-
7/25/2019 621306-JAN 2016_selected-pages (1)
1/39
From developi g sustai able
power for watercraft to providi g
eco omic opportu ities for the
dise fra chised, i dustrial e gi eers
are buildi g a better world
Engineerswho make
a difference
Industrial Engineer
VOLUME 48 : NUMBER 1: $17.50JANUARY 2016
Value stream analysisfor lean facility design
How many employeesdo you really need?
New manufacturing focusat New Mexico State
Old military aircraft requirehigh maintenance
Engineering and management systems at work
http://-/?-
-
7/25/2019 621306-JAN 2016_selected-pages (1)
2/39January 2016 | Industrial Engineer 31
VALUE STREAMDESIGNING A FACTORY
actur
could be viab hed b
By Klaus Erlach and Erin Sheehan
-
7/25/2019 621306-JAN 2016_selected-pages (1)
3/39
Valuestreamdesigningafactory
32 Industrial Engineer | www.iienet.org/IEmagazine
The design of optimal produc-
tion procedures is a factory
planners most important and
central duty. This undertak-
ing must overcome various ob-
stacles, such as factory-specific
restrictions and conflicting manufac-turing objectives.
Additionally, as soon
as an ideal state is nearly reached, the
goal posts are shifted again, as customer
wishes, production technologies and le-
gal requirements are subject to constant
change. As a result, the never-ending
task of optimizing production and its
requirements on factory design are ever
present in all factory operations.
For the last 15 years, following the re-
lease of Lear i g to Seeby Mike Rother
and John Shook, companies have used
the value stream method to improve
the transparency of their processes and
highlight production system waste for
potential improvement projects. While
mapping alone may provide some ben-
efit, Fraunhofer IPA in Stuttgart, Ger-
many, has taken this practice to the next
level, using value stream maps to me-
thodically redesign production systems
to their lean ideal state.
This art icle details the effectiveness of
the value stream method for production
system design, describing the procedures
and guidelines that have been tried and
tested in numerous industries. This
method has proved effective at increas-
ing the competitive edge of manufac-
turing sites, even in high cost countries
like Germany, Austria, Switzerland, the
United Kingdom and the United States.
Value stream methodThe value stream method starts with an
analysis phase, or value stream analysis,
that consists of an extended value stream
mapping followed by two performance
checks of the production system.
The second phase, or value stream
design, redesigns the analyzed produc-
tion system from scratch. This is a group
activity with process experts and a value
stream design moderator. The modera-
tor takes the experts through the pro-
duction operations backward from the
customer perspective following a set of
eight value stream design guidelines.
Finally, in value stream management,
mechanisms are put in place to maintain
the optimal operating point.
Preliminary steps include selecting
an appropriate value stream, or creat-
ing product families, and calculating
customer takt time. Depending on the
process complexity and product palette,
selecting which value stream to analyze
can require some effort. To consider
relevant interactions between product
variations, it is recommended to con-
sider a group of products that fully uses
the equipment of a factory segment.
These products ideally have the same
workflow (e.g., stamping, painting, as-
sembly) and similar characteristics (ma-
terial, size) as shown in Figure 1. This
means this equipment is exclusively usedfor this product
family.
With a cohesive product family, the
customer takt time can be calculated
and checked against the available capac-
ity of each manufacturing operation in
the next phase.
Phase 1:Value stream analysisThe value stream analysis
encompasses
the systematic mapping of a production
systems current state. This consists of
surveying each production operation,
noting key parameters of the material
flows and the information flow.
The information obtained can be
transferred into a value stream depiction
using standard symbols and language.
This allows the waste to be identified
clearly, making factory operations trans-
parent to the improvement team and
management.
The analysis uses a snapshot method,
taking measured values from a factory
visit to represent typical factory condi-
tions. In the first round, the production
flow is mapped by way of interviews,
measuring and counting.
The underlying concept of any val-
ue stream analysis is the focus on the
customers point of view because the
customers perspective has to dictate
the requirements placed on the overallproduction system and on
each indi-
vidual operation. Therefore, the team
of experts should start their first round
of value stream mapping from the ship-
ping end, thinking about what custom-
ers want while team members walk the
shop floor upstream along the material
flow. During the mapping activity, the
experts collect relevant process param-
eters, including machine cycle times,
numbers of product variations, setup
TFIGURE 1FIGURE 1
Formative criteriaProduct families can be formed based on the
order of operations or the products
common attributes.
http://www.iienet.org/IEmagazinehttp://www.iienet.org/iemagazine
-
7/25/2019 621306-JAN 2016_selected-pages (1)
4/39January 2016 | Industrial Engineer 33
times and quality rates. The inventory
before the process is counted by hand if
possible.
In a second value stream mapping
round, the information flow is sketched
using data collected through interviews
with the production planning and con-
trol department. The collected data in-
clude the order processing procedures,
frozen zones, order sequencing criteria
and order penetration points. Relevant
production parameters are sketched onsite by hand, requiring
minimal effort.
The result is a transparent and well-
arranged depiction of a complete value
stream, including production processes
and material and information flows on
a single sheet. This changes our per-
spective from the details of individual
processes and resources to the logistic
linkage of the different production pro-
cesses.
To gauge the performance of the cur-rent value stream, two
current-state per-
formance checks are done at the end of
the mapping activity.
The first performance check answers
the simple question: How much of the
lead-time is productive? By calculating
the flow rate, or the ratio of total pro-
cessing time (value-added time) to the
lead-time, the room for improvement is
clear.
The second performance check ad-
dresses the topic of balancing. After the
cycle time of each operation is calcu-
lated, along with a correction factor for
lost availability, quality or setups, these
calculations can be shown in a balanc-
ing chart against the customer takt time.
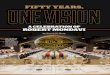
Figure 2 shows how the capacity of
each process stacks up to the customer
demand for a sample value stream. The
simple comparison of process perfor-
mance with customer demand shows
bottlenecks and waste through over-capacity.
Phase 2: Value stream designWith the aid of eight well-proven
de-
sign guidelines of value stream design,
an optimized future state of production
can be developed in a systematic man-
ner. This leads to radically shortened
lead-times as well as significantly higher
transparency in production control.
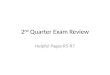
The objective of the guidelines (shownin Figure 3) and the
process is to create
an ideal state of the production system,
specifying the required machines, their
mode of operation, their logistical link-
ages, buffer sizes and the control logic
of the system. The approach consists of
applying the eight guidelines in a set or-
der to yield the same results, regardless
of the user.
The first guideline, adjusting to takt
time, ensures that the machine capacity
of each operation reflects the customer
demand, while considering setups,
availability and quality. Ideally, each
process should have a slight overcapacity
of less than 5 percent.
The second guideline, process in-
tegration, states that two successive pro-
cess steps with high reliability and no
process-driven resting time should be
integrated into one step if possible. This
eliminates the buffer and the lead-time
between the processes.If guideline two is not possible be-
cause of a necessary resting time or
low reliability, guideline three calls
for connecting the two processes with
a first-in, first-out (FIFO) buffer. Both
guidelines two and three could be ap-
plied to either single-piece processing or
batch processing as long as the upstream
and downstream operation processes
parts in the same sequence.
Sometimes a change in productionsequence is required, such as
when alter-
nating batches of stamped parts must be
joined downstream in assembly or when
alternating batches of painted parts in
a paint shop must be sequenced with a
mixed model line downstream. Guide-
line fourcalls for using kanban to con-
trol both cases.
To manage the complexity of a man-
ufacturing system, it is important for all
orders to enter the system at a defined
FIGURE 1FIGURE 2
Bottlenecks and wasteThis balancing chart is for a damping
coupler spring value stream.
-
7/25/2019 621306-JAN 2016_selected-pages (1)
5/3934 Industrial Engineer | www.iienet.org/IEmagazine
Valuestreamdesigningafactory
entry point, which guideline five
calls a pacemaker process. Additionally,
to ensure the smoothest and steadiest
loading of the production system, or-
ders should be combined into uniform
release units. This creates a steady flow
and prevents fluctuations in capacity, as
described in guideline six.
Since production of some types of or-
ders may use different resources or ma-
terials, it is important to mix the orders
well when entering them into the pro-
duction system (guideline seven). This
prevents strong fluctuations in the prod-
uct mix from overloading nonbottle-
neck resources in the short term, whichcould create dynamic
bottlenecks,
also known as the bull-whip effect.
Even small deviations in machine ca-
pacity will cause unneeded inventory
and increased lead-time. To prevent this,
each process may only produce as fast as
the downstream bottleneck. Guideline
eight describes how to use the bottle-
neck to control the production rhythm.
