-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
1/32
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
2/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 2 of 32
Rev 2
1. DOCUMENT OBJETIVE
The purpose of this document is to define a standard approach to
structure, organize and develop
automation applications based on Allen Bradley RSLOGIX5000
Programmable Logic Controller (PLC)
type Control Logix for TENARIS TAMSA.
2. PLC PROGRAMMING STANDARDS
2.1 General Principles.
The necessary software to command all mechanical equipment must
be developed in
accordance to the sequential programming principle.
Sequential programming is based on the use of state machines
(from now on sequencers).
Each sequencer is therefore based on a series of states and
transitions that define the change
from one state to another.
The execution sequence provides the possibility of cycle
interruptions due to emergency
conditions or due to operating mode changes. In all cases the
program organization should be
respected.
Main objective of sequencer technique is to reduce startup times
and maintenance intervention
time by means of quicker diagnosis while always assuring
personnel and machines safety.
It is important to correctly define the different required
sequencers during the project phase.
The best practice used to define a new sequencer is to control
all mechanical elements related to
only one piece transformation at the same time. The respect of
this concept is very important to
define clear and simple sequencers, easy to understand, diagnose
and maintain.
2.2 Safety.
The sequencer structure assures that signals emitted from field
sensors (i.e. Proximity switches,
fotocells, etc.) are detected by the logic only when they are
expected during the automatic or
semiautomatic machine cycle.
This avoids that accidental sensors triggering could cause a
drive to engage.
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
3/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 3 of 32
Rev 2
3. PLANT DIVISION AND OPERATING MODES
3.1 Zone and Area
A zone of a plant is defined in terms of emergency requirements.
A group of machines and
equipment that shares a common emergency defines a zone of a
plant. A zone may have one or
more sequencers involved.
When an emergency stop is activated, all sequencers of the zone
must go to the final step of the
sequence.
In this step, no output will be enabled by software nor
hardware. Output modules power supply
will be cut off.
One or more related zones define an Area. Each area will be
organized in accordance tooperating needs and modes (manual,
automatic, semiautomatic).
3.2 Modes of Operation.
There are 3 operation modes defined: manual, semiautomatic (only
when required) and
automatic.
Therefore there is normally a 3-mode selector in each main
pulpit zone (or HMI equivalent) that
controls all related sequencers (and thus drives, valves, etc)
of the zone.
Defining each zone as an Island enables to operate one zone in
manual mode while the rest of
the zones continue to operate in automatic.
The automatic mode typically includes the possibility of having
an automatic cycle stop in order
to concent the stoppage of the sequence in a predefined step.
Once removed this command the
sequencer continues with its normal operation.
3.2.1 Automatic.
In automatic mode the plant works without the operators
intervention, which in fact only
monitors process information. Therefore, suitable instruments
must be installed for the
process variables to be controlled.
Once selected the automatic mode, a light button begins to
blink. A confirmation from theoperator is required. If all
sequencer first piece conditions (see chapter 6) are present,
the mode is confirmed and the light remains ON.
The transition from automatic to semiautomatic mode generally
does not interrupt the
automatic operating cycle under excecusion. All movements will
stop once the cycle is
completed and the sequencer will wait until the operator hits
the one cycle button.
Transitions from automatic to manual mode interrupt the cycle
that is being executed.
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
4/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 4 of 32
Rev 2
For complex machinery (for example a rolling mill) there might
be no advantage in
interrupting an automatic cycle and it could also be risky. For
urgent situations the
emergency stop is recomended.
On the other hand, for simple machines it can be helpful in some
cases to change tomanual mode in the middle of a cycle. Normally it
is easy to recover the automatic mode
without losing the piece under process. The use of the emergency
stop could be
considered a too drastic remedy.
The main objective is to keep operation in automatic mode as
much as possible.
Many machines can have an automatic stop cycle selector in order
to stop the cycle
without changing the operation mode. This is normally used to
update the machine
presets, to conduct an inspection routine, etc.
It is not necessary for all the sequencers of a zone to react to
the automatic stop
selector. Many times its enough to stop those sequences that are
related to preset or
inspection operations.
If, for example, we have a loading conveyor and a walking-beam
being part of the same
zone, it could be preferable to stop only the conveyor while
maintaining the walking beam
active and once its empty update the new presets.
3.2.2 Semiautomatic.
The semiautomatic operating mode is an aid to the operator in
order to handle situationsin which it is not possible to work in
automatic mode.
This mode is generally used in the following cases:
To simulate a complete cycle without the presence of a piece.
The operator shouldset the semiautomatic mode and press the defined
command button.
In this way if the cycle ends properly, the operator can verify
that there are no electrical ormechanical problems.
