pre-cursor to effective training, trainees benefit from the simple fact that if what they are to be trained in works, and if implemented professionally through their authority and competence, then excellent workplace controls will be delivered. We did this despite some initial resistance.
The number of people trained in the Pearl GTL PTW system was huge. In the table below, I give some indication of the training effort. In addition, I also give an indication of time taken to authorise PTW signatories. I was very fortunate to have a number of excellent people that shouldered the majority of the training effort. They know who they are and I am deeply appreciative of their commitment and professionalism. They were at the sharp end of training and with patience and politeness consistently delivered the training content. The effort in delivering the amount of training that Pearl GTL carried out in PTW is only partly described in the table below. The amount of coaching and on-going advice given daily is substantial and does not stop. This constant effort is required if you want to implement an effective PTW system.
7.2.1.4 PTW training – Commissioning phase
PTW Role Permit applicant/ Acceptor
AGT PTSW signatory
AE ASI FPS
People trained 3074 112 361 56 88 25
Training Course duration
4 hours 4 hours 8 hours 16 hours 16 hours 16 hours
Authorised 2145 79 183 36 59 18
Interview hours 1000 hours 80 hours 200 hours 40 hours 60 hours 20 hours
Table 7 -1: Training Statistics
■■ For permit applicant/acceptor training approximately 125 courses were delivered.■■ For AGT training approximately 12 courses were delivered.■■ For PTSW training approximately 25 courses were delivered.■■ For AE, ASI & FPS training (combined course), approximately 20 courses were delivered.
The number of times I was challenged on what the proposed permit(s) looked like, why certain signatories were involved in authorising work, why one permit could not be used to cover multiple activities and work parties, and more, seemed daily. The phrase, “we did not do it like that at my previous location/company” was a common cry from some in the organisation who found the process being proposed different from what they had previously experienced and worked with.
Whilst I readily recognise that all processes can be improved, any changes made have to be reviewed in context of the whole process and how each procedural step connects. Perceived improvements suggested by people who perhaps do not appreciate how the total process has been put together, can have an unintended negative effect. The process owner for PTW must remain mindful. It can come down to personal conviction by saying “no” to changes until after implementation. More insightful conversations within the organisation can take place after experience with the process. I chose to engage and listen but chose to make no changes until after the Asset had a minimum of 12 months experience. The intention was then to set up a PTW users group and allow the natural processes of performance improvement take place within managed review. I now leave this to my successor.
Of course this did not satisfy all, but we moved forward. At the front of my own mind was the simple fact that during commissioning, when major parts of the plant were still under construction, there was at peak times almost 50,000 people who deserved to have in place a process that was proven and had delivered excellent workplace controls in similar situations. That was my proposal to the CSU Start-Up Manager and that is what was delivered.
7.2.1.2 Does previous experience in PTW help or hinder implementation?People generally find it difficult to unlearn. If people’s previous experience is not too different from what is being implemented then acceptance is more readily given? However, if people’s perception of what is being implemented is very different from previous experience, then the level of acceptance and the ability to unlearn proves more difficult.
Principles and the intent of PTW systems should be common. Experiences that share the same or similar steps in implementing a process can only help. In the past, whilst the principles and intent of PTW systems had common goals, the steps taken to achieve these goals could vary. This had to be recognised and managed.
In the future it is hoped that this becomes less of an obstacle. Standardisation of the PTW process through the Groups 8 steps process will help with this.

44
HSSE in Transition through Project Phases
Restricted
■■ For permit applicant/acceptor training approximately 25 courses were delivered.■■ For AGT training approximately 15 courses were delivered.■■ For PTSW training approximately 15 courses were delivered.■■ For AE, ASI & FPS training (combined course), approximately 10 courses were delivered.
Delivery of training effort was approximately 450 hours. This is only calculated on the basis of 1 trainer per course. For ASI, AE, FPS training two trainers were required to deliver the courses.
Not included in the table, but carried out to give general awareness to the start-up/Asset organisation was a 4 hour introduction to PTW. Approximately 1500 people were trained. This amounted to 400 hours of training delivery. A conservative approximation of PTW training delivered for the start-up/Asset organisation accounts for 0.5 FTE over a two year period.
7.2.1.7 Authorisation interviewsFrom the table above almost 1100 hours were expended interviewing candidates. This does not include re-interviews for candidates that did not meet the required standard first time. Initial failure rate varied per signatory role interviewed, but approached 10% approximated across all interviews. There were a higher percentage of deferrals for the more critical signatory roles of AE, ASI and FPS. For these roles the knowledge and understanding requirement was high. I personally involved myself with all interviews at these levels to ensure a consistent standard was achieved. What is also of note is that for all ASI, AE, FPS and PTSW signatories there would be a minimum of two interviewers.
The referral rate was lower for the start-up phase compared to the commissioning phase. This was due in part to the fact that during the start-up phase more coaching and support was given by the Asset HSSE team to proposed signatories. This was seen as a longer term investment. For both the commissioning and start-up phases a pool of 20+ HSSE Inspectors supported signatories with a clear focus on all work carried out under PTW. In addition we salted in an experienced Fire Permit signatory in each operating area (x4) to oversee PTW implementation during commissioning and start-up.
Signatory authorisation during the start-up phase was approximately 1350 hours. This is the equivalent of 0.75 FTE over an 18-month period for PTW authorisations for the start-up phase.
Acronyms;■■ AGT = Authorised Gas Tester.■■ PTSW = Permit to start Work.■■ AE = Authorised Engineer.■■ ASI = Authorised Safety Inspector.■■ FPS = Fire Permit signatory.
Delivery of training effort was approximately 1000 hours. This is calculated on the basis of 1 trainer per course. For ASI, AE, FPS training two trainers were required to deliver the courses.
Not included in the table but carried out to give general awareness to the commissioning organisation at large, was a 4 hour introduction to PTW. Approximately 4500 people were trained. This amounted to 1000 hours of training delivery.
A conservative approximation of PTW training delivered during commissioning accounts for 1.0 FTE for two years upfront and during the commissioning phase.
7.2.1.5 Authorisation interviewsFrom the table above almost 1400 hours were expended interviewing candidates during commissioning. This does not include re-interviews for candidates that did not meet the required standard first time. Initial failure rate varied per signatory role, but approached 25% approximated across all interviews. There were a higher percentage of deferrals for the more critical signatory roles of AE, ASI and FPS. For these roles the knowledge and understanding requirement was high. I personally involved myself with all interviews at these levels to ensure a consistent standard. What is also of note is that for all ASI, AE, FPS and PTSW signatories there was a minimum of two interviewers.
In total, when time is allocated to interviews the commitment was approximately 1800 hours. This is the equivalent of 1.0 FTE for one year carrying out authorisations in PTW for the commissioning phase organisation.
7.2.1.6 PTW training – Start-Up/into Normal Operating phase
PTW Role Permit applicant/ Acceptor
AGT PTSW signatory
AE ASI FPS
People trained 936 567 394 42 68 68
Training Course duration
4 hours 4 hours 8 hours 16 hours 16 hours 16 hours
Authorised 822 328 244 33 23 17
Interview hours 450 hours 325 hours 250 hours 30 hours 20 hours 20 hours
Table 7-2: Training Statistics

45
HSSE in Transition through Project Phases
Restricted
Figure 29: Permit Office
7.2.1.9 What about PTW systems in the future – what will they look like?Discussion in the future about further PTW standardisation is welcomed. The 8 steps given above can enable a more consistent PTW design. The universal development of an electronic PTW system within the Shell Group will further enable more consistency in approach, certainly in the area of HOW PTW is implemented, and WHAT it looks like. In addition, opportunities to make breakthrough performance in overall workplace hazard management through electronic integration of processes aligned and supportive of PTW, such as incident data, incident learning’s, isolation, cumulative risk assessment, etc., is positive and welcomed.
To summarise: The number of FTE required to deliver initial training for the commissioning and start-up phases and carry out authorisation interviews was 3.50 FTE over 2 years.
7.2.1.8 Measure the Design of the PTW System to be Implemented against StandardsThe adequacy of PTW design at Pearl GTL when measured against the recently published Shell Group guidance and tools on measuring an effective PTW system is very positive. The eight steps to effective implementation are all included in the Pearl GTL’s design. These are:1. Planning and work scope.2. Assess hazards and determine controls.3. Implement controls.4. Review and verify.5. Issue permit.6. Work party pre-job discussion.7. Execute and supervise.8. Verify job complete, closed and handed back.
Making sure that the PTW system being implemented has the defined process steps indicated above, allows the operating entity assurance of an adequate process design. The on-going, day-to-day rigor of ensuring what is written is followed, and authorised signatories professionally and competently carry out their defined roles, and responsibilities requires daily management attention.
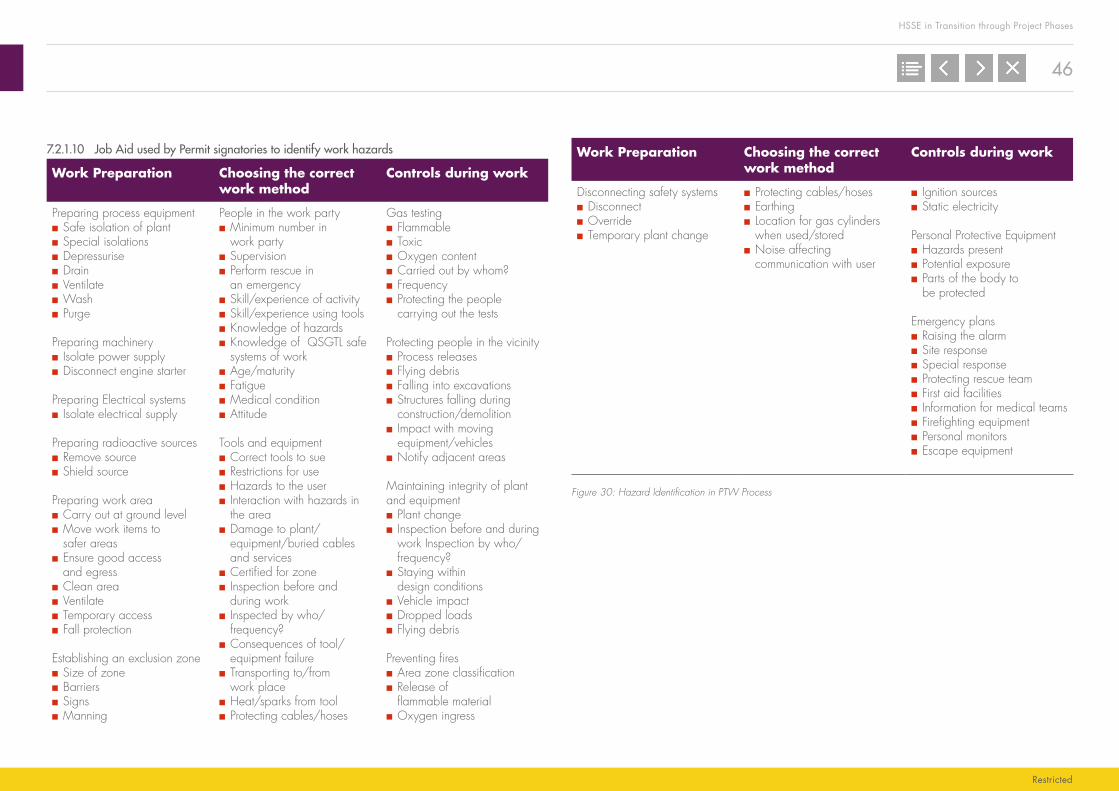
46
HSSE in Transition through Project Phases
Restricted
Work Preparation Choosing the correct work method
Controls during work
Disconnecting safety systems■■ Disconnect■■ Override■■ Temporary plant change
■■ Protecting cables/hoses■■ Earthing■■ Location for gas cylinders when used/stored
■■ Noise affecting communication with user
■■ Ignition sources■■ Static electricity
Personal Protective Equipment■■ Hazards present■■ Potential exposure■■ Parts of the body to be protected
Emergency plans■■ Raising the alarm■■ Site response■■ Special response■■ Protecting rescue team■■ First aid facilities■■ Information for medical teams■■ Firefighting equipment■■ Personal monitors■■ Escape equipment
Figure 30: Hazard Identification in PTW Process
7.2.1.10 Job Aid used by Permit signatories to identify work hazards
Work Preparation Choosing the correct work method
Controls during work
Preparing process equipment■■ Safe isolation of plant■■ Special isolations■■ Depressurise ■■ Drain■■ Ventilate■■ Wash■■ Purge
Preparing machinery■■ Isolate power supply■■ Disconnect engine starter
Preparing Electrical systems■■ Isolate electrical supply
Preparing radioactive sources■■ Remove source■■ Shield source
Preparing work area■■ Carry out at ground level■■ Move work items to safer areas
■■ Ensure good access and egress
■■ Clean area■■ Ventilate■■ Temporary access■■ Fall protection
Establishing an exclusion zone■■ Size of zone■■ Barriers■■ Signs■■ Manning
People in the work party■■ Minimum number in work party
■■ Supervision■■ Perform rescue in an emergency
■■ Skill/experience of activity■■ Skill/experience using tools■■ Knowledge of hazards■■ Knowledge of QSGTL safe systems of work
■■ Age/maturity■■ Fatigue■■ Medical condition■■ Attitude
Tools and equipment■■ Correct tools to sue■■ Restrictions for use■■ Hazards to the user■■ Interaction with hazards in the area
■■ Damage to plant/equipment/buried cables and services
■■ Certified for zone■■ Inspection before and during work
■■ Inspected by who/frequency?