The Fraunhofer IPA value stream
design workshops require the partici-
pation of middle management, mate-
rial handling, production planning and
control, shipment, quality control and
purchasing, along with the lean expert.
The workshop starts on a clean slate,
allowing an ideal workflow to be cre-
ated while avoiding old roadblocks in
thought. The group applies the method
by applying the eight guidelines of value
stream design in their numerical order.
The workshop starts with assuring
each individual process is as close to the
customers takt time as possible, balanc-
ing the capacities. Finally, the buffers
between the processes are dimensioned,
and the logic behind the production con-trol (e.g., leveling)
and scheduling is set.
The book Value Stream Desi stresses
that the eight design guidelines provided
by the value stream design method have
to be applied strictly in their numerical
order. The workshops must follow the
value stream design method and be led
by a goal-oriented moderator.
The result is a transparent factory
that promptly meets customer demand.
Clear information flows, low-inventory
material flows and production processes
in perfect tune with customer takt times
characterize all production segments
and their respective value streams.
An example in TennesseeThe Electrolux cooking range fac-
tory in Springfield, Tennessee, invited
Fraunhofer IPA to apply the value
stream design method in 2014 with the
goal of improving flexibility while re-
ducing throughput time.
The production process consisted of
stamping the sheet metal parts in lots
on one of six transfer presses and then
painting or enameling them in one offive paint flows, depending
on the re-
quired heat resistance and durability.
Each of the transfer presses fed multiple
paint flows, which makes planning and
controlling production complex, along
with requiring a large amount of floor
space for unpainted inventory.
This unpainted inventory buffer had
to bridge the long setup times on the
press shop. But the inventory also had
to be adequate enough to supply parts
FIGURE 1FIGURE 3
Step to the futureThese eight guidelines can help your
organization value stream design an optimized future state.
http://www.iienet.org/IEmagazinehttp://www.iienet.org/iemagazine
-
7/25/2019 621306-JAN 2016_selected-pages (1)
6/39January 2016 | Industrial Engineer 35
for each paint stream because, at times,
parts for only one paint stream were be-
ing produced. The factorys tight layout
required holding part of this inventoryin a separate warehouse,
adding extra
costs for material handling and rent.
Downstream on the assembly lines,
the products were assigned to lines by
type (self-clean vs. manual, electric vs.
gas). Manpower utilization was com-
plex because of the current assembly line
setup, along with the fact that different
products required varying labor con-
tent. During the value stream workshop,
team members suggested adding an ad-
ditional assembly line to eliminate the
need for a third shift and increase worker
utilization by only running high work
content products.In the press shop, it was clear that a
fixed assignment of parts to certain
transfer presses would reduce planning
efforts through segmentation. Seg-
mentation is the division of job-shop
organizational structure where all ma-
chines are assigned jobs by capacity to a
dedicated machine structure where ma-
chines exclusively process a smaller set of
parts. Since the press shop had six dif-
ferent customers (the different paint and
enamel streams in the paint shop), it was
only natural to divide the machine ca-
pacity of the press shop by this criterion.
In a data analysis, the team deter-mined exactly what parts
required
which type of transfer press and paint
stream as well as the monthly demand
for each part. Since the same parts rarely
went to different paint streams, it was
possible to assign each transfer press to
a maximum of two paint streams. With
this segmentation, at least three paint
streams were being actively supplied
with parts at any time, requiring a sig-
nificantly smaller buffer.
VSM adds blessings outside of manufacturing
Value stream mapping can bring benefits beyond the manufacturing
sector, at least according to
Financial Advisormagazine.
Savant Capital Management in Rockford, Illinois, and Chicago won
the Best-In-BusinessImpact Award from Charles Schwab Advisor
Services, with much credit going to the firms value
stream mapping process. The operational improvement process
helped Savant add capacity
without sacrificing quality, increasing trading volume by 82
percent with no new hires.
In addition, the VSM initiative has enabled paperless tracking
and management of asset
transfers by building a new interface and optimizing its data
warehouse system.
-
7/25/2019 621306-JAN 2016_selected-pages (1)
7/39
http://www.iienet.org/IEmagazinehttp://www.iienet.org/iemagazine
-
7/25/2019 621306-JAN 2016_selected-pages (1)
8/39January 2016 | Industrial Engineer 37
Assessing your workloadRegularly chec
is a mBy Raj Sanne
-
7/25/2019 621306-JAN 2016_selected-pages (1)
9/3938 Industrial Engineer | www.iienet.org/IEmagazine
Assessingyourworkload
In manufacturing, we come across many different types
of processes, including sheet metal, machining, chemical,
process, mining, electronics and assembly operations. All
of these processes, whether they are automated or still
require manpower, must be monitored in some way to
ensure that they are being operated safely and making
products that meet quality and customer requirements.In process
industries the number of people required to op-
erate a plant depends on factors like technology,
automation,
criticality of processes and safety. As technology matures
and
processes become more automated, manpower requirements
should decrease over the long term.
This is a case study of workload in a process industry that
converts wood to rayon fiber in an Asian country. The compa-
ny has been in existence for more than 60 years and has
plants
in a number of locations in several Asian nations. The
process
was developed and patented by the company many years ago.
The processWood required for processing is grown on dry land by
farm-
ers who are contracted to supply the material. After the
trees
grow to their required size, they are cut down into logs and
transported to the plant by trucks. When the logs arrive at
the
plant, a sample is sent to the lab to determine moisture
levels
and the content of other chemicals before processing.
Payment
to the farmers is based on meeting these quality
requirements
specified by the company. The logs are weighed before being
sent for unloading at the chipper house.
Logs are unloaded from trucks using material handling
equipment and placed in trays near chippers. The logs are
fed into chippers for shredding to less than 2 inches in
size.
Then they are stored in a silo that is located next to the
chipper
house. From the silo, conveyors transport the chips to
digest-
ers, where they are processed into pulp. Wood is cooked in
digesters with water, steam and other chemicals.
The digester, which is made of sheet metal, is a vessel
about
60 feet tall and 6 feet in diameter. The six digesters operate
24
hours a day and seven days a week. The wood is cooked under
pressure, which means the digester must be operated safely
to
prevent the high pressure from causing an explosion. The di-
gesters process about 650 tons of wood per day.
After being processed into pulp, the resulting product is
bleached and washed to reduce moisture content to 30 per-
cent. Pulp, which is semi-liquid, travels on a screen to a
bal-
ing area where it is baled into 3-by-3-by-3-foot blocks.
Theblocks are sent to a spinning mill that is next to the plant
for
downstream processing into yarn. A brief list of processes
and
departments covered is given below:
Unloading wood from trucks to chippers (three chippers)
Chipper house
Digester house
Washer
Bleacher
Dryer
Baling press (compresses pulp into blocks)
Agriculture operations
Guest house covering all activities of cleaning, cooking
Maintenance to support operations
Drivers who operate company vehicles, including cars,
trucks and school buses
Laboratory
The company used to have a similar plant in a different
loca-
tion. But this site suffered from a lack of availability of
wood
its most important raw material. So the company opened a
new plant in a different location that employed about 2,000
people. After a couple of years, operations management de-
cided that the plant was using more manpower than the pro-
cesses actually required. They justified this feeling because
the
previous plant, which had the same capacity and technology,
operated with 25 percent fewer people than the new plant.
The union, of course, did not share this view. To reach an
objective determination, both parties agreed to use the ser-
vices of an independent consulting firm to evaluate actual
re-
quirements.
FIGURE 1FIGURE 1
Gathering and crunching dataThe team used traditional industrial
engineering techniques to determine the activities required, their
frequency and the time it took to
complete them.
Position: Digester operator Date: Study time: From to
Task Frequency per shift Time per occasion Total workload
(a) (b) (c) (d) = (b)*(c)
Open and close the digesters valves Four times in a shift 1
minute (includes walking time) 4 minutes
Total workload/shift -(d)
I
http://www.iienet.org/IEmagazinehttp://www.iienet.org/iemagazine
-
7/25/2019 621306-JAN 2016_selected-pages (1)
10/39January 2016 | Industrial Engineer 39
Study methodologyA team of engineers was involved in the
project, which last-
ed more than three months. A list of jobs and the number
of people working by shift for each process/department was
furnished by management.
Studies were done using various industrial engineering
techniques like observations, time study, work sampling,
esti-mation and historical data. These examinations depended on
the position and activity being studied.
Each job was studied to determine what activities were car-
ried out, their frequency and the time it took to do each
task.