To force a complete cycle of one or more sequencers in cascade
with/without atube on line. For example, a complete automatic cycle
simulating one or morerolling mill stands, running a tube back and
forth under the NDT equipment(nondestructive control), etc.
In this case, the operator, always in semiautomatic mode, has a
button with a step bystep function. At the end of a cycle phase,
the button light will begin to flash to request
authorization for the next phase.
3.2.3 Manual.
In this operating mode, the operator can directly independtly
move different mechanical
equipment.
PLC logic should restrict the possibility of making movements
that could harm people or
equipment.
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
5/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 5 of 32
Rev 2
Manual mode can be used from main pulpit in the control room (
normally used by
operators ) or from an eventual local control pulpit ( normally
used by maintenance
people).
Operation from either main or local pulpits must have all the
required locks in place toprevent eventual mechanical interference
that could damage in place machines or
people.
4. PULPIT. GENERAL CONDITIONS.
4.1 Traditional Pulpit (Control Desk).
Traditional pulpits or control desks have been gradually
replaced by programmable Touch
Panels. On these panel screens, the operator has selectors,
buttons and all necessary
information to fully take control of a zone and its machines.
However, due to security issues,
elements such as emergency stops are physically wired to PLC and
power centers.
The following physical elements should be present in each
area:
The emergency stop button (red) with mechanical interlocking and
with middle turningaround to unlock. It must be connected to the NC
(normally closed) contact.
Also depending on machines and processes
A joystick for easier Manual jogging (to move pieces,
regulations, etc) in forward,
reverse, up and down.
Other physical elements whose functionality is frequently used
or is strictly required
for the operation.
4.2 Touch Panel.
The primary goal of a Touch Panel is to provide the operator the
necessary tools to fully operate
the involved machines. The operator should take control of the
process by selecting the operating
modes and executing manual commands when necessary.
Touch Panel views must clearly show the operator all movement
status indicators, drives
conditions, critical variables values of all related
machines.
See document: Tenaris Touch Panel Guide Lines TEP.
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
6/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 6 of 32
Rev 2
5. PROGRAMMING LAYOUT
For PLC programming is necessary in order to save the files
program so that always met the following
criteria, see Figure 5-1:
Fig. 5-1 Program Structure of a PLC Program
5.1 Fault Program
This file is called Fault Program, which is assigned by default
to the following address: PLC name \
ControllerFault Handler\ FAULTS, and this is generated through
the Basic Standard Module called
MajorFaultRecordused to obtain Type and Code of the PLC fault.
The following report show theprogramming standard for the default
file:
Fig. 5-2 Basic Standard Module for management of Major Fault
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
7/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 7 of 32
Rev 2
5.2 P01 Inpu ts.
This program copies all the data maps of the inputs elements
(for example; elements of a Device
Net Network).
5.3 P02 Main Prog ram.
This program contains all general logic subroutines that deal
directly with machine operation or
the handling of a zone.
F02_Main
F03_Services (Traditional Logic with basic standard modules)
F04_Safety
F05_Interruptions
F06_Tracking
F07_Level2 F08_Events
F12_ASCII_Modules (Logic with basic standard modules)
F13_PID
F15_HMI_Interfase
F16_InOut_Analogical
F18_Initialization
F19_Diagnosis
F20_Alarms
5.3.1 F02_Main_Routine.
This file controls the order in which the rest of the files will
be executed ( i.e. Services,
power up initialization, etc ). Also includes the necessary
logic to support
automatic/semiautomatic or manual modes, emergency stops,
sequecer reset, etc.
An example of programming of a main file:
Fig. 5-3 Main Program structure
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
8/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 8 of 32
Rev 2
5.3.2 F03_Services
Logic related to General services (i.e. oleo dynamic central,
fan extractors, instruments blowers,
etc.) may be programmed with a traditional logic (not
sequencers) and basic standard modules,
depending on the problem complexity.
5.3.3 F04_Safety
All logic related to the security status of input and output
devices by a possible failure of the
modules that are controlled in the PLC must be present in this
file.
5.3.4 F05_Interruptions
Everything related to process delays and interruptions must be
programmed in this file.
5.3.5 F06_Tracking
All pieces tracking logic must be programmed in this file
including interfaces to/from level 2 PCs.
5.3.6 F07_Level_2
All the information that is exchanged between the PLC and the PC
shall be programmed in this
file for all data that are necessary to control.
5.3.7 F08_Events
This file includes all necessary logic to provide level 2 PCs
the define events to be logged.
5.3.8 F12_ASCII_Modules
In this file should be programmed everything related to an ASCII
card usage.
5.3.9 F13_PID
Everything related to PIDs control logic required by a process
shall be programmed in this file.
