Embed Size (px)
DESCRIPTION
http://www.schindlersalmeron.com/images/schindlersalmeron/publications/2008_Schindler_ZipShape.pdf
Citation preview

eCAADe 26 795-Session 19: Generative Design
ZipShapeA Computer-Aided Fabrication Method for Bending Panels without Molds
Christoph Schindlerdesigntoproduction GmbH, Zurich, Switzerland, [email protected]
Abstract. ZipShape is a universal method to fabricate single curved panels from any plain material without molds. The system uses two individually slotted panels that interlock when bent to the predefined curvature. As non-radial curves require individual teeth geometry, the method makes use of automated detailing with corresponding software routines. ZipShape is a fusion of information processing and material processing based on comparatively simple software technology and standard workshop machinery. With help of case studies, this paper evaluates the method’s claim to be a variable and feasible solution for the realization of non-planar shape. Keywords: ZipShape; Digital fabrication; Cold wood bending.
Introduction
The manufacturing of curved parts from plain mate-rials is laborious. Special molds are needed to define the curvature during the forming process – a factor that is time consuming and costly, especially in indi-vidual production and small series.
The company designtoproduction, a consul-tancy for the digital production of complex designs, is frequently asked for advice how to realize archi-tectural designs involving curved surfaces. Within the scope of a privately funded research project, we sought for a universal method that makes it possible to fabricate single curved panels from any plain ma-terial without molds.
Several methods for bending plain panels are established in the market, all of them using wood or composite wood: for example Plywood (Ngo and Pfeiffer, 2003), wood products with regular slots
(Spannagel, 1954; e.g. Glunz Topan Form) and meth-ods relying on cold bending of laminated wood (e.g. by Finnforest Merk, see Übelhack, 2007). All these methods do require molds to define the panel’s de-sired curvature.
Instead of optimizing the production of molds, we were looking for a way to get around them: We moved the laborious steps from material processing to information processing and managed to automate them with comparatively simple software routines.
ZipShape information processing
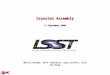
The whole method is built upon a geometrical idea. A curved element is assembled from two slotted panels that interlock only when bent to the desired shape (Figure 1). The curvature is defined by the dif-ference between the angles a and a’ of the teeth’s flanks.
796 eCAADe 26 - Session 19: Generative Design
Established methods use molds e.g. from wood composites to define a curve. The ZipShape method replaces the mold by adding details to the drawing: The curvature is not formed by material, but de-scribed by information.A ZipShape curve consists of a large number of teeth.
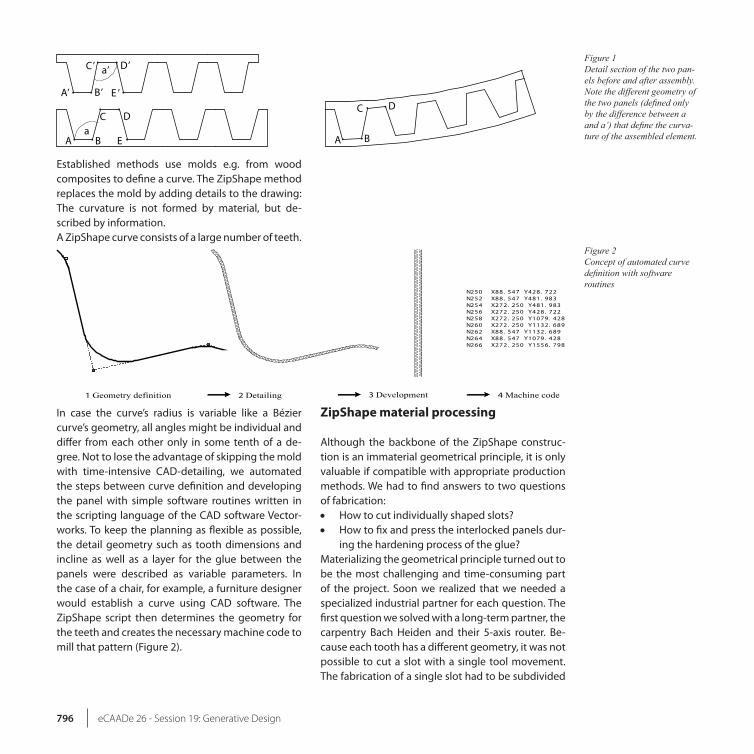
In case the curve’s radius is variable like a Bézier curve’s geometry, all angles might be individual and differ from each other only in some tenth of a de-gree. Not to lose the advantage of skipping the mold with time-intensive CAD-detailing, we automated the steps between curve definition and developing the panel with simple software routines written in the scripting language of the CAD software Vector-works. To keep the planning as flexible as possible, the detail geometry such as tooth dimensions and incline as well as a layer for the glue between the panels were described as variable parameters. In the case of a chair, for example, a furniture designer would establish a curve using CAD software. The ZipShape script then determines the geometry for the teeth and creates the necessary machine code to mill that pattern (Figure 2).