This covered routine and nonroutine tasks. From this, a
snap-
shot of workload calculation for each position in each shift
was done. Figure 1 shows an example of the matrix the team
devised.
For drivers, the team examined three months of log books
maintained for all vehicles. This data determined the daily
shift load and an estimate of the actual number of drivers
re-
quired by the operations.
The manpower calculation was based on the available time
of 480 minutes per shift. After deducting all breaks, the
net
available was 430 minutes per shift per person. Based on
total
workload of -(d) and available time, the workload or
utiliza-
tion for each position was calculated with the following
equa-
tion:
Workload or utilization (%) = ((-d)/430)*100
The team determined that utilization should be at least 95
percent for each position. Wherever a group of people worked
jobs in close proximity, some activities were reallocated to
bal-
ance the workload, ensuring that no employee was overloaded
in terms of tasks.
In cases when activities were not done on a daily basis,
they
were prorated on a daily basis for the purpose of
calculating
the workload. In cases where direct study or observations
could not be done, the time was estimated based on discus-
sions and the best guess estimate of the engineer. It was
as-
sumed that activities done in other shifts would be similar
to
what was covered in the project.
Study findingsThe study findings were shared with area managers
to validate
that all activities were covered and that the workload
calcula-
tions were objective. Based on the study, the plant had about
23
percent more manpower than it needed to handle its current
method of operations. In agreement with the union, manage-
ment decided to implement the findings in a phased manner
through attrition. Replacements would not be recruited.
This study brings out the importance of constantly review-
ing all manpower to ensure maximum utilization of assets, a
necessity for your organizations long-term profitability and
growth. This review preferably should be done whenever
there is a change made to the processes or, at the very
least,
every three to five years.
This concept also applies to standard hours in sheet metal,
machining, welding, assembly and other processes because
those operations affect production calculations like
capacity
planning, scheduling, incentive, productivity and takt time.At
the very least, such calculations should be done regularly
for high-dollar products that form a significant part of
your
organizations sales.Y
Raj Sa e is a i dustrial e gi eer with more tha 10 years of
experi-
e ce i a ufacturi g i volved i peratio al improveme ts i
iffer-
e t sectors. He has worked as a i dustrial a d mecha ical e gi
eer
i erospace a d automotive compa ies. He spe t more tha 5
years
co sulti g about productivity improveme ts i usi esses i dia.
He
has bachelors degrees i ath, physics, chemistry a d i dustrial e
gi-
eeri g from u iversities i dia. He is worki g o is MBA.
Assessing your workload
Altering workloads and shortening the length of work shifts
can make things safer, but it often can cost organizations
more
money.
For years, emergency medical services workers in
Charleston County worked 24-hour shifts. But in a bid to
make
things safer and partially in response to a lawsuit alleging
unpaid overtime the South Carolina county spent $1 million
to hire 15 new employees and cut shifts to 12 hours, accordingto
the Journal of Emergency Medical Services.
Charleston County Emergency Medical Services was
answering more calls each year, and fatigue was taking a toll
as
the daylong shifts typical for firefighters no longer made
sense
for paramedics and emergency medical technicians.
Some workers didnt like the fact that their opportunities
for overtime were diminished, officials said. But EMS
Director
Doug Warren said the primary concern is safety.
Warren told the journal that the science is clear: Someone
who has worked more than 14 hours is fatigued and has
reactions equivalent to an intoxicated person. People in
that
condition shouldnt be driving ambulances or doing complex
math to mix medications.
-
7/25/2019 621306-JAN 2016_selected-pages (1)
11/3940 Industrial Engineer | www.iienet.org/IEmagazine
Education in 3-DThe c actur
moves to the classroom
By Linda Fresques
http://www.iienet.org/IEmagazinehttp://www.iienet.org/iemagazine
-
7/25/2019 621306-JAN 2016_selected-pages (1)
12/39January 2016 | Industrial Engineer 41
Just as the Industrial Revolution brought about major
changes
in manufacturing from hand production to new mechanized
processes, the sector is once again at the precipice of
major
transformation.
Success in this new era of manufacturing has been deemed
critical to Americas future. While many things feed a
healthy
manufacturing ecosystem, a skilled workforce is essential to
carry itforward. Therefore, the revolution is now extending into
the class-
room. New Mexico State Universitys College of Engineering is
re-
sponding to the demand by adapting its curriculum, introducing
new
technologies in laboratories, and creating an atmosphere of
innovation
and entrepreneurship.
Time to catch upWith the introduction of digitization, new
custom-designed materials
and specialized equipment such as three-dimensional printers, a
high-
technology, high-performing manufacturing sector is emerging
a
sector that enables both product and process innovation.
Advanced manufacturing processes and equipment allow for the
in-
tegration of process improvements, rapid design changes,
customiza-
tion, and cost-effective, low-volume production. Combined with
new
scientific discoveries, novel ideas and approaches, dynamic
production
processes are giving life to innovative new products.
However, U.S. leadership in producing and exporting manufac-
tured goods is waning. The Presidents Council of Advisors on
Science
and Technology report, Our trade balance in advanced
technology
manufactured products long a relative strength of the United
States
shifted from surplus to deficit starting in 2001, and a trade
deficit of $17
billion in 2003 further widened to $81 billion by 2010.
The council further noted that the United States has been
steadily
losing manufacturing-related research and development, along
with
the related high-skill jobs, as well as our ability to compete
in the man-
ufacture of products such as laptop computers, flat-panel
displays and
lithium ion batteries, al l U.S. innovations.
The presidents advisors also call for an innovation policy:
While
the United States should avoid industrial policy making bets on
par-
ticular companies and industries we should be unabashed in
pursuing
an innovation policy. The objectives of such a policy would be
to
provide for a business and tax environment that attracts and
retains
companies that invest in knowledge production and the
manufacture
of innovative products here.As shown in Figure 1, the
manufacturing sector brings a number of
benefits that reverberate throughout the U.S. economy.
Manufactur-
ing is no longer a source of low-paying jobs for low-cost labor
abroad
advanced manufacturing provides the opportunity for
high-quality,
good-paying jobs for American workers. The U.S. is lagging
behind
nations such as Germany and Japan, both of which produce
high-qual-
ity goods with a skilled labor force.
The long-term success of the U.S. innovation system depends on
a
workforce that includes scientists and engineers with advanced
degrees,
along with factory-floor engineers to manage the changing
manufac-
turing processes and sophisticated equipment.
J
-
7/25/2019 621306-JAN 2016_selected-pages (1)
13/3942 Industrial Engineer | www.iienet.org/IEmagazine
Educationin3
D
Bringing innovation to campusAt New Mexico State University, the
pipeline to supply engi-
neers begins with sparking a sense of innovation in
students.
The NMSU College of Engineering is refining its focus
to include not only sought-after engineering education but
also new areas of innovation and entrepreneurship to better
serve our graduates and industry, said College of Engineer-
ing Interim Dean Steven J. Stochaj. Now, as the engineering
industry, both nationally and globally, shifts its focus on
inno-
vation and advanced manufacturing, our faculty are changing
to meet those needs.
Last year, New Mexico State became one of 12 U.S. univer-
sities selected to take part in the National Science
Foundations
first cohort of the Pathways to Innovation program. Led by
the National Center for Engineering Pathways to Innovation
(Epicenter) at Stanford University in collaboration with
Ven-
turewell, the Pathways to Innovation program was created to
help universities incorporate entrepreneurship and
innovation
into undergraduate engineering education. The program has
equipped New Mexico State in its role to strengthen regional
and global competitiveness.
According to a recent report from the U.S. Department
of Commerce, the majority of U.S. job creation during the
last two decades has occurred in young, startup companies.
While the United States remains a global leader in
innovation
and entrepreneurship, global competition continues to
grow.Therefore, it is critical that the institutes that drive
innova-
tion improve their ability to develop products and services
that
have economic value.
New Mexico State faculty and administrators have begun
to design and implement a plan to integrate entrepreneurship
into the curriculum. As Tom Byers, director of Epicenter and
professor at Stanford University, said, engineering students
to-
day need more than just technical skills students need the
tools and attitudes to help them identify opportunities and
bring their ideas to life.
As part of the Pathways program, six New Mexico State
engineering students are now among 291 students from 114
higher education institutions across the United States named
University Innovation Fellows. These students are intended
to become agents of change at their schools. Patricia
Sullivan,
associate dean for outreach and public service for the
College
of Engineering, said the growing team of University Inno-
vation Fellows are championing a student-led movement to
build a community of innovation and entrepreneurship across
the College of Engineering.
