Embed Size (px)
DESCRIPTION
articulo
Citation preview
Seediscussions,stats,andauthorprofilesforthispublicationat:http://www.researchgate.net/publication/233944720
Influenceofmanufacturingparametersongeardistortion
CONFERENCEPAPER·SEPTEMBER2011
DOWNLOADS
230
VIEWS
255
1AUTHOR:
RüdigerRentsch
UniversitätBremen
96PUBLICATIONS376CITATIONS
SEEPROFILE
Availablefrom:RüdigerRentsch
Retrievedon:14August2015

IDE 2011, Bremen, Germany, September 14th – 16th, 2011 155
Influence of manufacturing parameters on gear distortion
Tim Kohlhoff, Christian Prinz, Rüdiger Rentsch, Holger Surm
Foundation Institute of Materials Science (IWT), Badgasteiner Str. 3, 28359 Bremen, Germany, {kohlhoff, prinz, rentsch, surm}@iwt-bremen.de
Abstract
Realizing the system-oriented approach of “Distortion Engineering”, the influence of multiple parameters on the distortion of cylindrical gears was investigated by design of experiments. Aim of this research work was to investigate the effect of production parameters before the final heat treatment. The established experimental design focuses on the analysis of two main parts of gear distortion. One part is the distortion of the teeth themselves, the other part is a displacement of the teeth due to the distortion of the disk-shaped base body. The selection of the varied parameters is partly based on results of a system-oriented experiment with disks. Therefore several influences on the base body distortion are known. In comparison to the analysis of disk distortion the interpretation of gear distortion measurements requires significantly extended effort. Besides a determination of the distortion of the complex involute tooth profile, it has to be distinguished between a change of the tooth profile and a change of the base body.
Keywords
Distortion, gear, manufacturing, 20MnCr5 (SAE 5120)
1 Introduction
The manufacturing of high performance drive train parts always comes along with distortion, which leads to an expensive finishing process in order to reach the required accuracy of dimension and shape [Zoch 2005]. The cause of distortion is not solely to be found in the heat treatment, in fact it is distributed along the whole process chain.
In Clausen 2008-I and Clausen 2008-II detailed results of a designed experiment concerning the geometry “disk with a hole” from 20MnCr5 (SAE 5120) were reported. This disk represents the base body of a cylindrical gear.
This article deals with the examination of distortion of a cylindrical gear. The work focuses on the first part of the process-chain from casting to gear machining by hobbing. The objective of this investigation is the detailed characterization of gear distortion considering the interaction between distortion of base body and gear teeth as well as the identification of the main impact factors. As this work is part of the first step of Distortion Engineering [cf. Zoch 2008], an interpretation of acting methods has not been carried out, yet.
2 Test strategy and test procedure
2.1 Process chain
In order to be able to transfer the results of the preceding experiments [Clausen 2008-I, Clausen 2008-II] to gears, the applied process chain of the disk was used for the gear as far as possible. All disks were taken from the same two continuous cast melts, which were used for the disk production of the former investigations, too. The bars of the two melts were produced with the same rolling strain (φ = 2.75), but differ concerning their hardenability. As an integrating factor the hardenability describes the effect of the alloying elements on phase transformations. The hardenability seems to have an effect on the distortion. However the direction of its effect is a controversial issue. Takasaki et al. found a decreasing variance of the changes of size and shape
156 IDE 2011, Bremen, Germany, September 14th – 16th, 2011
because of an increasing of the hardenability [Takasaki 200]. In contrast, Cook and Cristinacce report increasing distortion due to higher hardenability [Cook 1999, Cristinacce 1999].
After consecutive billet marking to identify the position and angular orientation within the rolled bars, the billets were forged in a three step process (upsetting, pre-punching and sizing, final punching). The forging temperature was 1250 °C, as described before [cf. Clausen 2008-I]. In opposite to the former analysis, a variation of die symmetry and disk height after forging was considered here. The height was varied from 22.4 mm to 22.0 mm (logarithmic strain changes from 0.98 to 1.00). The former die forging process was changed to a more symmetric one in which the scrap of the center hole was positioned at half height (shift of about 4.5 mm) in order to evaluate the impact of symmetric forging on distortion [cf. Rentsch 2007].
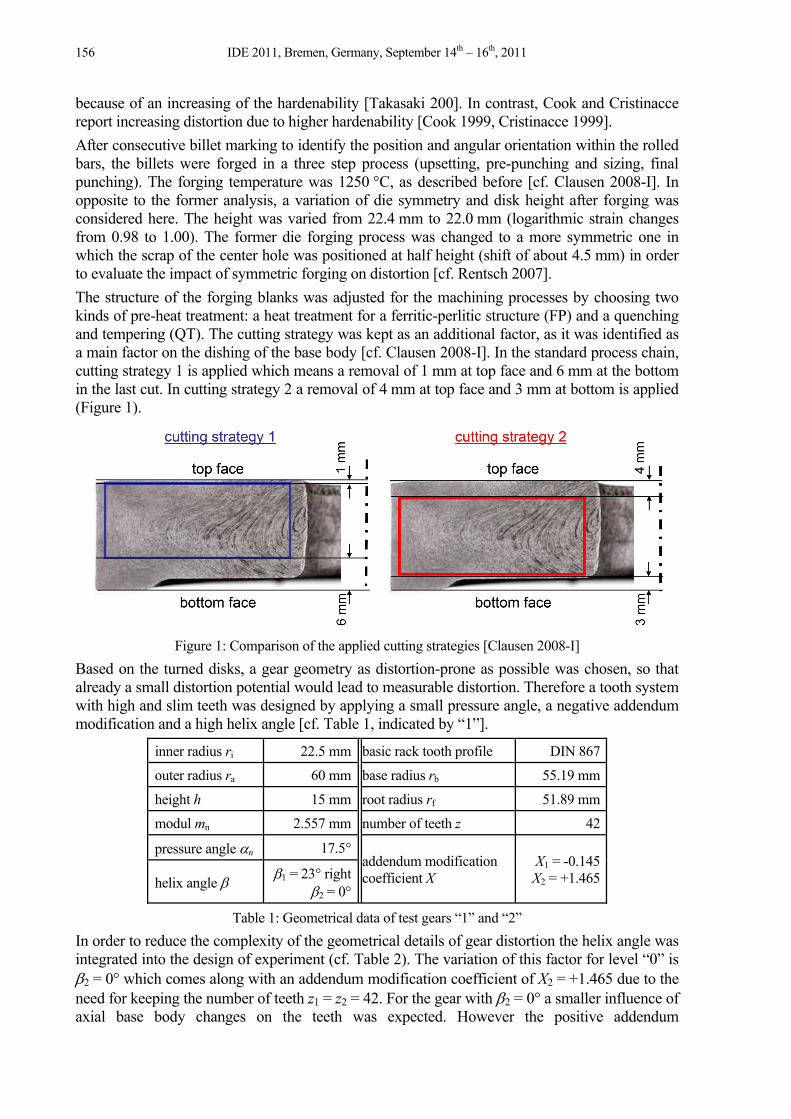
The structure of the forging blanks was adjusted for the machining processes by choosing two kinds of pre-heat treatment: a heat treatment for a ferritic-perlitic structure (FP) and a quenching and tempering (QT). The cutting strategy was kept as an additional factor, as it was identified as a main factor on the dishing of the base body [cf. Clausen 2008-I]. In the standard process chain, cutting strategy 1 is applied which means a removal of 1 mm at top face and 6 mm at the bottom in the last cut. In cutting strategy 2 a removal of 4 mm at top face and 3 mm at bottom is applied (Figure 1).