ZipShape material processing
Although the backbone of the ZipShape construc-tion is an immaterial geometrical principle, it is only valuable if compatible with appropriate production methods. We had to find answers to two questions of fabrication:
How to cut individually shaped slots?•How to fix and press the interlocked panels dur-•ing the hardening process of the glue?
Materializing the geometrical principle turned out to be the most challenging and time-consuming part of the project. Soon we realized that we needed a specialized industrial partner for each question. The first question we solved with a long-term partner, the carpentry Bach Heiden and their 5-axis router. Be-cause each tooth has a different geometry, it was not possible to cut a slot with a single tool movement. The fabrication of a single slot had to be subdivided
Figure 1 Detail section of the two pan-els before and after assembly. Note the different geometry of the two panels (defined only by the difference between a and a’) that define the curva-ture of the assembled element.
Figure 2 Concept of automated curve definition with software routines
A B
C D
A’ B’
C’ D’
A B
C D
a’
aE
E ’
N250 X88. 547 Y428. 722N252 X88. 547 Y481. 983N254 X272. 250 Y481. 983N256 X272. 250 Y428. 722N258 X272. 250 Y1079. 428N260 X272. 250 Y1132. 689N262 X88. 547 Y1132. 689N264 X88. 547 Y1079. 428N266 X272. 250 Y1556. 798
1 Geometry definition 2 Detailing 3 Development 4 Machine code
eCAADe 26 797-Session 19: Generative Design
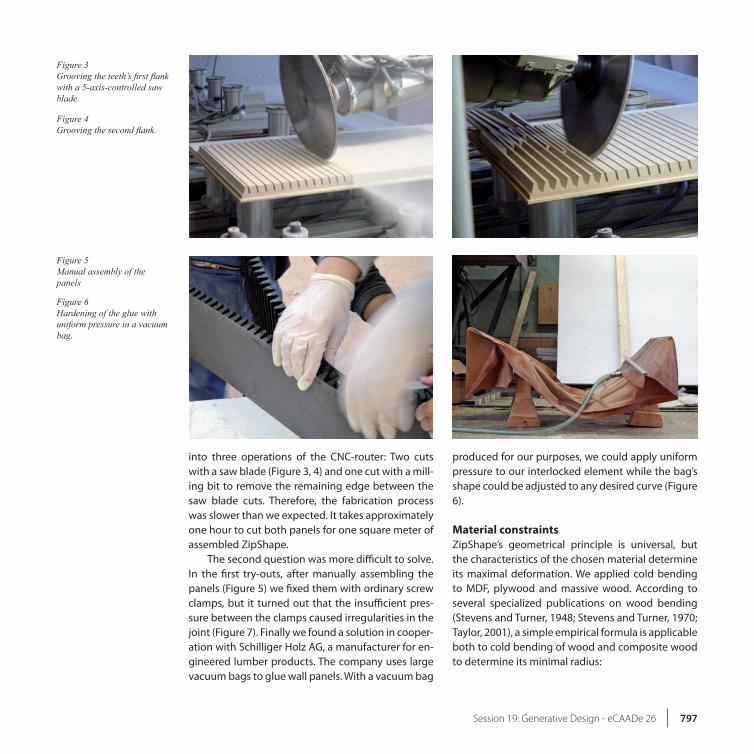
into three operations of the CNC-router: Two cuts with a saw blade (Figure 3, 4) and one cut with a mill-ing bit to remove the remaining edge between the saw blade cuts. Therefore, the fabrication process was slower than we expected. It takes approximately one hour to cut both panels for one square meter of assembled ZipShape.
