Embed Size (px)
Citation preview

25
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
49
� En la tercera etapa, se recupera selectivamente el
cobre disuelto en el medio acuoso, generado por la
elevada concentración de ácido sulfúrico. En el caso
del cobre, a través de electroobtención.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
50
Reducción de tamaño
Lixiviación
Extracción
Reextracción
Electroobtención
Solución rica delixiviación o PLS
Orgánicocargado
Acuoso limpio cargado o “avance”
Cátodos
Solución de lixiviación agotada o “refino”
Orgánico descargadoy regenerado
Acuoso limpio paradescarga o “spent”
Mineral

26
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
51
LIXIVIACION
Etapa deExtracción
Etapa deStripping
EXTRACCION POR SOLVENTES
ELECTROWINNING
Solución con Contenido de cobre
Orgánico cargado
Orgánico descargado
Recuperación de cobre mediante extracción por solve nte
Cátodo de cobre de alta ley
Solución de stripping
EstruturanteCargado Con cobreSolución acida
Estanquede solución
Alimentador
Sedimentador
ElectroliticoRico en cobre
Extractante de cobre
Pila de mineral
Refinado
Refinado recuperación – lixiviación
Celda deelectrowinning
Electrolito de avance
Electrolito spent
Mezclador
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
52
Circuito de flotación con una etapa de flotación ro ugher, una etapa de flotación cleaner y dos etapas de flotación scavenger (una pa ra cada etapa principal).
CONCENTRACION DE MINERALES POR FLOTACION
Alimentaciónfresca
Concentradofinal
Relavefinal
Rougher
CleanerScavengerCleaner
ScavengerRougher

27
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
53
Los circuitos de este tipo, por ejemplo, los encontramosen el tratamiento de polimetálicos que contienenminerales sulfurados de plomo-zinc.
En una primera etapa, el mineral de plomo flota paraobtener un concentrado y, de las colas de este, se pasa
a una segunda etapa de flotación para la obtención deun concentrado de zinc.
Muchas veces tanto el plomo como el zinc estánasociados con plata, la cual enriquece a ambosconcentrados.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
54
Circuito de flotación con una etapa de flotación rougher a muerte (no considera una etapa scavenger o repaso), una etapa de flotación cleaner y
una etapa de flotación scavenger para la limpieza.
Relavefinal
Cleaner
Rougher
Concentradofinal
Alimentaciónfresca

28
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
55
En el circuito anterior, la etapa de flotación rougher secaracteriza por asegurar una elevada recuperación,obteniendo concentrados de baja ley.
En las etapas de flotación cleaner, se prioriza subir la leydel elemento de interés, sacrificando la recuperación.Las colas son recirculadas a las etapas anteriores. Serealizan tantas etapas cleaner hasta que se alcanza laley que se desea obtener.
Los circuitos de este tipo, por ejemplo, los encontramosen la flotación de sulfuros de cobre.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
56
OPERACIONES DE SEPARACION SOLIDO-LIQUIDO
¿POR QUE SEPARAR EL SOLIDO DEL LIQUIDO?
El concentrado de una planta de procesamiento deminerales sigue su camino hacia la etapa de fundición,donde debe ser sometido a procesos de calentamiento.
Alternativamente, en aquellas industrias mineras que noposeen fundición, el concentrado debe venderse como tal yser transportado fuera de la empresa. En ambos casos,interesa que el producto tenga una mínima cantidad deagua para reducir el consumo de combustible o el costo detransporte.

29
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
57
ESPESAMIENTO, TIPOS DE ESPESADORES, OPERACION DE UN ESPESADOR
� Operación de separar, mediante el mecanismo desedimentación, parte del agua de una suspensión, conel fin de obtener lo siguiente:
• Una pulpa de mayor concentración de sólidos(descarga)
• Un flujo de agua clara (rebalse)
� El espesamiento se efectúa en equipos llamadosespesadores.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
58
� Son estanques cilíndricos de mayor diámetro que altura,provistos de una alimentación central en su partesuperior y una descarga, también central, en el fondo.
� El piso se construye con una leve inclinación hacia elcentro y, sobre este, la pulpa espesa es barrida porbrazos mecánicos soportados desde el eje delestanque.
� La periferia superior del cilindro posee un canalconcéntrico exterior que colecta el flujo de agua clara yrecibe el nombre de rebalse.
ESPESADORES

30
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
59
ESPESADORES
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
60
�La función principal de los espesadores es espesar lapulpa alimentada hasta una concentración convenientepara las operaciones.
• Bombeo
• Filtración
• Acondicionamiento
• Flotación, etc.
�Otra función que se torna cada vez más importante es lapreocupación ambiental y permitir la recuperación yrecirculación total o, por lo menos, de parte del agua delproceso.

31
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
61
En casos especiales, como en la cianuración de oro,
en la lixiviación de minerales de cobre y de uranio, y
en la industria del aluminio, los espesadores son
utilizados como reactores químicos que retienen el
mineral durante el tiempo necesario, para que las
reacciones químicas ocurran y se separe la fase sólida
de la solución.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
62
� El concepto básico de un espesador continuo degravedad consiste en lo siguiente:
• Un estanque
• Un medio para introducir la alimentación con unmínimo de turbulencia
• Un mecanismo de rastrillo propulsado para moverlos sólidos asentados hasta un punto de descarga
• Un medio para retirar los sólidos espesados
• Un medio para eliminar el agua clara
PARTES DE UN ESPESADOR

32
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
63
ESQUEMA DE UN ESPESADOR
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
64
�La función principal de los espesadores es espesar lapulpa alimentada hasta una concentración convenientepara las operaciones siguientes. Otra función que setorna, cada vez más importante, está relacionada con lapreocupación ambiental, y permitir la recuperación yrecirculación total o por lo menos de parte del agua delproceso.
�La operación de un espesador consiste en conseguirpara un determinado tonelaje de alimentación, un estadoestacionario con una concentración de descarga y unaprofundidad de aguas claras prefijadas.