Note: The PID control logic should be programmed in a periodic
task while all auxiliar logic into
task continues F13_PID routine.
5.3.10 F15_HMI_Interfase
Interfaces for Level 1.5, as such the HMI ( Touch Panels ) shall
be programmed in this file.
5.3.11 F16_InOut_Analogical
Analog inputs and outputs cards shall be programmed in this
file.
5.3.12 F18_Initialization
In this file shall be programmed all devices or drives that
requires an initialization.
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
9/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 9 of 32
Rev 2
5.3.13 F19_Diagnosis
General diagnosis logic for local and remote modules must be
programmed in this file.
5.3.14 F20_Alarms
All the generated alarms shall be copied into this file to
provide level 2 PCs an organized
interface to access.
5.4 P03 Outp uts.
This program copies all the outputs elements data maps (i.e.:
elements of a Device Net Network).
5.5 S01 Sequencer (32 or 64 states) .
Each sequencer used should appear consecutively in these program
folders, both machine and/or control
area sequencers (32 or 64 states as required)
The distribution of the PLC Program can be seen in the following
PDF annexed document ( i.e. Handling
& Cabezal y Tina de Temple de TTR3 program)
See reference Document (1) HCT_TTR3.pdf.
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
10/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 10 of 32
Rev 2
6. LOGICAL SEQUENCER STRUCTURE.
The sequencer structure assures that all signals coming from
field sensors (inductive, limit switches, ultrasonic,etc.) are
considered only in the right sequence step for both automatic and
semiautomatic operation modes.
The logical structure of a sequencer guarantees that all
sequencers of a zone will check all required startingconditions
making easier and safer the coordination of many interrelated
sequencers.
This enables also huge diagnostic efficiency for maintenance and
operation people.
As a general guideline, the use of 32 states sequencers should
be considered for most applications and only
when required (for complex processes) sequencers of 64 states
could apply.
Typically, the first six ( 1-6 ) and last four steps (29-32) are
used by sequencers for predefinied standard
functionality like power up, first piece conditions, manual
mode, coordinated stop, emergency, etc.
During the movement states of the sequencer (7 to 28) the
transitions must be designed andimplemented according to the
application needs of movement. It is important to established
that
there should be considered to chose for each different movement
or position each 5 states, it meansto use steps 7,12,17,22,27.
Only with Piece Presence signal ON a sequencer can evolve and
only after checking all predefined
interlock conditions will be be launched.
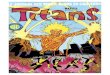
The Figure 6-1 represents the sequencer structure, steps and
transitions as basic example.
Figure 6-1 Logical structure in sequencer
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
11/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 11 of 32
Rev 2
6.1 STATE 1 (Sequencer Start)
This is the initial state for each sequencer:
6.1.1 Transition to state 1.
The sequencer moves to this state each time that:
The PLC is Powered Up
When operating mode change from Manual mode to automatic or
semiautomatic modes.
Each time is pressed the reset button after a sequence stop or
an emergency stop.
6.1.2 Transition from state 1 to state 2 (First piece
conditions).
The first piece conditions are all those required to initiate an
automatic or
semiautomatic operation of a zone.
This check up - if OK - maximizes the probability that the first
piece will correctly end all
sequences trought a zone.
Examples of first piece conditions are: home position
verification, motor protections and
drives OK, oleo dynamic services ready, air preassure OK,
etc.
These conditions are always verified when coming back from
manual to automatic or
semiautomatic modes.
6.2 STATE 2 (Piece Presence conditions).
These conditions are normally different when automatic or
semiautomatic mode is
selected.
As previously mentioned, semiautomatic mode is normally used to
check equipment, for
example:
Run a complete cycle of a sequencer without a the presence of
piece
Run a complete cycle of many sequencers in cascade having or not
a tube
on line but making a step by step operation.
In automatic mode the verification of the presence of piece
conditions are absolutely
required to transition to state 3.
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
12/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 12 of 32
Rev 2
6.2.1 Transition from state 2 to state 3 (piece presence
conditions ).
These conditions enable the execution of a new cycle.
In automatic mode this condition could come from:
A preceding sequencer
A sensor that physically detects the piece presence.
Other conditions such as: pipes buffer full sensor, by pass
selector, etc.
It is important to remember that in addition to the physical
piece presence there are
many times a logical piece flags that indicates when a piece has
all required
operations done.
In semiautomatic mode these conditions could be overrided by the
cycle start button.
Additionally, must be verif ied that the automatic stop selector
is OFF before a
sequencer can initiate a cycle.
It is also important to remark that all sequencers related to
the one under analysis should
check the same automatic stop selector when appropriate.
Note: These conditions are evaluated in the transition 02 to 03
in series with the sensor of
Piece Presence (i.e. a kick out). If these conditions were
evaluated on the 03-04
transition conditions, there could be a sequencer stop
transition due to missing enabling
conditions.