■■ Consequences of tool/equipment failure
■■ Transporting to/from work place
■■ Heat/sparks from tool■■ Protecting cables/hoses
Gas testing■■ Flammable■■ Toxic■■ Oxygen content■■ Carried out by whom?■■ Frequency■■ Protecting the people carrying out the tests
Protecting people in the vicinity■■ Process releases ■■ Flying debris■■ Falling into excavations■■ Structures falling during construction/demolition
■■ Impact with moving equipment/vehicles
■■ Notify adjacent areas
Maintaining integrity of plant and equipment■■ Plant change■■ Inspection before and during work Inspection by who/frequency?
■■ Staying within design conditions
■■ Vehicle impact■■ Dropped loads■■ Flying debris
Preventing fires■■ Area zone classification■■ Release of flammable material
■■ Oxygen ingress
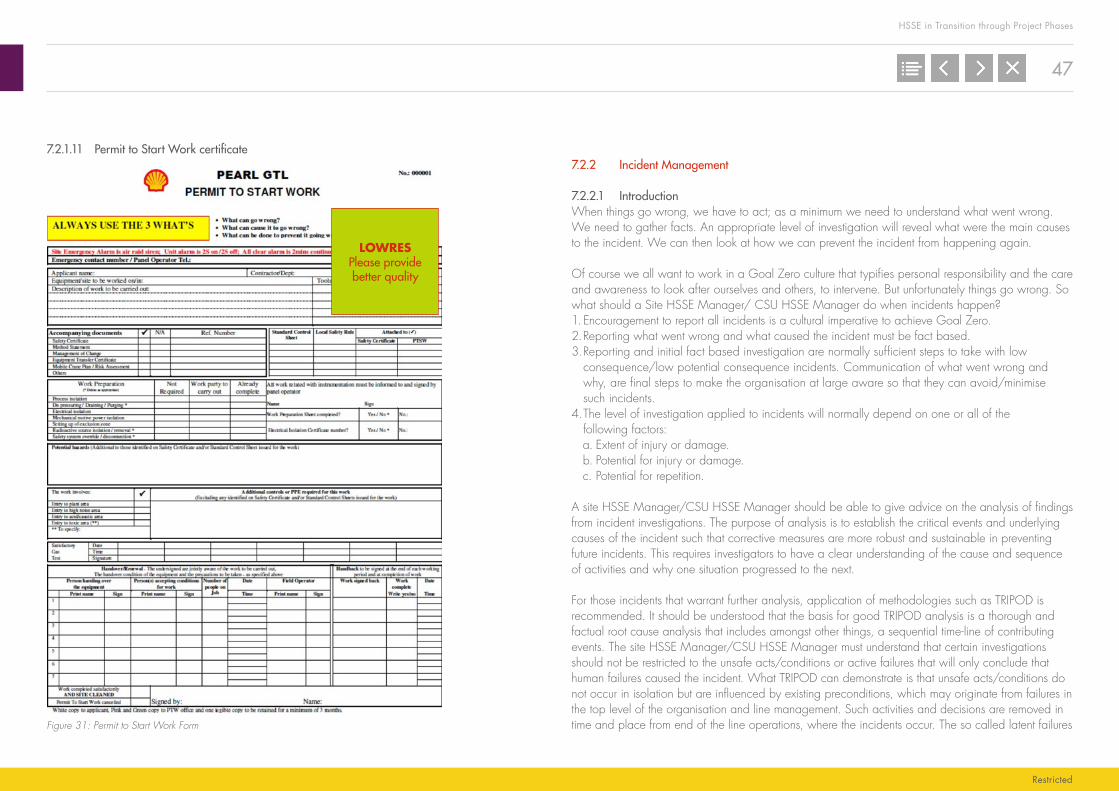
47
HSSE in Transition through Project Phases
Restricted
7.2.2 Incident Management
7.2.2.1 IntroductionWhen things go wrong, we have to act; as a minimum we need to understand what went wrong. We need to gather facts. An appropriate level of investigation will reveal what were the main causes to the incident. We can then look at how we can prevent the incident from happening again.
Of course we all want to work in a Goal Zero culture that typifies personal responsibility and the care and awareness to look after ourselves and others, to intervene. But unfortunately things go wrong. So what should a Site HSSE Manager/ CSU HSSE Manager do when incidents happen?1. Encouragement to report all incidents is a cultural imperative to achieve Goal Zero. 2. Reporting what went wrong and what caused the incident must be fact based.3. Reporting and initial fact based investigation are normally sufficient steps to take with low
consequence/low potential consequence incidents. Communication of what went wrong and why, are final steps to make the organisation at large aware so that they can avoid/minimise such incidents.
4. The level of investigation applied to incidents will normally depend on one or all of the following factors:a. Extent of injury or damage.b. Potential for injury or damage.c. Potential for repetition.
A site HSSE Manager/CSU HSSE Manager should be able to give advice on the analysis of findings from incident investigations. The purpose of analysis is to establish the critical events and underlying causes of the incident such that corrective measures are more robust and sustainable in preventing future incidents. This requires investigators to have a clear understanding of the cause and sequence of activities and why one situation progressed to the next.
For those incidents that warrant further analysis, application of methodologies such as TRIPOD is recommended. It should be understood that the basis for good TRIPOD analysis is a thorough and factual root cause analysis that includes amongst other things, a sequential time-line of contributing events. The site HSSE Manager/CSU HSSE Manager must understand that certain investigations should not be restricted to the unsafe acts/conditions or active failures that will only conclude that human failures caused the incident. What TRIPOD can demonstrate is that unsafe acts/conditions do not occur in isolation but are influenced by existing preconditions, which may originate from failures in the top level of the organisation and line management. Such activities and decisions are removed in time and place from end of the line operations, where the incidents occur. The so called latent failures
7.2.1.11 Permit to Start Work certificate
Figure 31: Permit to Start Work Form
LOWRES Please provide better quality
48
HSSE in Transition through Project Phases
Restricted
7.2.2.2 Incident reporting during ConstructionDuring construction incident reports were generated through a process of observation enabled by a very simple Safety Observation Card (SOC) that encouraged positive and negative reporting. This was a paper based system, with the SOC being collected centrally, analysed and reported. When you consider 50,000 pairs of eyes available on site, incentivised to observe and report on safe/unsafe work and conditions, the number of reports submitted was very large.
Quite a number of staff were involved in carrying out data analysis. At peak manpower numbers and activity during construction, the equivalent of 10 FTE were involved in data analysis and reporting.
The quality of reporting overall was satisfactory. Report cards were submitted in the many native languages that made up the diverse workforce at Pearl GTL. Emphasis was given to spot near misses, unsafe acts and conditions.
Keep it simple was the motto.
The use of LCA as a focus for observations and corrective action supported the achievement of an excellent safety performance during construction. LCA included those activities assessed as potentially life threatening during the construction phase. LCA have been discussed in detail in the construction story section of this HSSE book.
In addition, a successful initiative called “IIF” helped transform the mind-set of the workforce at large. This transformation imbued values and behaviours such as empowerment, openness and honesty, and encouraged the workforce to speak up. IIF focused on a belief system that all incidents could be prevented. In the context of Incident Management, the culture to openly and constructively report was given further impetus by the IIF program.
To summarise, incident reporting during the construction phase was enabled and given focus by the IIF program, LCA and incentivising the workforce.
7.2.2.3 Incident reporting during commissioningCommissioning of equipment and sections of the Plant took place whilst major construction works were still being carried out. In the areas of the plant undergoing commissioning activities, a new focus on the additional hazards associated with commissioning works was orchestrated through a major communication and training exercise that involved bulletins, posters, banners, TBT, town hall meetings etc, etc.
may lie dormant within the system for a long time, and their adverse consequences may only become evident when they combine with other factors to breach system defenses.
TRIPOD analysis reveals that latent rather than active failures are the precursors to incidents. Identifying and correcting the latent failures rather than merely correcting the active failures induced by them (symptoms), is more effective in meeting the ultimate objectives of the investigation.
A site HSSE Manager/CSU HSSE Manager is principal in determining what incidents require a better understanding of why they happened. To apply TRIPOD analysis methodology requires trained and competent facilitators. To maintain competence requires regular application.
A site should have a core group of facilitators. The number of facilitators depends on the size of the site. As a rule of thumb facilitators should be carrying out TRIPOD analysis on incidents, as a minimum twice per year to retain competence. For a site the size and complexity of Pearl GTL, a trained cadre of approximately 6 facilitators would suffice. An ambition to learn more about incident causation by the application of TRIPOD methodology at a Site that is reporting 2000 incidents per year must be selective and managed. But if one simply says that 1% of incidents from a database of 2000 reported, will be subject to TRIPOD analysis, then 20 TRIPOD analysis will be carried out, which will mean that from a cadre of 6 trained facilitators they would each have the opportunity to lead in at least 3 per year. A Site may decide to do more. I simply give a basis that can be discussed.
A more fundamental challenge is the basic ability of investigation to get to facts and causes. The organisation at large should have competence in root cause analysis. All Front Line Supervisors should have an appropriate level of competence to ensure that facts and immediate causes are identified in all incidents.
A Site HSSE Manager/CSU HSSE Manager should advise the organisation at large of the core critical competence requirements to enable effective Incident Management.
Creating the appropriate focus when incidents happen is important. When incidents are happening regularly in a particular area, visiting the SDO to establish what has gone wrong and then having a conversation on what can be done to prevent and minimise such incidents, can create a positive climate for effective response. This can also be applied with contractor partners when activities are not going as planned. Involve contract holders to reinforce the culture that all incidents are taken serious, that action taken must satisfy the site’s requirements for effective Incident Management, and the desire to work in a Goal Zero environment.

49
HSSE in Transition through Project Phases
Restricted
7.2.2.5 Tips for effective Incident Management implementation■■ Work at developing a culture that encourages openness to report. This may require incentivising. ■■ Be sympathetic and manage the possibility that language could be a barrier to communication. Have the organisational competence that can process reports from a variety of different languages.
■■ Make it simple for the workforce to report. During construction when we had 50,000 workers, paper worked well. There was a trade off, with staff needed to interpret, collate and analyse this data. This was considered a positive trade off.
■■ You need to educate (train) and continually make the workforce at large aware of what you want them to report, what types of incident.
■■ Tools such as the 3 what’s worked well particularly in commissioning and now in the operate phase. This simple mental model asking 3 basic questions gave incident reporting structure.
■■ The LCA provided clear context for people to report against.■■ The competence to report incidents factually, investigate incidents to identify immediate causes, is a fundamental organisational competence and capability requirement. This is an absolute minimum to have in place. This should be a clear focus to establish.
■■ Organisational competence to carry out in-depth analysis (e.g., TRIPOD) is essential if the organisation is to benefit from more than the identification of immediate causes. It is necessary in some incidents to pursue identifying underlying causes, the application of methodologies such as TRIPOD is essential in this achievement.