33
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
65
A
B
C
D
Descarga
Alimentación
Rebalse(overflow)
Esquema de operación de un espesador continuo . Se muestra la definición de cuatro zonas de sedimentación de un es pesador.
OPERACION DE UN ESPESADOR
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
66
� A medida que entra el flujo de alimentación en elespesador, los sólidos decantan hacia el fondo.
� El agua clara rebosa por la parte superior y los sólidos sonevacuados por la descarga inferior.
• Zona A : Es el agua de rebose limpio.• Zona B : La pulpa tiene consistencia poco uniforme,
cuya concentración se aproxima a la de alimentación.• Zona C : Estado intermedio. La pulpa está en una
condición transitoria entre sedimentación por caída librey compresión.
• Zona D : Pulpa en compresión. Se produce undesplazamiento del agua por compresión de los sólidos.
FUNCIONAMIENTO DEL ESPESADOR

34
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
67
Alimentación
Lecho de floculación
Pulpa de sedimentación
Hundido
Rebose
Cuello de alimentación
FUNCIONAMIENTO DEL ESPESADOR
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
68
�La profundidad de aguas claras es independiente de
las variables de entrada y es afectada solamente por
la distribución granulométrica de la alimentación.
�Mientras más finos sean los sólidos de alimentación,
se precisará mayor cantidad de floculante para
mantener limpia el agua de rebalse.

35
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
69
ESPESADORES
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
70
SEDIMENTACION RELAVES: 2 ESPESADORES DE 250 PIES DIAM

36
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
71
ALTERNATIVAS DE TRATAMIENTO DE SOLUCIONES DE CIANURACION
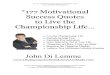
En el diagrama de flujo siguiente, se presenta un esquemageneral en el que se muestran las posibilidadestradicionales de cianuración de minerales de oro y plata, yel posterior tratamiento de las soluciones obtenidas.
La elección de alguna de ellas depende de las leyes de oroy plata, de las reservas de mineral, del tamaño de partículade oro, del grado de liberación, del tipo y cantidad de otroselementos presentes y otros.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
72
FIGURE 3.16 Flowsheet options for gold recovery fr om leach solutions
Regrinding Slurry Solids
CyanideHeap Leaching
Counter-CurrentDecantation
Solution
Products ofOther Leaching
ProcessesAgitated Cyanide
Leaching
Solid-LiquidSeparation
Solid-LiquidSeparation
AgitatedCyanideLeaching
Solid-LiquidSeparation
Solid-LiquidSeparation
Tailings Tailings Tailings
CIL CIP
CIC
L
L
L
L
L
S
SS
S
====
s

37
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
73
DIAGRAMAS DE FLUJOS NO TRADICIONALES DE MINERALES DE ORO
Procesos oxidativo nítrico
En el diagrama de flujo siguiente, se muestra un esquemade tratamiento de minerales de oro que contienen arsénico,el cual se somete a un proceso oxidativo de tipo nítrico.
Previo al proceso de cianuración, se hace un tratamiento deeliminación de arsénico que incluye su precipitación a laforma de arseniato de calcio.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
74
Diagramas de flujos para procesos oxidativos con ac ido nítrico.
Ore/Concentrate
SluryConditioning/Heating
Nitric AcidOxidation
Redox
CaCoArsenic/GypsumPrecipitation
Gas PhaseSeparation
GasScrubbing
Wash Water
Ca(OH)
Solid-LiquidSeparation
Neutralization
Cyanide Leach Cyanide
Detoxification
Tailings
Recovery
Au - Ag Product
Solid
Liquid
NO/NO
NO/NO
Ca/CO
VentAtmosphere
Arseno, Nitrox, and NSC
Gas PhaseSeparation
Arsenic/GypsumPrecipitation
O HNO (Arseno, Nitrox, Redox)NaNO (NSC)
2 32
3
2
2
3
2

38
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
75
TRATAMIENTO BIOLOGICO DE MINERALES SULFURADOS CON CONTENIDOS DE ORO
Los minerales sulfurados que contengan oro puedenresultar, en procesos muy refractarios, a la disolución deoro, debido a la matriz que lo contiene.
La oxidación biológica permite la reacción parcial de lossulfuros, produciendo condiciones de término delencapsulamiento del oro en estos minerales y permitiendola acción de disolución a través del proceso de cianuración.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
76
Esquema de oxidación biológica de minerales sulfura dos.
Run-of-Mine or Crushed Ore
Bacteria Inoculum
Nutrients
Cooling/HeatingLiquid
Nutrients
Air
Conditioning
Bio-oxidation
Solid-LiquidSeparation
Neutralization
CyanideLeaching
Carbon to GoldRecovery Circuit
Tailings Return Water (mayrequire further detoxificationprior lo reuse in flotationor bio-oxidation circuits)
CIP/CIL
CyanideDetoxification
Second-StageNeutralization
Solid-LiquidSeparation
First-StageNeutralization
Solids Lime
Tailings Disposal
Liquid
LimestoneLiquid
Solids
Grinding
Flotation
Regrind Tailings
H SO2 4

39
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
77
En el diagrama siguiente, se presenta un esquema detratamiento para minerales con baja ley.
En este caso, no es posible realizar molienda almineral, solo chancado; el proceso de oxidaciónbiológica se realiza a través de lixiviación en pilas.
Posteriormente se realiza la lixiviación o cianuraciónen pilas del oro y de la plata.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
78
Diagrama de flujo conceptual para la lixiviación bi ológica de minerales sulfurados de baja ley.
Run-of- Mine Ore
Crushing
Agglomerationfor Acid Media
Agglomeration Aid(if required)
Bacteria Inoculum(if required)
Nutrients Bio-oxidationHeap Leach
Neutralization
Reagglomerationand Restacking
CyanideHeap Leach
CyanideDetoxification
Disposal (in placeor separate facility)
Lime, Limestone
Lime
Solution forGold Recovery
Air, OH SO2 4
2

40
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
79
TRATAMIENTOS DE OXIDACION A PRESION
En el diagrama siguiente, se presenta el tratamiento apresión de polimetálicos para la recuperación de oro yplata y, en forma conjunta, la recuperación de otroselementos tales como cobre, zinc y cobalto.
Todas las técnicas utilizadas son de tipohidrometalúrgicas.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
80
Esquema de recuperación de metales desde los proces os de oxidación hasta la presión.