6.3 STATE 3 (Enabling Conditions).
In this state all sequencer external enabling conditions are
verified.
Normally, in this step all downstream sequencers states are
verified to check if they are
ready to receive a piece during continuous operation.
6.3.1 Transition from state 3 to state 4 (enabling
conditions).
Enabling conditions are those that arise from the state machine
that is immediately after
the one under analysis.
For example, a roller conveyor enabling condition could be an
acknowledge that the
downstream kick off sequencer is on state 2, ready to receive
the piece.
6.4 STATE 4 (Tracking conditions).
Sequencers will normally check in this step the presence of the
tracking conditions ( only
when tracking is required ) before launching a new cycle.
If there is no tracking confirmation, the sequencer will
stop.
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
13/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 13 of 32
Rev 2
6.4.1 Transition from state 4 to state 6 (tracking
conditions).
These conditions do not depend on the sequencer itself but
normally come from:
Level 2 systems : Confirms that all piece tracking attributes
are OK
Other PLC sequences.
6.5 STATE 6 (Starting Conditions).
In this state the so called starting conditions are controlled
before transitioning to the
next step.
In other words, these represent the necessary conditions to
start the machine movement
like: permanent conditions of communications, electrical,
services, of the sequence, etc.
6.5.1 Transition from state 6 to state 7 (starting
conditions).
The starting conditions are normally a subset of the first piece
conditions and when
present the sequencer should have the best chance to finish the
new cycle without
interruptions.
It is the last opportunity to check general communications and
services status before
making any physical movement.
These conditions are controlled in each squencer cycle since
there is always the
possibility that during the machine process something could have
changed.
These are the conditions related to sequencer itself, such as
communications, electrical,
services or sequence permanent conditions.
6.6 STATES FROM 7 TO 28 (Machine motion states).
Machine movements normally begin from this step on.
Sequencers proceed to control the process cycle by means of a
subset of states where
each one of them correspond to a logical precise action.
STATE 7
Is the first step of the sequencer where begins movement of
machine, to state 28.
The movement of the mechanical machinery begins in this
state.
STATE 28
This Is the last available state for normal the machine cycle
when in automatic mode.
After finishing a cycle the sequencer should transition to step
2.
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
14/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 14 of 32
Rev 2
6.6.1 Transitions between state 7 to state 28 (Machine
movement).
It is advisable beginning from state 7 onwards (see Chap. 6.6)
leaving an open number
for 5 states (7, 12, 17, 22, and 27) so that we can identify
changes in the sequence of
movement.
STATE 30 (Manual mode).
This state is activated when the operating mode selector is in
MANUAL mode.
Normally the selection of Manual mode immediately interrupts
sequencer cycle
generating a transitionin to step 30.
6.6.2 Transition to state 30 (Manual mode).
The unique condition for the transition to Manual state is when
activated the operating
mode MANUAL.
6.7 STATE 31 (Hold).
This state is created to be used when a special situation
requires having a HOLD of the
sequence, without the timeout control.
The necessity of these conditions has to be defined for each
application, considering the
specific requirements.
6.7.1 Transition to state 31 (hold conditions).
During the sequencer movement states (7 to 28), the transitions
to/from to the hold step
can be designed and implemented according to the application
needs.
6.8 STATE 29 (Stop).
This state is used when a fail condition appears and the
sequence must be stopped.
6.8.1 Transition to state 29 (stop).
The stop conditions that lead the sequencer into state 29 might
be:
Emergency conditions re-established.
Sequencer step time out.
Lost of permanent conditions.
To get out from the state 29 the RESET button has to be pushed.
Depending of
the operating mode, the sequencer will go to the states 1 (if
Automatic Mode is
selected) or 30 (If Manual Mode is present).
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
15/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 15 of 32
Rev 2
6.9 STATE 32 (Emergency Stop).
Sequencers go to state 32 every time the operator activates an
emergency stop no
matter what state squencers are currently in.
Technical standards recommend using an emergency stop whenever
there are
dangerous conditions for people or machinery. Wired
electromechanical components
should be used and hardware signals should be transmitted to the
PLC in order to disable
all outputs.
The NC red emergency push button must cause:
The emergency relay disconnect,
Energize the red light that is part of the emergency button,
Power OFF both electrical drives and the PLC ouput lines while
maintainingpower supply ON for PLC inputs.
Auxiliary contact of the Emergency button should be cabled to
PLC inputs to
send involved sequencers to step 32 and for diagnosis
purposes.
The return to normal conditions (non-emergency) can be made only
with the unlocking of
Emergency Stop mushroom PB.