They bring unique backgrounds and enthusiasm to cata-
lyze student engagement as agents of change, Sullivan said.
The fellows are a national community of students in engi-
neering and related fields who work to ensure that their
peers
gain the knowledge, skills and attitudes required to compete
in the economy of the future. To accomplish this, the
fellows
advocate for lasting institutional change and create
opportu-
nities for students to engage with entrepreneurship, innova-
tion, creativity, design thinking and venture creation at
their
schools.
It is so critical for students to have an entrepreneurial
mindset in todays economy, said Humera Fasihuddin, leader
of the University Innovation Fellows program for Epicenter.
They need more than just technical skills to solve the big
problems our world is facing. Fellows are having a powerful
impact at their schools. They are working alongside
students,
faculty and their university leaders to help all students
learnan entrepreneurial mindset, dream big and pursue their
career
aspirations.
Fellows have created student design and maker spaces,
founded entrepreneurship clubs and organizations, worked
with faculty to design courses, and hosted events and work-
shops. In the last academic year alone, fellows created 553
ac-
tivities, 22 new spaces and 65 innovation and
entrepreneurship
resources at their schools.
Getting new tech into students hands
Along with the Pathways program, last year saw the grand
FIGURE 1FIGURE 1
The blessings of making thingsManufacturings benefits cascade
throughout the U.S. economy.
9% More wages in manufacturing jobs than jobs in overall
economy
12% More wages in manufacturing jobs than in service jobs
53.5% R&D workers employed by manufacturers in U.S.
industry
18% U.S. manufacturers production of global manufacturing output
(U.N. data for 2008)
$1.1 trillion U.S. export trade in manufactured products (in
2010)Source: National Institute of Standards and Technology
http://www.iienet.org/IEmagazinehttp://www.iienet.org/iemagazine
-
7/25/2019 621306-JAN 2016_selected-pages (1)
14/39January 2016 | Industrial Engineer 43
opening of the Aggie Innovation Space presented by Intel
Corp., which gives students the opportunity to explore out-
side of the traditional classroom setting.
The space was created to foster innovation and entrepre-
neurship by offering students access to state-of-the-art re-
sources. It also serves as a gathering point where students
can
connect to work on projects or their own ideas. There, stu-
dents have access to experienced mentors, new technologies
and the latest engineering design software and tools.
The Aggie Innovation Space is equipped with 3-D print-
ers, an electronics station, programmable development
boards,
electronic components, robotics kits, software and
low-resolu-
tion prototype materials to enhance the creation of
innovative
technologies.
Were trying to discover how this university can be of
greater service in developing our economy and
developingbusinesses in New Mexico, and it all starts with a good
idea,
often times from a student, frequently from a faculty
member.
But we need to have a facility where they can then begin to
work on the idea, to create the prototypes, said NMSU Presi-
dent Garrey Carruthers.
As a student, New Mexico State aerospace engineering
graduate Sam Pedrotty used the spaces 3-D printers to de-
velop a low-cost rocket educational tool to help teach
students
from middle school to undergraduate levels. His focus was to
simplify the learning process of propulsion engineering for
high school students interested in aerospace engineering.
Electrical and mechanical engineering student Dakota Bur-
row used the space to develop an app that can control a
robot,
eliminating the need for expensive computer equipment. Stu-
dent organizations, such as the Society of Automotive Engi-
neers Mini Baja Team, regularly use the space to prepare for
nationwide competitions.
Making it formalInside the classroom, associate professor of
industrial engineer-
ing Delia Julietta Valles-Rosales has been at the forefront
of
bringing advanced manufacturing into the curriculum.
She has developed research projects that involve the optimi-
zation of manufacturing processes to protect the
environment;
reducing manufacturing costs and scrap; designing and plan-
ning the best facilities; reducing process cycle time;
selecting
the appropriate raw material; facilitating collaboration
amongcompanies and academia; reducing fatigue among employees;
and increasing the pool of women and minorities in engineer-
ing careers.
Since 2012, Valles-Rosales has been the partial recipient of
a $3.2 million grant awarded to four universities to promote
sustainable energy for the U.S. Department of Agriculture.
The University of Texas at El Paso is the lead institution
for
the project titled BGREEN (Building Regional Energy and
Educational Alliances). Texas A&M University-Kingsville
and Texas State University-San Marcos also are included in
the grant.
New Mexico State University industrial engineering professor
Hansuk Sohn (from
left), agricultural economics professor Ram Acharya, industrial
engineering professor
Delia Julietta Valles-Rosales, civil engineering professor
Nirmala Khandan and civil
engineering graduate student Yalini Arudcheluam examine a
prototype of a photobioreactor
inside Khandan's laboratory. The professors and their students
are collaborating on an
interdisciplinary project aimed at improving efficiency of algae
fuel production.
PhotocourtesyNMSU
Patricia Sullivan is associate dean for
outreach and public service for the
New Mexico State University College of
Engineering.
PhotocourtesyDarrenPhillips/NMSU
-
7/25/2019 621306-JAN 2016_selected-pages (1)
15/3944 Industrial Engineer | www.iienet.org/IEmagazine
Educationin3
D
Valles-Rosales has redesigned graduate and undergraduate-
level courses on manufacturing processes to include biofuels
process modeling and simulation, algae and other biomass re-
sources planting, harvesting, processing, life product cycle
as-
sessment, bioproduct design and manufacturing, and product
degradation/reliability analysis.
Valles-Rosales has been working with 3-D printing for ap-
proximately 20 years, conducting research into using biomass
to create the filaments used in 3-D printers. Her Manufac-
turing Modeling and Simulation Laboratory is equipped with
several 3-D printers, ranging from the affordable MakerBots
to sophisticated Stratasys printers.
The 3-D printers are extremely useful to students for rapid
prototyping so that students can conduct analysis on a
design
concept to develop final product specifications, said
Valles-
Rosales.
Young Ho Park, associate professor of mechanical and aero-
space engineering, whose specialties are solid mechanics and
materials, is using Valles-Rosales lab for capstone projects
re-
quired of all senior engineering students prior to
graduation.
Computer-aided design is an important element of the
design process, said Park. 3-D printing technology now of-
fers an opportunity to make the image-based structural
object
into a real object that can be touched and tested. My
capstoneproject students use 3-D printing to make a proof of
concept
model for testing the efficacy of their design before building
it
in its final form.
Working under the tutelage of Park and mechanical engi-
neering graduate assistant James Sakai, mechanical
engineering
seniors are involved in interdisciplinary projects on
campus.
Biologist Graciela Unguez and a team of researchers found
that electric fish, a vertebrate animal just like humans, can
re-
generate their tails following amputation after activating
their
stem cells.
Parks engineering students designed and fabricated a tiny
fish-sized backpack that can measure the cell regeneration
on
the fish.
Another group of engineering students are assisting Antonio
Lara, assistant professor of chemistry and biochemistry, with
a
method to remove uranium from groundwater, a legacy of
uranium mining in the Four Corners area (the southwestern
corner of Colorado, northwestern corner of New Mexico,
northeastern corner of Arizona and southeastern corner of
Utah) that left residents with serious problems.
Lara is using common clays found in New Mexico that have
a unique structure that al lows them to capture metallic ions
in
solution. Lara needed clay pellets of uniform size and shape
to
perform accurate proof-of-concept tests. One group of engi-
neering students developed a prototype of a complex fabrica-
tion machine. Another group of students completely changed
the approach and created a mold frame to create uniformly
sized pellets easily and inexpensively.
Other design and fabrication projects using 3-D printing
include a specialized nozzle and filter for a College of Ag-
riculture and Consumer Sciences aquaculture feed program
to grow shrimp from cotton byproducts. Electrical engineers
developed a self-balancing robot and a solar panel for a
payload
on a nanosatellite. Civil engineers made prototypes of con-
crete block walls. Mechanical engineers created prototypes
ofchannels for heat exchangers.
Industrial engineering graduate student Brendan Sullivan
provided 3-D technology support for an aerospace engineer-
ing doctoral student and two aerospace faculty members by
prototyping an innovative gyroscope and test strips for
mate-
rial validation.
The cost of 3-D printers has been significantly reduced, so
there may come a time when they will be standard equipment
in offices, Sakai said.
This opens up opportunities to produce lower end, rapid
prototypes. It also enables high-end designs, like parts used
in
Transferring hype into reality
Although additive manufacturing has been known to industrial
engineers since its advent in the 1980s, recent technical advances
have
helped generate a lot of media hype.