41
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
81
TRATAMIENTO DE MINERALES CON CONTENIDOS DE ORO GRUESO Y FINO
En los diagramas siguientes, se presenta un esquema
en el que se utilizan procesos de concentración
gravitacional, de concentración por flotación, de
recuperación por amalgamación y cianuración.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
82
Run-of-Mine Ore
Crushing
Agglomeration
Cyanide HeapLeaching
Figure 3.16
FGURE 3.9 Flowsheet options for combined heap leaching and agitated leaching of free - millingand oxidized ores
CoarseFines SizeSeparation
Figure 3.16(Slurry)

42
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
83
En el diagrama de flujo siguiente, se presenta unaalternativa de tratamiento de minerales de oro queincluye la concentración gravitacional para oro gruesoy la concentración por flotación para oro fino.
El concentrado de oro grueso tiene diferentesalternativas de tratamiento posterior y el concentradopor flotación es tratado posteriormente por lacianuración por agitación.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
84
Run-of-Mine or Crushed Ore
GrindingTailings
GravityConcentration
Concentrates
Figure 3.14
Solid - LiquidSeparation
CyanideLeaching
Figure 3.16
Recycle Solutionto Grinding
Flotation
Barren Tailing orBarren Concentrate
Disposal
FGURE 3.6 Flowsheet options for grinding and agitated leaching of free-milling and oxidized ores

43
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
85
Se presentan diferentes alternativas para el tratamientode concentrados de oro grueso.
Gravity Concentrales
Regrinding
Flotation
To Tailingsor FurtherTreatment
ConcentratesFigure 3.15
FIGURE 3.14 Flowsheet options for gravity concentr ates
Figure 3.16 Bullion Product
IntensiveCyanidation
Smelting
Amalgamation
Retorting
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
86
TRATAMIENTO DE MINERALES CONCENTRADOS POR FLOTACION PREVIO
A LA CIANURACION
La concentración de minerales por flotación se puederealizar cuando las partículas de oro y plata se presentan entamaños extremadamente pequeños o cuando estáninmersos en una matriz de sulfuros.
Dependiendo de las leyes que se obtengan, el concentradopuede ser tratado por cianuración o simplemente puede serfundido.

44
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
87
En los procesos de concentración por flotación, el oro y laplata pueden ser recuperados en el concentrado o en lascolas del proceso de flotación, dependiendo a qué tiposde minerales se encuentran asociados.
Luego, los concentrados o las colas pueden ser tratadaspor cianuración para la disolución de los elementosvaliosos.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
88
Run-of-Mine orcrushed Ore
FIGURE 3.10 Flowsheet options for flotation of mon refractory sulfidic ores
GrindingTailings
Concentrates
GravityConcentration Figure 3.14
ConcentratesFlotation
Grinding Grinding
Preaeration
Figure 3.16Agitated Cyanide
LeachingFigure 3.16
Agitated CyanideLeaching
Figure 3.15Alternative Treatment
of FlotationConcentrates
Tailings
Discardto Tailings

45
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
89
Flotation Concentrates
DiscardBarren
Concentrates
Smelting
Bullion Product
FIGURE 3.15 Flowsheet options for flotation concen trates
Figure 3.16
IntensiveCyanidation
Regrinding
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
90
TRATAMIENTO DE MINERALES DE MINERALES DE TELURO
El tratamiento de minerales de teluro con contenidos deoro y plata requiere de etapas de molienda intensiva,etapas de clorinación y/o tostación previo a la etapatradicional de cianuración.
Estos minerales son los más refractarios a los procesos decianuración.

46
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
91
La causa más común de la refractabilidad es la
oclusión o diseminación de finas partículas de oro
menores a 1 micrón, encapsuladas en los minerales de
sulfuros (pirita, arsenopirita, cuarzo y otros), que son
matrices insolubles y difíciles de penetrar con
soluciones de cianuro.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
92
Diagramas para el tratamiento de minerales de telur o
Run-of-Mineor Crushed Ore
Grinding
Solid-LiquidSeparation
FlotationTailings
To tailings orFurther Treatment
(i.e, grinding, preaeration,cyanide leaching)
Concentrates
Regrinding
Chlorination Roasting
Regrinding
Solid-LiquidSeparation
Figure 3.16Agitated Cyanide
Leaching
Neutralization
FIGURE 3.13 Flowsheet options for telluride ores

47
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
93
En el esquema siguiente, se presenta las alternativas derefinación de oro y plata, obtenida a través de laelectroobtención y cementación con zinc.
Las diferentes posibilidades a seguir dependenfundamentalmente de las impurezas presentes.
En ambos casos, el producto es el bullión de oro y plata.
PROCESOS DE REFINACION
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
94
Diagramas de flujos de refinación
FIGURE 3.17 Flowsheet options for refining
Electrowinning ZincPrecipitation
Precipitate
CellSludge
Steel WoolCathodes
ElectrolyticReplating Sludge
Melting
Smelting
Roasting/Calcining
Retorting
AcidTreatment
Bullion Product

48
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
95
TERMODINAMICA DE SOLUCIONES Y PROCESOS:
CALCULO DE EQUILIBRIO
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
96
DEFINICIONES
SistemaParte del universo separada del resto por una superficie real oimaginaria. Ejemplo: un reactor cerrado al medio ambiente.
Sistema en equilibrioNo intercambia materia ni energía con otros sistemas o con elexterior. Permanece constante en el tiempo.
Termodinámica del equilibrioPredice el sentido de los cambios hasta alcanzar el equilibrio.
ProcesoPaso de un sistema desde un estado de equilibrio a otrodiferente.

49
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
97
PROPIEDADES DE UN SISTEMA
Propiedades intensivas
No dependen de la masa. Ejemplos: la temperatura, ladensidad, la viscosidad.
Propiedades extensivas
Dependen de la masa. Ejemplos: la presión, la entropía, laentalpía, la energía libre de Gibbs.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
98
Hay una correspondencia entre las propiedades extensivase intensivas: el producto de una extensiva por sucorrespondiente intensiva tiene dimensiones de energía.
� Volumen : V → P� Entropía : S → T� Número de moles : Ni → µi
� Superficie : Γ → σ� Momento eléctrico : P → E

50
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
99
DEFINICIONES
FaseCada una de las partes diferenciadas y homogéneas de unsistema que puede separarse de otras por mediosmecánicos.
ComponenteCada una de las unidades composicionales que sirven paradefinir un sistema. Algunos ejemplos son los siguientes:
- Átomos de la tabla periódica (poco práctico)- Moléculas sencillas en sistemas gaseosos: N2, CO2, O2,- Óxidos en sistemas minerales y magmas: MgO, Al2O3, SiO2
- Extremos en mezclas binarias: CaCO3, MgCO3
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
100
PRIMER PRINCIPIO: ENERGIA INTERNA
La energía total de un sistema es constante.
Es una función de estado que no varía, si el estado delsistema no cambia.
Es una propiedad extensiva (función de propiedadesextensivas).
Unidad de energía: JouleCaloría (1 cal= 4.18 J)
)N,V,S(UU i=