Once the emergency conditions are not present anymore, the
sequencer is automatically
driven to the fail stop (Step 29), in order to wait for the
Reset confirmation from the
operator.
Note: the Reset push button impacts on a determined emergency
zone.
6.9.1 Transition to state 32 (Emergency Stop).
The emergency stop generates transition to state 32 (even for 64
states sequencers) regardless
any current state that the machine is at any time.
The sequencer logical structure, we can be seen the annexed PDF
document
Secuenciador_KICK_IN.pdf
6.10 Sub-Sequencers.
In some complex machines it may be required that in certain
sequencer states, a series of
parallel operations must be done. In such cases a sub-sequencer
may be used.
The main sequencer controls all related sub-sequencers so it is
not necessary to implement all
control conditions described before applicable only to main
sequencers.
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
16/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 16 of 32
Rev 2
7. PROGRAM FUNCTIONAL BLOCKS ORGANIZATION.
Sequencer functional blocks organization is described in the
next figure 7-1.
Figure 7-1 Organization of program functional blocks
7.1 Sequencer Standard implementation (32 or 64 states).
Sequencers are managed as programs called Sxx_name, where xx is
the number of the
sequencer.
Sequencer No.1, for example, is the program: S01_
"name_of_sequencer_01".
Sequencer No.2 is the program: S02_ "name_of_sequencer_02" and
so on up to S32 that is the
maximum number for programs to be scheduled in the continue
task).
In each sequencer program, we should find everything related to
the process under control. For
example:
Where:
Program Tags: Include all local variables declaration
Subroutine Jum s
Control Out uts Basic Standard Modules
Communication Permament Conditions
Se uence Permisives
Position Aux. Fla s
Se uencer Transitions
Logical Machine Sequence
Electrical Permament Conditions
Services Permament Conditions
Field Outputs
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
17/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 17 of 32
Rev 2
F01_Main: Contains main control logic of the sequencer and their
transitions.
F02_Auxiliares: Contains all combinational auxiliary logic used
by the sequencer (starting
conditions, first piece conditions, etc )
F03_Salidas: Includes all field outputs management
F04_ Diagnosis: Includes all necessary logic for diagnosis.
F05_ Touch Panel: Includes all necessary logic to integrate a
sequencer with the corresponding
touch panel (indicators, virtual buttons, etc.).
In the annexed PDF ( Secuenciador_KICK_IN enable in TTR3 ) we
can see a real example for
sequencers logic organization.
7.2 Logic scan (Performance).
Internal coils related to sequencer step word must be always
used in logic networks afterconvertion has occurred in order to
avoid losing a scan to detect a sequencer step change.
8. ORGANIZATION FOR THE DIAGNOSIS.
The organization for general diagnosis file is shown in figure
8-1.
Figura 8-1 Organization of the diagnosis
8.1 General diagnosis Standard implementation
General diagnosis is part of a Subrutine
(P02_Prog_Principal\F19_Diagnosis) where all alarm
conditions are programmed.
All specific alarms must be programmed respecting the following
order: PLC local and remote
modules, Services (oleo dynamic central, fan extractors,
instruments blowers, etc.) and finally
direct alarms.
Inside P02_Prog_Principal\F19_Diagnosis routine we should
see:
The automation system logic alarm columns
The service alarm logic alarm column,
The direct alarm logic column
A General diagnosis Subrutine example can be seen in the annexed
PDF document
HCT_TTR3.pdf.
PLC Automation System Alarms
Services Alarms
Direct Alarms
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
18/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 18 of 32
Rev 2
The proposed organization for Sequential Diagnostic file is as
follows:
Figure 8-2 Organization of the sequential diagnostic file
8.2 Sequencer diagnosis.Standard implementation
Sequential diagnosis forms part of a Subrutine
(Sxx_name_of_sequencer\F02_Diagnosis) where
all alarm and warning conditions related to a given sequencer
should be programmed.
Inside the routine Sxx_name_of_sequencer \F02_Diagnosis we
should find :
States generation (1, 30, 32 or 64 states if the sequence
requires).
Rungs for logic alarm.
Rungs for logic warnings.
Sequencer DRUM or actual state convertion.
This conversion has the following functionality:
Set up only one of the 32 bits ( or 64 when a 64 states
sequencer is used)
corresponding to current sequencer step.
Actualize in the 32-bit internal register the current step
number.
The only value returned by le logic is the internal sequencer
step value.
A sequencer diagnostic Subroutine example can be seen in the
annexed PDF documentSecuenciador_KICK_IN.pdf.
Sequencer States Generation (1, 30, 32)
Sequence Cycle Time Calculations
Sequencer DRUM
Sequencer Warnings and Alarms.