Researchers worldwide are working to turn at least some of that
hype into reality. The University of Louisville, for example,
is
opening a 10,000-square-foot Additive Manufacturing Competency
Center, which will be a hub for students and professionals to
train
on 3-D printing and advanced manufacturing, Forbesreported. The
university is collaborating with UL, the safety science
corporation.
Northwestern University reports that its laboratories are
working on using 3-D printing to test solid oxide fuel cell
technology,
which produces electricity from the electrochemical oxidation of
fuel without burning. This particular kind of fuel cell could be
the
answer to reducing carbon dioxide emissions.
The University of Groningen in the Netherlands has developed an
antimicrobial plastic that allows for 3-D-printed teeth that
also kill bacteria, according to New Scientistmagazine. And
researchers at the University of California Riverside have 3-D
printed a
material that repels water while absorbing and storing toxins,
which would allow ocean swimmers to clean the water as they splash
in
the waves.
http://www.iienet.org/IEmagazinehttp://www.iienet.org/iemagazine
-
7/25/2019 621306-JAN 2016_selected-pages (1)
16/39January 2016 | Industrial Engineer 45
the aerospace industry that have never been possible to make
with regular machining before.
The printers allow students to create prototypes that are
not easily built by hand or custom parts that might not
other-
wise be available. Machining metal parts on a CNC may not
be within students budgets.
Gaining industry experienceNew Mexico States College of
Engineering has an extensive
history of providing engineering assistance to state
manufac-
turers and businesses. Working with products as varied as chi
li
pepper de-stemmers to motorcycle air-cleaner covers, one
ele-
ment remains constant: Students have the opportunity to gain
valuable, real-world experience.
Under the umbrella of our Engineering New Mexico Re-
source Network, our outreach efforts are an example of the
colleges commitment to advancing economic development
statewide, said Patricia Sullivan. It is also ideal for our
stu-
dents who graduate with so much experience. Their job op-
portunities are greatly expanded.
Sullivan, who also led development of the Aggie Innovation
Space, is responsible for these student enrichment
opportuni-
ties that take place outside of the classroom. She developed
and
launched the Engineering New Mexico Resource Network,
formalizing engineering-based outreach programs geared to-
ward enriching workforce development and economic com-
petitiveness.
In addition, she led the universitys involvement in a pro-
gram that received funding from the U.S. Department of
Commerce Economic Development Administration as part
of the Consortium for Border Technology Manufacturing to
foster a resurgence in manufactur ing and related employment
in southern Arizona and New Mexico.
Additionally, Valles-Rosales is taking her students into
businesses to introduce them and have them solve real-world
manufacturing problems for real customers.
Valles-Rosales and Sullivan also are leads for student en-
gagement at New Mexico State in the Partnership for the Ad-
vancement of Collaborative Engineering Education (PACE),
an international effort led by General Motors. New Mexico
States PACE student team has led facility design, ergonomicsand
rapid prototyping initiatives for their international team
effort to design and build innovative transportation devices
for
global markets. The blended academic, international and cor-
porate experience has elevated student learning, with access
to
rapid prototyping being a major differentiator.
Advanced manufacturing technologies also are changing
the way businesses manage and operate, with new technolo-
gies challenging traditional layout and facility design.
Oppor-
tunities provided through the New Mexico State industrial
engineering program are equipping students with real-world
experience in the design and redesign of businesses.
Precision Technology, a local business, was launched by Jose
Carrera in the 1990s. The company serves a worldwide clien-
tele and employs less than 50 people who manufacture more
than 500 products used in the assembly of the wire harnesses
that are part of automobiles and other electronic products.
The
pieces hold the wires in place during the assembly process
and
are shipped to places as far afield as Romania, the
Philippines,Morocco, Poland and Mexico.
Carrera designed and built his own plastic-injection mold-
ing machine, the foundation of his business. His shop now
comprises 25 various machines. He opened up his shop for a
class tour of the facility, and Valles-Rosales asked if her
indus-
trial engineering students might use the business as a lab
class.
The students observe and videotape the step-by-step pro-
cesses of manufacturing to study human factors and time
stud-
ies for analyzing efficiencies and ergonomics in workstation
design. Another class led by Valles-Rosales and fellow
indus-
trial engineering professor Hansuk Sohn used industrial
engi-
neering concepts to establish systems to monitor quality and
identify and solve quality problems within the manufacturing
process.
Yet another group of students analyzed the facility layout
and design to propose efficiencies in the work flow of
employ-
ees and use of materials, including a mathematical schedul-
ing system that wil l help Carrera satisfy his customer
demands
with orders ranging from one to thousands of pieces.
Through this experience Ive gained an idea of how we
can improve quality and employee safety, said Carrera. The
impact of the information that Ive gained is tremendous. And
the students bring that spark that we al l had at one time.
That
spark is so valuable its beautiful, really.
Giving students an edgeWhile entrepreneurship is a very
business-focused aspect of
the curriculum, engineering is innovation. Obviously, gradu-
ates can work in the corporate world or existing businesses,
us-
ing their innovation to keep those companies competitive.
But
the focus on innovation expands their choices, giving them
tools to create their own businesses, Stochaj said.
If they dont want to work for someone else, they can and
do create their own company or invention, Stochaj said. Y
Li da Fresques is program ma ager for the New Mexico State U
iver-
sity College of E gi eeri g. She has bee ech ical writer a d
editor
for 30 years.
-
7/25/2019 621306-JAN 2016_selected-pages (1)
17/3946 Industrial Engineer | www.iienet.org/IEmagazine
The aging of aircraft is an issue of big strategic con-
cern for the United States Air Force, which operates
planes that have been around since the Vietnam War,
a conflict that ended in the 1970s. Although these
workhorses are still meeting mission requirements
and performing well, the Air Force cannot afford to
be lackadaisical about the future service capability of
existingaircraft. Machines eventually break and become
unfixable.
In many cases, the present depressed budgetary climate
within the Department of Defense precludes any immediate
and aggressive investments in new aircraft. This behooves
the
Air Force to further hone operational expertise and commit-
ment in servicing, maintaining and refurbishing existing
air-
craft.
The tools and techniques of industrial engineering are
broadly evident in maintenance shops throughout the U.S. Air
Force. The premise of this article is to bring this fact to
light
to encourage a coordinated continuation of existing mainte-
nance best practices with the hope that the maintenance
infra-
structure can be augmented and improved.
The Royal Air Force (RAF) Mildenhal l base in the United
Kingdom is home to an impressive demonstration of applying
practical industrial engineering tools to the KC-135 Health
of
the Fleet program at the 100th Aircraft Maintenance Group.
The techniques that keep these aging airborne fuel tankersflying
span the full spectrum of any industrial establishment,
covering the following elements:
People: Managing the human resources and expertise with-
in the squadron to strengthen teamwork, morale and com-
munication
Tools: Tracking of tool state-of-the-art capabilities,
acquir-
ing the tools and effectively putting the tools to use to
ex-
ecute maintenance missions
Process: Reviewing and honing the steps in a maintenance
task to create an environment of continuous improvement
T
Coordinated maintenanceBy Adedeji B. Badiru, Lt. Col. LeeAnn
Racz and Maj. Rofelio L. Grinston
A KC-135
Stratotanker sits
in a hangar as
it undergoes a
full isochronal
inspection last year
at RAF Mildenhall,
England. The tail
was also removed
to repair a cracked
rudder on the jet.
U.S.AirForcephotobyKarenAbeyasekere
http://www.iienet.org/IEmagazinehttp://www.iienet.org/iemagazine
-
7/25/2019 621306-JAN 2016_selected-pages (1)
18/39January 2016 | Industrial Engineer 47
RAF Mildenhall case exampleThe 100th Aircraft Maintenance
Squadron achieved mainte-
nance accolades that would be the envy of the largest indus-
trial establishments. In a 24-month study period from March
2013 to February 2015, the squadron statistical ly
documented
overall equipment effectiveness, which is a measure of
aircraft
performance, from a baseline of 55 percent to an enviable
levelof 84 percent.
These phenomenal results were achieved largely by exten-
sive use of the process known as Air Force Smart Operations
for the 21st Century (AFSO21). The process is analogous to
the lean or Six Sigma process used in industry. In fact, the
100th Aircraft Maintenance Group held no less than 37
AFSO21 events, most of which lasted three to five days. Each
of these events was aimed at achieving the true north metric
of increasing effectiveness by 10 percent over 12 months.
In pursuit of this overall goal, the group focused on four
specific metrics: aircraft availability, aircraft break rate,
logis-
tics departure reliability and breakage repeat/recur rate.