51
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
101
Un sistema interacciona con el exterior intercambiandomasa, calor o trabajo.
Ejemplo: si calentamos un gas y no lo dejamos expandirni intercambiar masa, aumentará su energía interna.Si dejamos que se expanda, realizará un trabajomecánico a costa de la energía interna.
Convenio: energía cedida < 0
)dN(UdWdQdU i++=
pdVdQdU −=
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
102
PRIMER PRINCIPIO: PROCESOS
TrabajoSupongamos un sistema en equilibrio 1(U1), que pasa a otro estado 2 (U2) realizando un trabajo sin cambios de calor
1
V2
2p2
p1
V1
p1→p2El sistema ya no está en equilibrio y se expande.V1→V2El trabajo realizado será el siguiente:∆w = -p2 ∆V
p1 →p2 → V1→V2 → p2→p3 → V2→V3 …
El trabajo realizado será el siguiente:∆w = -p2 (V2-V1)- -p3 (V3-V2)- -p4 (V4-V3)
Supongamos que le proceso se realiza mediante escalones:
Entonces, el trabajo depende del camino: no es una función de estado.
1
V4
2
p2
p1
V1
p4
p3
V2 V3

52
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
103
PRIMER PRINCIPIO: PROCESOS
p2 =p1+dpEl sistema se desplazará muy próximo alequilibrio.V2 =V1+dVEl trabajo realizado será el siguiente:
Supongamos que el proceso se realiza mediante cambiosinfinitesimales:
� El proceso que tiene lugar en desplazamientos próximos al equilibriose denomina reversible.
� El trabajo de un proceso reversible es el máximo.
� Un proceso reversible es una idea abstracta que no existe en lanaturaleza, pero simplifica mucho la forma de pensar.
� La termodinámica que estudiaremos es la de procesos reversibles.
1
V4
2
p2
p1
V1
p4
p3
V2 V3∫=∆ 2
1
V
VpdVW
∫≤∆ 2
1
V
VpdVW
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
104
CalorAnálogamente al trabajo. Supongamos un sistema en equilibrio 1 (U1),que pasa a otro estado 2 (U2) sin cambios de volumen, sinointercambiando calor.Por analogía con el trabajo, supongamos el calor descompuesto en elproducto de una variable intensiva (p →T) y otra extensiva (V →S).
No sabemos qué es S, pero es algo semejante al calor.
1
S4
2
T1
S1
T4
∫≤∆ 2
1
S
STdSQ
TdQ
dSTdSdQ ≥→≤
PRIMER PRINCIPIO: PROCESOS

53
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
105
SEGUNDO PRINCIPIO: ENTROPIA
El primer principio establece que la energía total seconserva en los procesos de un estado de equilibrio aotro.
Pero no indica la espontaneidad o no del proceso.
Para tratar la espontaneidad, se define una nueva funciónde estado, S:
TdQ
dS =
0)dN(UdWdQdU i =−−−
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
106
SEGUNDO PRINCIPIO
Un sistema evoluciona de forma espontánea a otroestado de equilibrio, si la entropía del universo aumenta.
En un sistema en equilibrio: dS = 0.
En un sistema en equilibrio, U es mínima: dU = 0.
0SSS restosistemauniverso >∆+∆=∆

54
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
107
Visión intuitiva macroscópica: el calor fluyeespontáneamente del reservorio más caliente al más frío.
0SSS mediosistemauniverso >∆+∆=∆
Esto solo es cierto, si T1>T2.
SistemaT2
Medio T1
0TQ
TQ
12
>∆−∆
∆Q
SEGUNDO PRINCIPIO
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
108
PROPIEDADES INTENSIVAS
Por una parte…dU = dQ – pdV + U(dNi)dU = TdS – pdV + U(dNi)
Por otra parte, U es una función de estado.
Las derivadas parciales de U son propiedades intensivas:no dependen de la masa total del sistema.
∑ ∂∂+
∂∂+
∂∂= i
i
dNNU
dVVU
dSSU
dU
TSU
iN,V
=
∂∂
pVU
iN,S
−=
∂∂
i
N,S,Vij
NU µ=
∂∂

55
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
109
PROPIEDADES INTENSIVAS: ECUACION DE ESTADO
Ecuación de estadoRelaciona una propiedad intensiva con otras intensivas yextensivas.
Unidades de medida
Temperatura: KHay una temperatura en la que S = 0 (tercer principio)Punto triple del agua: 273.16 K
Presión: Pa = N m-2 = J m-3
1 bar = 105 Pa
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
110
PROPIEDADES INTENSIVAS: UTILIDAD
Sirven para determinar las condiciones de equilibrio deuna forma más intuitiva que las extensivas.
Sean dos subsistemas separados por una pared aislantetérmica (adiabática), rígida e impermeable:
S1V1
V2 Ni,2Ni,1
S2U2U1
1. Si desaparece la pared aislante térmica, ¿cómoevolucionará el sistema hasta el nuevo equilibrio?
21 TT =

56
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
111
2. Si la pared rígida se transforma en elástica, ¿cuálserá la nueva condición de equilibrio?
21 TT = 21 pp =
3. Si la pared es además permeable, se va a alcanzar elequilibrio térmico y el composicional, donde el potencialdel elemento i en el sistema 1 va a ser igual alpotencial del elemento i en el sistema 2.
21 TT = 21 pp =2i1i µ=µ
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
112
ESTADO ESTANDAR
No podemos conocer el valor absoluto de las propiedadestermodinámicas ni de sus potenciales, solamente sus cambios.
Definición de valores arbitrarios de referencia o estándar.
Cuantificación de los cambios en las propiedades al variar p y Trespecto a los valores estándar.
La propiedad más interesante es G, pero para calcularlanecesitamos H y S.
G=H-TSEn magnitudes molares
g=h-Ts

57
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
113
ENTALPIA ESTANDAR
La entalpía estándar de una sustancia es el calor de la reacción de formación de la sustancia a partir de los elementos en su forma más estable a 298 K y 1 bar.
La entalpía de formación de los elementos se considera 0.
Ej.: H2(g) + ½ O2(g) = H2O(L)0 0
reacción exotérmica
Para los iones en solución, es necesario un convenio adicional:
Ej.: HCl(L) = H+ + Cl-
0
½ H2 (g) = H+ + e-
0 0
1r
0f molkJ95.285hh −−=∆=∆0
fh∆
0)H(h0f =∆ +
10fr
0f molkJ167))L(HCl(hh)Cl(h −− −=∆−∆=∆0
fh∆
0h)e(h r0f =∆=∆ −
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
114
ENTROPIA ESTANDAR
La entropía estándar de una sustancia es el calor absorbido al calentar a 1 bar desde T = 0 K (s = 0) a 298,15 K dividido por la temperatura. No es una magnitud relativa (∆s), sino absoluta ( ).
En realidad, lo que se mide es el calor específico cp= calor necesario para aumentar 1K a un mol de sustancia:
Donde cp y son valores absolutos y > 0.Convenio para iones: s0(H+) = 0
Ejemplo: H2(g) + ½ O2(g) = H2O(L)130.63 ½ 205.15 69.98
reacción que aumenta el orden
dTT
cds p=
0
298s
110r KmolJ23.163s −−−=∆
dTT
css
298
0
p0
0298 ∫+=
0298s