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
19/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 19 of 32
Rev 2
9. ALARMS
Wthin the F19 Routine (P02_Prog_Principal\F19_Diagnosis) all
General alarms must be programmed while
logic for all Sequenceralarms and warning conditions must be
present in F02_Diagnosis Routine.
The F20_Alarms Routine must include the necessary interface with
Level 2 logic to support both general andsequencer alarms.
9.1 Alarms.
The alarm bits are set whenever an alarm is present and reseted
when disappears. Arrays of
alarm bits are red by Level 2 systems that are connected to PLCs
by means of an automation
network like Ethernet or ControlNet. PC systems provide a better
way to manage and display
complex information to the operators.
The Level 2 alarm module must:
Show all primary alarms that really occurred. This means that in
many cases some
filtering must be done to distinguish the originary fault cause
(i.e. a power down that
can trigger many other not real alarms, a communication problem,
etc).
Give precise explanations about the failure.
Generic descriptors such as lack of transition from step x to
step y or lack of first
piece conditions are not acceptable without further details.
Operators should in any case clearly recognize the origin of the
fault to reduce
intervention
time.
The alarms are mainly divided into two groups:
Sequencer alarms are normally generated evaluating incoming
events (signals) in a
given sequencer step.
Direct alarms can be activated in any squencer step
9.1.1 Sequencer filtered alarms.
They can be subdivided in:
First piece conditions ( when sequencer remains in step 1 )
Enabling conditions ( when sequencer remains in step 3 )
Tracking conditions ( when sequencer remains in step 4 )
Starting conditions ( when sequencer remains in step 6 )
Sequence Alarms ( from step 7 on )
Emergency ( when sequencer remains in step 32 )
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
20/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 20 of 32
Rev 2
9.1.1.1 First Piece Conditions.
Whenever a sequencer is in step 1, a blinking light on the
pulpit indicates the
operator to press the automatic start cycle button to become
operative.
Once pressed, if the first piece conditions are OK, the
sequencer will go to step 2
and the light will turn ON. Otherwise the sequencer wil remain
in step 1 with the
light blinking.
Normally the first piece conditions are more than one and only
the lacking
conditions should be displayed on the Level 2 PC monitor.
In other words the first piece conditions are programmed
individually so that when
one of them is absent it is possible to detect it precisely.
The event used to check the fist piece conditions is the
automatic start cycle
button pressed by the operator.
9.1.1.2 Enabling Conditions
As stated previously, a sequencer transition from step 3 to step
4 depends on the
status of other related sequencers that should enable it.
At this point it is important to take into account:
Include a clear explanation of the machine involved when the
signal notenabled is displayed to concent the operator actuate on
the correct
machine that blocks the cycle.
Timely filtering of the alarms to prevent incorrect alarms.
So it is important to evaluate in each case how to correctly
implement the
enabling conditions to avoid giving misleading information to
the operator.
9.1.1.3 Piece Tracking conditions
Once in step 4 - and only when piece tracking is supported -,
the piece tracking
conditions will be evaluated before enabling transition to the
next step.
9.1.1.4 Starting conditions
Whenever a sequencer does not transition from step 6 to step 7,
starting condition
alarms will be generated and displayed on the PC monitor.
Normally the staring conditions are more than one. Only the
lacking conditions
should be displayed.
In other words the starting conditions are programmed
individually so that when
one of them is absent it is possible to detect it precisely.
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
21/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 21 of 32
Rev 2
9.1.1.5 Sequence alarms.
The sequence alarms are associated to steps 7 to 28.
These alarms are generated by delays or failures of field
sensors expected for
proper sequencer transitions.
The steps 7 to 28 do not have a predefined function, so it is
appropriate to use all
needed steps to diagnose as better as possible the different
field elements.
It is important to check all individual sensors involved
whenever a sequence alarm
is triggered.
9.1.1.6 Emergency.
All emergency actions will be triggered whenever the operator
presses the
emergency button, which normally will send involved sequencers
to step 32 ( also
valid for 64 states sequencers )
9.1.1.7Automation Alarm system.
Are alarms that control the functioning of the automation
system.
These alarms are for: low batteries, overall rack failure,
(Minor Faults, are
monitoring through basic standard modules called
MinorFaultCheck) of some
major flaw present like the watch dog (Major Faults, are
monitoring through basic
standard modules called MajorFaultCheck), and finally a failure
of individual racks.
9.1.1.8 Services Indication
This foresees the possibility of programming ad hoc logic in the
PLC to generate
an event to be logged in the Level 2 Event module.
For example: manual mode selection, cycles repetition, etc.
They are not to be considered alarms but events that should help
to understand/log
particular operating conditions.
9.1.2 Direct alarms
There are cases in which it is not possible to relate an alarm
condition to a
sequencer step.
