-
7/30/2019 23-48-1-SM si si
1/1241
Validating the weldability with ux core arc weldingFCAW for
deteriorated naval steels (FLUX CORED
ARC WELDING)
Validacin de la soldabilidad mediante alambre tubular con ncleo
de fundente FCAW para acerosnavales deteriorados (FLUX CORED ARC
WELDING)
Repairs and changes o steel plates in the structure o the
vessels where it is possible to nd steels witha high degree o
deterioration need reliable welded joints in naval steel o the type
ASM A131 Gr.
A new to old. Due to the act that the variables associated to
the weldability o the materials to berepaired are not known, it is
necessary to make a study on the weldability o steel ASM A131 Gr
A,in ull penetration seams or junctures, under the various
parameters involved in the welding process,to determine the
infuence o the corroding residues that aect the application o
welding compoundsthrough the analysis o the metallurgical reactions
o liquid condition in order to select the contributingmaterials
with the alloy elements that are able to prevent these phenomena
and to recommend the bestpractices or the electric arc welding
process with tubular electrode with FCAW fux core.
Las reparaciones y cambios de lminas de acero en la estructura
de los buques donde se presentan aceroscon alto grado de deterioro,
requieren uniones soldadas conables en el acero naval ASM A131 Gr.
Anuevo a viejo. Debido al desconocimiento de las variables
asociadas con la soldabilidad de los materiales areparar, es
necesario realizar el estudio de la soldabilidad del acero ASM A131
Gr A, en uniones o juntasde penetracin completa, bajo los dierentes
parmetros del proceso de soldeo, determinar la infuenciade los
residuos de corrosin que aectan la aplicacin de la soldadura,
mediante anlisis de las reaccionesmetalrgicas de estado lquido para
seleccionar los materiales de aporte con elementos de aleacin
capacesde evitar estos enmenos y recomendar las mejores prcticas
del proceso soldeo por arco elctrico conelectrodo tubular con ncleo
de undente FCAW .
Key words:Weldability, corrosion, fux Cored Arc Welding.
Palabras claves: soldabilidad, corrosin, fux Cored Arc
Welding.
Alonso Patarroyo1
Elvis Solano2
Fabio Cueca3
Fernando Rojas4
Alredo Morales5
Abstract
Resumen
1 Servicio Nacional de Aprendizaje SENA. e-mail:
[email protected] Servicio Nacional de Aprendizaje SENA
e-mail: [email protected] Servicio Nacional de Aprendizaje
SENA. e-mail: [email protected] Servicio Nacional de Aprendizaje
SENA. e-mail: [email protected] Corporacin de Ciencia y
ecnologa para el Desarrollo de la Industria Naval, Martima y
Fluvial COECMAR. e-mail: [email protected]
Date received: March 2nd, 2009 - Fecha de recepcin: 2 de marzo
de 2009Date Accepted: October 6th, 2009 - Fecha de aceptacin: 6 de
octubre de 2009
Ship Science & Technology - Vol. 3 - n. 6 - (41-52) January
2010 - Cartagena (Colombia)
-
7/30/2019 23-48-1-SM si si
2/1242
Studies on the weldability o ASM A-131grams,naval steel with a
high degree o deterioration arescarce. Te objective o this study is
to establish the
behavior o these steels when they are subject to theFCAW (Flux
Cored Arc Welding) processes. Tisprocess stands out or its high
productivity andwelding reduction costs as compared to
manualprocesses. It is based on the act that FCAW is asemi
automatic process that reduces the periods ousing welding, welding
costs and also, they increaseproductivity by improving several
indicators ascompared to the SMAW process.
In order to validate the weldability, mechanic
practices, micro structural behavior studies as wellas studies
on the behavior o several commercialtubular wires in Colombia will
be conducted.
Welding with an electric arc with tubular electrodewith fux core
FCAW (Flux Cored Arc Welding)is a semi automatic welding process
that takes
advantage o an electric arc between a continuouselectrode o ller
metal and the welding electrodeand the welding puddle. Tis process
is used withthe protection rom a fux that can be ound intothe
tubular electrode, with or without an additional
gaseous protection rom the outside, and withoutapplying any
pressure to it.