58
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
115
ENERGIA LIBRE ESTANDAR
La energía libre estándar de una sustancia es la de la reacción de formación de la sustancia a partir de los elementos en su forma más estable a 298 K y 1 bar.
La energía libre de formación de los elementos se considera 0.
Ej.: H2(g) + ½ O2(g) = H2O(L)0 0 exotérmica
Para los iones en solución, es necesario un convenio adicional:
10r molkJ95.285h −−=∆)OH(g 2
0f∆
0)H(g0f =∆ +
10r
0r
0r2
0f molkJ29.237sThg)OH(g −−=∆−∆=∆=∆
110r KmolJ23.163s −−−=∆ aumenta el orden
espontánea
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
116
La gran mayoría de las reacciones de interés enhidrometalurgia son heterogéneas. Los procesos enlas que ellas intervienen están relacionados con unajuste de condiciones, de manera que se crea lainestabilidad de un sólido respecto a la solución (comoocurre en lixiviación) o la inestabilidad de la soluciónrespecto del metal (como sucede en la precipitación).Estas inestabilidades pueden lograrse, ya seaintroduciendo un reactivo o aplicando un potencialeléctrico.
FISICO-QUIMICA DE SOLUCIONES ACUOSAS

59
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
117
El primer paso en el estudio de tales problemas en un
análisis cuidadoso, termodinámico, para determinar
cuáles procesos son espontáneos y cuáles son las
condiciones para un equilibrio estable o meta estable.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
118
La termodinámica define el estado de equilibrio al que
debería llegar finalmente una reacción en ciertas
condiciones dadas. Aun cuando, en la práctica, no se
logre alcanzarlo; lo cierto es que no puede irse más allá
de él. La termodinámica es pues una guía para saber
qué reacción es posible y cuál no lo es. Por este
motivo, debe estudiarse primero.

60
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
119
DIAGRAMAS POTENCIAL-PH A TEMPERATURA AMBIENTE
Las representaciones gráficas de las propiedadestermodinámicas de un sistema son de gran utilidad, puespermiten visualizar, de una manera global, los campos deestabilidad de elementos y compuestos en base a laspropiedades más importantes para un sistema dado.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
120
La mayoría de las reacciones de interés enhidrometalurgia pueden ser escritas de manera demostrar la extensión en que ellas ocurren o puedenocurrir, dependiendo del pH de la solución, del potencialde oxidación y de las actividades de los elementosreaccionantes. Lo anterior permite representar latermodinámica de estos sistemas de una forma gráficasimple, que corresponde a los diagramas de Pourbaix odiagramas potencial-pH de amplio uso en corrosión.

61
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
121
Debemos hacer notar que estos diagramasrepresentan, en cuanto a exactitud, solo la dada por losdatos experimentales o estimados, usados en suconstrucción; por lo tanto, no pueden ser másconfiables que lo que son ellos mismos.
Por consiguiente, la determinación de los diagramaspotencial/pH, a temperatura ambiente o elevada, estárelacionada esencialmente a la disponibilidad de datostermodinámicos experimentales o estimados, para cadauna de estas temperaturas y condiciones.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
122
Puede demostrarse que las variables dominantes delos sistemas acuosos son el pH y el potencial deoxidación-reducción. Por lo tanto, estas variables sonlas coordenadas de los diagramas de Pourbaix. Laactividad de las especies presentes en solución serepresenta, generalmente, como tercera variable,apareciendo en los diagramas como líneas decontorno. La temperatura puede influir en formaimportante, siendo necesario construir los diagramas adistintas temperaturas, si se desea conocer suinfluencia.

62
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
123
Como se verá más adelante, la presión del sistema tieneun efecto despreciable sobre la configuración de loscampos de estabilidad termodinámica de elementos ycompuestos en soluciones acuosas.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
124
Aunque las soluciones acuosas no contienen electroneslibres, es muy útil generalizar las reacciones de lasiguiente forma:
aA + mH+ + ne- = bB + cH2O
A y B pueden ser especies solubles iónicas, solublesneutras o insolubles.

63
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
125
Si n = o, la reacción es una reacción química sinoxidación ni reducción.
Para n ≠ 0, A representa el reactante en el estadooxidado, mientras que B está en el estado reducido.
A y B pueden ser especies sólidas o iones disueltos.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
126
Diagrama potencial-pH del agua
+1.5
Eh[volts]
-1,3H
OHH
HH
atm O
atm H
atm O
atm HH
-
-+
AmbienteAcido
AmbienteAlcalino
Zona Oxidante
Zona Reductora
REGION DE ESTABILIDAD DEL AGUA
10
10
1
1
3
3
2
2
2
2
Diagrama Eh / pH para la estabilidad del agua, a 25º C, mostrando los campos de estabilidad de varios otros compuestosderivados del agua.

64
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
127
El potencial de oxidación-reducción de equilibrio parala reacción de semicelda está dado por la expresiónde Nernst.
)reactantes (a
productos) (a ln
∏∏−=
nF
RTEhEh O
TT
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
128
Es decir, un potencial de electrodo referido al electrodoestándar de hidrógeno SHE.
2H+ + 2e- = H2
Por convención, el potencial de electrodo correspondientea la reacción anterior es cero, para la actividad unitaria delion hidrógeno y para la presión parcial del hidrógeno iguala una atmósfera.