They can be subdivided into:
Pre-alarms to indicate to the operators that some action must be
taken to
prevent imminent problems.
Alarms to indicate a fault situation that requires direct action
to be solved.
Some examples of direct alarms could be:
Burnt out fuses.
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
22/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 22 of 32
Rev 2
Thermal tripping
No voltage.
Communication failure (Controlnet and Devicenet usually
used)
Hazardous service
PLC in emergency Etc.
A particular case of direct alarms are the automation equipment
alarms such as
low batteries, overall rack failure, etc,
Minor Faults, are monitored through basic std modules called
MinorFaultCheck and
Major Faults are monitored through basic std modules called
MajorFaultCheck.
Generally speaking, Direct alarms are difficult to manage since
there is no
sequencer step that can filter them. Once a direct alarm is
generated it is displayed
on the Level 2 monitor.
As an example of alarm filtering, downstream auxiliary breaker
contactors shouldbe in series with principal power contactor to
avoid having spurious information
and only recognize the first failure.
Whenever possible is recommended to monitor direct alarms such
as:
Auxiliary breaker Contactors,
Thermal relay auxiliary Contactors,
Fluid levels, thermostats, directly controlled presostats,
etc.
All necessary precautions must be taken to prevent generating
misleading
information for the operators.
9.1.3 Programming alarms in the PLC.
A Direct alarm is 1 whenever the cause that has triggered it
remains.
A Sequence alarm is 1 only when the cause in that step
remains.
Sequence alarms are filtered from a unique timer (one for each
sequencer) that is seted
depending on the step the sequencer is at any moment.
Each sequence of 32 (or 64) steps has a defined alarm structure:
see Figure 9-1:
Alarms (Word_00; tipo de dato DINT) Warnings (Word_01; tipo de
dato DINT)
Drive Alarms (Word_02; tipo de dato DINT)
Alarms Adjacent (Word_03; tipo de dato DINT )
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
23/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 23 of 32
Rev 2
Figura 9-1 Alarms structure of a sequencer
10. DOCUMENTATION
10.1 Genaral Documentation
Documentation to be submitted by the supplier will be in Spanish
or English depending on the
official language of the mill and it must also have the
following PLC software project information:
Sequencer Flowchart in Visio format (alternatively Word) and
supplied in hardcopies and
CD/DVDs.
Ladder Logic: Each contact, coil, input and output must be
clearly commented as well as the
functional description of the complex blocks.
Input/Output Diagrams in Autocad format supplied in hardcopies
and CD/DVDs.
Functional specification for maintenance people.
10.2 Software Development
Software development must be done using RS Logix 5000 Industrial
Programming Software version17.00.00 or more.
10.3 Standard Nomenclature for the symbol names (Auxiliary
Text).
The nomenclature to be used inside the sequencers must be:
The process state bits are indicated symbolically with the
following notation:
Pxx
In which Pxx indicates the step number xx (i.e. P07 represents
the state 07 of a given
sequencer).
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
24/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 24 of 32
Rev 2
Remember that the sequence number is given for each program set
within the "continue task"
(As example S01_ "nombre_del_secuenciador")
The status word will be scheduled with the following
notation
PASO
The sequencer process bits when not under operation are
symbolically represented with
the following inscription:
PxxNOP
Where Pxx represents the step xx of a sequencer and NOP means
not under operation or not
used (For example P08NOP represents a sequencer in a non
operative step) These steps are a
available for future use.
The timers required to filter sequencer alarms must have
following notation:
AuxiliarTimer [xx]
Where AuxiliarTimer means General auxiliary Timer and xx is the
register number. For
example, AuxiliarTimer [10] is the timer used to filter Step 7
sequence alarm. The timers array
for each sequencer should have a length of 20 registers,
assigning the first 10 registers to
auxiliary sequencer logic and the other to alarm filtering.
The counters for logical development of the sequencers will be
marked with the following
notation:
AuxiliarCounter [xx]
Where AuxiliarCounter means General auxiliary counter and xx is
the register number
corresponding to an specific counter. For example,
AuxiliarCounter [0] could represent the count
of the cycles performed by a given machine. The counters array
for eachsequencer should have
a length of 10 records.
The Emergency bits, including hardware and software sequencers
will be indicated with
the following notation:
EMERGMode
Where EMERGMode means Hardware or software generated Emergency,
this bit is responsible
for forcing the emergency state in the sequencer.
Sequencer alarm bits are represented in the alarm word with the
following inscription:
Alarm.xx (DINT)
Where Alarm indicates the sequencer alarm Word , while xx
indicates the assigned bit to
that alarm in the sequencer (as example Alarm.00 represents the
first alarm of the sequence).