Te method that has been used to assess theweldability conditions
o Steel o the type ASMA131 Gr. A, through the FCAW process in
themanuacture and repair o vessels, by Cotecmarand Centro de
Materiales y Ensayos del SENA,
has been based on the characterization o steels othe type ASM
A131 Gr. A with steel sampleso ships built on dierent years. Te
ollowingtubular wires were selected or this study in orderto be
assessed in terms o their behavior beoreweldability o the naval
steel as per the classicationANSI / AWS A 5.20; E71-1, E71-8 and
E71-11, which was encoded in this document as -1, -8y-11
respectively.
Introduction
Basics of the process
Experimental Design
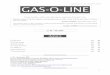
Fig. 1. A diagram of self- protected FCAW.
Source: Lincoln Electric.
Tubular electrode
Metal powders, materialvapors generators, dexosidantsand
cleaning agents
Arc shield formed byvaporized compoundsand slag generators
Arc and metal transfer
Guide wire andcontact tube
Melten slag
Solidied slag
Weld metal
Weld puddle
Wieldingdirection
Ship Science & Technology - Vol. 3 - n. 6 - (41-52) January
2010 - Cartagena (Colombia)
Patarroyo, Solano, Cueca, Rojas, Morales
-
7/30/2019 23-48-1-SM si si
3/1243
Tree stages were ollowed here: characterizationo the naval
steel, selection o the ller materialsand the assessment o the
weldability.
Creating the parameters o the welding equipment
was perormed in order to qualiy positions 2Gand 3G
correspondingly as per code number AWSD1.1:2004
Te seam junctures were made with base materialsaccording to the
production years and servicecondition o the vessel. Te nomenclature
or thebase material was set as ollows: new material (N),old
material (V) and old- welded material (VS);and the resulting
combinations were N-VS, V-Vand N-V or each one o the junctures part
o the
research.Te design o groove butt joints with root size
aceequivalent to 0 a 5/
32 root opening equivalent to
5/64
a1/16
and bevel angle and chamer o 45.
Te result analysis was done bysimple comparisonwith: 18
observations in the tension test whichcorresponded to the 3
combinations per each oneo the designation and 2 test tubes per
coupon asper the Regulation, 36 observations in the side
3combinations and 4 test tubes per coupon accordingto code AWS D1.1
and in the hardness test 36observations or a total o 720 points
obtained, 20points per test tube). Te metallographic analysishad 27
metallographies (3 or each combinationand designation), or the base
material, weldingjobs and the area that had been aected by
heat,
done in the old material (V) and old welding jobs(VS) whose
interest is to veriy the weldabilitybehavior in them or the FCAW
process.
Fig. 2. Design of a typical joint.
Fig. 4. Cutting and tagging the test tubes for chemicaland
metallographic analysis of the base metals.
Fig. 3. ASTM A131 G A. Naval steel ame-cutting
process.
NewMaterial
45
1/2
1/16
5/32
OldMaterial
Validating the weldability with a tubular wire FCAWfux cored or
deteriorated naval steels
ASTM A131 G A. Naval steel.
1972 1969 2008
Ship Science & Technology - Vol. 3 - n. 6 - (41-52) January
2010 - Cartagena (Colombia)
-
7/30/2019 23-48-1-SM si si
4/1244
Fig. 5. Test coupon for Naval Steel of the type ASTMA131 Gr A of
Steel made in 2008 and steel made in 1972.
Prior to welding.
Fig. 6. Test coupon of naval steel of the type ASTM A131Gr A,
steel manufactured in 2008 and one from 1972.
Fig. 7. Performing the tension tests on the test specimens.
Te AWS D1.1 code criteria were applied here,obtaining the design
o the joint o Fig. 2 or whichthe fame- cutting process was perormed
in orderto generate the coupons on which the welded jointswere done
ollowing the FCAW process with three
electrode wires -1,-8 and -11.
Heat input H
Where:
H = Heat input in J/centimietersA = amperesV = electrical
potencials in voltsVa = Advancing speed in inches / minutesA =
current in amperesV = voltage in voltsva = advancing speed in
inches per minutes60 = constant
Heat input for position 2G Root pass = 64,8 KJ/cm Filler pass =
61,8 KJ/cm Presentation pass = 60.800,11 J/m
Heat intake for position 3G Root pass = 53.647,05 J/m Filler
pass = 52.258,06 J/m Presentation pass = 49.241,37 J/m
Te base material o the test tubes obtained romthe plates was
characterized during the research, toveriy it with ASM A131 Gr A or
Naval Steel,according to what is shown in Fig. 3. Chemicalanalysis
tests were perormed by spectrometry thusgenerating the chemical
composition o able 2,rom where it is easy to conclude that the
navalsteels manuactured in 1969, 1972 and 2008, aretypical steels o
designation ASM A131 Gr A.