The second question was more difficult to solve. In the first try-outs, after manually assembling the panels (Figure 5) we fixed them with ordinary screw clamps, but it turned out that the insufficient pres-sure between the clamps caused irregularities in the joint (Figure 7). Finally we found a solution in cooper-ation with Schilliger Holz AG, a manufacturer for en-gineered lumber products. The company uses large vacuum bags to glue wall panels. With a vacuum bag
produced for our purposes, we could apply uniform pressure to our interlocked element while the bag’s shape could be adjusted to any desired curve (Figure 6).
Material constraintsZipShape’s geometrical principle is universal, but the characteristics of the chosen material determine its maximal deformation. We applied cold bending to MDF, plywood and massive wood. According to several specialized publications on wood bending (Stevens and Turner, 1948; Stevens and Turner, 1970; Taylor, 2001), a simple empirical formula is applicable both to cold bending of wood and composite wood to determine its minimal radius:
Figure 3 Grooving the teeth’s first flank with a 5-axis-controlled saw blade.
Figure 4 Grooving the second flank.
Figure 5 Manual assembly of the panels
Figure 6 Hardening of the glue with uniform pressure in a vacuum bag.
798 eCAADe 26 - Session 19: Generative Design
rmin = t ∙ 50 (rmin = minimal radius, t = material thickness)
As our slotted single panel consists of two thickness-es and a variable triangle, we could adapt the formu-la to our purposes (disregarding the triangles):
rmin = (t1 ∙ 50 + t2 ∙ 50)/2 (t1 = total thickness, t2 = remaining slot thickness)
According to this empirical formula, a wooden board with a thickness of 20mm could be bent without hot steam to a radius of 1m. With ZipShape, assuming a remaining slot thickness of 2mm, the panel theoreti-cally could be bent to a radius of 550 mm; almost half of the radius of cold bending.
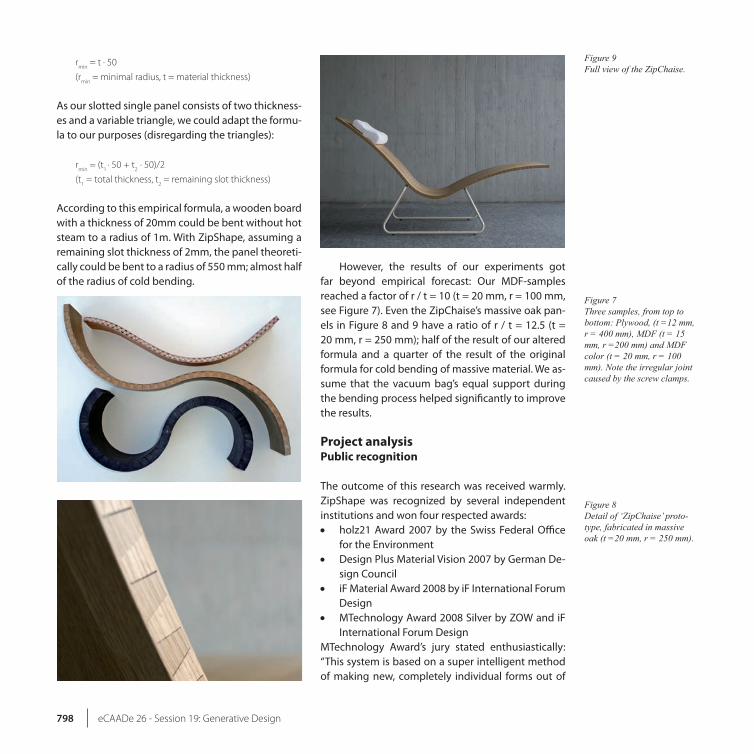
However, the results of our experiments got far beyond empirical forecast: Our MDF-samples reached a factor of r / t = 10 (t = 20 mm, r = 100 mm, see Figure 7). Even the ZipChaise’s massive oak pan-els in Figure 8 and 9 have a ratio of r / t = 12.5 (t = 20 mm, r = 250 mm); half of the result of our altered formula and a quarter of the result of the original formula for cold bending of massive material. We as-sume that the vacuum bag’s equal support during the bending process helped significantly to improve the results.