■■ Do not train too many TRIPOD facilitators – I did. Start small, say about 4 – 6 persons, and build into their roles and responsibilities the requirement to carry out between 2-4 investigations/analysis per year.
Thus far I have not commented on the impact that the Shell Group’s Life Saving Rules had on incident reporting. The Life Saving Rules also provide a focus and context for people to report incidents.
A word of caution: As we moved through the phases of construction, commissioning, start-up and into operation of Pearl GTL, each phase had been distinctive in the type of incident and the number of such incidents reported. From time-to-time, campaigns were carried out that focused on certain activities to correct performance and seek improvement. In doing so a disproportionate amount of data was generated for a particular activity or rule. This approach can skew data and the overall data analysis. If this is not taken into account, efforts may be directed in the wrong areas. I do not dispute that all 12 LSA=R are important. During start-up, I must confess that I encouraged focus on the more operational, process safety hazards and risks and had to bring balance to analysis that showed that our No. 1 bad actor after campaigns were carried out, was, a violation in the use of seat belts. The Site HSSE Manager/ CSU HSSE Manager must provide proportion to the analysis carried out and reported, and direct resources and focus appropriately.
To help in the quality and consistency of incident reporting, training the workforce in simple concepts, such as 3 what took place. As in construction, emphasis was given to spot near misses, unsafe acts and unsafe conditions. The 3 “what’s” observation process supported this emphasis:■■ What could go wrong?■■ What could cause it to go wrong?■■ What can be done to prevent it from happening?
Keep it simple was again the motto.
Proof that the training had been effective would be seen in the type and quality of incident reporting. Reports that spoke of smells, noise, vibrations, and leaks were submitted. The majority of reporting still came via SOCs. It was easier for the workforce at large to report in this way.
Slowly and as more start-up personnel became involved in commissioning work the FOUNTAIN Incident Management system was used.
The commissioning phase benefitted from the cultural work undertaken in construction. The workforce at large had worked with an “IIF” mind set through construction. Many construction personnel were involved in commissioning. The focus of LCA in construction was replicated in commissioning with an equivalent program that identified commissioning activities in life critical terms. Furthermore, the PTW system used in commissioning was the system that was to be used in the start-up and operating phase of the plant. The PTW system provided a further framework and lens through which to observe how work was carried out, the hazards and the adequacy of control measures identified. All of this resulted in continued healthy reporting levels.
7.2.2.4 Incident reporting during start-upThe use of tools and processes to encourage reporting through planned observations, on-going training and awareness sessions that identify typical workplace hazards all contributed to deliver a healthy level of incident reporting during start-up. During the start-up year of 2011, approximately 2000 incidents were reported. It is pleasing to report that the 2000 incidents reported during start-up were done so via the FOUNTAIN Incident Management system. This migration into an electronic environment enabled better efficiency and more effective data collation and analysis. Trending of data also started to happen. That said, and at the time I write this, incident analysis is still an area that requires further work. We are not learning quickly enough. Focus cannot solely be learning from what has happened. Incident Management should also be applied from the activities and tasks to come. Incident Management has to be seen as a pro-active not just a reactive process.

50
HSSE in Transition through Project Phases
Restricted
As process owner of PTW, I had decided to make no changes to the proposed PTW system until after 12 months of implementation experience. My colleagues in Technology instead decided to consider improvement proposals in light of feedback given during training. This was a different model of implementation for MoC when compared to the “no change” approach adopted for PTW.
The effort expended by my colleagues to accommodate modifications to the MoC procedure has not been qualified in time. However, to put this effort in to context, at the time of start-up at Pearl GTL when this MoC procedure was implemented, there had been 20 revisions.
7.2.4 TrainingTwo levels of training were carried out for the start-up organisation. A four hour awareness session was given to all start-up personnel. This awareness training focused on how to recognise when a change required the application of the MoC procedure, and the benefits of applying a process to design, review and authorise changes. This included an in-sight to the different discipline and competent people involved in the change process and why an authourised procedure to manage change was necessary. This latter justification was graphically explained to all through major industry incidents that had their major cause as a failure to adequately manage change.
For those discipline personnel that would be signatories within the Pearl GTL MoC process, one day’s training was given followed by interview before formal authorisation. Written into the MoC procedure is the competence requirements for the different discipline signatories. In addition, authorisation requirements are also stated. Evidence that application of the process by the trainee signatory is required before authorisation is given. The interview will concentrate on the role of the signatory in real examples, so that knowledge and understanding can be verified.
During a major start-up, as in Pearl GTL, there is the necessity to pump prime the process so that a core number of signatories are available to actually implement the process from day one. One of the stated requirements of the Pearl GTL MoC (Plant Change) procedure was that a number of (20+) Plant Changes, were needed before the trainee signatory could attend an authorisation interview. This could not be done with a new organisation implementing the process for the first time. Exemption was given to a core group of signatories so that the process could be applied. Thereafter, all future signatories complied in full with authorisation requirements.
7.2.5 Monitoring the initial implementation effectiveness of MoC during start-upA number of Key Performance Indicators were developed to monitor the implementation effectiveness of MoC. The process owner for MoC had the responsibility to define and collect data to monitor effectiveness. MoC implementation was monitored in two main forums, the HSSE Steering Committee and the Technical community. As a minimum these forums met monthly.
7.2.2.6 SummaryIncident reporting, investigation and analysis, learning from incidents and the effective implementation of corrective and preventive measures identified from investigation, are essential elements that need to be implemented to achieve an adequate level of Incident Management. I am sure you are all saying, “yes, I know that”, but an equal emphasis needs to be placed on all of these elements. Whether it is inadequate investigation, inappropriate analysis, slow action closure or a combination of, if each element of Incident Management is not carried out effectively, there will be lost opportunity in learning, repeat failures, and a message sent to the organisation that nothing positive is coming from the process. This can result in people reporting less.
The 3 phases of the Project benefitted from a positive cultural intervention program. IIF started in construction and prevailed in all 3 phases. This cultural intervention was fundamental. Empowering the organisation to be open, honest, proud and caring for self and others encourages people to report on what they see as wrong, as going wrong and the belief that if they report, things will be done.
The continuation of IIF in the operate phase of Pearl GTL has been carried forward by work under the “Goal Zero” and “Pride in Production” banner. Focus given by LCA in construction, an emphasis on hazard awareness in commissioning, simple tools such as the3 What’s and the Safe Place & Safe Person program in the operate phase, have all contributed structurally to enable a positive level of incident reporting.
The Incident Management Procedure documents are available in Attachment 5.6 – Critical Processes.
7.2.3 Management of ChangeAt Pearl GTL the process owner for Management of Change (MoC) is the Technology Manager. The MoC procedure that has been implemented owes its development to the procedure used at Stanlow Manufacturing Complex, thereafter implemented at the Nanhai Petro-Chemical Plant in China. Over this period there have been modifications to the original Stanlow procedure based on experience, in-sight and the requirements stipulated in the Group’s HSSE & SP Control Framework.
The Pearl GTL MoC procedure referred to herein does not include Organisational Change, which is a separate procedure. The focus is on Plant Change.
In a similar process of engagement as with the introduction of PTW, the proposed Pearl GTL MoC procedure (Plant Change Procedure) was subject to comparison with other procedures that people in the organisation had experienced before. Despite the fact that the process owner could demonstrate that the proposed procedure to implement this critical process satisfied the requirements stipulated by the Shell Group, people in the organisation looked to further enhance what was being proposed.
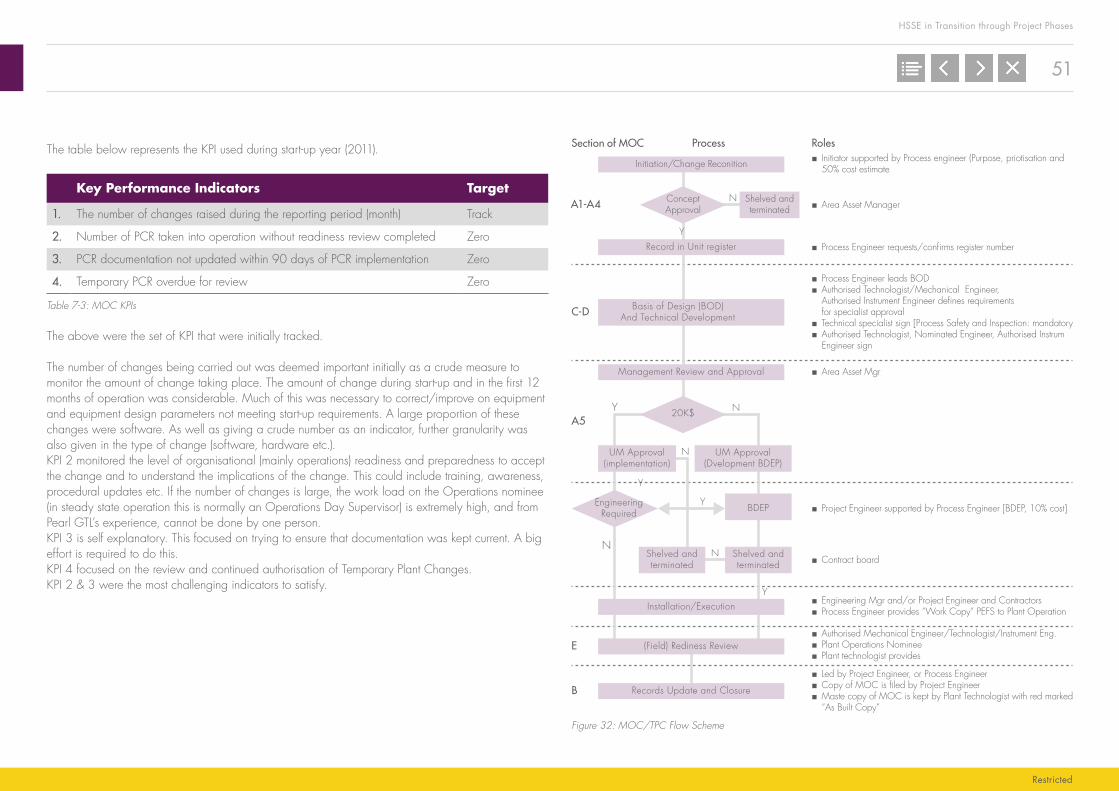
51
HSSE in Transition through Project Phases
Restricted
Initiation/Change Reconition
ConceptApproval
Shelved andterminated
UM Approval(implementation)
Record in Unit register
Basis of Design (BOD)And Technical Development
Management Review and Approval
20K$
UM Approval(Dvelopment BDEP)
BDEP
Shelved andterminated
Shelved andterminated
Installation/Execution
(Field) Rediness Review
Records Update and Closure
■ Initiator supported by Process engineer (Purpose, priotisation and50% cost estimate
■ Area Asset Manager
■ Process Engineer requests/confirms register number
■ Process Engineer leads BOD■ Authorised Technologist/Mechanical Engineer,
Authorised Instrument Engineer defines requirementsfor specialist approval
■ Technical specialist sign [Process Safety and Inspection: mandatory■ Authorised Technologist, Nominated Engineer, Authorised Instrum
Engineer sign
■ Area Asset Mgr
■ Project Engineer supported by Process Engineer [BDEP, 10% cost]
■ Contract board
■ Engineering Mgr and/or Project Engineer and Contractors■ Process Engineer provides “Work Copy” PEFS to Plant Operation
■ Authorised Mechanical Engineer/Technologist/Instrument Eng.■ Plant Operations Nominee■ Plant technologist provides
■ Led by Project Engineer, or Process Engineer■ Copy of MOC is filed by Project Engineer■ Maste copy of MOC is kept by Plant Technologist with red marked
“As Built Copy”
EngineeringRequired
Section of MOC Process Roles
A1-A4
C-D
A5
E
B
N
N
N
N
Y
Y
Y
Y
Y
N
Figure 32: MOC/TPC Flow Scheme
The table below represents the KPI used during start-up year (2011).
Key Performance Indicators Target
1. The number of changes raised during the reporting period (month) Track
2. Number of PCR taken into operation without readiness review completed Zero
3. PCR documentation not updated within 90 days of PCR implementation Zero
4. Temporary PCR overdue for review Zero
Table 7-3: MOC KPIs
The above were the set of KPI that were initially tracked.