=
(1)H
A.V. 60
Va
Parameter creation of the Welding Pro-cess and calculation of
the Heat input (H)
Base material characterization
Ship Science & Technology - Vol. 3 - n. 6 - (41-52) January
2010 - Cartagena (Colombia)
Patarroyo, Solano, Cueca, Rojas, Morales
(1)
-
7/30/2019 23-48-1-SM si si
5/1245
Later, a metallographic analysis was perormed andnding bead like
segregation bands in the navalsteel rom 1969 and 1972, (see Figs. 8
and 9) (boxes1 and 4) on a erritic matrix (box 3), supposedly dueto
the aging process due to the precipitation and
migration o carbon on errite. Also sphere- shapedoxides were
ound in the erritic structure (box 2),probably generated by
corroding environments inan aqueous or gaseous environment.
Input Pass Amperes Volts Advancing Speed Polarity
-1
1 160 - 190 18 - 21 3,0 Negative
2 140 - 170 19 - 23 3,1 N3 140 - 170 19 - 23 3,7 N
-8
1 160 - 195 19 - 23 3,2 N
2 155 - 180 18 - 21 2,8 N
3 155 - 180 18 - 21 3,2 N
-11
1 150 - 180 18 - 21 3,5 N
2 140 - 170 17 - 20 3,3 N
3 140 - 170 17 - 20 3 N
Table 1. Parameter classication FCAW process.
Validating the weldability with a tubular wire FCAWfux cored or
deteriorated naval steels
Element C Si Mn P S Cr Mo Ni Cu V Nb
Steel vesselbuilt in 1969
.2098 .0242 .7724 .0175 .0181 .0010 .0010 .1526 .0167 .0010
.0026
Steel vesselbuilt in 1972
.2490 .0342 .7621 .0123 .0215 .0010 .0010 .1878 .0492 .0010
.0027
Steel vesselbuilt in 2008
.1549 .2227 .6974 .0106 .0295 .0199 .0010 .1804 .0785 .0010
.0028
Table 2. Chemical composition of the base material naval
steel.
Fig. 8. Metallography ASTM A 131 Gr A steel from 1969.
1
2
3
4
Fig. 9. Metallography, ASTM A 131 Gr A steel from 1972.
1
2
3
4
Ship Science & Technology - Vol. 3 - n. 6 - (41-52) January
2010 - Cartagena (Colombia)
-
7/30/2019 23-48-1-SM si si
6/1246
As compared with the micro structure o navalsteel rom 2008, that
shows an evenly distributedbeaded erritic structure as can be seen
in Fig. 10.
Te average Vickers analysis o hardness o thesamples o the naval
steel rom 1969, 1972 and2008, is consistent with the metallographic
analysis.It was possible to obtain hardness indexes greaterthan
that o the steel rom 2008, supposedly dueto the aging phenomenon
due to the precipitationand migration o carbon on errite.
By applying the parameters in able 1, andthe design o the joint
in Fig. 2, the FCAWwelding process was applied with input -1, -8and
-11, according to what was stated during theexperimental design the
Joints welded using thevisual inspection techniques, colored
penetratingfuids, tension destructive test, side
crease,metallography and hardness prole.
Regarding the side crease tests, the test tubes withthe various
combinations had a good behavior and
the behavior is acceptable under the criteria inCode AWS
D1.1.
Fig. 10. Metallography ASTM A 131 Gr A steel from 2008.
Fig. 11. Behavior of the hardness prole for welded joints.
Year 1969 1972 2008
VickersHardness
143,51 143,41 134,45
Table 3. Hardness Comparison.
Table 4. Maximum load, tension practice.
Table 5. Parameters of the Vickers hardness test.
2
4
Characterization of a Welded Joint
Input Joint Amperes
-1
V-V 68
N-VS 68
N-V 72
-8
V-V 59
N-VS 58
N-V 69
-11
V-V 73
N-VS 68
N-V 76
Load (gm) 300
Load Constant 1854,4
Occular Constant 20 X 0,6234
310
Specimen
HardnessValues
290
270
250
230
210
190
170
-1VV
-1NVS
-1NV
-8VV
-8NVS
-8NV
-11VV
-11NVS
-11NV
0 1 2 3 4
Ship Science & Technology - Vol. 3 - n. 6 - (41-52) January
2010 - Cartagena (Colombia)
Patarroyo, Solano, Cueca, Rojas, Morales
-
7/30/2019 23-48-1-SM si si
7/1247
Validating the weldability with a tubular wire FCAWfux cored or
deteriorated naval steels
Micrograph of a naval steel of theType ASTM A- 131 Grade A
withperlite (dark) dual phase on aferritic matrix, Attack with
Nital at2 %, 200 x enlargement. epresence of some isolated
carbons
is evident here.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on aferritic matrix, Attack with
Nital at2 %, 200 x enlargement. epresence of some isolated
carbons
is evident here.