Project analysis Public recognition
The outcome of this research was received warmly. ZipShape was recognized by several independent institutions and won four respected awards:
holz21 Award 2007 by the Swiss Federal Office •for the EnvironmentDesign Plus Material Vision 2007 by German De-•sign CounciliF Material Award 2008 by iF International Forum •DesignMTechnology Award 2008 Silver by ZOW and iF •International Forum Design
MTechnology Award’s jury stated enthusiastically: “This system is based on a super intelligent method of making new, completely individual forms out of
Figure 7 Three samples, from top to bottom: Plywood, (t =12 mm, r = 400 mm), MDF (t = 15 mm, r =200 mm) and MDF color (t = 20 mm, r = 100 mm). Note the irregular joint caused by the screw clamps.
Figure 8 Detail of ‘ZipChaise’ proto-type, fabricated in massive oak (t =20 mm, r = 250 mm).
Figure 9 Full view of the ZipChaise.
eCAADe 26 799-Session 19: Generative Design
wood. It is tantamount to developing a new material. It opens up countless opportunities to create some-thing completely new. A real innovation that creates an infinite number of new applications.”
Cost analysisAlthough the four awards helped to get a lot of in-ternational publicity, the ZipShape method has not been applied yet to any other project than the case studies represented in this paper. To get some in-sights into the method’s potential market value, we will briefly analyze it under economic aspects.
First of all, to understand the potential of auto-mating process steps with software routines, we had
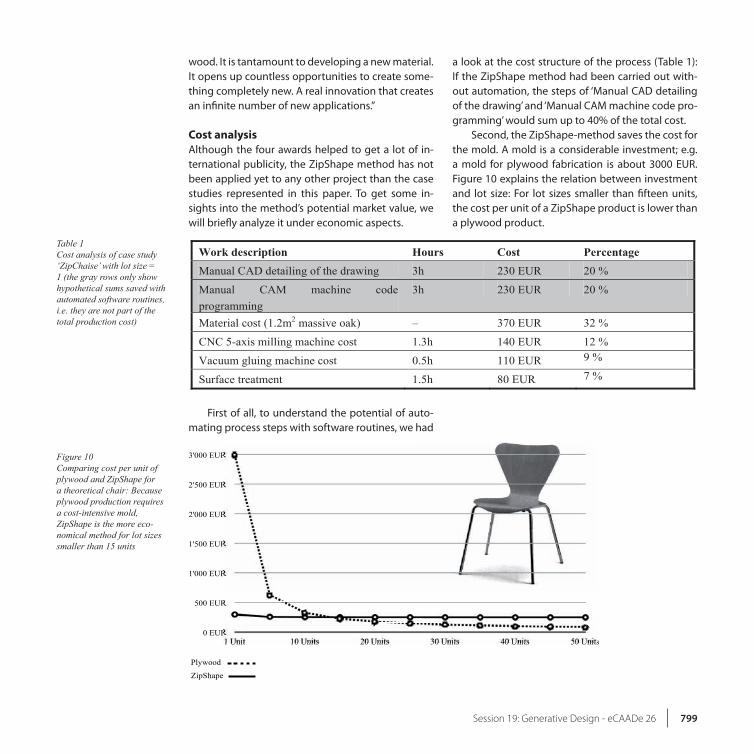
Table 1 Cost analysis of case study ‘ZipChaise’ with lot size = 1 (the gray rows only show hypothetical sums saved with automated software routines, i.e. they are not part of the total production cost)