The number of changes being carried out was deemed important initially as a crude measure to monitor the amount of change taking place. The amount of change during start-up and in the first 12 months of operation was considerable. Much of this was necessary to correct/improve on equipment and equipment design parameters not meeting start-up requirements. A large proportion of these changes were software. As well as giving a crude number as an indicator, further granularity was also given in the type of change (software, hardware etc.).KPI 2 monitored the level of organisational (mainly operations) readiness and preparedness to accept the change and to understand the implications of the change. This could include training, awareness, procedural updates etc. If the number of changes is large, the work load on the Operations nominee (in steady state operation this is normally an Operations Day Supervisor) is extremely high, and from Pearl GTL’s experience, cannot be done by one person.KPI 3 is self explanatory. This focused on trying to ensure that documentation was kept current. A big effort is required to do this. KPI 4 focused on the review and continued authorisation of Temporary Plant Changes. KPI 2 & 3 were the most challenging indicators to satisfy.
52
HSSE in Transition through Project Phases
Restricted
9. The emergency response role of the operations shift Supervisor, the site shift Manager and the FIT Lead professional fire fighter in the initial response to incident emergency would be critical and the capabilities to carry out these roles effectively would need to be assured.
10. A 24/7 call out system that would enable professional support and management of incident and emergency situations at Pearl GTL would be established.
The assumptions made were the basis for the initial work to set up an emergency response capability.
Perhaps some in the organisation at Pearl will disagree with the remarks I will now make, but from my own personal perspective and as one who had responsibility to enable the delivery of an agreed and acceptable emergency response capability, this work did not go entirely smoothly and the amount of effort needed to get over the finishing line was underestimated.
From the initial assumptions made and based on practical experience, we changed the fundamental philosophy of how we would implement first intervention to incident and emergency situations.
I will give a flavor.
The overwhelming majority of our operator cadre at Pearl was Asian, with the majority being of Indian origin.
We embarked on training our operators in emergency response drills. Considerable effort was expended. This was met with a reluctance to participate by the operations cadre. The operators argued that it was not their role and was certainly not their previous experience or expectation of what they should do.
In time we better understood why we had met with this reluctance, the reasons being multi. What we did have to quickly conclude was that a major part of the original design, the make-up of FIT, would need to be different.
In addition to recruiting four professional Lead Fire Officers (equivalent of Station Officers in the UK Fire Service) we recruited an Emergency Response Team Leader. This was both necessary and proved essential based on the changing assumptions.
The Emergency Response Team Leader brought a wealth of experience and professional in-sight in what was needed as an initial organisational set up that would be adequate and capable to meet the potential challenges of Commissioning and Start-Up.
During commissioning, the commissioning Manager for the asset area became the de-facto operations nominee and was responsible to ensure that commissioning staff were prepared and knowledgeable of the change proposal.
7.2.6 Emergency Preparedness and Response
7.2.6.1 Initial design of the Emergency Response OrganisationThe initial strategy for Emergency Response was heavily aligned to experience from European and North American sites. The intention was to train all operations shift staff in basic fire fighting and emergency preparedness duties. Thereafter, based on aptitude, select and then further train, a cadre of “auxiliary” Fire Fighters. Initial estimates based on bench-marking indicated that the cadre of operators to be trained as auxiliary fire fighters would approximate 60 people, 15 per shift. This team would be known as FIT, First Intervention Team. There would be a First Intervention team for each operational shift.
Furthermore, our initial organisational design included four Lead professional Fire Officers that would manage FIT on each of the shifts.
A number of assumptions were made to arrive at this initial design: 1. Shift Operations personnel would embrace the challenge of Fire Fighting duties and we would
have no trouble in selecting 60 of the best to assume additional responsibilities as auxiliary Fire Fighters to form a First Intervention Team.
2. Pearl GTL FIT would be required to attend to incidents classified as incipient, tier 1, tier 1 escalating as defined in NFPA standards.
3. The capability of the resident full time Fire Fighting Brigade at RLIC would cater for all incidents at tier 1 escalating situations and assume incident command whenever attending incidents at Site.
4. The equipment selected to enable FIT carry out emergency response activities would be proportionate to intervention at tier 1 incidents.
5. 20 – 25 Pre-Incident Plans would be developed (a minimum of five per each operational area). These Pre-Incident Plans would be the basis of training exercises that would familiarise and prepare the Pearl GTL FIT for potential incident scenarios.
6. Approximately six months prior to first gas into Pearl GTL joint exercises with RLIC Emergency Services would be carried out to confirm adequacy and readiness to respond.
7. A minimum of four hours per calendar month would be allocated for every member of FIT to enable fire fighting training and emergency preparedness drills. This would take place outside of normal duties.
8. Original organisational design identified synergy with Security Department with FIT operational teams reporting to the Site Security Manager.

53
HSSE in Transition through Project Phases
Restricted
Self Contained Breathing ApparatusThe Senior HSSE Advisor who worked in my team could write a book on the experience about the self contained breathing apparatus that was selected for Pearl GTL. There are a number of discussion notes given as attachment? That go some way to give a flavor of the challenges we faced to provide an adequate critical piece of safety equipment for people working in potentially hazardous environments.
The story started with a simple observation that based on religious sensitivities we wanted to respect, not all of the potential wearers of breathing apparatus would be clean shaven. This necessitated a review of the type of mask that could be worn to provide the necessary protection for all wearers. A prospective Company provided a hood mask that allowed people with beards/facial hair the necessary protection, and their product was already being used in Shell Oman. We felt confident that after communicating with our colleagues in Oman and after trial testing at Pearl, we would have a fit for purpose solution. This was done and the initial reaction was extremely positive, that was until personnel were asked to carry this equipment as part of their normal PPE in designated areas of the Plant.
Feedback that the equipment was too heavy and cumbersome to carry was acted upon. We looked at a variety of means to carry the equipment so that the load was ergonomically distributed across the body. We embarked with the supplier on efforts to reduce the overall weight. Lighter materials were used and the overall weight was reduced. This took time to achieve, unfortunately for some, too much time.
Further work is currently on-going to strictly apply the carrying of self contained breathing apparatus in areas of the plant where a release of Hydrogen Sulphide (H2S) above a concentration that is greater than immediately dangerous to life and health, (IDLH) can occur. Whilst it is easy to map these areas, it is less straight forward to practically apply this rule. Until this is done to the satisfaction of Management the carrying of self contained breathing apparatus continues in all areas that H2S is present.
The capability of the resident full time Fire Fighting Brigade at RLIC is being established and developed. A pragmatic agreement has been reached that based on the local incident scenario, if deemed appropriate, overall command of the unified response will be under the leadership of the Shell lead professional Fire Officer (On-Scene Commander). The wisdom to recruit four professional Fire Officers has proved invaluable. Furthermore, this has been supplemented by a further four professional fire fighters to act as deputies. A strong professional cadre of lead Fire personnel has been assessed as critical at this stage of maturity of the Pearl GTL organisation.
The Pearl GTL Emergency Response organisation is led by the Emergency Response Lead who reports into the HSSE Line organisation. This is a departure from the original assumptions.
The FIT would be fulltime and cover the Site 24/7. The on-duty team numbered? and comprised?
In addition to being ready and capable to address incident and emergency situations at tier 1 and tier 1 escalating scenarios and as a necessary part of an integrated and unified response force if and after RLIC Emergency Services were called, the Pearl FIT also addressed other day to day tasks that helped to support activity on Site. These included:■■ Confined Space Entry attendance, (*)■■ Issuing and maintenance of critical items of PPE, e.g., breathing apparatus, respirator masks, toxic gas detectors (personal and activity meters), etc.
■■ Routine inspection and maintenance of fixed fire-fighting equipment (fixed and mobile),■■ Carrying out drills and exercises internal to Pearl GTL with Operations staff. Carrying out planned and agreed drills and exercises with RLIC Emergency Services.
(*) Initially I was not aware of the amount of stand-by situations for confined space entry work that FIT were being involved with during Commissioning until I started to look at the FIT daily log. Their stand-by attendance was not needed for the vast majority of work identified (>90%). A culture of risk aversion was resulting in FIT resources being deployed for hours at Site, when adequate response could have been given (<5 minutes) to any point at Site when needed.
Considerable time and effort went into the design and procurement of essential items of equipment for emergency preparedness and response. I will give example of two items:
7.2.7 Quick Attack TrucksBased on the Land Lease Agreement that Pearl GTL was subject to, advice was given by RLIC on what vehicles and equipment we could purchase and operate. This made sense and matters of equipment compatibility were achieved. This resulted in the purchase of two Quick attack trucks that could deploy personnel and equipment to incidents based on a tier 1 level assessment.
Work on identifying what we could purchase in the market place began at the end of 2008. Both of the vehicles that we eventually purchased finally arrived at site in 2011 prior to major commissioning operations (first gas in). One could say just in time. However, what we had to do during the vast majority of commissioning work was to rely and operate the emergency response vehicles that were provided for Construction.
We did not intend for this to happen. We had agreed with the purchaser dates on delivery of the Quick Attack trucks to be prior to the main commissioning work starting. Do not underestimate lead times and the potential for delays in the procurement and delivery of such items. We were fortunate that we had an adequate fall back provision.

54
HSSE in Transition through Project Phases
Restricted
7.2.7.1 Emergency Response organisation and arrangementsThe organisational arrangements in place at Pearl GTL are framed in statements that are shared with RLIC Emergency services. It should be noted that the emergency response context for Pearl GTL covers onshore and offshore facilities.
Often language used to describe such arrangements is phrased subjectively. Words such as “prompt” or “appropriate” abound in procedures. Pearl GTL have attempted to qualify statements of commitment so that prompt is given in time, appropriate is given in resource terms of numbers, skill, equipment, etc. This is useful and can be measured.
It is a given that the response to any emergency within the sphere of Pearl GTL operations is directed towards:■■ Saving life and care for the injured,■■ Protection of the Environment,■■ Protection of our assets,■■ Protection of the company reputation.
The Emergency Response Plan written describes the organisation and arrangements devoted to emergency preparedness and response measures. This document is reviewed and updated on an annual basis.
The procedure for activating a response to any emergency starts with a phone call or an alarm and is kept as simple as possible:
EMERGENCY CALL RECEIVED BY SECURITY CONTROL ROOM (SCR)4419/‘Sierra Zero’ on the radio (WPS3 Ch 12 or 15)
Figure 34: Emergency Response Process
A number of documents were produced to enable an adequate and appropriate level of Emergency Preparedness and Response capability. They include:■■ Response to different types of alarms, ■■ Building and site evacuations,■■ Responding to major off-plant releases,■■ Fire Prevention and fire extinguishing.
These and additional procedures can be found in Attachment 5.6 – Critical Processes.
Ongoing training is being carried out as per the developed pre-incident plans. This is the primary vehicle being used to raise the capability of the Shift Manager and area Shift Supervisors in their roles and duties when incidents and emergency situations arise. The professional lead fire officers on shift organise and deliver a planned number of exercises per year involving all operational shift personnel. This is an on-going commitment to maintain readiness.
As has been shared, a number of the original assumptions that led to the initial design of the Pearl GTL Emergency Response capability have been changed or modified. The flexibility to adapt to prevailing circumstances was essential. I am sure that the Emergency Response organisation will continue to adapt to ensure that Pearl GTL has the level of emergency preparedness that satisfies commitments.
Figure 33: Quick Attack Truck on Training Exercise

55
HSSE in Transition through Project Phases
Restricted
Figure 36: First Intervention Team on Training Exercise
7.2.8 Contractor HSSE Management
7.2.8.1 IntroductionAt Pearl GTL we like to call, we do call our Contractor personnel, our Partners. This is not meant to be a play on words. All through the Project phases it has been the objective backed up by commitments made by Shell and partner Companies leadership that all who work at Pearl GTL will be treated with respect and afforded the same care and welfare whilst carrying out work.
Whilst it makes sense to have in place a committed and goal aligned organisation, increasingly certain work activity, particularly in maintenance and maintenance services are now routinely contracted to other companies to carry out on behalf of Shell. To select a Company to carry out work on behalf of Shell is critically important and as such defined process steps must be followed.