Micrograph of a naval steel of theType ASTM A- 131 Grade A
withperlite (dark) dual phase on aferritic matrix, attacked with
Nitalat 2 %, 200 x enlargement. epresence of some
embeddedhydrocarbons is evidenced.
Micrograph of a naval steel of theType ASTM A- 131 Grade A
withperlite (dark) dual phase on aferritic matrix, enlargement 200
x.e presence of some embeddedhydrocarbons in the ferritic matrixand
a ner perlite grain due to theame- cut and latter welding job.
INPUT 1
STEEL 1969 STEEL 1969
Fig. 12. Metallography - Input - 1 VV Joint.
Fig. 13. Metallography - Input - 1 Joint NV.
Micrograph of a naval steel of theType ASTM A- 131 Grade A
withperlite (dark) dual phase on a
ferritic matrix. Attack with Nital at2 %, 200 x enlargement. A
ningperlite grain condition is evidencedhere as well as some
isolatedhydrocarbons.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on a
ferritic matrix, Attacked with Nitalat 2 %. 200 x enlargement.
epresence of some isolated hydrocar-bons is evidenced here.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on aferritic matrix, attacked with
Nitalat 2 %, 200 x enlargement. epresence of some
embeddedhydrocarbons is evidenced here.
Micrograph of a naval steel of theType ASTM A- 131Grade A,
withperlite (dark) dual phase on aferritic matrix, Nital at 2 %
attack,enlarged 200 x. Partiallytransformed, tempered perlite,some
isolated oxides, micro poresand micro crevices can be seenhere.
INPUT 1
STEEL 2008 STEEL 1969
Ship Science & Technology - Vol. 3 - n. 6 - (41-52) January
2010 - Cartagena (Colombia)
-
7/30/2019 23-48-1-SM si si
8/1248
Fig. 14. Metallography - Input - 1 NVS Joint.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on aferritic matrix, Attacked with
Nitalat 2 %, 200 x enlargement. Aning perlite grain trend is
evidenced here as well as someisolated hydrocarbons.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on aferritic matrix, attacked with
Nitalat 2 %, 200 x enlargement. epresence of some isolated
hydrocarbons is evidenced here.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on aferritic matrix, Attacked with
Nitalat 2 %, 200 x enlargement. Aning perlite grain trend
isevidenced here, some isolatedhydrocarbons in the perlite
grainslimits.
Micrograph of a naval steel of theType ASTM A- 131Grade A,
withperlite (dark) dual phase on aferritic matrix, Nital at 2 %
attack,enlarged 200 x. Partiallytransformed, tempered perlite,some
isolated oxides, micro poresand micro crevices can be seenhere.
INPUT 1
STEEL 2008WELDED STEEL
1969
Fig. 15. Metallography - Input - 8 VV Joint.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
with
perlite (dark) dual phase on aferritic matrix, Attacked with
Nitalat 2 %, 200 x enlargement. epresence of some hydrocarbons
isevidenced here.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
with
perlite (dark) dual phase on aferritic matrix, attacked with
Nitalat 2 %, 200 x enlargement. epresence of some hydrocarbons
isevidenced here.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on aferritic matrix, Attacked with
Nitalat 2 %, 500 x enlargement. einclusion of slug together
withsome hydrocarbons and groupedoxides is evidenced here.
Micrograph of a naval steel of theType ASTM A- 131Grade A,
withperlite (dark) dual phase on aferritic matrix, Nital at 2 %
attack,enlarged 200 x. Partiallytransformed perlite as well as
someisolated hydrocarbons can be seenhere.