65
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
129
El potencial de electrodo estándar y el cambio deenergía libre estándar están relacionados por lasiguiente expresión:
nF
GEh
o
To
T
∆−=
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
130
Por lo tanto, la relación de Nernst para la reaccióninicial será la siguiente:
maa
cOaHa
nF
RT
nF
GEh
H
a
A
b
B
o
TT
)()(
)()(ln 2
+
−∆−=

66
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
131
(aA), (aB), (aH2O) y (aH+) son las actividades de las
respectivas especies.
Haciendo pH = -logaH y aH2O = 1, la ecuación queda de lasiguiente manera:
( )aa
ba
nF
RTpH
nF
RTm
nF
GEh
A
BT
o
TT
)(log303.2303.2 −−∆−=
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
132
La ecuación anterior es la relación general entre elpotencial y el pH a una temperatura T°K y aparece comouna línea diagonal en un diagrama Eh-pH.
A 25 °C, la ecuación puede escribirse de la siguientemanera:
aa
ba
npH
n
mEhEh
A
B
)(
)(log
0591.00591.0 −−°=

67
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
133
Si m = 0; es decir, si no están envueltos los iones H+ oOH-; la ecuación anterior se reduce a la siguienteexpresión:
Y aparece en los diagramas como una línea paralela aleje del pH, ya que los valores de aA y aB son constantes.
aa
ba
nEhEh
A
B
)(
)(log
0591.0−°=
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
134
Si la reacción no envuelve la transferencia de electronesn=0, habrá una línea vertical (paralela al eje Eh) en eldiagrama.
En este último caso, para determinar la posición de lalínea debe usarse la expresión siguiente:
T
o
T kRTG ln−=∆

68
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
135
Que aplicada a la reacción inicial con n = 0, resulta losiguiente:
Como aB y aB son constantes, la expresión anterior esuna recta paralela al eje pH.
( )aa
ba
mRTm
Gph
A
B
o
TT
)(log
1
303.2−∆−=
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
136
En cualquiera de las situaciones consideradas, se debe
elegir los valores de las actividades de las especies en
solución para poder construir un diagrama Eh-pH. En
corrosión se específica, generalmente, actividades 10-6 M
que se consideran como las actividades máximas para
especies disueltas en regiones de pasivación.

69
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
137
En hidrometalurgia, es más conveniente construir
diagramas con actividades más altas (10-6–10-1 M).
Hay dos reacciones importantes que deben aparecer en
todo diagrama Eh-pH. Estas líneas son los límites de
estabilidad del agua en condiciones de oxidación y
reducción, respectivamente.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
138
Límite inferior: 2H+ + 2e- → H2
Límite superior: O2 + 4H+ + 4e- → 2H2O
Los potenciales de semicelda de las reaccionesanteriores están dadas por las ecuaciones siguientes,respectivamente, en que pH2 y pO2 son las presionesparciales.

70
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
139
Cuando las presiones de oxígeno e hidrógeno soniguales a 1 atm, las ecuaciones anteriores definen loslímites de estabilidad termodinámica del agua bajo lascondiciones de estado estándar y se designan como laslíneas (a) y (b), respectivamente, en los diagramas Eh-pH a 25 °C.
2log
2303.2303.2 HT
o
TT PF
RTpH
F
RTEhEh −−=
2log
4303.2303.2 OT
o
TT PF
RTpH
F
RTEhEh −−=
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
140
Eh25 = - 0.0591 pH – 0.0295 log pH2
Eh25 = 1.229 – 0.0591 pH + 0.0147 log pO2
Un aumento de presión de hidrógeno o presión deoxígeno por un factor de 10 cambia Eh25 (de hidrógeno)en solo 30 mV y Eh25 (de oxígeno) en solo 15 mV. Lafigura siguiente muestra el diagrama Eh-pH para el agua.

71
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
141
Los límites de estabilidad del agua se desplazan muy poco.
Por ello, se puede afirmar que un aumento de presión
dentro de estos límites no tiene, prácticamente, efecto en
la termodinámica de una reacción y las ventajas que se
pueden conseguir son de aspecto cinético.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
142
Un aspecto importante a mencionar sobre el diagramaanterior es que se trazaron las líneas de estabilidad delagua para presiones de 1 atm y 103 atm de presión deoxígeno e hidrógeno, respectivamente.
A pesar de haber variado en una cifra tan grande laspresiones de equilibrio de hidrógeno y oxígeno, lasposiciones de las curvas variaron muy poco, solo cambiaronlevemente los coeficientes de posición de ellas, quedandoprácticamente igual la región de estabilidad del agua.
Lo mencionado indica la poca importancia que tiene lavariable presión en la estabilidad termodinámica de lossistemas hidrometalúrgicos.

72
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
143
Diagrama potencial-pH del agua
+1.5
Eh[volts]
-1,3H
OHH
HH
atm O
atm H
atm O
atm HH
-
-+
AmbienteAcido
AmbienteAlcalino
Zona Oxidante
Zona Reductora
REGION DE ESTABILIDAD DEL AGUA
10
10
1
1
3
3
2
2
2
2
Diagrama Eh / pH para la estabilidad del agua, a 25º C, mostrando los campos de estabilidad de varios otros compuestosderivados del agua.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
144
Es importante rescatar los conceptos de agente oxidante y
agente reductor. Un agente oxidante nos permite
movernos hacia la zona superior del diagrama, mientras
que un agente reductor nos permite movernos hacia la
zona inferior del diagrama.
Cuando elevamos el valor del potencial de un sistema, nos
movemos hacia zonas más oxidantes.

73
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
145
Cuando bajamos el valor del potencial de un sistema, nos
movemos hacia zonas más reductoras.
Del mismo modo, cuando agregamos un ácido al sistema,
nos movemos hacia zonas de pH menor.
Cuando agregamos una base, nos movemos hacia zonas
de pH mayor o zonas alcalinas.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
146
Un agente oxidante eleva el potencial del sistema,oxidando a otro elemento (pierde electrones) y se reduce(gana electrones).
Un ejemplo de esto es el siguiente:
2Fe3+ + Cu = 2Fe2+ + Cu2+

74
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
147
Estudiemos la siguiente reacción:Cu + 2Fe3+ = Cu2+ + 2Fe2+
En este ejemplo, el agente oxidante es el ion férrico, el cualse reduce a ion ferroso y el cobre es oxidado a ion cúprico.Las semireacciones involucradas son las siguientes:
2Fe3+ + 2e = 2Fe2+ reacción catódica
Cu = Cu2+ + 2e reacción anódica
La suma de estas dos semireacciones resulta la reacciónplanteada inicialmente.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
148
Veamos una reacción de disolución:
CuO + H2SO4 = CuSO4 + H2O
Esta reacción se produce sin cambios de oxidación y soloocurre por la inestabilidad del sólido producido por uncambio de acidez en el sistema.
Esta reacción corresponde a la disolución de óxidos decobre.