7.2.7.2 FIT response to incidents and emergenciesFor all incidents and emergencies the First Intervention Team (FIT) will be directed by the on duty FIT Commander. If assessment by the On-Scene Commander determines escalation (tier 1 escalating to tier 2), RLIC Emergency Services are requested to respond. This is described in detail in the Pearl GTL Emergency Response Plan given in Attachment 5.6 – Critical Processes.
If the incident is escalated to obtain support from the RLIC Emergency Services, the Bronze Commander remains in command of Pearl GTL Operational emergency response and establishes a Unified Command with the senior RLIC Fire Officer on scene. RLIC will remain in direct control of the RLIC Fire Crew and directs actions based on Unified Command decisions with the Bronze Commander. This chain of command is the default agreed protocol.
Figure 35 below represents the chain of command during the response to an emergency. Not shown is the Site Shift Manager who will play a key role to ensure appropriate communication is given to Site personnel. In addition the Shift Manager will work to mitigate the impact of the incident emergency on unaffected areas of the Site operation to maintain continuity.
SecuritySupervisor
SERT FIT MERT OPERATORS
FIT MERT SERT
BronzeCommander
ShiftSupervisor
RLICCommander
Figure 35: Chain of Operational Command during Emergency Response

56
HSSE in Transition through Project Phases
Restricted
ContractHSE Risk
Hazard &EnvironmentAssessment
HighHSSERISK
HighCapability
Questionnaire
Past HSSEPerformance
On Site Audit(if required)
Deviation
Tender Board
Mode 1
Mode 2
Not to beInvited to Tender
Bid if AmberGreen BandContractors
are Available
Mode 3
Mode 1
ContractorCapabilityAssessmentto manage
HSSERisks
HistoricalPerformance
shall beEvaluated
to DetermineAcceptability
NoAssessmentRequired
ContractClauses
Contractor HSSE ManagementPlanning: Assess HSSE Risk and Contractor Capability
Mode 2
Mode 3
Mode 1
Mode 2
Mode 3
■ Activity■ HSSE Risks■ Contract Mode
MediumHSSERISK
LowHSSERISK
ShellYellowGuide
OtherHSSE RiskAssessment
Figure 37: Contractor HSSE Management Assessment
The Contractor HSSE Management process at Pearl GTL was applied in three phases:■■ Planning – assess HSSE risks and the capability of contractors to manage those risks. The stoplight method was used, in which contractors were categorised into three bands – green, amber and red – according to their management capabilities.
■■ Execution – required engagement protocols with contractors according to their HSSE management capabilities.
■■ Analyse and improve – we captured and shared learning both at the contract and Contracting & Procurement (CP) category level.
From a HSSE perspective there is a role to play in the selection, on-boarding and thereafter, relationship at work with Contractor Companies carrying out work on behalf of Shell.
To enable an effective and efficient process a number of documents were developed for Pearl GTL to ensure that agreed steps were followed. These included:■■ QSGTL Contracting Policy and Procedures Manual,■■ Health, Safety and Environmental section (V1) of General Contract conditions,■■ Contractor HSSE Management Plan for Pearl GTL (Road Map),■■ Template for monitoring Contractor performance at work,■■ Spreadsheet capture of key HSSE Contract data.
The documents developed were as a result of the standard requirements given in the HSSE Control Framework.
In the following text a summary of the main steps followed will be given. The detail behind each of the steps is given in the documents referred to.
7.2.8.2 Process steps followed to select a Contractor Company to carry out workFigure 37 outlines the process to follow to determine Contractor capability to carry out work and the assessed level of risk associated with that work.
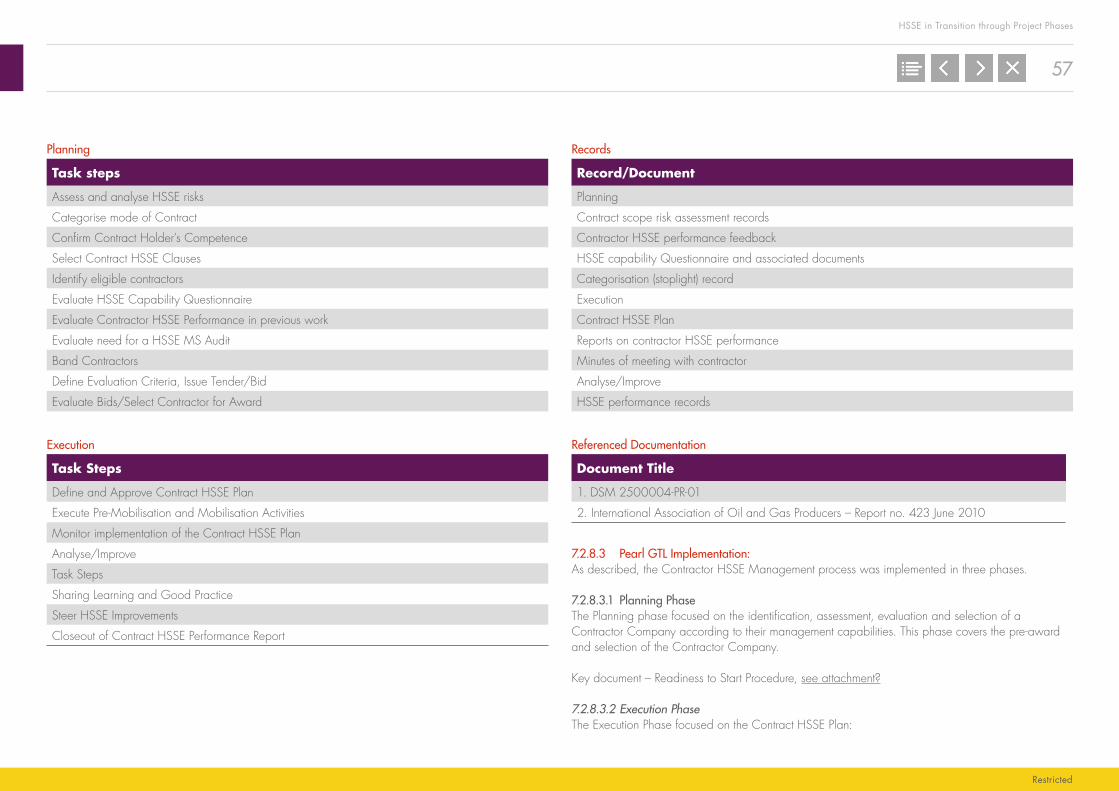
57
HSSE in Transition through Project Phases
Restricted
Records
Record/Document
Planning
Contract scope risk assessment records
Contractor HSSE performance feedback
HSSE capability Questionnaire and associated documents
Categorisation (stoplight) record
Execution
Contract HSSE Plan
Reports on contractor HSSE performance
Minutes of meeting with contractor
Analyse/Improve
HSSE performance records
Referenced Documentation
Document Title
1. DSM 2500004-PR-01
2. International Association of Oil and Gas Producers – Report no. 423 June 2010
7.2.8.3 Pearl GTL Implementation:As described, the Contractor HSSE Management process was implemented in three phases.
7.2.8.3.1 Planning PhaseThe Planning phase focused on the identification, assessment, evaluation and selection of a Contractor Company according to their management capabilities. This phase covers the pre-award and selection of the Contractor Company.
Key document – Readiness to Start Procedure, see attachment?
7.2.8.3.2 Execution PhaseThe Execution Phase focused on the Contract HSSE Plan:
Planning
Task steps
Assess and analyse HSSE risks
Categorise mode of Contract
Confirm Contract Holder’s Competence
Select Contract HSSE Clauses
Identify eligible contractors
Evaluate HSSE Capability Questionnaire
Evaluate Contractor HSSE Performance in previous work
Evaluate need for a HSSE MS Audit
Band Contractors
Define Evaluation Criteria, Issue Tender/Bid
Evaluate Bids/Select Contractor for Award
Execution
Task Steps
Define and Approve Contract HSSE Plan
Execute Pre-Mobilisation and Mobilisation Activities
Monitor implementation of the Contract HSSE Plan
Analyse/Improve
Task Steps
Sharing Learning and Good Practice
Steer HSSE Improvements
Closeout of Contract HSSE Performance Report

58
HSSE in Transition through Project Phases
Restricted
HSSE Training and Competence■■ Demonstrated evidence of pre-site training (e.g., basic health and safety training, induction, discipline skills attainment etc.), for all Contractor employees on Site,
■■ A programme of HSSE training for each calendar year for all Contractor employees on Site was made,■■ Supervisor training for HSSE Leadership was identified (to be delivered),■■ A programme for Tool Box Talks (TBT). Each Supervisor must be involved in one TBT per week, (Note: these were in addition to the pre-job discussion that the Supervisor undertook prior to any work activity starting),
■■ A programme was put in place for the assessment and development of discipline skill training for each type of employee,
■■ A system was put in place for the retention and updating of training and competence records,
Safe Visits (SPSP)■■ One Safe Visit per week to be carried out by Contractor in support of the Site Hazard Management programme.
Hazard spotting and reporting■■ A programme was put in place to encourage employees to report on hazards (unsafe acts, unsafe conditions, near misses). Many of our Contractor partners incentivised their workers to contribute.
Accident reporting■■ All injuries must be treated and reported to the Site Medical Facilities.
Housekeeping■■ A system was put in place that included Supervisor and Worker responsibilities for maintaining a standard of housekeeping before work started.
HSSE Publicity■■ A plan was put in place for providing and maintaining publicity (posters, Goal Zero messaging, TBT, etc),
■■ Displays were maintained of HSSE performance information at prominent locations within the Contractor Offices/Accommodation.
For Mode 1 contracts the plan was owned by the contractor and developed with input and review from the Contract Holder (CH) and approved by the Contract Owner (CO).
For Mode 2 contracts the plan is owned by the contractor with input from the CH, HSSE staff and approved by the CO.
The HSSE Plan documented the level of HSSE risk in the contract scope (that included work in sub contractor yards and workshops if they were mode1, 2 activities) and documented the interface arrangements for HSSE management between parties (e.g., contractor, sub contractor and company) that ensured responsibilities for maintaining control were understood.
Contract HSSE Plan specified:■■ Depending on the Mode (1, 2) and the level of Risk (Low, Medium, High) the Contractor HSSE Plan contained the appropriate information to manage the hazards associated with the work.
Monitoring the implementation of the Contract HSSE Plan:■■ CH and Contractor Representative were visible in promoting Qatar Shell Pearl GTL’s commitment to HSSE (HSSE Commitment Statement, attendance at TBT and joint meetings, recognition awards etc).
■■ CH and Contractor Representative monitored the day to day implementation of the Contract HSSE Plan. This included as a minimum the timely close out of actions assigned, current HSSE performance, and any changes in the HSSE risk profile of current and future activities within the contract scope. For mode 1 and 2 contracts the CH and Contractor Representative were responsible for checking the work of the Contractor against the requirements of the Contract HSSE Plan.
The content and implementation of the Contract HSSE Plan was carried out in the following steps:
Contractor HSSE Organisation was defined.■■ The reporting relationships and HSSE responsibilities of individuals within the contractors organisation on Site, were detailed and documented,
■■ The competence and qualifications of HSSE professionals within the contractor company were detailed and documented,
■■ The format and frequency of Site Contractor HSSE meetings giving details of workforce involvement were stated,
■■ Identification of individuals responsible for activity work planning (e.g., work method statements), and implementation monitoring on Site, were stated,
■■ Arrangements for obtaining HSSE advice (implementing new/updated HSSE requirements) and for communicating through the organisation while on Site were stated.

59
HSSE in Transition through Project Phases
Restricted
Stoplight banding is only used for:■■ On-boarding of a new contractor,■■ Contract extension of an existing contractor,■■ Contractor not used on Site during the past 3 years.
Steer HSSE Performance improvementsThe CH steers HSSE performance improvement during the contract. HSSE staff annually update and review with the CH/CO and Category Manager/CP the stoplight bands of the current portfolio of contractors in order to recognise and improve performance.
The CH steers performance by monitoring the activity and achievement of the contractor on a day to day basis by being aware of work activity, progress and any issues. Part of the steer also comes via the longer review of the contractor in the annual portfolio review with HSSE, CO and CP. Agreement on the need for actions to improve performance by an individual contractor or the whole portfolio is then taken.