Figure 1: Comparison of the applied cutting strategies [Clausen 2008-I]
Based on the turned disks, a gear geometry as distortion-prone as possible was chosen, so that already a small distortion potential would lead to measurable distortion. Therefore a tooth system with high and slim teeth was designed by applying a small pressure angle, a negative addendum modification and a high helix angle [cf. Table 1, indicated by “1”].
inner radius ri 22.5 mm basic rack tooth profile DIN 867
outer radius ra 60 mm base radius rb 55.19 mm
height h 15 mm root radius rf 51.89 mm
modul mn 2.557 mm number of teeth z 42
pressure angle n 17.5°addendum modification coefficient X
X1 = -0.145 X2 = +1.465 helix angle
1 = 23° right2 = 0°
Table 1: Geometrical data of test gears “1” and “2”
In order to reduce the complexity of the geometrical details of gear distortion the helix angle was integrated into the design of experiment (cf. Table 2). The variation of this factor for level “0” is 2 = 0° which comes along with an addendum modification coefficient of X2 = +1.465 due to the need for keeping the number of teeth z1 = z2 = 42. For the gear with 2 = 0° a smaller influence of axial base body changes on the teeth was expected. However the positive addendum
IDE 2011, Bremen, Germany, September 14th – 16th, 2011 157
modification coefficient leads to bulky teeth, so a smaller distortion of the teeth themselves was expected than for the gears with 1 = 23°.
The teeth are cut on a hobbing machine tool Gleason-Pfauter GP 130. The workpiece is radially clamped on the bore by an expanding sleeve and in addition fastened axially by a bell-shaped downholder. The tool is a hob made from PM-HSS with a TiAlN coating and has two starts and twelve flutes. The teeth are machined in two cuts in down milling without lubricant. Cutting speed of first cut was vc1 = 180 m/min and feed travel was f1 = 1.3 mm. The stock allowance of finishing cut was T2 = 0.8 mm, cutting speed was vc2 = 300 m/min and feed travel was f2 = 1 mm. These parameters do not represent a high productive process but lead to a smooth tooth topography due to even feed marks.
As machining induced residual stresses are a carrier of the distortion potential [Denkena 2008] a variation of hobbing parameters in order to affect the residual stresses in the teeth would be mandatory. However, preceding investigations on the influence of hobbing on distortion showed no significant impact of the hobbing induced residual stresses on tooth distortion. Therefore no variation of cutting parameters in this process step was considered.
The heat treatment process utilized for all batches was a low pressure carburizing process with subsequent high pressure gas quenching realized in a two chamber vacuum furnace of industrial proportion. Carburization aimed for a depth of 0.6 mm with a surface carbon content of 0.7 mass %. The carburization temperature was 940 °C and the samples were quenched after 20 minutes of holding time at 840 °C with high pressure nitrogen gas at 10 bar for 15 minutes. In order to receive adequate and reliable results, every heat treatment experiment was carried out with ten gears per batch. The gears were charged suspended from the upper batch carrier.
The measurement of the gear as well as the characterization of the emerging distortion is very extensive and complex. In general base body and teeth are measured before and after the final heat treatment in order to determine the changes of size and shape due to distortion. The geometrical data was separated into its harmonics using a Fast Fourier Transform (FFT). The Fourier coefficients display the amplitudes of the single frequency rates of the overall function. As an example a harmonic of 0 order is the arithmetical mean and a 2nd order of out-of-roundness represents an ovality. For the evaluation of the shape changes of the teeth, current characteristics of the German Industry Standard DIN 3962 [N.N. 1978] where used, which are captured by measurement traces with different orientations on the tooth flank. The tooth alignment error fH is determined by a measurement in axial direction, the profile angle error fH goes in radial direction and the adjacent pitch error fp is measured by a point and therefore in tangential direction. Depending on the position each tooth error has different values for left flank and right flank. All other details of the gear measurement method and the meaning of the tooth errors are presented in a separate paper [cf. Stöbener 2011].
2.2 Design of Experiments (DoE)
Six possible relevant factors on the distortion behaviour of gears were identified. Their influence was evaluated statistically by means of Design of Experiments (DoE). The factors were: hardenability; height of disk; forging die; pre-heat treatment; cutting strategy and helix angle.
A D-optimal design [Montgomery 2004] was chosen because an irregular experimental region had to be realized. The following constrained design regions were defined:
hardenability “high” AND forging die “symmetric”,
disk height > 22.4 mm AND forging die “symmetric”,
disk height < 22.0 mm AND hardenability “high”.