75
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
149
POTENCIAL REDOX DE ALGUNOS REACTIVOS OXIDANTES
Reactivo
Ozono O3 + 2H+ +2e = O2 + H2O Eº = 2,07 V
Agua oxigenada H2O2 + 2H+ + 2e = 2H2O Eº = 1,77 V
Permanganato MnO4- + 8H+ + 5e=Mn2+ + 4H2O Eº = 1,51 V
Cloro gaseoso Cl2 + 2e = 2Cl- Eº = 1,36 V
Nitrato NO3- + 2H+ + e = NO2 + H2O Eº = 0,8 V
Ion férrico Fe3+ + e = Fe2+ Eº = 0,77 V
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
150
POTENCIAL REDOX DE ALGUNOS REACTIVOS OXIDANTES
De la tabla anterior, se puede concluir que el oxidante másenérgico es el ozono, luego el agua oxigenada y,finalmente, el ion férrico.
El potencial estándar del ozono es el que tiene el mayorvalor positivo, luego tiene el mayor valor negativo en laenergía libre y, finalmente, es la reacción que está másdesplazada a la formación de los productos (capturaelectrones), lo cual produce la oxidación de otro elemento.

76
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
151
POTENCIAL REDOX DE ALGUNOS REACTIVOS REDUCTORES
Reactivo
Gas hidrógeno 2H+ + 2e = H2 E = 0,0 V
Chatarra de hierro Fe2+ + 2e = Fe E = -0,44 V
Polvo de zinc Zn2+ + 2e = Zn E = -0,763 V
Manganeso Mn2+ + 2e = Mn E = -1,18 V
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
152
POTENCIAL REDOX DE ALGUNOS REACTIVOS REDUCTORES
De la tabla de reactivos reductores, se concluye que elreductor más enérgico es el manganeso, luego el polvo dezinc y, finalmente, el gas hidrógeno.
El potencial estándar del manganeso es el que tiene elmayor valor negativo, luego tiene el mayor valor positivo enenergía libre. La reacción está desplazada en el sentidoinverso; es decir, el se oxida fácilmente cediendo electronesy, por consiguiente, reduciendo a otro elemento que ganalos electrones cedidos.

77
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
153
APLICACION DE LOS DIAGRAMAS POTENCIAL - pH A LA LIXIVIACION
DE OXIDOS
En el diagrama que se muestra a continuación se observaque para disolver óxidos, sulfatos, silicatos, carbonatos ycloruros de cobre, desde un punto de vista termodinámicosolo, es necesario contactar dichos minerales con unasolución acuosa que tenga una acidez adecuada, demanera que el sistema alcance valores de potencial y pHdonde el ion cúprico es estable.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
154
Diagrama potencial-pH para minerales de cobre
Diagrama potencial versus pH, a 25ºC, que muestra los campos de estabilidad de las principales especiesminerales de cobre en el sistema Cu-S-H O
cuprita
tenorita
mal
aqui
ta
broc
hant
i ta
antle
ri ta
cha l
cani
ta
calcosita
covelina
bornitacalcopiritacalcosina
Cu
1.3
0
0 7 1410
10
10
10
Cu(10-1m/I)
P
parte superior dela napa de agua
-83
-65
-40
-1
2+
O2
pH
(atmósferas)Eh
[volts]
2

78
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
155
APLICACION DE LOS DIAGRAMAS POTENCIAL-PH A LA LIXIVIACION
DE SULFUROS
En el diagrama potencial-pH, se observa que para alcanzaruna condición termodinámica de disolución de sulfuros esnecesario llevar el sistema a la zona de estabilidad del ioncúprico. Para ello, se requiere llevar el sistema a unpotencial superior, agregando un agente oxidante, en estecaso el ion férrico, y acidificando el sistema de valoresinferiores a 2,5-2 para evitar la precipitación del ion férrico.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
156
Reacciones de disolución de sulfuros
Calcopirita
Reacción anódica
CuFeS2 = Cu2+ + Fe2+ + 2S + 4e
Reacción catódica
2Fe2(SO4)3 + 4e = 4FeSO4
0
443422 25)(2 SFeSOCuSOSOFeCuFeS ++=+

79
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
157
Reacciones de disolución de sulfuros
Covelina
Reacción anódica
CuS = Cu2+ + S + 2e
Reacción catódica
Fe2(SO4)3 + 4e = 2FeSO4
0
44342 2)( SFeSOCuSOSOFeCuS ++=+
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
158
En las reacciones de sulfuros de cobre se puedendestacar los siguientes aspectos:
�Se necesita la presencia de un agente oxidante, eneste caso el ion férrico.
�El azufre es el elemento que se oxida de -2 a azufre 0.
�En estos casos, aparece el azufre sólido elementalcomo uno de los productos de las reacciones, el cualactúa como una capa pasivante, influyendo fuertementeen la cinética de la reacción.

80
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
159
COMPORTAMIENTO DEL AZUFRE
El azufre en las reacciones de disolución de sulfuros pasade un estado de oxidación -2 (como está presente lacalcopirita, la covelina, la calcosina, la bornita) a un azufre0 (como azufre elemental).
El azufre, de acuerdo a los diagramas potencial-pH, debeseguir oxidándose hasta +6 a la forma de SO4
-2 o HSO4-,
pero esta última reacción es de cinética muy lenta quehace aparecer al azufre como fase estable, hecho que nodebe ser.
La presencia de azufre es una de las causas de ladificultad de lixiviar sulfuros.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
160
Diagrama potencial-pH del sistema S-agua
-1.0
-0.8
-0.6
-0.4
-0.2
-0.0
+0.2
+0.4
+0.6
+0.8
+1.0
HS
O4
aq
SH S aq
2
H O
H O
O
H
2
2
2
2HS aq
SO aq+4
0 2 4 6 8 10 12 14
pH

81
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
161
Esto significa que en un sistema compuesto por soluciones
aciduladas, en el que hay presencia de iones férricos como
agentes oxidantes y mineral sulfurado de cobre, se
obtendrá al término de la lixiviación iones cúpricos, iones
ferrosos y azufre elemental.
El azufre elemental aparece como una fase meta-estable y
será uno de los elementos que contribuya a la
problemática de tipo cinético de estos minerales.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
162
ooH
2
2
H2
AREA DEDISOLUCION
AREA DEPASIVACION
ZONAS DECORROSION
Cu S2
Cu O2CuO2
2-+ CuS
Sº +
Cuº
-3-6
CuOCuO
140
0
+ 1,2
-1,0
pH
Eh[volts]