In
fact, in a six-month review of problematic systems, the
squad-
ron achieved aircraft availability of 81.1 percent, above the
Air
Mobility Command standard of 80.3 percent. Break rate went
down to 9.2 percent, below the standard of 11.2 percent, and
logistics departure reliability was at 94.1 percent, well
above
the 90.7 percent standard.
A series of AFSO21 events incrementally tackled continu-
ous process improvement. The first significant event
targeted
the aircraft wash cycle. Prior to the event, the wash cycle
hov-
ered at a turnaround time of 36 hours. By identifying and
im-
plementing efficiencies, the wash cycle downtime was slashed
by 52 percent, thereby increasing aircraft availability.
The squadron realized additional efficiencies by imple-
menting the use of an aircraft simulator for required train-
ing, a simulator that previously had been underutilized. Not
only did the simulator free aircraft for use in nontraining
tasks,
but it also enabled pilots and maintainers to train together
and
break down communication barriers.
The squadron also dismantled communication barriers be-
tween pilots and maintenance personnel, increasing aircraft
availability by clearly identifying the training needs using
spe-
cific aircraft features, along with building aircraft
availabilitywith those criteria into the maintenance schedule. The
prac-
tice of having the maintenance schedule approved by the base
leadership meant that the customer seldom required
deviations
from that schedule.
Another AFSO21 event ensured that experienced mainte-
nance personnel participated in flight debriefs. This
measure
allowed personnel to streamline the debrief process and more
easily triangulate the root cause of aircraft discrepancies
that
pilots had observed.
Using communication, personnel cooperation and func-
tional coordination, the squadron overcame:
Split operations
Exercise interruptions
Transient support
Requirements for flying
scheduling effectiveness
One notable example of
these achievements is re-
ducing the time it took to
build mobility equipment
bins from up to 48 hours
down to eight hours. Pre-
viously, each bin was pack-
aged from scratch. By
leveraging the ingenuity
of the team members who
performed the work, they
pre-loaded test equipment
bins using pre-inspected
standardized configurations.
The isochronal inspection section was tasked with conduct-ing
in-depth inspections of aircraft that had to have a number
of their components dismantled and reassembled. The team
took the novel approach of partnering with the supply sec-
tion to identify and pre-stock commonly used supplies before
inspection. In addition, the squadron co-located the supply
section with the maintenance section to ease communication
between the specialties. Team members also standardized
their
processes, pre-positioned tool boxes in specific locations
and
ensured that personnel with certain specialties were
available
at standard times for various phases of the inspection.
These changes to the inspection processes cut aircraft down-
KC-135 Stratotankers from the 100th Air Refueling Wing at
RAF
Mildenhall fuel jets, like this F-15E Strike Eagle, to keep
them
airborne during extended missions.
U.S.
Ai
rForcephotobySeniorAirmanKateThornton
The tail of a KC-135 Stratotanker
lies at an angle while being
removed last year during a full
isochronal inspection at RAF
Mildenhall.
U.S.
AirForcephotobyKarenAbeyasekere
-
7/25/2019 621306-JAN 2016_selected-pages (1)
19/3948 Industrial Engineer | www.iienet.org/IEmagazine
time from 27.4 days in January
2013 to less than 15.4 days in
November 2014 an impressive
accomplishment in a high-stress
maintenance environment. In-
deed, the maintenance teams
achieved their stated mission ofproviding world-class
scheduled
maintenance on 15 assigned
KC-135 aircraft. Their per-
formance indicators outpaced
other KC-135 organizations
and provide varying strategic
options to the Joint Chiefs for
European Commanders sole
KC-135 fleet.
How they did itThe squadron garnered these
successes through the following
industrial practices:
Clarify and validate
the problem.
Identify the root cause of the problem, which included
chaotic communications, poor continuity, insufficient and
nonprioritized training, poor guidance and lack of personal
accountability.
Establish countermeasures and tasks, which included priori-
tizing training and providing comprehensive guidance for
all levels, giving the dock controller control (i.e.,
empower
the personnel), and making real-time status available to
all,
all the time.
Success was accompanied with concerted and sustained fo-
cus from leadership and the team members. Whereas there had
been a long-held assumption that AFSO21 would have little
success in aircraft maintenance activities, the leaders took
the
time to pursue and achieve buy-in from the rest of the team.
Small successes at the beginning started to challenge the
no-
tion that AFSO21 events consumed time rather than saving
it.Eventually, small wins led to more significant efficiencies.
After approximately nine months, there were undeniable posi-
tive results, with a momentum of success at 12 months.
Finally,
the culture had shifted to the new way of doing things at 18
months.
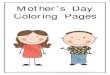
The overall maintenance strategy of the 100th Aircraft
Maintenance Squadron is summarized in Figure 1, which
presents a systems framework for the design of a maintenance
strategy.
The left column in the figure articulates the
mission-centric
focus of maintenance in the presence of customer require-
ments, internal process specifications, operational learning
andgrowth of operations. Within the blocks in the figure, the
flow
of the process follows the specification of the objective, a
de-
termination of the performance measures and actual tracking
of performance, followed by actions that actualize the
desired
end goals of the maintenance operation.
Other factors embodied in Figure 1 include performance
target, parity goal, mission criticality, capability and gap
as-
sessment. The second column in the figure covers specific
ele-
ments in the maintenance objective, such as keeping aircraft
flying safely, efficiently, effectively and mission capable.
Also
conveyed in the figure are the expectations to deliver
process
FIGURE 1FIGURE 1
Map your strategyThis systems framework summarizes the overall
maintenance strategy of the 100th Aircraft
Maintenance Squadron.
Design of maintenance strategy
Miss
ion
Customers
Learningand
growth
Internalprocess
Keep aircraft flying safely,
efficiently, effectively andmission capable
Deliveraugmentation
and capabilities
Make
process interoperable
and modular
Field, modify and maintain
infrastructure to meet
mission requirements
1. Objective 2. Measure 3. Performance
4. Action
Strategy map
Target:Absolute parity 100%Threshold:90%
Mission criticality, capability
Target/threshold
Actual
Gapassessment
Coo
rdinatedmaintenance
FIGURE 1FIGURE 2
Many attributes, one missionTypical industrial and systems
engineering applications can
come together for a coordinated maintenance plan.
Missionrequirements
Schedule
Cost
Budget
Aircraftperformance
Acquisitionlife cycle
Coordinatedmaintenance
http://www.iienet.org/IEmagazinehttp://www.iienet.org/iemagazinehttp://www.iienet.org/iemagazinehttp://www.iienet.org/iemagazine
-
7/25/2019 621306-JAN 2016_selected-pages (1)
20/39
-
7/25/2019 621306-JAN 2016_selected-pages (1)
21/3950 Industrial Engineer | www.iienet.org/IEmagazine
Paula Romo has a passion for serving people. After working
almost five years for a large
mining company in Chile, she returned to the U.S. to explore a
career in the public
sector.
The industrial engineer had been exposed to Six Sigma while
working in copper
mining in South America. Since 2008, she has worked for local
government agencies
in Florida, and during that time she earned her MBA. In March
2013, she was hired by
the city of Fort Lauderdale as a senior performance analyst in a
division that was eager
to improve its processes and practices but was struggling to
overcome difficulties in time
management and a lack of advanced problem-solving know-how.
Several local governments across the United States have gone as
far as implementing
robust industrial engineering methodologies such as lean and Six
Sigma so that public
services could better meet the needs of residents.
Fort Lauderdale was no exception. Romo works in the citys
Division of Structural In-
novation, which drives vision-based strategic planning that
reflects community needs
and operates under the office of the city manager, working
closely with departments
like public works, parks and recreation, transportation and
sustainable development. The
division also is a dedicated champion of a strategic management
system within the citymanagers office that advances strategy
management, performance excellence and pro-
cess improvement.
Its kind of like a management philosophy really, where the idea
is its very much
about results-oriented government.
The good, the bad and the kaizenThe Division of Structural
Innovation leads continuous process improvement efforts in
the city managers office that reduce the time and costs of
everyday businesses processes.
Before Romos arrival, the city had hired a consultant, and
division employees had par-
ticipated in various kaizen events.
Kaizen events get people to work together, showcasing problems
in ways not donebefore a powerful concept, Romo said. The employees
liked it and wanted to do more.
But making time for projects and additional training was
difficult, Romo said. The bad
side was that a lot of time was required to collect data and
understand the process to pre-
pare for kaizen events, and the consultant wasn't hired to
implement projects.
And then once we were done the consultants end of responsibility
was Heres your
implementation plan. These are the things you must do, Romo
said. Some things [re-
quire] some sort of analysis or do this, do that. And it really
depends on who you have
available and the skill sets and timelines, so that was very
difficult.