In addition a non-standard model was suggested which include the following two-way interactions:
hardenability/pre-heat treatment hardenability/cutting strategy
158 IDE 2011, Bremen, Germany, September 14th – 16th, 2011
hardenability/helix angle
pre-heat treatment/cutting strategy
pre-heat treatment/helix angle
cutting strategy/helix angle
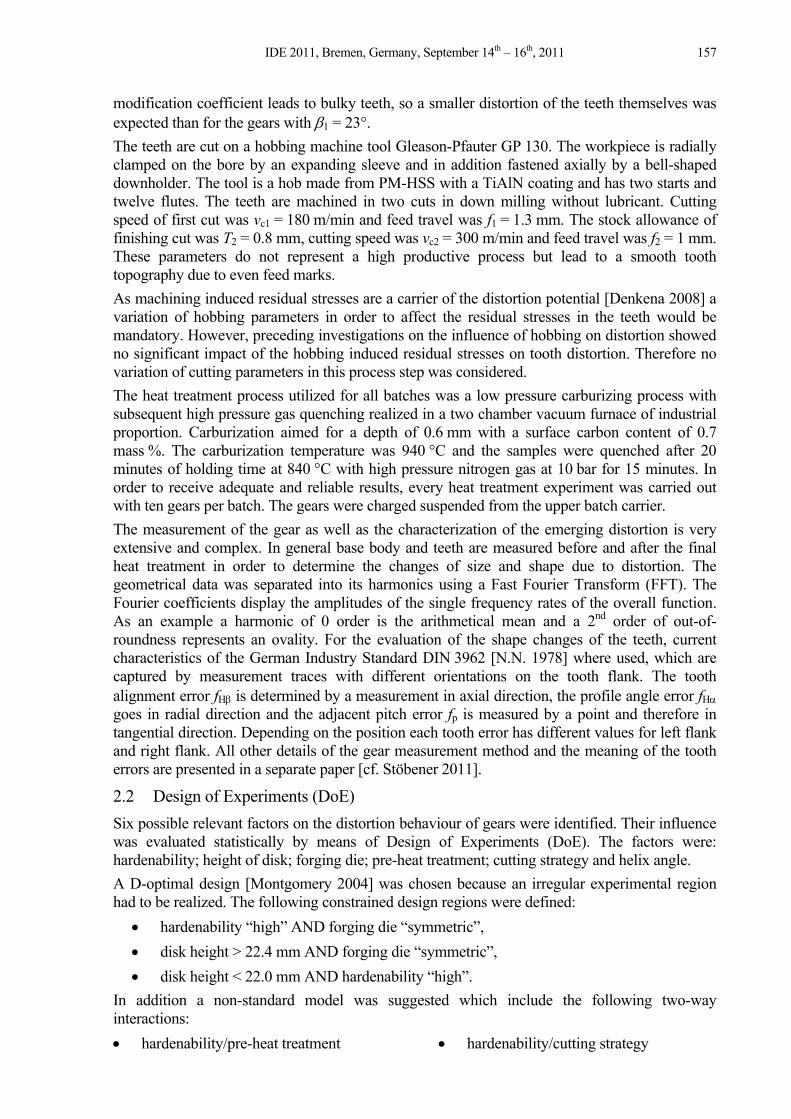
Considering these boundary conditions the test matrix given in Table 2 was generated with the software CornerstoneTM.
Task of the statistic evaluation is the identification of significant factors and interactions regarding the respective distortion criteria. The mathematical relation between the factors x and the response y can be described by low-order polynomial (matrix notation):
y = x + (1)
represents the vector of the regression coefficient to be determined and represents the error observed in the response y [Montgomery 2004]. For the determination of the regression coefficient a sufficient amount of factor combinations has to be realized. Out of this linear system of equations, an estimation of each coefficient is calculated by means of least squares method. In the following it is checked by t-test if each coefficient is statistically significant regarding statistic in consideration of their sample variance. Within this investigation, a significance level greater than 0.01 for removing a term from the regression model (equation 1) was defined. Finally, the quality of the model is reviewed by the adjusted coefficient of determination which takes into account the used terms in a model.
factor
A B C D E F
hardenability height of disk forging die pre-heat treatment cutting strategy helix angle
[mm] [mm]/[mm] [°]
no. A B C D E F
1 high 22 asymmetric ferrite/pearlite 1/6 0
2 low 22.4 asymmetric ferrite/pearlite 1/6 0
3 low 22.4 symmetric ferrite/pearlite 1/6 0
4 low 22 asymmetric QT 1/6 0
5 high 22 asymmetric QT 1/6 0
6 low 22 asymmetric ferrite/pearlite 4/3 0
7 high 22 asymmetric ferrite/pearlite 4/3 0
8 high 22 asymmetric QT 4/3 0
9 low 22.4 asymmetric QT 4/3 0
10 low 22 asymmetric ferrite/pearlite 1/6 23
11 high 22 asymmetric ferrite/pearlite 1/6 23
12 high 22 asymmetric QT 1/6 23
13 low 22.4 symmetric QT 1/6 23
14 high 22 asymmetric ferrite/pearlite 4/3 23
15 low 22.4 asymmetric ferrite/pearlite 4/3 23
16 low 22.4 symmetric ferrite/pearlite 4/3 23
17 low 22 asymmetric QT 4/3 23
18 high 22 asymmetric QT 4/3 23
Table 2: Test matrix
IDE 2011, Bremen, Germany, September 14th – 16th, 2011 159
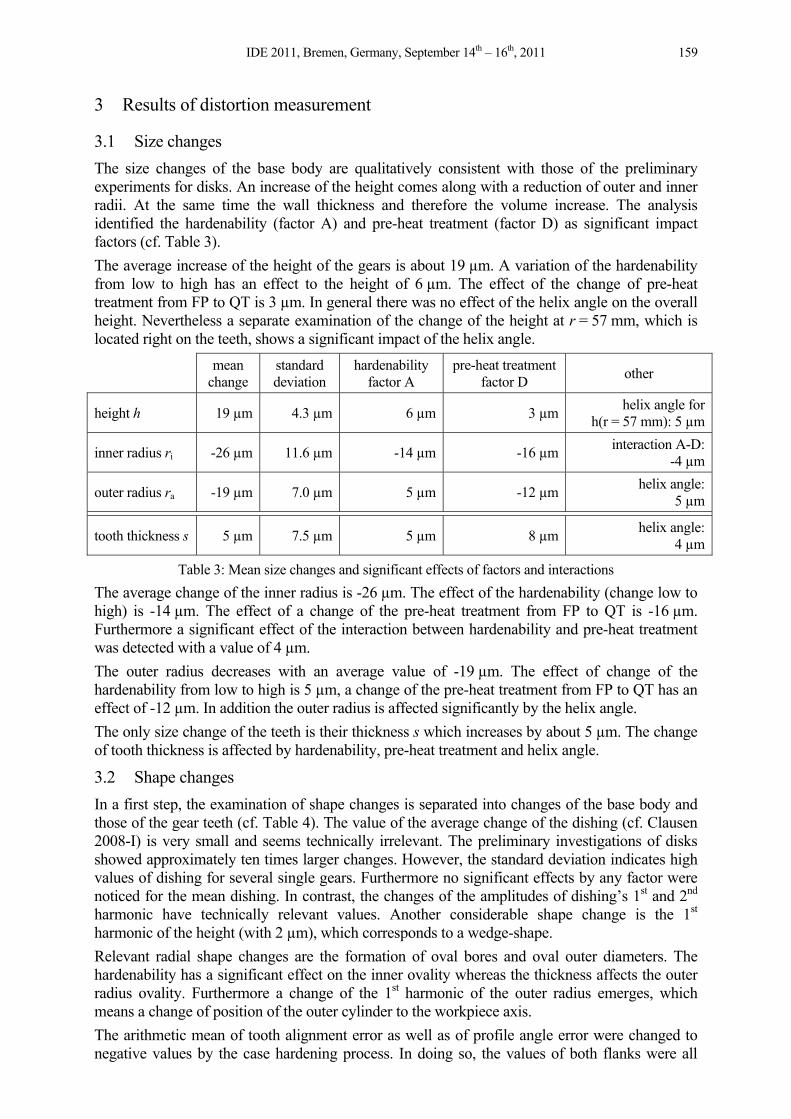
3 Results of distortion measurement
3.1 Size changes
The size changes of the base body are qualitatively consistent with those of the preliminary experiments for disks. An increase of the height comes along with a reduction of outer and inner radii. At the same time the wall thickness and therefore the volume increase. The analysis identified the hardenability (factor A) and pre-heat treatment (factor D) as significant impact factors (cf. Table 3).