INPUT 8
STEEL 1969 STEEL 1969
Ship Science & Technology - Vol. 3 - n. 6 - (41-52) January
2010 - Cartagena (Colombia)
Patarroyo, Solano, Cueca, Rojas, Morales
-
7/30/2019 23-48-1-SM si si
9/1249
Validating the weldability with a tubular wire FCAWfux cored or
deteriorated naval steels
Fig. 16. Metallography - Input - 8 NVS Joint.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on aferritic matrix, Attacked with
Nitalat 2 %, 200 x enlargement.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on aferritic matrix, attacked with
Nitalat 2 %, 500 x enlargement. epresence of some acicular
perlite
with some isolated hydrocarbons
embedded in the ferritic matrix isevidenced here.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on aferritic matrix, Attacked with
Nitalat 2 %, 200 x enlargement. Aning perlite grain trend
together
with some directed micro crevicesis evidenced here.
Micrograph of a naval steel of theType ASTM A- 131Grade A,
withperlite (dark) dual phase on aferritic matrix, Nital at 2 %
attack,enlarged 200 x. It is possible to seepores together with
embeddedoxides in the ferritic matrix.
INPUT 8
STEEL 2008WELDED STEEL
1969
Fig. 17. Metallography - Input - 8 NV Joint.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on a
ferritic matrix, Attacked with Nitalat 2 %, 200 x
enlargement.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on aferritic matrix, attacked with
Nital
at 2 %, 500 x enlargement. Someoxides embedded in the
grainlimits of the pearlitic phase areevidenced here.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on aferritic matrix, Attacked with
Nitalat 2 %, 200 x enlargement. Aning grain trend of the
pearliticphase, generalized porosity in theferritic matrix and some
isolatedhydrocarbons in the limits of the
erlite rain can be seen here.
Micrograph of a naval steel of theType ASTM A- 131Grade A,
withperlite (dark) dual phase on aferritic matrix, Nital at 2 %
attack,200 x enlargement. Polygonalferrite with hydrocarbons
includedand the presence of pores isevidenced here.
INPUT 8
STEEL 2008 STEEL 1972
Ship Science & Technology - Vol. 3 - n. 6 - (41-52) January
2010 - Cartagena (Colombia)
-
7/30/2019 23-48-1-SM si si
10/1250
Fig. 18. Metallography - Input - 11 NVS Joint.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on aferritic matrix, Attacked with
Nitalat 2 %, 200 x enlargement.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on aferritic matrix, attacked with
Nitalat 2 %, 500 x enlargement. Someoxides embedded in the
grainlimits of the pearlitic phase are
evidenced here.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on aferritic matrix, Attacked with
Nitalat 2 %, 200 x enlargement. Aning grain trend of the
pearliticphase is evidenced here.
Micrograph of a naval steel of theType ASTM A- 131Grade A,
withperlite (dark) dual phase on aferritic matrix, Nital at 2 %
attack,enlarged 200 X. It is possible to seeacicular perlite as
well as someisolated oxides in the grain limits.
INPUT 11
STEEL 2008WELDED STEEL
1972
Ship Science & Technology - Vol. 3 - n. 6 - (41-52) January
2010 - Cartagena (Colombia)
Fig. 19. Metallography - Input - 11 NVS Joint.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on aferritic matrix, Attacked with
Nitalat 2 %, 200 x enlargement.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on aferritic matrix, attacked with
Nitalat 2 %, 200 x enlargement. eveins on the ferrite grains limits
areevidenced here.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on aferritic matrix, Attacked with
Nitalat 2 %, 200 x enlargement. Aning pearlitic grain trend,
ferritegrain limit veins as well as someisolated hydrocarbons
areevidenced here.
Micrograph of a naval steel of theType ASTM A- 131Grade A,
withperlite (dark) dual phase on aferritic matrix, Nital at 2 %
attack,enlarged 200 X. It is possible to seeacicular perlite as
well as someisolated oxides in the grain limits.
INPUT 11
STEEL 2008WELDED STEEL
1972
Patarroyo, Solano, Cueca, Rojas, Morales
-
7/30/2019 23-48-1-SM si si
11/1251
Validating the weldability with a tubular wire FCAWfux cored or
deteriorated naval steels
Ship Science & Technology - Vol. 3 - n. 6 - (41-52) January
2010 - Cartagena (Colombia)
Fig. 20. Metallography - Input - 11 VV Joint.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on aferritic matrix, Attacked with
Nitalat 2 %, 200 x enlargement. epresence of some
isolatedhydrocarbons, a ferritic matrix and
an acicular pearlitic matrix isevidenced.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on aferritic matrix, attacked with
Nitalat 2 %, 200 x enlargement. epresence of some isolated
hydrocar-bons, a ferritic matrix and acicular
perlite are evidenced here.