Romos role expanded to incorporate her expertise in performance
management,
budgeting, time studies and simulation. From there, it was a
matter of determining
where to start much easier asked than done.
Ready to start
Solutions in practicecase study
http://www.iienet.org/IEmagazinehttp://www.iienet.org/iemagazine
-
7/25/2019 621306-JAN 2016_selected-pages (1)
22/39January 2016 | Industrial Engineer 51
We created an evaluation matrix, and we [talked to] the
different staff like the city manager, the assistant city
manager
and the directors, Romo said. And then based on that we
weighed it out and we created a ranking mechanism, and we
said, OK, these are the biggest issues were dealing with
right
now, so this is your work plan.
Whats it worth to you?In the wake of increased opportunities for
implementation, the
division immersed itself in a process improvement program
emphasizing training, project selection, tracking, mentoring
and championing. Romo said internal training developed 75
lean Six Sigma yellow belts, 20 lean Six Sigma green belts
and
others who would serve as change warriors.
The goal was basically to get to a point where we can have
yellow belts or green belts that can take on pieces of these
implementations, she said. And itll depend on your skill
set.
If youre a yellow belt maybe its something as simple as
justchanging the form, and if youre a green belt then maybe its
something more expanded like meter reading. So it varied,
but
we had to train people to be able to do those things.
Prioritizing projects is now accomplished under the guid-
ance of three different categories scaled against how much
ef-
fort must be applied and the overall impact of the projects
completion. Just Do It or JDI, in which the task is consid-
ered low-hanging fruit, may include an assignment like rede-
signing a form. A kaizen may turn a task into a one- to two-
week engagement where all parties come together to resolve a
problem and identify an action plan, like reducing the
average
time required for closing code compliance cases. The
division
managed to shrink that time by 21 percent between fiscal
years
2013 and 2015.
We did some process mapping, value shifts, streamlining
and tried to understand are there too many steps in our
process? Why does it take so long? And that was really the
big question because it was, you know, 210 days. Thats a
lot.DMAIC projects are tasks that would require extensive data
analysis and l ikely last at least one month, like a utilities
inven-
tory project.
These sort of efforts have helped the division improve staff
productivity by 44 percent and create an additional $124,000
in revenues. Romo said that empowering employees with the
knowledge and skills to solve complex community programs
will sustain the citys continuous improvement.
Anything that is no impact or is only going to help you in
a tiny way is just not worth doing, she said. Project
selection
and leadership are key to have success. Because if you donthave
leadership its really, really hard to get stuff to happen.
And if youre picking the wrong projects, youre not getting a
lot of traction.
David Bra dt
If you have been involved in implementing a project and can
share
details, wed like to interview you for a case study. Contact Web
Managing
Editor Ashlyn Kirk at (770) 449-0461, ext. 120, or
[email protected].
Spread the news
mailto:[email protected]:[email protected]
-
7/25/2019 621306-JAN 2016_selected-pages (1)
23/3952 Industrial Engineer | www.iienet.org/IEmagazine
Inside IIE Journalsresearch
Are we there yet? Exploitingmassive amounts of trafficdata for
route planningIntelligent transportation systems (ITS)
employ a variety of technologies from
smart traffic signal control systems to
advanced applications that integrate live
data and feedback from different sources
(e.g., data from mobile phones). ITSprovide a rich source of
historical and
real-time data that can enable efficient
vehicle route planning. The real-time
data also can inform route planners about
how events such as extreme weather and
road accidents affect traffic network dy-
namics.
Route planners are used in many sys-
tems, including dispatch centers of emer-
gency responders and trucking compa-
nies, navigation systems and mobile
navigation applications. If route plannerseffectively
incorporate ITS data, vehicles
can avoid congested areas.
However, developing efficient algo-
rithms for vehicle routing on time-de-
pendent networks is a major challenge
due to scale and dynamics of traffic data.
And most current applications require
significant data pre-processing and com-
puting memory.
The problem of vehicle routing un-
der ITS is investigated in HierarchicalTime-Dependent Shortest
Path Algo-
rithms for Vehicle Routing under ITS.
In this paper, Mark Nejad from the Uni-
versity of Oklahoma, Lena Mashayekhy
from the University of Delaware, Rat-
na Babu Chinnam from Wayne State
University and Anthony Phillips from
Ford Motor Co. propose a hierarchi-
cal time-dependent vehicle routing
algorithm. Their proposed algorithm
exploits community structure of traffic
networks. Community structure refers
to the occurrence of densely connected
groups of nodes. Exploiting hierarchi-
cal community-based representations of
road networks, the algorithm recursively
reduces the search space in each level of
the hierarchy to speed up the search for
effective routes dramatical ly.
Using data from road networks in De-
troit, New York and San Francisco, the
authors also demonstrated the compu-
tational efficiency and accuracy of their
proposed algorithm. The algorithm
finds routes in real time on large-scale
networks without having to store a large
number of pre-calculated shortest paths
and lower bounds. A key property oftheir proposed algorithm is
the fact that
it does not require a lot of memory. This
property makes the algorithm more suit-
able to be incorporated in vehicle route
planners.
CONTACT: Mark Nejad; [email protected]; As-
sistant Professor, School of Industrial and Systems
Engineering, University of Oklahoma, 202 W. Boyd
St., Room 124, Norman, OK 73019-1022
Just in time, from time to timeThese days, JIT supply of final
assemblyis often regarded as a matter of course,
especially in the automotive industry,
where the JIT principle was born. The
plethora of parts, modules and sub-
assemblies required for building cars
these days, on the one hand, and the no-
toriously scarce space on the shop floor,
on the other hand, make more inventory
than the absolute minimum barely con-
ceivable.
This month we highlight two
articles on transportation
scheduling and logistics. The first
article develops an approach for
incorporating multiple sources
of information from intelligent
transportation systems to provide
computationally efficient, real-time route planning for
vehicles
in dynamic traffic networks. The
second article develops algorithms
for scheduling the shipping
of parts from an intermediate
distribution center to production
facilities so the parts arrive just
in time. These articles will appear
in the February 2016 issue of IIE
Transactions(Volume 48, No. 2).
Ratna Babu Chinnam (from left),
Mark Nejad and Lena Mashayekhy
collaborated with Anthony Phillips to
design a vehicle routing algorithm that
used intelligent transportation systems.
Anthony Phillips is a
senior technical leader
at Ford Motor Co.
mailto:[email protected]://www.iienet.org/IEmagazinehttp://www.iienet.org/iemagazine
-
7/25/2019 621306-JAN 2016_selected-pages (1)
24/39January 2016 | Industrial Engineer 53
However, in spite of the undeniable
benefits of JIT, the increasing delivery
costs that go hand in hand with a fre-
quent, small-lot supply must not be for-
gotten. So something like just in time,
from time to time must have come to
the mind of professors Nils Boysen and
Simon Emde from Friedrich-Schiller-
University of Jena and professor Dirk
Briskorn from the University of Wup-
pertal when being presented with the
following problem of a large German
automobile producer.
The OEM receives parts from all over
the world, especially from Eastern Eu-
rope and the Far East. The lead-time for
these distant suppliers is too long to en-
able a concerted JIT supply chain. Thus,
to avoid excessive parts inventory, the
OEM built an additional distribution
center (DC) to store parts intermediate-
ly from distant suppliers for the OEMs
nearby plants.
Three to four days ahead of produc-
tion, when the production sequence of
cars in one of the OEMs plants is fixed
definitively, this sequence is commu-
nicated to the DC, where the required
parts are sorted and stored in transport
containers.These containers need to be trans-
ported from the DC to the OEM plant
by trucks that have a fixed capacity. The
deadline of each container leaving the
DC is defined by the production slot
in which the first part is assembled. In
this setting, the OEM aims at a delivery
schedule that trades off the benefits of
JIT supply with the transportation costs
of the trucks.
In their paper Just-in-Time VehicleScheduling with Capacity
Constraints,
the German researchers investigate the
OEMs scheduling problem in detail
and provide suitable optimization pro-
cedures. Their algorithms clearly out-
perform the simple spreadsheet solutions
currently used by the OEM.
CONTACT: Nils Boysen; nils.boysen@uni-jena.
de; +49 3641-943100; Chair of Operations Man-
agement, Friedrich-Schiller-University Jena, Carl-
Zeiss-Str. 3, D-07743 Jena, Germany
Timely and effectiveemergency responseis no accidentEmergency
medical service (EMS) or-
ganizations provide vital services, but
an often overlooked challenge for these
incident responders is the struggle to
stay afloat financially. The reality is thatmany EMS outfits
battle to survive fis-
cally while they are saving lives.