The average increase of the height of the gears is about 19 µm. A variation of the hardenability from low to high has an effect to the height of 6 µm. The effect of the change of pre-heat treatment from FP to QT is 3 µm. In general there was no effect of the helix angle on the overall height. Nevertheless a separate examination of the change of the height at r = 57 mm, which is located right on the teeth, shows a significant impact of the helix angle.
mean change
standard deviation
hardenability factor A
pre-heat treatmentfactor D
other
height h 19 µm 4.3 µm 6 µm 3 µmhelix angle for
h(r = 57 mm): 5 µm
inner radius ri -26 µm 11.6 µm -14 µm -16 µminteraction A-D:
-4 µm
outer radius ra -19 µm 7.0 µm 5 µm -12 µmhelix angle:
5 µm
tooth thickness s 5 µm 7.5 µm 5 µm 8 µmhelix angle:
4 µm
Table 3: Mean size changes and significant effects of factors and interactions
The average change of the inner radius is -26 µm. The effect of the hardenability (change low to high) is -14 µm. The effect of a change of the pre-heat treatment from FP to QT is -16 µm. Furthermore a significant effect of the interaction between hardenability and pre-heat treatment was detected with a value of 4 µm.
The outer radius decreases with an average value of -19 µm. The effect of change of the hardenability from low to high is 5 µm, a change of the pre-heat treatment from FP to QT has an effect of -12 µm. In addition the outer radius is affected significantly by the helix angle.
The only size change of the teeth is their thickness s which increases by about 5 µm. The change of tooth thickness is affected by hardenability, pre-heat treatment and helix angle.
3.2 Shape changes
In a first step, the examination of shape changes is separated into changes of the base body and those of the gear teeth (cf. Table 4). The value of the average change of the dishing (cf. Clausen 2008-I) is very small and seems technically irrelevant. The preliminary investigations of disks showed approximately ten times larger changes. However, the standard deviation indicates high values of dishing for several single gears. Furthermore no significant effects by any factor were noticed for the mean dishing. In contrast, the changes of the amplitudes of dishing’s 1st and 2nd harmonic have technically relevant values. Another considerable shape change is the 1st harmonic of the height (with 2 µm), which corresponds to a wedge-shape.
Relevant radial shape changes are the formation of oval bores and oval outer diameters. The hardenability has a significant effect on the inner ovality whereas the thickness affects the outer radius ovality. Furthermore a change of the 1st harmonic of the outer radius emerges, which means a change of position of the outer cylinder to the workpiece axis.