82
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
163
Diagrama potencial-pH del sistema Fe-agua
0-1.0
-0.8
-0.6
-0.4
-0.2
0.0
+0.2
+0.4
+0.6
+0.8
+1.0
2 4 6 8 10 12 14
PH
H O2
H O2
H2
SIDERITAFe Co3
Fe (OH)
Fe
(OH
)
3
2
Hidrorido Ferrico
o2
HF
eO
2aq
.
Fe
Fe
++
+++
aq.
aq.
Fe
(OH
) 2+
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
164
Dibujemos el diagrama Eh-pH del agua con presiones dehidrógeno y oxígeno de 1 y 10 atm, respectivamente.
Las semireacciones son las siguientes:
- En medio ácido
Oxidación : 2H2O = O2 + 4H+ + 4e- E°= 1,23 V
Reducción: 2H+ + 2e- = H2 E°= 0,00 V

83
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
165
- En médio alcalino
Oxidación : 4OH- = O2 + 2H2O + 4e- E°= 0,401 V
Reducción: 2H2O + 2e- = H2 + 2OH- E°= - 0,83 V
Para dibujar el diagrama Eh-pH del agua, utilizaremoslas ecuaciones de las reacciones en medio ácido, lascuales están directamente relacionadas con laconcentración en iones H+ y el pH.
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
166
Oxidación
2H2O = O2 + 4H+ + 4e- E°= 1,23 V
4
2log
4
06,0 ++= HPEE O
o

84
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
167
Reducción
2log
4
06,0log4
4
06,0O
o PHEE +⋅+= +
2log015,006,023,1 OPpHE +−=
VEHeH 0,022 2 =°=+ −+
2
2
log2
06,0
HP
HEE
+
+°=
22log03,006,000,0/ HHH PpHEh −−=
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
168
a) Para la presión de hidrógeno y oxígeno de 1 atm,aplicando Nernst se obtiene lo siguiente:
Eh (H2O/O2) = 1,23 – 0,06 pHEh (H2/H)= -0,06 pH
10-1.0-0.8-0.6-0.4-0.20.00.00.40.60.81.81.21.41.6
2 3 4 5 6 7 8 9 10 11 12 13 14
H+
O2
H O2
P= 1 atm

85
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
169
b) Para la presión de oxígeno e hidrógeno de 10 atm,aplicando Nernst se obtiene lo siguiente:
Eh (H2O/O2) = 1,23 – 0,06 pH + 0,015 log(10) = 1,215 - 0,06 pH
En (H2/H+) = 0,00 – 0,06 pH – 0,03 log (10) = -0,03 – 0,06 pH
10-1.0-0.8
-0.4
0.0
0.4
0.8
1.2
1.6
2 3 4 5 6 7 8 9 10 11 12 13 14
H+
O2
H O2
P= 10 atm
2H O= O + 4H + 4e
2H + 2e H
2 2
2
+
+
-
-
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
170
Usando un diagrama de potencial-pH del sistema Cu-H2O, diga si pH = 2,2 y E = 0,65 V, ¿en qué zona deestabilidad estará: el ion Cu2+ o el sólido CuO?
Suponiendo que la concentración de los iones es 1 M,P = 1 atm y T = 25 °C, del gráfico siguiente con líneaspunteadas del gráfico, el más estable es el ion Cu2+;pues a ese pH y a ese valor de potencial estamos enla zona de estabilidad del Cu2+. Para salir de la zonade estabilidad del ion cúprico, debemos aumentar elpH a valores superiores a 4 o bajar el potencial delsistema para precipitar cobre metálico, agregando unreductor.

86
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
171
Diagrama Eh-pH del sistema Cu-H 2O
14 16121086420-2 3
pH
2
16
16
0.80,65
0.4
0
-0.4
-0.8
-1.2
-1.6
2,2
2,8
Cu +++
E= 1,13+0.06 pH
CuO
CuCuO Cu O2
0.5 O + 2H + 2e H O
2
2
+-
2=
E(v)
2H + 2e H2
+-
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
172
En una solución acuosa a pH 1,5; se tiene en equilibrio2 g/l de Fe2+ con 3,5 g/l de Fe3+. Luego de burbujear O2en dicha solución durante 2 horas, el potencial aumentóun 20%. Determine las nuevas concentraciones deequilibrio de Fe2+ y Fe3+.
En este caso debemos establecer la reacción deequilibrio entre el ion ferroso y el ion férrico.Posteriormente, determinar el valor del potencial delsistema conociendo los contenidos de hierro disuelto ensus dos estados de oxidación.

87
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
173
Reacción de equilibrio
Concentraciones de ion ferroso e ion férrico
volt771,0023 =⇔+ +−+ EFeeFe
l
g
PMlitros
molesMolaridad ⋅== 1
solución
soluto
[ ] [ ][ ]
[ ] 063,056/5,3
75,1036,056/2
3
2
32
==
===
+
+
++
Fe
Fe
FeFe
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
174
Apliquemos Nernst al equilibrio en estudio:
El potencial del sistema a 25 ºC con las concentracionesde ion ferroso e ion férrico dado es 0,785 V.
[ ]( )
volt785,0
))036,0log()063,0(log(059,0771,0
loglog1
059,0 23
=
−+=
−⋅+= ++
E
E
FeFeEE o

88
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
175
0-1.0
-0.8
-0.6
-0.4
-0.2
0.0
+0.2
+0.4
+0.6
+0.8
+1.0
2 4 6 8 10 12 14
PH
H O2
H O2
H2
SIDERITAFe Co3
Fe (OH)
Fe
(OH
)
3
2
Hidrorido Ferrico
o2
HF
eO2
aq.
Fe
Fe
++
+++
aq.
aq.
Fe
(OH
) 2+
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
176
Del resultado obtenido, se puede concluir que el valordel potencial del sistema es función de la razón ionférrico/ion ferroso existente.
Si esa razón aumenta el valor del potencial, será mayor;por lo contrario, si la razón disminuye, el sistema tendráun valor de potencial menor; es decir, menos oxidante.
Esta relación de concentración de ion férrico y surespuesta en potencial de oxidación es muy importanteen la lixiviación de sulfuros, como es el caso delixiviación de cobre.

89
INTERCADECONSULTANCY & TRAINING
www.intercade.org
Dr. Patricio Navarro Donoso - [email protected] - Consultor Intercade
177
Ahora si el potencial aumenta en un 20% (Eequil.) luegode 2 horas de burbujeo de oxígeno, se obtiene losiguiente:
E = 1,2 x Eequil. = 0,942 V
Este nuevo valor de potencial alcanzado produce uncambio en las concentraciones de equilibrio de ionferroso e ion férrico.





















![22753 Materialdeestudio Parteiii[1]](https://img.pdfslide.us/doc/110x75/55cf9135550346f57b8b8d37/22753-materialdeestudio-parteiii1.jpg)