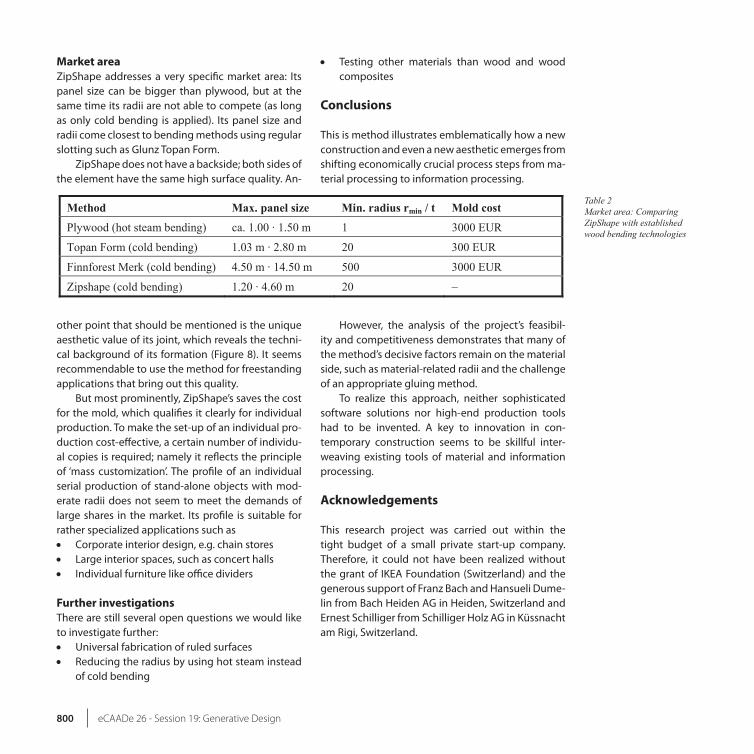
Figure 10 Comparing cost per unit of plywood and ZipShape for a theoretical chair: Because plywood production requires a cost-intensive mold, ZipShape is the more eco-nomical method for lot sizes smaller than 15 units
5Work description Hours Cost Percentage Manual CAD detailing of the drawing 3h 230 EUR 20 %
Manual CAM machine code programming
3h 230 EUR 20 %
Material cost (1.2m2 massive oak) – 370 EUR 32 %
CNC 5-axis milling machine cost 1.3h 140 EUR 12 %
Vacuum gluing machine cost 0.5h 110 EUR 9 %
Surface treatment 1.5h 80 EUR 7 %
Table 1 Cost analysis of case study "ZipChaise" with lot size = 1 (the gray rows only show hypothetical sums saved with automated software routines, i.e. they are not part of the total production cost)
Figure 10 Comparing cost per unit of plywood and ZipShape for a theoretical chair: Because plywood production requires a cost-intensive mold, ZipShape is the more economical method for lot sizes smaller than 15 units
Market area
ZipShape addresses a very specific market area: Its panel size can be bigger than plywood, but at the same time its radii are not able to compete (as long as only cold bending is applied). Its panel size and radii come closest to bending methods using regular slotting such as Glunz Topan Form.
ZipShape does not have a backside; both sides of the element have the same high surface quality. Another point that should be mentioned is the unique aesthetic value of its joint, which reveals the technical background of its formation (Figure 8). It seems recommendable to use the method for freestanding applications that bring out this quality.