The arithmetic mean of tooth alignment error as well as of profile angle error were changed to negative values by the case hardening process. In doing so, the values of both flanks were all
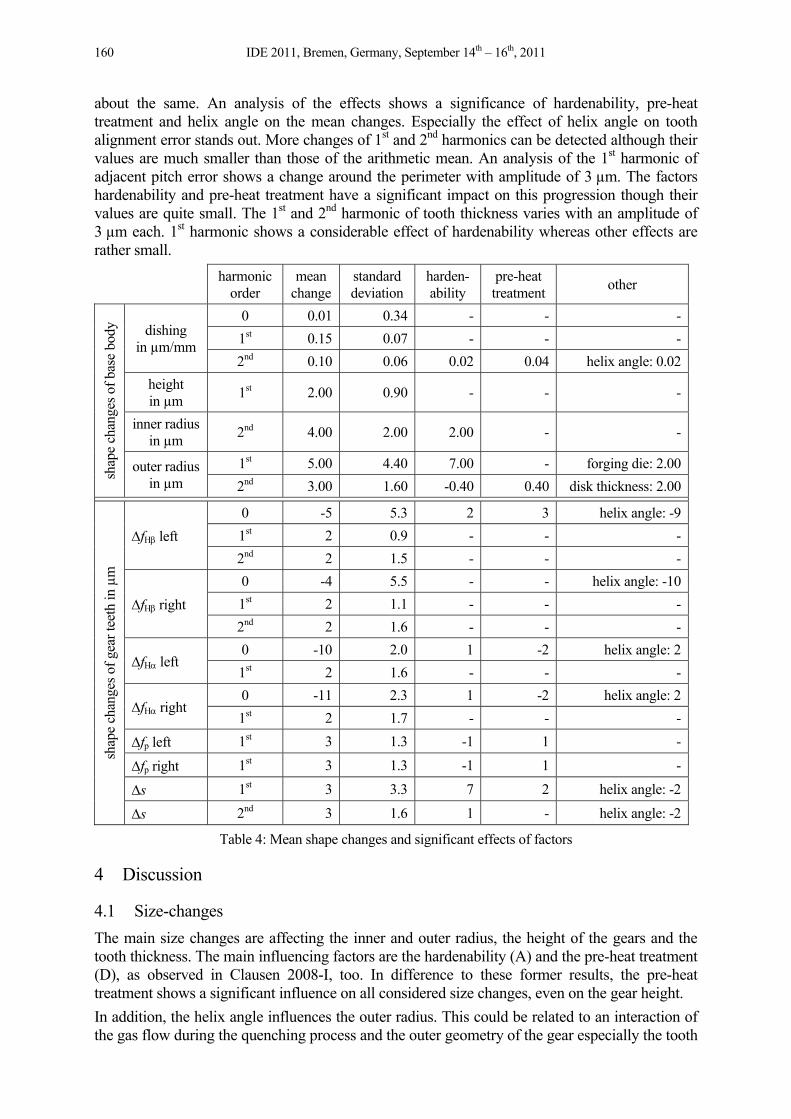
160 IDE 2011, Bremen, Germany, September 14th – 16th, 2011
about the same. An analysis of the effects shows a significance of hardenability, pre-heat treatment and helix angle on the mean changes. Especially the effect of helix angle on tooth alignment error stands out. More changes of 1st and 2nd harmonics can be detected although their values are much smaller than those of the arithmetic mean. An analysis of the 1st harmonic of adjacent pitch error shows a change around the perimeter with amplitude of 3 µm. The factors hardenability and pre-heat treatment have a significant impact on this progression though their values are quite small. The 1st and 2nd harmonic of tooth thickness varies with an amplitude of 3 µm each. 1st harmonic shows a considerable effect of hardenability whereas other effects are rather small.
harmonic order
mean change
standard deviation
harden-ability
pre-heat treatment
other
shap
e ch
ange
s of
bas
e bo
dy
dishing in µm/mm
0 0.01 0.34 - - -
1st 0.15 0.07 - - -
2nd 0.10 0.06 0.02 0.04 helix angle: 0.02
height in µm
1st 2.00 0.90 - - -
inner radius in µm
2nd 4.00 2.00 2.00 - -
outer radius in µm
1st 5.00 4.40 7.00 - forging die: 2.00
2nd 3.00 1.60 -0.40 0.40 disk thickness: 2.00
shap
e ch
ange
s of
gea
r te
eth
in µ
m
fH left
0 -5 5.3 2 3 helix angle: -9
1st 2 0.9 - - -
2nd 2 1.5 - - -
fH right
0 -4 5.5 - - helix angle: -10
1st 2 1.1 - - -
2nd 2 1.6 - - -
fH left 0 -10 2.0 1 -2 helix angle: 2
1st 2 1.6 - - -
fH right 0 -11 2.3 1 -2 helix angle: 2
1st 2 1.7 - - -
fp left 1st 3 1.3 -1 1 -
fp right 1st 3 1.3 -1 1 -
s 1st 3 3.3 7 2 helix angle: -2
s 2nd 3 1.6 1 - helix angle: -2
Table 4: Mean shape changes and significant effects of factors
4 Discussion
4.1 Size-changes
The main size changes are affecting the inner and outer radius, the height of the gears and the tooth thickness. The main influencing factors are the hardenability (A) and the pre-heat treatment (D), as observed in Clausen 2008-I, too. In difference to these former results, the pre-heat treatment shows a significant influence on all considered size changes, even on the gear height.
In addition, the helix angle influences the outer radius. This could be related to an interaction of the gas flow during the quenching process and the outer geometry of the gear especially the tooth
IDE 2011, Bremen, Germany, September 14th – 16th, 2011 161
spaces. This is confirmed by systematic differences concerning the radius-depended height changes of disks and gears.
The final heat treatment process leads to an increase in height and a decrease of the inner and the outer radius. The height changes of the gears are in the same range compared to disks results, where the magnitudes of the radius changes are significantly smaller, but in the same direction. This could be related to the differences between the disk and gear production. These differences depend on a different carburizing depth and an interaction of tooth spaces and quenching gas flow.
The hardenability is a constant factor for the entire gear volume describing the influence of the alloying elements on the dependence of phase transformations to time-temperature-characteristics during heat treatment. A higher hardenability leads to a higher content of martensite in the gear volume after quenching. Further, fluctuations of the local alloying elements content show a smaller influence on the forming phases in the outer gear sections. This leads to a more homogeneous phase distribution in the outer section. The theories of a stabilization of the gears form and shape by a higher martensite content due to its higher strength could not be confirmed as the comparison of case- and blind hardened disks and gears shows.
The theory of an interaction of the pre-heat treatment with the gear machining parameters has been refuted, too. However, the pre-heat treatment varies the initial state before carburizing treatment. Different initial states lead to different austenitizing conditions especially, which has an impact on phase transformations characteristics during heating and even quenching. Both factors – hardenability and pre-heat treatment - have an impact on the density of the phases austenite, martensite and bainite and so on the size changes of the component as well.