Close-out of Contract/HSSE Performance ReportFor medium and high HSSE risk contracts a documented report authored jointly by the CH and Contractor is produced and includes HSSE performance attained during the life cycle of the contract. This includes lessons learnt. The report is signed off by the CH, CO and Contractor Representative, noting those aspects not agreed.
GovernanceMode 1 Contractors: All mode 1 contractors are asked to conform to and comply with the Qatar Shell Pearl GTL HSSE MS. Alignment with the Qatar Shell Pearl GTL HSSE Objectives, Strategies, Key Performance Indicators (KPI) and Targets is pursued. Progress against the Contractor HSSE Plan is reviewed and signed off by the CH, CO and Contractor Representative on an annual basis. Those aspects that have not been achieved, achieved fully are noted in the review and sign-off.
Mode 2 Contractors: All mode 2 contractors have that their own HSSE MS interfaces with the Qatar Shell Pearl GTL HSSE MS and this interface is specific in reporting agreed HSSE performance data (as a minimum all relevant elements of the KPI) in addition to progress against the Contractor HSSE Plan. Progress against the Contractor HSSE Plan is reviewed and signed off by the CH, CO and Contractor Representative on an annual basis. Those aspects that have not been achieved, achieved fully are noted in the review and sign-off.
Sub-Contractors■■ The Contractors had to ensure that all subcontractors work to the Site did so to the HSSE standards prevailing at Pearl GTL,
■■ They also had to demonstrate methods for controlling and monitoring subcontractors HSSE performance. They did this by supervising and approving method statements and by workplace visits.
Compliance with the Contractor HSSE PlanPearl GTL (CO, CH, HSSE staff) monitor individual contractors on their HSSE performance and their record in implementing the HSSE Plan.
7.2.8.3.3 Analyse and Improve phase:Pearl GTL are in the Analyse and Improve phase now with most of the main Contractor partner companies that have been working at Pearl since commissioning and start-up. As has been stated many times before in this book, the journey that Pearl GTL is now on is a Goal Zero journey. Shell Pearl GTL, and the Contractor partners are on this journey together.
Work continues that started in Construction to develop a “one site one team” culture. It started with IIF but is now being continued through “Goal Zero”.
In addition there are contractual steps that are followed. These include:
Carry out review and report to the Contract Board■■ HSSE staff in collaboration with Contracts and Procurement (CP) staff and Contract Holder (CH), review annually with the relevant Contract Board the stoplight bands of Contractors involved in Medium and High HSSE Risk contracts. These reviews are used to discuss issues and strategies and obtain guidance from Senior Management, and to obtain benchmarks from CP files.
■■ The objective of this meeting is to review long term trends in stop light banding, recognise problem areas with certain contract skills and to agree to actions to address such problem areas.
Note: The intention is not to review the stoplight banding of an individual contractor company. Once a company is stoplight banded (at the beginning of the contract) the company keeps that band until contract end. The intention is to review the contract banding of the whole portfolio of contractors. The expectation is that over time there should be a decreasing number of contract companies which are banded amber or red. This progress over years will be reviewed annually.
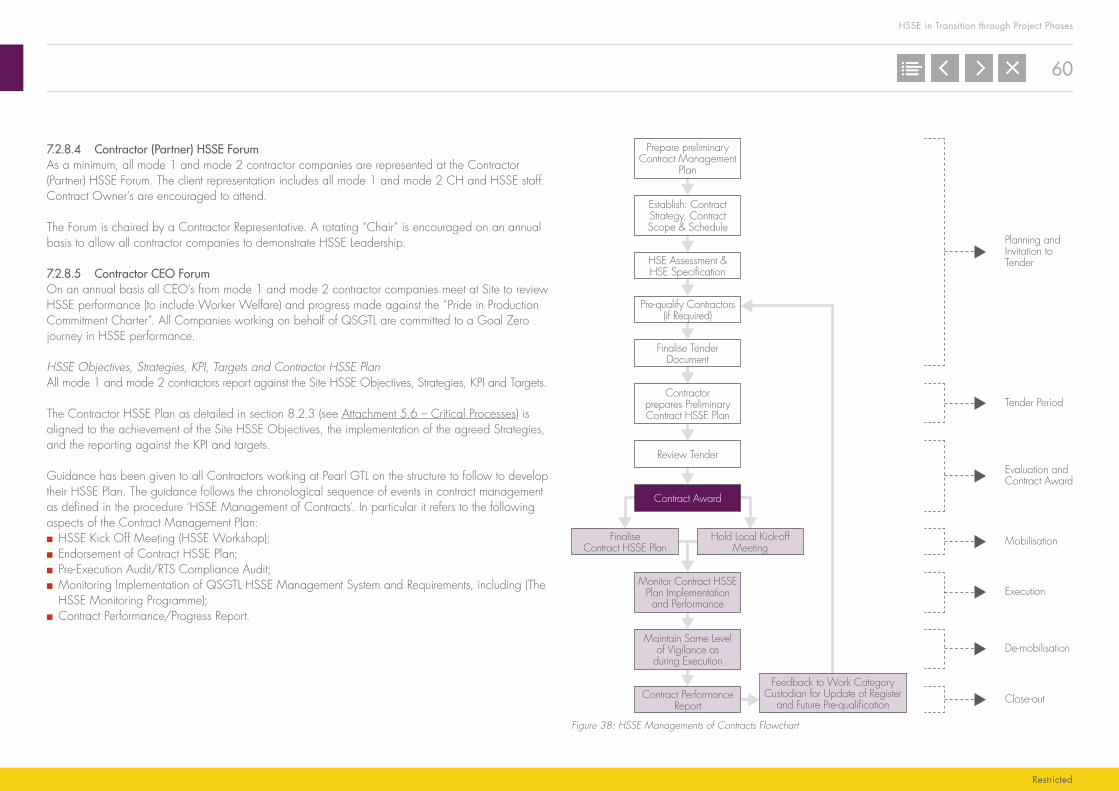
60
HSSE in Transition through Project Phases
Restricted
De-mobilisation
Execution
Mobilisation
Evaluation andContract Award
Tender Period
Close-out
Planning andInvitation toTender
Prepare preliminaryContract Management
Plan
Establish: ContractStrategy, ContractScope & Schedule
HSE Assessment &HSE Specification
Pre-qualify Contractors(if Required)
Finalise TenderDocument
Contractorprepares PreliminaryContract HSSE Plan
Review Tender
Hold Local Kick-offMeeting
Contract Award
FinaliseContract HSSE Plan
Monitor Contract HSSEPlan Implementationand Performance
Maintain Same Levelof Vigilance as
during Execution
Contract PerformanceReport
Feedback to Work CategoryCustodian for Update of Register
and Future Pre-qualification
Figure 38: HSSE Managements of Contracts Flowchart
7.2.8.4 Contractor (Partner) HSSE ForumAs a minimum, all mode 1 and mode 2 contractor companies are represented at the Contractor (Partner) HSSE Forum. The client representation includes all mode 1 and mode 2 CH and HSSE staff. Contract Owner’s are encouraged to attend.
The Forum is chaired by a Contractor Representative. A rotating “Chair” is encouraged on an annual basis to allow all contractor companies to demonstrate HSSE Leadership.
7.2.8.5 Contractor CEO ForumOn an annual basis all CEO’s from mode 1 and mode 2 contractor companies meet at Site to review HSSE performance (to include Worker Welfare) and progress made against the “Pride in Production Commitment Charter”. All Companies working on behalf of QSGTL are committed to a Goal Zero journey in HSSE performance.
HSSE Objectives, Strategies, KPI, Targets and Contractor HSSE PlanAll mode 1 and mode 2 contractors report against the Site HSSE Objectives, Strategies, KPI and Targets.
The Contractor HSSE Plan as detailed in section 8.2.3 (see Attachment 5.6 – Critical Processes) is aligned to the achievement of the Site HSSE Objectives, the implementation of the agreed Strategies, and the reporting against the KPI and targets.
Guidance has been given to all Contractors working at Pearl GTL on the structure to follow to develop their HSSE Plan. The guidance follows the chronological sequence of events in contract management as defined in the procedure ‘HSSE Management of Contracts’. In particular it refers to the following aspects of the Contract Management Plan:■■ HSSE Kick Off Meeting (HSSE Workshop);■■ Endorsement of Contract HSSE Plan;■■ Pre-Execution Audit/RTS Compliance Audit;■■ Monitoring Implementation of QSGTL HSSE Management System and Requirements, including (The HSSE Monitoring Programme);
■■ Contract Performance/Progress Report.

61
HSSE in Transition through Project Phases
Restricted
Whilst it cannot be done for all workers nor done for all trades, I would argue that a sample testing of workers from prospective Contractor Companies is undertaken prior to Contract award. As an example this could be for hazardous activities such as High Pressure water jetting, scaffolding, crane lifting and rigging, pipe work, electrical etc.
Another example is the quality and role of Contractor Supervision. I firmly believe that the role of Supervision is critical. This is often spoken about but most of the time nothing positive or practical is done to support and guide Contractor Supervision in what is required of them. Contractor Supervision are at the sharp end of trying to satisfy the client. Performance is often recognised in terms of flexibility; speed of delivery and in certain examples putting up with work conditions that are not as free of hazard as they should be.
At Pearl they are embarking on a Front Line Leader development program. This is for Shell staff principally, but is being extended to include Contractor Supervision. This makes sense.
And finally; the process steps are well defined to Manage Contractor HSSE performance. To do this effectively and efficiently requires a lot of hard work and a healthy awareness to verify and assure that what services have been asked for are being delivered to the standard that is expected.
Below is a personal note sent by David Martin and Paul Massih in 2011 that frames the critical importance of the role of Contractors and the imperative to manage and improve Contractor HSSE performance?
7.3 OTHER CRITICAL PROCESSESThe “other” five critical processes include:■■ Safe Place & Safe Person – observation and intervention program,■■ Site and Local Area Induction program,■■ Site and Local Area rules,■■ Safety Districts and SDOs,■■ Training and Competence (this is limited to the requirements to implement the ten critical processes as mentioned above). This is applicable to all of the other nine processes.
7.3.1 Safe Place & Safe PersonThis program is specifically designed to focus attention on the duty of care that a Safety District owner has key responsibility to assure. That is to provide a safe place of work and to ensure that people working within the boundaries of the Safety District are trained and competent in the tasks and activities that they are asked to perform and aware of the hazards prevailing in the Safety District.
7.2.8.6 SummaryContractor HSSE Management is a critical HSSE process that takes time and a lot of on-going effort to establish. Furthermore, work that aligns and shares common purpose to create a shared culture (Goal Zero) does not stop. Increasingly we are asking Contractor partners to undertake work that is at the sharp end, where hazards and risk from our processes and equipment are present. A duty of care and a shared responsibility for safe working must be in place. earl GTL is striving to achieve this.
If I can end this section with a few thoughts and personal observations about the experiences I and my team had carrying out the steps to establish a level of Contractor HSSE Management that was adequate.
It all starts with discipline competence. The skills required to carry out work that we want to take place. This requirement is initially focused at the individual level and then the team. Focus then moves to the Supervisor of the team, what his/her attitude and behaviours are, and then finally to Management and their role in enabling and supporting their workers and work to be executed. We are asking the Contractors to bring a discipline expertise to work that meets our expectations. As a client it is our responsibility to know and recognise what discipline competence and expertise looks like.
If I take the example of a pipe fitter; the ability to read drawings, make and break a flange, torque, etc are basic trade discipline skills you would expect of all personnel of that trade. After start-up we had a number of leaks from pipe-work and equipment that required maintenance. Concerns increase when leaks from the same equipment continues post maintenance intervention. Repeat failures require analysis. If analysis indicates ineffective maintenance an understanding of what that means is essential. One of the measures that we implemented post start-up has been the setting up of a pipe fitting rig in the Site Central Workshops area. A number of tasks are performed on this rig by pipe fitters from our Contractor partners so that a determination and assessment of skill can be ascertained. Not all personnel have met the required standard to pass this assessment. On-going work to improve on this situation is happening.