But most prominently, ZipShape’s saves the cost for the mold, which qualifies it clearly for individual production. To make the set-up of an individual production cost-effective, a certain number of individual copies is required; namely it reflects the principle of “mass customization”. The profile of an individual serial production of stand-alone objects with moderate radii does not seem to meet the demands of large shares in the market. Its profile is suitable for rather specialized applications such as Corporate interior design, e.g. chain stores Large interior spaces, such as concert halls Individual furniture like office dividers
Method Max. panel size Min. radius rmin / t Mold cost Plywood (hot steam bending) ca. 1.00 · 1.50 m 1 3000 EUR
Topan Form (cold bending) 1.03 m · 2.80 m 20 300 EUR
Finnforest Merk (cold bending) 4.50 m · 14.50 m 500 3000 EUR
Zipshape (cold bending) 1.20 · 4.60 m 20 –
Table 2 Market area: Comparing ZipShape with established wood bending technologies
0 EUR
500 EUR
1'000 EUR
1'500 EUR
2'000 EUR
2'500 EUR
3'000 EUR
1 Unit 10 Units 20 Units 30 Units 40 Units 50 Units
Plywood
ZipShape
a look at the cost structure of the process (Table 1): If the ZipShape method had been carried out with-out automation, the steps of ‘Manual CAD detailing of the drawing’ and ‘Manual CAM machine code pro-gramming’ would sum up to 40% of the total cost.
Second, the ZipShape-method saves the cost for the mold. A mold is a considerable investment; e.g. a mold for plywood fabrication is about 3000 EUR. Figure 10 explains the relation between investment and lot size: For lot sizes smaller than fifteen units, the cost per unit of a ZipShape product is lower than a plywood product.
800 eCAADe 26 - Session 19: Generative Design
Market areaZipShape addresses a very specific market area: Its panel size can be bigger than plywood, but at the same time its radii are not able to compete (as long as only cold bending is applied). Its panel size and radii come closest to bending methods using regular slotting such as Glunz Topan Form.
ZipShape does not have a backside; both sides of the element have the same high surface quality. An-
other point that should be mentioned is the unique aesthetic value of its joint, which reveals the techni-cal background of its formation (Figure 8). It seems recommendable to use the method for freestanding applications that bring out this quality.
But most prominently, ZipShape’s saves the cost for the mold, which qualifies it clearly for individual production. To make the set-up of an individual pro-duction cost-effective, a certain number of individu-al copies is required; namely it reflects the principle of ‘mass customization’. The profile of an individual serial production of stand-alone objects with mod-erate radii does not seem to meet the demands of large shares in the market. Its profile is suitable for rather specialized applications such as
Corporate interior design, e.g. chain stores•Large interior spaces, such as concert halls•Individual furniture like office dividers•
Further investigationsThere are still several open questions we would like to investigate further:
Universal fabrication of ruled surfaces•Reducing the radius by using hot steam instead •of cold bending
Testing other materials than wood and wood •composites
Conclusions
This is method illustrates emblematically how a new construction and even a new aesthetic emerges from shifting economically crucial process steps from ma-terial processing to information processing.
However, the analysis of the project’s feasibil-ity and competitiveness demonstrates that many of the method’s decisive factors remain on the material side, such as material-related radii and the challenge of an appropriate gluing method.
To realize this approach, neither sophisticated software solutions nor high-end production tools had to be invented. A key to innovation in con-temporary construction seems to be skillful inter-weaving existing tools of material and information processing.
Acknowledgements
This research project was carried out within the tight budget of a small private start-up company. Therefore, it could not have been realized without the grant of IKEA Foundation (Switzerland) and the generous support of Franz Bach and Hansueli Dume-lin from Bach Heiden AG in Heiden, Switzerland and Ernest Schilliger from Schilliger Holz AG in Küssnacht am Rigi, Switzerland.