4.2 Shape changes
In Clausen 2008-I a phenomenon called dishing was identified as the most important shape change. Dishing was mainly influenced by microstructure, which could be correlated to an asymmetric deformation of the banded structure at the disk cross-section. The banded structure is affected by an interaction of casting, hot-rolling and forging processes and is varied in a designed experiment by different cutting strategies (cf. Figure 1), which were identified as a significant factor. In the case of gears, the change of dishing shows great variation and no significant factor could be identified. However the cutting strategy shows a considerable tendency concerning the change of gear dishing.
The observed ovality was influenced by the dead load of the disks which were hanging in the furnace and changed by creeping as a function of the hardenability. The geometrical characteristics of the gear teeth are mainly influenced by the hardenability and the pre-heat treatment, too, in the case of the profile angle error even by the helix angle.
4.3 Interactions between base body and gear teeth
A distortion of the base body always leads to a displacement of the teeth and therefore an interaction between base body and gear teeth is expected. The teeth dislocation can effect a shift of the tooth profile and the flank line measurement positions. Hence shape changes could be calculated though the teeth shapes themselves did not change. That is irrelevant for practical use, because the gear has to fit the tolerances at the given measurement positions to work properly in the transmission system. However, for an identification of distortion mechanism this effect has to be distinguished in order to be able to use compensation scopes.
To distinct the effects of base body and tooth distortion every tooth deviation (fH, fH,…) had to be compared with every deviation of the base body (ra, ri,…) of each gear from 0 to 3rd harmonic order. As a result of this analysis, three different types of interaction were discovered (global correlation, synchronic change and fractional correlation).
162 IDE 2011, Bremen, Germany, September 14th – 16th, 2011
4.3.1 Global correlation
A global correlation is given, if for all gears of the designed experiment a good correlation of the considered changes of base body and teeth exists. The degree of correlation is evaluated by the correlation coefficient r which measures the linear relationship between the analyzed intervals of two quantities X and Y with Cov as covariance [Hackbusch 1996]:
,
∆ ∆ (2)
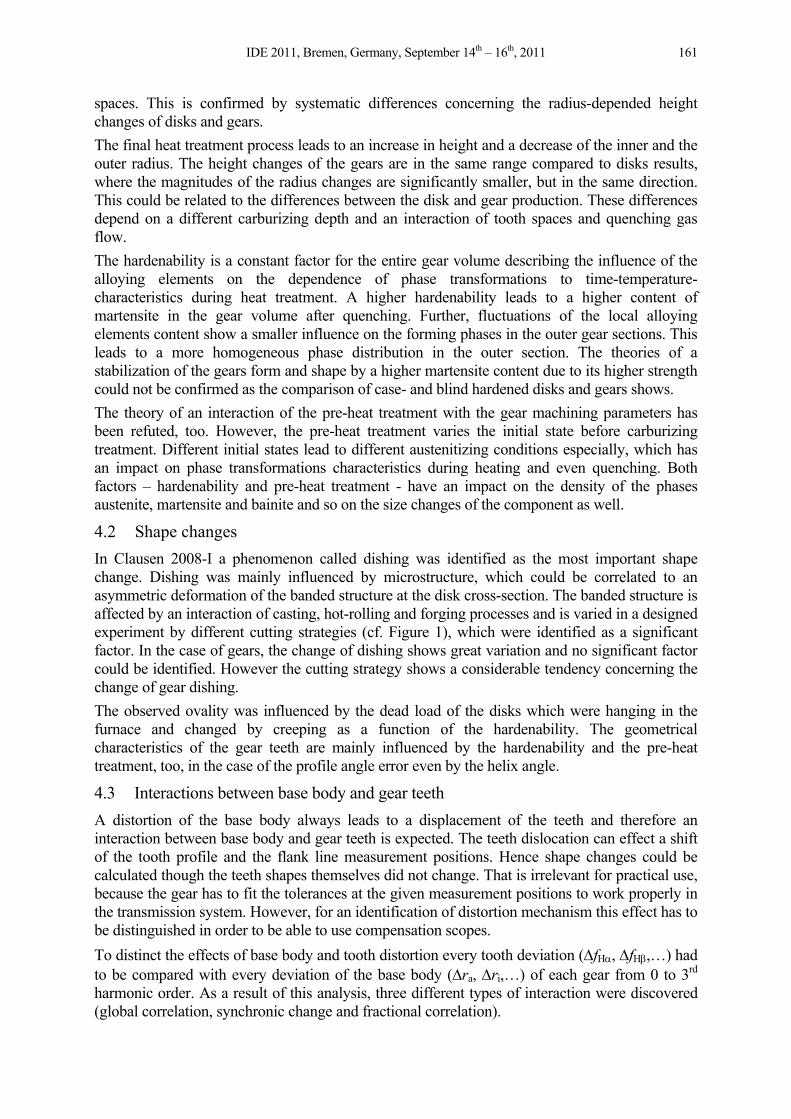
Perfect correlation is given for |r| = 1. Two characteristic examples for global correlations are presented in Figure 2. The abscissa refers to the deviation of the base body whereas the ordinate refers to the tooth deviation. Each mark indicates the pair of values of either left or right flank. Both examples (mean ra vs. fH and 2nd harmonic change of dishing over the circumference of the disks vs. fH) have good correlation as indicated by r. So the deviation of the base body affects the tooth deviation.
Figure 2: Global correlations between changes of base body and gear teeth
In the first example (Figure 2, left), a decrease of the change of outer radius leads to a reduction of the profile angle error fH. This can be explained by the fact that fHis measured over a fixed radius range and a smaller outer radius leads to a displacement of the teeth. Consequently fH is measured in a range with a more flat angle. For the second example a similar explanation can be given (the shape of 2nd order dishing corresponds to a hyperbolic paraboloid). The dishing leads to a tilting of the teeth and so fHis not measured in longitudinal direction but diagonal across the flank. Hence a deviation is determined even though it does not exist. Furthermore, regarding the crossing of regression line and Y-axis an important difference between these examples is evident. In the second example (Figure 2, right) this crossing is going through the point of origin which means that there is no change of the teeth if there is no change of the base body. In the first example the crossing is at about -7 µm instead. Consequently a change of the profile angle error is given, even there is no change of the outer radius. That means the teeth themselves are getting thinner at the head by the released distortion potential. Table 5 shows a compilation of all technically relevant global correlations that were detected in this designed experiment.