The example I give begs a number of questions. A reputable company earns its status by the quality of the work and service it provides. If, as we did at Pearl GTL, offer contracts to reputable companies, what are the guarantees that work will be executed in a way and each time to our satisfaction? It rests with the individual/team. It is therefore a requirement of the Contractor to ensure that all of the people under their employ are skilled in the tasks that they are asked to perform. In a Project environment where a large number of people are required, reputable companies have to considerably add to their core workforce. This is not without risk. My contention is; for a worker to be recognisable as a worker of a particular company they need to have a reasonable length of service with that Company.

62
HSSE in Transition through Project Phases
Restricted
7.3.2 Site and Local Area Induction program
7.3.2.1 Site InductionBefore any person can carry out unsupervised work at Pearl GTL they must undertake the Site Induction. For consistency this is delivered by CD, but there is always an Induction host who is present throughout the Induction engagement.
Whilst the messages as part of the induction, to inform about Site Rules, Local Area Asset Rules (Safety Districts), the main hazards at Site, what to do in an emergency, the behaviours expected from all who work at Pearl GTL, and more, engagement with the audience to establish understanding and clarification is key. There is always a “test for understanding” of the main messages from the Site Induction CD. This is a written/multi choice answer examination. Normal workers will take approximately 15 minutes to complete. There is a pass/fail criteria.
All workers at Site will undertake refresher training of the Site Induction on a three yearly interval. The detailed site and local are induction presentations are included in Attachment 5.6 – Critical Processes. A special presentation on Pearl GTL H2S induction is available in Attachment 7 – Resources.
7.3.2.2 Local Area Asset InductionIn addition to the Site Rules, which are applicable to all areas, there are also complimentary Local Area Asset (Safety District) rules that are written specifically to address the hazards and work environment conditions that are unique to that Asset/Safety District. In addition and of significant importance, Local Area Inductions are accompanied with a Site visit. This is an opportunity to show workers new to the area, what has been spoken about, to see exactly where muster points are, where windsocks are situated, etc. Visualisation is seen as a necessary reinforcement of the verbal messages given during induction.
7.3.2.3 Site and Local Area RulesPearl GTL has a rule set that is mandatory to observe and follow. Compliance is taken seriously and if violations to rules are observed a zero tolerance to accept non compliance is applied. All violations are investigated to determine the reasons why. A Just Culture approach is adopted to ensure fairness and consistency of approach to all workers.
There are three key sets of rules applied:■■ Shell’s Golden Rules,■■ Shell’s Life Saving Rules, and■■ Pearl GTL Site and Local Area Rules.
In essence Safe Place and Safe Person has been designed to observe the behaviours of people carrying out work in a Safety District, and the attitude and behavior of personnel providing a safe place of work for people working in a Safety District.
The most basic responsibility for providing a safe place to work is to ensure that minimum standards of housekeeping are in place. Depending on the scope of your housekeeping program, assets can positively influence safe working by providing housekeeping standards to be proud of. At Pearl GTL we took account of accepted theory on Behavioural Safety – Human Factors, that is that 80% of work related accidents are down to employee behavior or human factors, in the form of acts and omissions. Furthermore, if we recognise that there are many reasons why employees engage in ‘at-risk’ behavior at work, for example, cutting corners to save time, ergonomic factors, reinforcement of at risk behavior by the action of supervisors, misunderstanding at-risk behavior and instinctive risk-taking behavior. It follows that if housekeeping conditions at a place of work are poor there is an increased likelihood that there will be behavioural slips or lapses by workers. This will inevitably result in accidents.
The housekeeping program implemented at Pearl GTL is not unique. Pearl GTL provide a safe place of work through discipline, the efforts to provide, the urgency to correct and the firm belief of a duty of care. However, the maintenance of acceptable standards does not come without regular inspection. At Pearl, all Safety Districts are visited by an independent team on a monthly basis. All areas of the Safety District are assessed and scored. This involves both quantitative and qualitative measures. The results are tabulated. There are four categories of attainment that have been linked to the Qatar Airways loyalty program, Gold, Silver, Burgundy, and a category that is “on notice” to immediate improvement. SDOs want to know why any area within their Safety District is below the Gold standard. So they should. The results of these housekeeping inspections are communicated asset wide each month and will be discussed at the monthly Asset HSSE Steering Committee as necessary.
Details of the Pearl GTL Housekeeping program are given in Attachment 5.6 – Critical Processes.
The second part of the program is “Safe Person” and this is focused on the behaviours of people at work. This is done by observation. At Pearl we call this “Safe Visit”. The observations carried out are against measurable categories of work and the behaviours of workers carrying out the work. This approach is a task oriented view of behavior, and it treats safe behavior as a critical work related skill.
Details of the Pearl GTL Safe Visit program are given as Attachment 5.6 – Critical Processes.
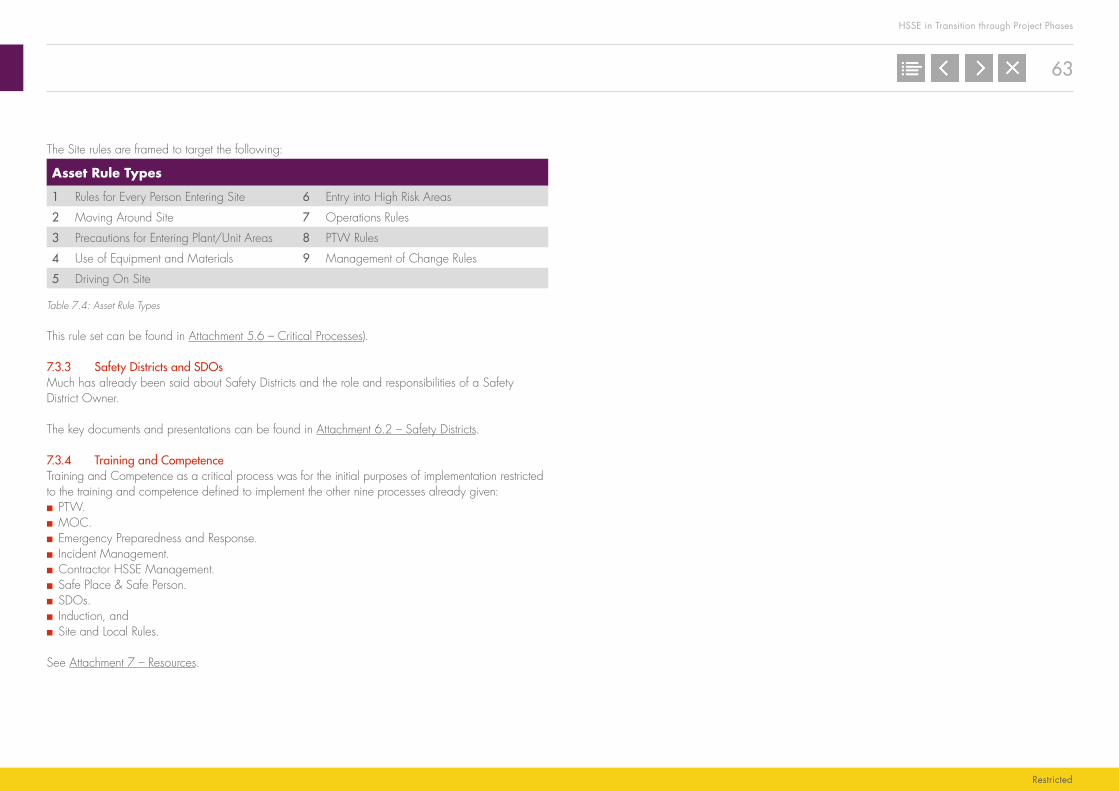
63
HSSE in Transition through Project Phases
Restricted
The Site rules are framed to target the following:
Asset Rule Types
1 Rules for Every Person Entering Site 6 Entry into High Risk Areas
2 Moving Around Site 7 Operations Rules
3 Precautions for Entering Plant/Unit Areas 8 PTW Rules
4 Use of Equipment and Materials 9 Management of Change Rules
5 Driving On Site
Table 7.4: Asset Rule Types
This rule set can be found in Attachment 5.6 – Critical Processes).
7.3.3 Safety Districts and SDOsMuch has already been said about Safety Districts and the role and responsibilities of a Safety District Owner.
The key documents and presentations can be found in Attachment 6.2 – Safety Districts.
7.3.4 Training and Competence Training and Competence as a critical process was for the initial purposes of implementation restricted to the training and competence defined to implement the other nine processes already given:■■ PTW.■■ MOC.■■ Emergency Preparedness and Response.■■ Incident Management.■■ Contractor HSSE Management.■■ Safe Place & Safe Person.■■ SDOs.■■ Induction, and■■ Site and Local Rules.
See Attachment 7 – Resources.
64
HSSE in Transition through Project Phases
Restricted
8. FINALLY
hardware. This is the fertile ground that experts, expert teams from outside the immediate Project can add value and support.
10. Do not be a “Safety Policeman” – Whilst at times you may want to tell people what to do, to order people to work safely, this type of approach does not work. Such a mentality results in the creation of safety programs that restate the same old regulations and policies that have been written countless times before. Such safety programs become the domain of the Safety Policeman that only they read and understand. This is not a practice that should be encouraged.
8.3 CULTURE11. Culture transition – Strive to achieve a “one team, one project” culture. The mindset and behaviours
that came about from the Incident and Injury journey describes the Construction HSSE Culture at Pearl GTL. Culture is a day to day focus. The end point of a Construction HSSE culture is when the last construction activity is completed. The transition of the right behaviours, values and mindset through phases of a Project journey is essential to keep people safe. Whilst rules change to reflect the changing hazard profile, the enablers to culture are consistent and should be continued.
12. Safety is a value – Safety as a program to inflict on an organisation, on a project, does not make sense. Safety as a principle, as a value, as a part of nature does make sense. Focus should be given on how to inculcate into individuals the value of wanting to protect themselves. If people can look after themselves, they may be willing to look out for others. When all people on a project can accept personal responsibility for safety, working (and living) safely ultimately becomes a project wide value and culture.
8.4 GOVERNANCE AND CONTROL: TRANSITION FROM CONSTRUCTION TO COMMISSIONING
13. What is the point of transition? – The decision point when to declare an area a “Commissioning Area” and as such subject to commissioning controls comes when the main prevailing hazards, risk profile and major consequences are resultant from commissioning activities. A formal walk-down of the area and an assessment of its commissioning readiness should be made; this should include a punch list of outstanding work. The punch list forms the basis of assessment and agreement for a zone or an area to transition from Construction to Commissioning control. A pragmatic but controlled transition should be pursued.
14. What is the Commissioning organisation responsible for? – The Commissioning organisation should take responsibility for zones and areas of plant and equipment and all work carried out on plant and equipment in zones and areas under commissioning. This requires a certain organisational skill set. Hazards that are invisible to the naked eye, under pressure, hot, move silently from one point to another by the operation of a valve demand a level of oversight, control and permission different from what is seen in general during Construction.
A distillation of 30 considerations from the content of this book that I would advocate as a point of reference.
8.1 AT THE START OF A PROJECT1. Pursue excellence – define key focus areas and commit to deliver. For the Pearl Project
Construction and Commissioning phases, this resulted in Five focus areas:a. Leadership.b. Worker Welfare.c. Training.d. Communication.e. Life Critical Activities (LCA).
2. Culture – create a culture that maximises the value in contribution of the focus areas chosen to achieve excellence.
3. Leadership – Establish visible, servant leadership at all levels within the organisation. This must include Contractor partners.
4. Welfare – Showing respect and care matters. Provide an environment where people feel valued. Manage this as a critical success factor.
5. Training – provide training that ensures standards of discipline competence. Provide development training to explore potential. Recognise safe working as a skill in the same way that the quality of an outcome and speed of delivery is measured.
6. Communication – The ability to communicate effectively is hard work, but it is essential that you try and get it as right as you can. Recognise what it takes to effectively communicate and becoming organisationally skilled in good communication. Use simple words to convey a message and take time to actively listen and confirm understanding.
7. LCA – The identification of activities that can kill or seriously hurt people should be a priority focus. Pearl GTL started with 11 activities and worked hard to deliver excellence in each activity.
8.2 WHAT SHOULD A CSU HSSE IMPLEMENTATION MANAGER/SAFETY LEAD DO?
8. Ask for support – leverage expertise from within the Shell Group (and outside if needed) and form a partnership/collaboration to resolve issues and meet goals.