Micrograph of a naval steel of theType ASTM A- 131 Grade A,
withperlite (dark) dual phase on aferritic matrix, Attacked with
Nitalat 2 %, 200 x enlargement. Aning grain trend of tempered
andpartially transformed perlite andsome isolated hydrocarbons can
beseen here.
Micrograph of a naval steel of theType ASTM A- 131Grade A,
withperlite (dark) dual phase on aferritic matrix, Nital at 2 %
attack,200 x enlargement. A ning grainperlite trend and some
isolatedhydrocarbons are evidenced here.
INPUT 11
STEEL 1972 STEEL 1972
Source: research results.
Te average Vickers hardness or all base materials,shows that or
years 1969-(143,51) and 1972-(143,41), it is relatively similar and
they are higherwhen compared to the year 2008-(134,45). Tisis due
to the probable hardening caused by itsmicro component
precipitation and the years thematerials have been used in the
vessel.
Te base materials used in this study exhibiteda erritic matrix
with perlite as the second microcomponent. Mechanical tension tests
showedmaximum load values, maximum eort values,rupture load and
rupture eort within the rangesset by regulation ASM A131 Grade A
ordesignation -11. Designations -1 and -8 are belowthe values
stated by the regulation and especially -8whose rupture occurred in
the input material.
Analysis and Conclusions During welding process FCAW, some
weldingprocedure specications were generated, as well asthe
qualication o the welders. Te conclusionswere that the input
materials designated as -1 and-8, require highly trained welders,
because manag-ing the welding puddle and especially the slag
fu-ency result in inclusions and lack o penetration inthe root o
the joint.
Te Best behavior was exhibited by the inputmaterial designated
as -11, since it generates cleanwelded joints and the welder needs
an intermediatetraining level. It is possible to go rom
manualcoated electrode applications SMAW, to theFCAW process.
Calculating the input heat or inputs -1,-8 and -11generates heat
aected areas that are typical inclean steels like ASM A 131 Gr
A.
-
7/30/2019 23-48-1-SM si si
12/1252
Ship Science & Technology - Vol. 3 - n. 6 - (41-52) January
2010 - Cartagena (Colombia)
Te metallographic analysis concluded that thesteels rom 1969,
1972 and 2008, even thoughthe rst two exhibit pearlitic
segregations, thisdoes not aect the welded joints, including the
oldwelding jobs ound. A NV welding process should
be graded or maintenance cases.
FCAW welding process with AWS E71-11inputmaterial exhibits the
best welding results. Itdeveloped clean ull penetration joints.
Tisbehavior allows or unilateral welds in vessels, thusdisplacing
the SMAW welding methods whichhave partial penetration and root
clean up.
ORZAR, Ral. Mecnica de racturas enestructuras navales. En:
Congreso Panamericanode Ingeniera Naval XVI COPINAVAL991988
CASILLA, Ivn J. UNFRIED, Jimmy S.Soldabilidad de un acero
microaleado utilizandoel proceso SMAW y metal de aporte errtico
dealta resistencia. Revista Ciencia y ecnologa deBuques Numero 3
Volumen 2. Julio de 2008.
AMERICAN WELDING SOCIEY AWS,D1.1/D1.1 M:2006 Structural Welding
Code Steel No 1.3)
HERRERA MELO, Oscar Javier.FUNDAMENOS DEL PROCESO,Soldadura por
arco con ncleo de undente"FCAW", 2007.
WELDING HANDBOOK. Volume 2. WeldingProcesses Chapter.5 p.
159.
WELDING HANDBOOK. Volume 2. WeldingProcesses Chapter.5 p. 159 -
174.
WELDING HANDBOOK. Volume 2. WeldingProcesses Chapter.5 p.
163.
WELDING HANDBOOK. Volume 2. WeldingProcesses Chapter.5 p.
165.
WELDING HANDBOOK. Volume 2. WeldingProcesses Chapter.5 p.
166.
WELDING HANDBOOK. Volume 2. WeldingProcesses Chapter.5 p.
170.
WELDING HANDBOOK. Volume 2. WeldingProcesses Chapter.5 p.
171.
WELDING HANDBOOK. Volume 2. WeldingProcesses Chapter.5 p.
173.
WELDING HANDBOOK. Volume 2. WeldingProcesses Chapter.5 p.
174.
Bibliography
Patarroyo, Solano, Cueca, Rojas, Morales