4.3.2 Synchronic change
A synchronic change of the deviations of base body and teeth may occur as a correlation. In Figure 3 an example for a synchronic change of 0 order inner radius and adjacent pitch error is given. The correlation coefficient indicates a rough correlation and the diagram apparently shows an increase of fp with reducing ri. However, a closer look at the data presents four clusters. For each cluster the combination of hardenability and pre-heat treatment level are equal. These two factors are the main impact factors on ri as well as on fp. As both characteristics change synchronically the four agglomerations are approximately arranged on a line, which leads to the impression of a correlation. Therefore an analysis of the effects of base body distortion on the
chan
geof
0 or
der
prof
ile
angl
e er
ror
f H
change of 0 order outer radius ra
left flank (r = 0.90)right flank (r = 0.88)
-18
µm
-14
-12
-10
-8
-6
-4
-2
0-40 µm -30 -25 -20 -15 -10 -5 0
left flank (r = 0.91)right flank (r = 0.92)
change of 2nd order dishingchan
geof
2ndor
der
toot
hal
ignm
ent
erro
rf H
0
1
2
3
4
5
6
µm
8
0,00 0,05 0,10 0,15 0,20 0,25 µm/mm 0,35
IDE 2011, Bremen, Germany, September 14th – 16th, 2011 163
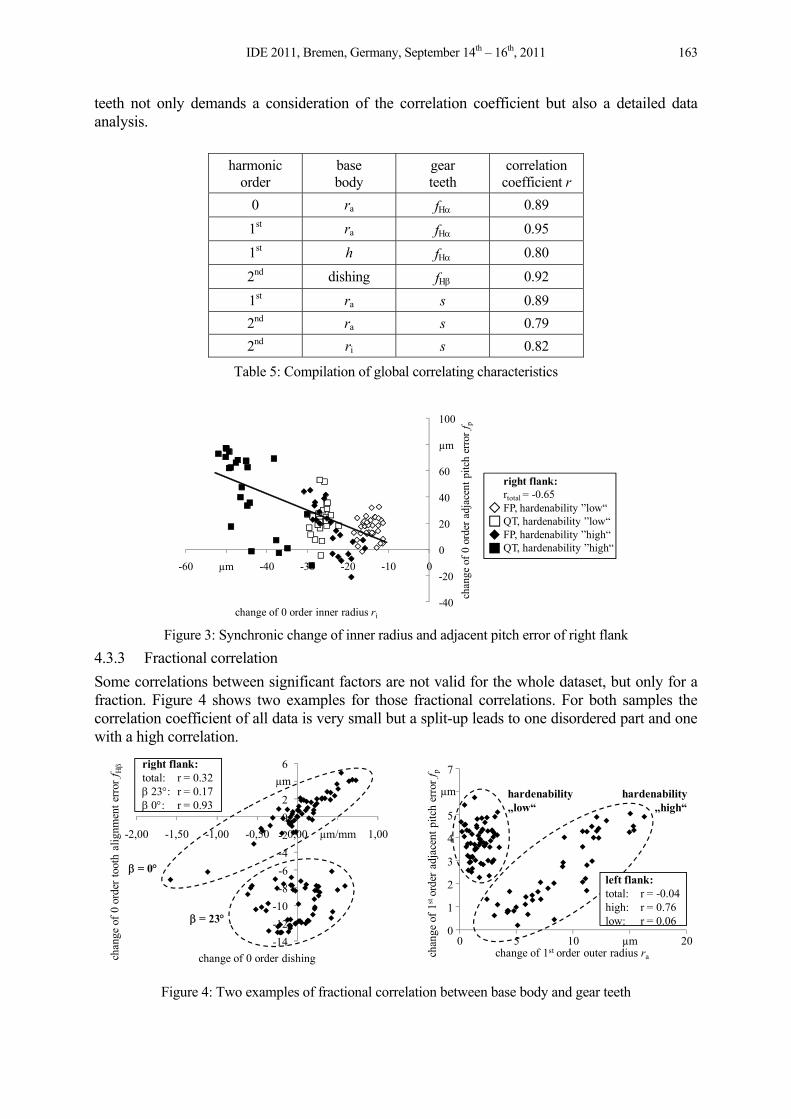
teeth not only demands a consideration of the correlation coefficient but also a detailed data analysis.
harmonic order
base body
gear teeth
correlation coefficient r
0 ra fH 0.89
1st ra fH 0.95
1st h fH 0.80
2nd dishing fH 0.92
1st ra s 0.89
2nd ra s 0.79
2nd ri s 0.82
Table 5: Compilation of global correlating characteristics
Figure 3: Synchronic change of inner radius and adjacent pitch error of right flank
4.3.3 Fractional correlation
Some correlations between significant factors are not valid for the whole dataset, but only for a fraction. Figure 4 shows two examples for those fractional correlations. For both samples the correlation coefficient of all data is very small but a split-up leads to one disordered part and one with a high correlation.
Figure 4: Two examples of fractional correlation between base body and gear teeth
right flank:rtotal = -0.65FP, hardenability ”low“QT, hardenability ”low“FP, hardenability ”high“QT, hardenability ”high“
change of 0 order inner radius ri
chan
geof
0 or
der
adja
cent
pitc
her
ror
f p
-40
-20
0
20
40
60
µm
100
-60 µm -40 -30 -20 -10 0
-14
-12
-10
-8
-6
-4
-2
0
2
µm
6
-2,00 -1,50 -1,00 -0,50 0,00 µm/mm 1,00
change of 0 order dishingchan
geof
0 or
der
toot
hal
ignm
ente
rror
f H right flank:
total: r = 0.32 23: r = 0.17 0: r = 0.93
= 23
= 0
0
1
2
3
4
5
µm
7
0 5 10 µm 20change of 1st order outer radius rach
ange
of1st
orde
r ad
jace
ntpi
tch
erro
rf p
left flank:total: r = -0.04high: r = 0.76low: r = 0.06
hardenability„low“
hardenability„high“

164 IDE 2011, Bremen, Germany, September 14th – 16th, 2011
In the first example (Figure 4, left) a differentiation between gears with a helix angle of = 0° and those with = 23° was made. This leads to two clusters which are shifted in vertical direction. Whereas helical gears show no correlation, a clear correlation of dishing and fH is given for gears with straight teeth. In the case of = 0° the change of fH is only caused by the dishing as the correlation is a line through the origin. However, for = 23° the arithmetic mean of fH is -10 µm without any impact of the dishing. So the geometry (in this case ) not only affects the distortion (which was expected as is the main impact factor on fH) but also the correlation of base body and teeth distortion.