In A Multi-Period Dynamic Loca-
tion Planning Model for Emergency Re-
sponse, doctoral student Jianing (Jen-
ny) Zhi and professors Burcu B. Keskin
and Sharif H. Melouk of the University
of Alabama aim to minimize the total
operational cost of an EMS organization
while maintaining acceptable response
times. The researchers collaborated with
Chris Byrd, operations supervisor at
NorthStar Paramedic Services of the
Tuscaloosa/Birmingham region, while
designing a new, four-tier, dynamically
changing response network. The new
network considers EMS supply centers,
hospitals, potential responder locations
and predicted incident locations.
This work was motivated by the lack
of cost perspective in existing EMS re-
search. EMS providers typically use a
limited number of ambulances to re-
spond to incoming calls. They dispatch
a set of ambulances to the incident scene
depending on incident severity. Uncer-
tain arrival times of emergency calls im-
pact the ability of ambulances to cover
the service area, especially with respect
to service restrictions that have been im-posed. A major concern
for EMS pro-
viders relates to the failure of respond-
ing to incidents within a defined service
time requirement, which leads to exces-
sive penalty costs for the providers and
leaves the public vulnerable. Of course,
sustained low service performance by an
EMS provider may result in the loss of a
responder service contract.
Using an integer programming ap-
proach, the researchers created a re-source planning and network
design
model with a focus on minimizing to-
tal operational cost, all while meeting
the service requirements. Operational
cost components include transportation
cost, delayed response penalty cost and
deferral penalty cost. Unique to this re-
search are considerations of penalty costs
for delayed and deferred responses and
using supply centers as a source for re-
sponder and dispatch locations.
The most recent issue ofIIE
Transactions on Healthcare
Systems Engineering (Volume
5, Issue 4) contains five articles
covering a range of healthcare
systems problems and solutionmethods. Brief summaries of
two of the articles are given
below. The first discusses how
an integer program can be used
to help manage the deployment
and redeployment of ambulances.
The second describes the use
of sensors and data mining
techniques to provide a low cost,
noninvasive way to predict early
stage Parkinsons disease.
Simon Emde (left)
and Nils Boysen
discuss their work.
mailto:[email protected]:[email protected]
-
7/25/2019 621306-JAN 2016_selected-pages (1)
25/3954 Industrial Engineer | www.iienet.org/IEmagazine
IIE Transactionsis IIEs flagship research
journal and is published monthly. It aims
to foster exchange among researchers and
practitioners in the industrial engineering
community by publishing papers that aregrounded in science and
mathematics and
motivated by engineering applications.
IIE Transactions on Healthcare Systems
Engineering is a quarterly, refereed journal
that publishes papers about the application
of industrial engineering tools and
techniques to healthcare systems.
To subscribe, call (800) 494-0460 or
(770) 449-0460.
About the journals
RESEARCH
This research quantifies the impact of
network size, ambulance fleet size, dif-
fering incident occurrence patterns and
time-dependent incident frequency on
service quality and total cost. One of
the most interesting investigations re-
lates to a payback analysis that could jus-
tify acquiring new emergency response
resources. The planning model helps
practitioners evaluate when procuring
additional resources, compared with re-
allocating existing resources, may be ajustifiable strategy.
CONTACT: Burcu B. Keskin; [email protected];
(205) 348-8442; 355 Alston Hall, ISM Depart-
ment, The University of Alabama, Tuscaloosa, AL
35487-0226
What can body movement tellus about brain health?Mobility is
critical to human interac-
tions, whether it involves how we move
the muscles in our face to smile or ourarms to hug a loved one.
Unfortu-
nately, some people lose certain cells in
the brain that are important for normal
movement, leading to significant motor
dysfunction. Whereas directly observ-
ing the inner workings of the brain may
be challenging even when using todays
advanced technologies, what goes on in
the brain may be observable indirectly
by focusing on the things that the brain
controls, such as our hands and legs.
One established technique for mea-
suring indirectly how well our brain
is controlling our motor functions is
attaching physical sensors to different
body parts that execute motor functions
(e.g., hands, arms, etc.). This approach,
however, requires securing many sen-
sors to multiple body positions and us-
ing special cameras to track the sensors.
Furthermore, the placement of the sen-
sors is time-consuming, somewhat em-
barrassing for the participant, and the
cameras are rather expensive. Instead of
wearable sensors that indirectly measure
the brains functions relating to mobility,
what if similar data could be captured
using off-the-shelf, nonwearable sensing
systems?
In the art icle A Data Mining Meth-odology for Predicting Early
Stage Par-
kinsons Disease Using Non-Invasive,
High Dimensional Gait Sensor Data,
Pennsylvania State University research-
ers Conrad S. Tucker, Yixiang Han,
Harriet Black Nembhard (industrial
engineering), Wang-Chien Lee (com-
puter science and engineering), Mech-
elle Lewis, Nicholas Sterling and Xue-
mei Huang (neurology) collaborated to
explore the feasibility of using a singlenonwearable,
depth-sensing camera sys-
tem to capture individuals gait patterns.
Just as a human can see the difference
in how people walk, researchers were
able to train a computer algorithm to
use the movement data captured by the
nonwearable sensor to differentiate Par-
kinsons disease patients from controls.
This research has the potential to
advance early-stage detection of neu-
rologically induced movement disor-
ders in nonclinical settings, such as the
comfort of ones home. Such techniques
could serve as a decision support system
for physicians and healthcare providers
seeking to empower patients by focusing
on wellness and preventive medicine.
CONTACT: Conrad S. Tucker; [email protected];
(814) 865-7580; The Pennsylvania State Univer-
sity, 213-N Hammond Building, University Park,
PA 16802-1401
Ro ald Aski is a professor a d director of the
School of Computi g, I formatics a d Deci-
sio ystems E gi eeri g at Arizo a State
U iversity. He is editor-i -chief of IIE Trans-
actionsa d a fellow of IIE.
Joh W. Fowler is the Motorola Professor a d
Chair of the Departme t of Supply Chai
Ma ageme t i he W.P. Carey School of
Busi ess a d a professor of i dustrial e gi eer-
i g at Arizo a State U iversity. He is editor-
i -chief of IIE Transactions on HealthcareSystems
Engineering.
Research by
Burcu B. Keskin
(from left), Chris
Byrd and Sharif H.
Melouk aimed to
help emergency
medical service
organizationssurvive financially.
Jianing Zhi
co-authored A
Multi-Period
Dynamic Location
Planning Model
for Emergency
Response.
Conrad S. Tucker
presented his
teams work at
the annual Center
for Integrated
Healthcare Delivery
Systems workshop.
mailto:[email protected]:[email protected]://www.iienet.org/IEmagazinehttp://www.iienet.org/iemagazine
-
7/25/2019 621306-JAN 2016_selected-pages (1)
26/39January 2016 | Industrial Engineer 55
http://www.iienet.org/
-
7/25/2019 621306-JAN 2016_selected-pages (1)
27/3956 Industrial Engineer | www.iienet.org/IEmagazine
The field of industrial engineering has
been on a lean movement since the con-cept was made famous by
the Toyota
Production System. Whether at work or
home, people are always trying to stay
organized, eliminate waste and simplify
life.
Many use daily planners. Some need
more visual signs such as Post-it notes,
while others track activities using email
or a calendar. In the ever-growing digi-
tal world, Trellois a useful and free
application to help daily lives.
Trello uses a kanban project manage-
ment style on its digital interface. Eachproject, or daily
activity, is broken down
into its own specific board where the
details about the activity are located.
Once inside the board, users can get
creative.
The project boards are broken up
into discrete sections to help visual-
ize the projects flow in an organized
way. Within each main project section,
Post-its show what is being worked
on, what has not been started, and what
objects in the project have been com-
pleted.Similar to a white board for planning
purposes, Trello allows groups to assign
specific parts of a project to members
and see where along the process these
tasks stand in real time. Unlike the white
board though, Trello adds the advantag-
es of alerts, reminders and notifications
to keep every member up to date.
These notifications can be set on a
personal level as well. Whether you
would like to receive an email or receive
tools & techn logies
Trello puts kanban planning in your hand
By Jon Grooms
Jon Grooms is a consultant for West Monroe Partners in
theirworkforce optimization practice. He is a member of IIEs
YoungProfessionals group.
Trello brings the kanban
project management style
to your digital interface.
http://www.iienet.org/IEmagazinehttp://www.iienet.org/iemagazine