9. Knowing what to do is essential, knowing how best to do work is real value – We can all, relatively experienced and less experienced, benefit from a more rigorous and independent assessment of what we plan to do. A good plan articulates how goals set can be achieved. Focus should concentrate on examining the strategies to achieve a plan. Strategies articulate how implementation is undertaken. Furthermore, advocating examination of proposed strategies to include testing and inspection is as relevant for the work and function of people as it is for
65
HSSE in Transition through Project Phases
Restricted
■■ Asset Rules, and■■ Asset Induction
18. What does a typical HSSEMS comprise? – A set of Manuals, Cases, Rules, Procedures, Guidance, and Plans enabled through Instructions and at the task level through Job Aids.
19. Who should get involved in the development of documents that comprise the HSSEMS? – In a perfect world a collegiate approach of experts and practioners in the development of how such processes and procedures are documented and implemented is the ideal course to follow. Or is it? In a Project environment when time is a critical element to manage there is a real risk that if too many views on matters are listened to, progress can be slow with little or no value seen from engagement. Be careful not to get involved in a beauty contest of different views about how a practice or process has been implemented previously. Endless discussions can ensue on periphery items. There is a limit to how many different views can be accommodated before a piece of work loses context and instead becomes disjointed, and you run out of time and become late to implement. External to the Project validation by expertise within the Shell Group to what is developed and then a focus on implementation should be the approach to follow. Thereafter and based on practical experience of implementation, internal views can be listened to for improvement.
20. What is a HSSE Plan? – HSSE Plans are a statement of what the organisation wants to achieve in a defined period of time. They are recognisable through the objectives set, the (Key) Performance Indicators that monitor, measure and report on progress. Furthermore, the main strategies and actions chosen to achieve objectives are defined, resourced and allocated responsibility.
21. How do you recognise a good HSSE Plan? – Good plans satisfy the What, When, Why, Where, Who and How. Good Plans are simple. Plans are subject to review and when Plans are assessed as not meeting expectations then they should be subject to adaptation. Plans should take account of the ambitions of the organisation, but should be realistic and cognisant of the capabilities available to deliver. A Plan should create tension to achieve but not be too unrealistic. It takes skill to develop a good Plan. It is not an administrative exercise that collects a number of actions to do. How good is your HSSE Plan?
22. Implementing a HSSE Plan is a key activity – A HSSE Manager should take responsibility and propose how a HSSE Plan is to be implemented through the use of appropriate strategies. Networking and utilising Group expertise and resources (documents, people and examples of good practice) so that the HSSE Plan to be implemented benefits from expert views and in-sights into what and, importantly how to implement is strongly recommended. Do not be afraid but welcome the opportunity to submit to an assessment of capability to implement the HSSE Plan. Assessment should focus on the Leadership to deliver and the organisational competence and capability to implement.
15. Rules and compliance to rules become a point of work control in Commissioning to a degree greater than is seen during Construction. To help manage an increasing rule based and compliance driven culture, commissioning work is helped by implementing a simple control philosophy that asks consideration of;■■ Supervision,■■ Standards,■■ Surveillance,■■ Separation,■■ Synchronisation,■■ Planning,■■ Preparation, and ■■ PTW.
This is known as the 5S and 3P framework.
8.5 HSSE MANAGEMENT SYSTEMS16. What are the first steps to take to develop a HSSEMS? – Developing a Management System
requires an understanding of context and considerations. Key are standards and the importance of the HSSE Manual. The processes of hazard identification, risk management and the assignation of people to carry out tasks and activities deemed critical to maintain barriers from threats must take place. This work forms part of the HSSE Cases. A rule set that includes the Life Saving Rules, Golden Rules, Asset Rules and Area Asset Rules provides clear boundaries that must be observed and followed. A set of procedures that describes how to apply and implement critical processes identified as part of HEMP will be required. Finally the role of the annual HSSE Plan developed throughout the phases of the Project into the Plan and Journey Book of the Run and Maintain organisation will drive the organisation and performance forward.
17. What are critical processes? – The processes identified as barriers to threats during HEMP meet this definition. It is to these processes that high importance for implementation should be given. These are the processes that require effort first to establish a minimum level of control. They are:■■ PTW,■■ Management of Change,■■ Incident Management,■■ Emergency Preparedness and Response,■■ Contractor HSSE Management, ■■ Safe Place, Safe Person (Behavioural Safety),■■ Safety District ownership,■■ Training & Competence (limited to Critical Process implementation),

66
HSSE in Transition through Project Phases
Restricted
unsafe and how this work can be carried out safely is not a skill resident in all personnel carrying out work activity observations. Whilst it is a necessary and important first step to recognise when work is being carried out unsafely, being competent to explain why, and then offer alternatives establishes respect and working relationships. This can be a big part of the daily work of trade discipline skilled people temporally seconded to support HSSE standards during Project phases.
The majority of recruits into the HSSE team at Pearl were from an Operational background, either Senior Operators or in some cases Operations Supervisors. In addition, a flavor of trade discipline personnel, Scaffolding, Crane Lifting, Rigging and Piping were also added to the mix. This proved essential.
8.7 SAFETY DISTRICTS27. What are Safety Districts? - Safety Districts are a geographical area of a Project. There can be
many Safety Districts, but there has to be an organisational logic to the number. Furthermore, each district can be further divided into zones during Project transition. These zones would enable the transition of a district from one phase (Construction) to the next phase (Pre-Commissioning/Commissioning). As Safety Districts transitioned specific HSSE requirements for that phase would be identified and implemented. Safety Districts are a critical organisational design that enabled appropriate HSSE transition through the phases of the Project.
28. Who is responsible for the governance of a Safety District? – A SDO is responsible for work and HSSE performance within the geographical boundaries of a Safety District. As for all roles, a clear set of responsibilities and accountability must be established for a SDO.
29. Typical responsibilities of a SDO - Each SDO and the organisation controlling work in a Safety District must, amongst many other things, ensure that HSSE information is current for the hazards and risks associated with work being carried out at that time. Whilst this is a critical responsibility normally, as a Safety District transitions through major phases of activity, Construction to Commissioning and into CSU, the discipline to stay in control and maintain HSSE information that is current to the prevailing work and conditions, and is readily available, is a major task. At Pearl GTL the PMC played a pivotal role in coordinating and supporting this work. To fulfill this organisational responsibility, at Pearl the PMC through the SDO implemented a simple set of rules and guidance that detailed the Commissioning HSSE strategy for safe working from RFP through RFC into Commissioning and Start-Up and Run and Maintain. The topics included below have been defined to manage and mitigate foreseeable HSSE issues assessed as likely to happen during pre-commissioning and commissioning of a major Oil and Gas facility that was Pearl GTL. The list given is not exhaustive but indicative of what needs to be done:■■ RFP Certificates.■■ RFC Certificates.■■ Commissioning Safety Area segregation/Access Control.■■ Livening up Notices.
8.6 HSSE ORGANISATION ROLES AND RESPONSIBILITIES23. What should a HSSE team do? - The requirements (What) that is needed to deliver a HSSE team
(People) to implement effective HSSE Management through the phases of the Project is stated as part of the Shell Group HSSE Control Framework. They are given below:
Organisation, Responsibilities, Resources, Standards and Documents■■ Establish and maintain an organisation that delivers HSSE requirements and effective HSSE management.
■■ Define and assign HSSE roles, responsibilities and authorities to individuals, ■■ Ensure personnel have the competence needed to perform their HSSE roles and responsibilities.■■ Identify HSSE critical positions and ensure that individuals in these roles are competent.■■ Maintain HSSE information that is current and readily available.
24. Until a Manager understands the scope of what is required of their team, the context of the total work and the timeframe to deliver, a fit for purpose analysis of resource (numbers of people and competence set) cannot be effectively done. This is particularly sensitive in a Project environment. Others may argue that archetype organisations for project phases such as CSU HSSE are known and are a basis for following. That is an assumption to respect and take notice of, but contend that analysis is always needed to define requirements that are specific for the challenges each Project can bring. An analysis can be done relatively quickly by a CSU HSSE Manager and in doing so instill ownership and responsibility for what is proposed.
25. Ensure that your team has the capabilities to face up to the challenges that each of the Project phases presents - When preparing for pre- Commissioning, Commissioning and the SIMOPS challenge, assessment on how best to support safe working through these phases is necessary. Whilst it is a given that the HSSE organisation will work to ensure HSSE standards and requirements are implemented, in the different phases of Project work the question of how best this is done needs to be discussed and agreed. It is usual to have a core element of professional HSSE expertise. As this core is added to during the phases, be it Construction or Commissioning, the necessity and value to “temporarily” second trade discipline skilled personnel into the HSSE team can prove invaluable, not only as experienced at Pearl, but also in China on the Nanhai Petro-Chemical complex start-up. At Pearl a mix of trade discipline skilled people were recruited with a very clear and simple purpose; to carry out roles that supported the implementation of trade standards of work that resulted in safe work outcomes. The HSSE Inspection team therefore needed to be competent in a variety of trade discipline skills. This is what was recruited.
26. What benefits result from having trade discipline skilled people seconded to a HSSE team during a project? - The advantage of recruiting discipline skilled personnel into a HSSE team results in interventions being made that with knowledge and in-sight correct practices that are unsafe and show “How” safe work can be undertaken. Being able to explain why work is observed as
67
HSSE in Transition through Project Phases
Restricted
To implement each critical process requires discipline and a standards approach that assures compliance to the Shell Group Control Framework. Training to make target audiences aware and knowledgeable about requirements is the next step. For those that will be active in implementing each process, further training and practice is required to enable skill. It is normal that selection criteria are used for those chosen to actively implement critical processes. After training but before authorisation is given to carry out the role, a process of assurance that examines a person’s readiness to carry out given responsibilities should be undertaken. This is often done by interview that would include as a minimum, the Process Owner of the Critical Process.
Live Site Induction that included:■■ PPE Requirements, ■■ Commissioning Area Safety Rules.■■ Commissioning PTW.■■ Site emergency procedure during commissioning.■■ Go/No-go Events.■■ Blind isolation requirements.■■ Control of battery limits.■■ Working with nitrogen.■■ Understanding H2S dangers.■■ Commissioning Safety Signs and Notices.■■ Energised systems.■■ Control Room Rules.■■ SIMOPS recognition.■■ Area specific risks (e.g., ASU will have Cryogenic Hazards).■■ Commissioning Safety Signs and Notices.■■ Construction and Pre-commissioning PTW.■■ CSU PTW.■■ Punch List Clearance.■■ Electrical Safety Rules during Commissioning.■■ Site emergency response and evacuation plans during Commissioning.
8.8 HSSE CRITICAL PROCESSES30. Pearl GTL HSSE Critical Processes:
■■ PTW,■■ Emergency Preparedness and Response,■■ Incident Management,■■ Management of Change,■■ Contractor HSSE Management,■■ Safe Place and Safe Person – observation and intervention program,■■ Site and Local Area Induction program,■■ Site and Local Area rules,■■ Safety Districts and SDO,■■ Training and Competence (this is limited to the requirements to implement the critical processes as mentioned above).

HSSE in Transition through Project Phases
Restricted
EAR99
RestrictedThis document is classified as Restricted. Access is allowed to Shell personnel, designated Associate Companies and Contractors working on Shell projects who have signed a confidentiality agreement with a Shell Group Company. ‘Shell Personnel’ includes all staff with a personal contract with a Shell Group Company. Issuance of this document is restricted to staff employed by a Shell Group Company. Neither the whole nor any part of this document may be disclosed to Non-Shell Personnel without the prior written consent of the copyright owners.
Copyright 2013 SIEP B.V.The copyright of this document is vested in Shell International Exploration and Production B.V., The Hague, The Netherlands. All rights reserved. Neither the whole nor any part of this document may be reproduced, stored in any retrieval system or transmitted in any form or by any means (electronic, mechanical, reprographic, recording or otherwise) without the prior written consent of the copyright owners.
Designed and Produced by:896405 – Graphics Media and Publishing Services (GMP), Rijswijk





