The second example (Figure 2, right) shows a similar performance but with horizontal shift which means the observed factor predominantly affects the base body. In this example the data is separated into hardenability “high” and hardenability “low”. The data in Table 4 confirms that the hardenability has a more intense impact on 1st order ra than on fp. Besides the fractional correlation the partition of the results show that for the low hardenability the distribution has a small spreading whereas the values for the high hardenability are widely spread.
5 Conclusion
The presented analysis shows that a deeper understanding of the gear distortion requires a detailed consideration of single gear data. The most substantially part of teeth distortion is caused by size and shape changes of the disk-like base body. It was shown that size changes of gears and disks can be described by integral factors like the hardenability. A deeper understanding of phase distributions within the microstructure might not be necessary, in this case. Another fraction of tooth distortion is determined by shape changes of the base body, especially the dishing, which is related to the symmetry and distribution of banded structures within the microstructure. At least the teeth show their own local distortion potential, which might be independent to the size and shape changes of the base body. The determination of these three distortion fractions is part of on-going investigations.
Acknowledgement
The authors thank the Deutsche Forschungsgemeinschaft (DFG) for the financial support of the projects A1, A3, A4, A5, A9 in the Collaborative Research Center 570 “Distortion Engineering” as well as Dirk Stöbener and Axel von Freyberg from project B9 for carrying out the geometrical measurements and Matthias Steinbacher from project A7 for the case hardening of the gears.
References
Clausen, B.; Frerichs, F.; Klein, D.; Kohlhoff, T.; Lübben, Th.; Prinz, C.; Rentsch, R.; Sölter, J.; Stöbener, D.; Surm, H.: Identification of process parameters affecting distortion of disks for gear manufacture - Part I: casting, forming and machining. Proc. 2nd Int. Conf. on Distortion Engineering IDE 2008, September 17-19, 2008, Bremen, Germany, p. 29-39.
Clausen, B.; Frerichs, F.; Klein, D.; Kohlhoff, T.; Lübben, Th.; Prinz, C.; Rentsch, R.; Sölter, J.; Stöbener, D.; Surm, H.: Identification of process parameters affecting distortion of disks for gear manufacture - Part II: heating, carburizing, quenching. Proc. 2nd Int. Conf. on Distortion Engineering IDE 2008, September 17-19, 2008, Bremen, Germany, p. 41-50.
Cook, W. T.: A review of selected steel-related factors controlling distortion in heat-treatable steels. Heat Treatment of Metals 26 (1999) 2, p. 27-36.
Cristinacce, M.: Distortion in Case Carburised Componenets – The Steelmaker´s View. Heat Treatment of Metals, 26 (1999) 1, p. 18-21.
Denkena, B.; Boehnke, D.; de León, L.: Primary Title: Machining induced residual stress in structural aluminum parts. Production Engineering, Springer Berlin/Heidelberg, 2, 2008, 3, pp. 247-253.
Hackbusch, W.; Schwarz, H. R., Zeidler, E.: Teubner-Taschenbuch der Mathematik. Teubner Verlagsgesellschaft, Leipzig, 1996, p. 1028.
Montgomery, D. C.: Design and Analysis of Experiments. John Wiley & Sons, Hoboken, USA, 2004.
IDE 2011, Bremen, Germany, September 14th – 16th, 2011 165
N.N.: DIN 3962-1 : 1978-08: Toleranzen für Stirnradverzahnungen - Toleranzen für Abweichungen einzelner Bestimmungsgrößen. Normenausschuß Antriebstechnik (NAN) im DIN Deutsches Institut für Normung e. V., Beuth Verlag, Berlin, 1978
Rentsch, R.: Material flow analysis for hot-forming of 20MnCr5 gear wheel blanks. Mat. u. Werkstofftech. 40 (2009) 5-6, p. 374-379.
Stöbener, D.; Freyberg, A. von; Fuhrmann, M.; Goch, G.: Characterisation of gear distortions with areal parameters. Proc. 3rd Int. Conf. on Distortion Engineering IDE 2011, September 14-16, 2011, Bremen, Germany, Zoch, H.-W.; Lübben, Th. (Eds.), 2011, this issue
Takasaki, N.; Fujiwara, Y.; Aoyama, Y.; Kozuka, T.: Improvement of carburized and quenched gear distortion. Computer simulation and experimental validation. Heat Treating, 20, 2000, pp. 680-687.
Zoch, H.-W.: From single production step to entire process chain - the global approach of Distortion Engineering. Proc. 1st Int. Conf. on Distortion Engineering IDE 2005, September 14-16, 2005, Bremen, Germany, 2005, p. 3-10.
Zoch, H.-W.: Distortion Engineering: vision or ready to application? Proc. 2nd Int. Conf. on Distortion Engineering IDE 2008, September 17-19, 2008, Bremen, Germany, p. 3-12.









![Gear Pump Content - argo-hytos.com€¦ · Gear Pump – Lightline Version Technical Features Nominal Size Parameters Symbol Unit Displacement [cm3] 0,19 0,26 0,38 0,50 0,65 0,75](https://img.pdfslide.us/doc/110x75/60090533cb17293a5f0866c8/gear-pump-content-argo-hytoscom-gear-pump-a-lightline-version-technical-features.jpg)


















