Embed Size (px)
Citation preview

Blank Preparation1. Drilltheblankswitha“V”drillbitataspeedof900to 1200RPM.
2. PolishtheBrassTubeswith220gritsandpapertoremove oxidationandroughenthetubes.Thiscanbedonebyhand orbychuckingtheminadrillpressorportablehanddrill.
3. PreparetogluewithmediumCA(cyanoacrylate)glueor two-partfastdryingepoxy.
4. ApplythegluetotheoutsideoftheLowerTubewithaliberal amountaroundthetubeendthatisinsertedfirst.Donot applygluetotheinsideoftheblank,asthiswillcausethe gluetogetinsidetheBrassTubeandruinthetube.
5. Insertthetubewithatwistingmotionintotheblankuntilthe tubeisequidistantbetweenbothendsoftheblank.Wipeoff anyexcessglueontheendsoftheblank.Allowtheglue todry.6. Method 1:ApplythegluetotheoutsideoftheUpperTube withaliberalamountaroundthetubeendthatisinserted first.InserttheUpperTubeintotheendoftheblankcutto
17⁄8"long.Beginfromtheendthatwillbecomethecenter ofthepen,whereyouhavemarkedyour“x”forgrain orientation.Pushinthetubeuntilitisflushwiththetopend oftheCap,oppositetheentrypoint.Therewillbeaportion oftheUpperTubeexposedfortheCenterBand.Wipeoff anyexcessglueontheendsoftheblankandallowthe gluetodry. Method 2:GluetheUpperTubeintotheblankusingthe sameprocessastheLowerTube.
7. Usingabarreltrimmer,disk,orbeltsander,trimtheends oftheblanksuntilyoucanjustseethebrightbrassends ofthetubes.Thefacesoftheendsmustbeperpendicular totheBrassTubesandparallelwitheachother.Itis imperativetomatchthelengthofthetrimmedblankstothe originallengthoftheBrassTubesandthattheinsidesofthe BrassTubesarecleanandfreeofanyglue.
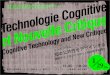
Turning the Blanks1. Assembletheblanksonthemandrelwiththebushings placedasshowninthepictureabove.Keepthegrain orientationoftheblanksinlinewhenmounting.Each bushinghasastepthatisdesignedtobeinsertedintothe BrassTubesforstabilitywhileturning,astheinnerdiameter ofthetubesislargerthanthemandrel.
2. Tightenthetailstockandthentightenthemandrelnutthat holdstheblanks.Donotover-tightenthetailstockormandrel nutasthismaycausethemandreltoflex,causingtheblank togooutofround.
3. Turntheblankstothedesiredshape,makingsurethatthe surfacesnexttothebushingsareturnedtothesame diameterasthebushings. Method 2:Turnoffthelathe.Measure17⁄8"fromtheCap endoftheUpperTubeandmakeadefinitivemark.Usinga sharppartingtool,removeallofthewoodfromthe17⁄8"
marktotheoppositeendoftheblank(approximately1/4" ofwood).BeverycarefulnottodamagetheBrassTube. Ifyouhaveadditionalturningorpolishing,stopthelatheand installthefifthbushingovertheexposedbrassperthe originalMethod1instructions.
4. Afterturning,sandthesurfacesinprogressivestepsof 220,400,600,and1000grit.Ifahigherfinishisdesired, micromeshsandpapermaybeused.
5. Applythefinishofchoiceandpolish.
6. Removetheblanksfromthemandrel,keepingtheblank orientationandgrainpatternsinline.
Gold Plateau Rollerball Pen Preparation and Turning
44079
© Rockler Companies Inc. 2011
Method 1CuttheLowerBlankabout1/8"longerthantheBrassTubetoallowfor“blow-out”orholeelongation.CuttheUpperBlanktoexactly17⁄8"long.ThiswillleavepartoftheBrassTubeexposed.Maintaingrainorientationofthetwoblanksforturningbyplacingan“x”oneithersideofthecutline.
Method 2Cuttheblanksabout1/8"longerthantheBrassTubestoallowfor“blow-out”orholeelongation.Maintaingrainorientationofthetwoblanksforturningbyplacingan“x”oneithersideofthecutline.Later,youwillneedtoturnaportionofthewoodblankdowntotheBrassTubeonthelathe.
Upper Tube NutMandrel “B” Lower Tube
Plateau FT/RB Bushing Set
12.4 mm 12.4 mm 11.5 mm 11.5 mm
Visit Rockler.com for the most current product information and videos or call 1-800-260-9663.

AssemblyReadtheassemblyinstructionscompletelybeforeassembly.
1. SlidetheDecorativeRingsontotheCenterBandasshown inthediagramaboveandpresstheassemblyontothe exposedbrassoftheUpperTube.Ifloose,carefullyglue intoplacewithasmallamountofCA(cyanoacrylate)glue.
2. UnscrewtheCapCouplerfromtheCapandpressitintothe otherendoftheUpperTube.
3. InsertthethreadedstudoftheCapthroughtheClipand threadtheassemblyintotheCapCoupler.
4. PresstheTipCouplerintotheLowerTube.Makesureyou choosetheappropriateendofthetubetopreservethe patternorgrainmatchforyourpen.
5. PressCenterCouplerintoopenendofLowerTube.
6. PresstheBlackTubeontotheCenterCoupler.
7. GentlypresstheLowerCapintotheopenendoftheBlack Tube.DonotpresstheLowerCapintoohard,oritwill spreadouttheBlackTubeandruinthefit.
8. InserttheSpring,largeendfirst,intotheTipCoupler.Insert theInkCartridge,thenthreadtheTipintotheTipCoupler.
Reordering Information Stock #GoldPlateauRollerballPenKit............................440797mmMandrel“A”with#2MorseTaper...............43537#1MorseTaperAdapter(requires43537)...........270507.35mmMandrel“B”(requires43537).................28652PlateauFT/RBBushingSet(requires28652)......46495“V”DrillBit............................................................39630
Gold Plateau Rollerball Pen Assembly
Clip Cap
Tip Ink Cartridge
Upper Tube
Cap Coupler
Lower Tube
Center Band
Decorative Ring 2
Decorative Ring 1
Tip Coupler
Center Coupler
Black Tube
Spring
Lower Cap
44079 - Rev 10/11
WARN
ING: T
his product contains one or m
ore chem
icals, including lead, that are know
n to the State of C
alifornia to cause cancer and birth defects or other reproductive harm
. W
ash hands after handling.
Made in C
hina
Distributed by R
ockler C
ompanies Inc.
© 2011 R
ockler Woodw
orking and H
ardware
4407
9 - R
ev 1
0/11
Go
ld P
late
au
R
oll
erb
all
P
en
A
sse
mb
ly
Inst
ruc
tio
ns