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
25/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 25 of 32
Rev 2
Sequencer warning bits are represented in the warning word with
the following inscription:
Warning.xx (DINT)
Where Warning indicates the sequencer warning word, while xx
indicates the assigned bit tothat warning in the sequencer (as
example Warning.00 represents the first warning of the
sequence).
The alarm bits linked to the PLC will be symbolically
represented with the following
inscription:
AlarmGEN [uu].vv
Where AlarmGEN, which indicates the general table alarms of the
PLC (programmable logic
controller), uu the initial register of the general alarm table
and vv is the assigned bit to the
particular alarm (as example AlarmGEN [00].00 represents the
general alarm, first in the PLC).
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
26/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 26 of 32
Rev 2
10.2 Sequencers Graphic Representation
The graphic representation for a sequence is a Grafcet type,
detailing the number of the
sequencer, the description of the function performed, the way
the field elements act (NC or NO)
indication of command that is made.
We can see in the example the symbology used in the flowcharts.
Next to each flowchart, there is
a description of the first piece , starting conditions, etc.
1. Normally open contact:
2. - Normally close contact:
3. Positive transitional contact:
4. - Negative transitional contact:
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
27/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 27 of 32
Rev 2
5. - AND of 2 contacts:
6. - OR of 2 contacts:
7. Step sequencer:
8. - Temporized:
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
28/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 28 of 32
Rev 2
In the following diagram is represented a Kick-in station
sequencer, which loads piece to Tina
Temple
Figure 10-1 Example Sequencer
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
29/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 29 of 32
Rev 2
Figure 10-2 Example Sequencer
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
30/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 30 of 32
Rev 2
11. SUMMARY OF GENERAL RULES
The program distribution is a follow:
Major Faults Program (Controller nombre de PLC\Controller Fault
Handler\FALLS).
P01 Inputs Program.P02 Main Program. (Including the following
routines)
F02_MainRoutine
F03_Services (logical traditional with basic modules)
F04_Safety
F05_Interruptions
F06_Tracking
F07_Level_2 F08_Events
F12_ASCII_Modules (with pre-defined basic modules)
F13_PID
F15_HMI_Interface
F16_InOut_Analogical
F18_Initialization
F19_Diagnosis
F20_Alarms
P03 Outputs Program.S01 Sequencer #01 Program.
F01 Main (Auxiliar Logic Transitions, inputs and outputs of the
sequencer control)
F02 Diagnosis (Sequencer Diagnostic)F03 Touch Panel (sends to
control interface)
Snn Sequencer n-esimo program.F01 Main (Auxiliar Logic
Transitions, inputs and outputs of the sequencer control)F02
Diagnosis (Sequencer Diagnostic)F03 Touch Panel (sends to control
interface)
The word to see the sequencer state is called: PASO
The support bit for the sequencers is called:
PasoSecuenciador(word per sequencer)
The word alarm to see the sequencer state is designed as: Alarm
(DINT)
The word warning to see the sequencer state is designed as:
Warning (DINT)
The auxiliary timers for logical sequence and filtered alarms is
designed as: AuxiliarTimer(Length ArrayTIMER [20] registers)
The Length Array Level 2 Alarms is: AlarmL2 (Length array
AlarmL2 [500])
The auxiliary counters for logical sequence is designed as:
AuxiliarCounter(Length Array Counter [10]registers)
The controls for the development of alarm logic are described in
the document (**).
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
31/32
-
7/29/2019 2-01200-PO-M-070 REV F PLC Programming Standard for
ControlLogix_revF
32/32
TITLE: PLC Programming standard
for ControlLogix
DOCUMENT NUMBER:
2-01200-PO-M-070
Page 32 of 32
Rev 2
12. ANNEX
Document of reference (1): Tenaris Touch Panel Guide Lines
TEP.
Document of reference (2): HCT_TTR3.pdf.
Document of reference (3) - Secuenciador_KICK_IN.pdf
13. GLOSARY
Level 1: PLC and logic responsible for controlling the
machine-process and reporting the status to the upperlevels (Level
1.5 and level 2).
Level 1.5: Human machine interface (HMI) is used to command the
machine- process and provides theoperator the necessary status
information.
Level 2: PC based automation systems that control machine
presets, display process curves and alarms,manage machine
stoppages, generate management reports, etc.
Tracking: Coordinated set of techniques (vision systems,
sensors, level 1 & level 2 software) necessary totrack each
tube on the plant.
Touch Panel/HMI: Human Machine Interface designed for the
operator which functionalities include not onlythe machine control
(i.e. command buttons, operation mode selectors, etc) but also
machine diagnostics,sequencer status, alarms, mimics, among other
applications for maintenance supervisors. This is considered
within the Level 1.5 Automation Classification.