Table 2 Market area: Comparing ZipShape with established wood bending technologies
5Work description Hours Cost Percentage Manual CAD detailing of the drawing 3h 230 EUR 20 %
Manual CAM machine code programming
3h 230 EUR 20 %
Material cost (1.2m2 massive oak) – 370 EUR 32 %
CNC 5-axis milling machine cost 1.3h 140 EUR 12 %
Vacuum gluing machine cost 0.5h 110 EUR 9 %
Surface treatment 1.5h 80 EUR 7 %
Table 1 Cost analysis of case study "ZipChaise" with lot size = 1 (the gray rows only show hypothetical sums saved with automated software routines, i.e. they are not part of the total production cost)
Figure 10 Comparing cost per unit of plywood and ZipShape for a theoretical chair: Because plywood production requires a cost-intensive mold, ZipShape is the more economical method for lot sizes smaller than 15 units
Market area
ZipShape addresses a very specific market area: Its panel size can be bigger than plywood, but at the same time its radii are not able to compete (as long as only cold bending is applied). Its panel size and radii come closest to bending methods using regular slotting such as Glunz Topan Form.
ZipShape does not have a backside; both sides of the element have the same high surface quality. Another point that should be mentioned is the unique aesthetic value of its joint, which reveals the technical background of its formation (Figure 8). It seems recommendable to use the method for freestanding applications that bring out this quality.
But most prominently, ZipShape’s saves the cost for the mold, which qualifies it clearly for individual production. To make the set-up of an individual production cost-effective, a certain number of individual copies is required; namely it reflects the principle of “mass customization”. The profile of an individual serial production of stand-alone objects with moderate radii does not seem to meet the demands of large shares in the market. Its profile is suitable for rather specialized applications such as Corporate interior design, e.g. chain stores Large interior spaces, such as concert halls Individual furniture like office dividers
Method Max. panel size Min. radius rmin / t Mold cost Plywood (hot steam bending) ca. 1.00 · 1.50 m 1 3000 EUR
Topan Form (cold bending) 1.03 m · 2.80 m 20 300 EUR
Finnforest Merk (cold bending) 4.50 m · 14.50 m 500 3000 EUR
Zipshape (cold bending) 1.20 · 4.60 m 20 –
Table 2 Market area: Comparing ZipShape with established wood bending technologies

eCAADe 26 801-Session 19: Generative Design
References
Ngo, D. and Pfeiffer, E.: 2003, Bent Ply: the art of plywood furniture, Princeton Architectural Press, New York.
Schindler, C.: 2007, ZipShape – Gekrümmte Formstücke aus zwei ebenen Platten durch geometrisch vari-ables Verzinken, in Bulletin Holzforschung, 15(1), Schweizerische Arbeitsgemeinschaft für Holzforsc-hung SAH, Dübendorf, pp. 9-11.
Spannagel, F.: 1954, Der Möbelbau : Ein Fachbuch für Tischler, Architekten und Lehrer: auch ein Beitrag zur Wohnkultur, 10th ed., Maier, Ravensburg.
Stevens, W. C. and Turner, N.: 1948, Solid and Laminated Wood Bending, Department of Scientific and In-dustrial Research, Her Majesty’s Stationary Office, London.
Stevens, W. C. and Turner, N.: 1970, Wood Bending Hand-book, Ministry of Technology, Her Majesty’s Station-ary Office, London.
Taylor, Z.: 2001, Wood Bender’s Handbook, Guild of Mas-ter Craftsmen, Sterling, New York.
Übelhack, A.: 2007, Produktion und Einsatz von gekrüm-mten Brettsperrholz- und Hybridkonstruktionen, in: Praktische Anwendung von Massivholzplatten, 39, Fortbildungskurs 7-8 November 2007 in Weinfelden (Switzerland) Conference Proceedings, Schweizeri-sche Arbeitsgemeinschaft für Holzforschung SAH, Dübendorf, pp. 59-61

802 eCAADe 26 - Session 19: Generative Design