Embed Size (px)
Citation preview

190304 HACCP Manual SPC Coconuts March 2019.docx Page 1 of 83

190304 HACCP Manual SPC Coconuts March 2019.docx Page 2 of 83
Forward This Manual has been prepared for the Coconut Industry Development for the Pacific Programme which is currently administered under the Pacific Community. The Manual has been compiled from the works of various coconut and HACCP experts in the field, by Apiame Cegumalua and Viola Lesi both consultants for HACCP Australia Fiji Ltd. of Suva, Fiji and edited by David Haberfield of HACCP Australia. The Manual is intended to be used as a training tool and a guide for trainers in the coconut industry. This Manual is solely the property of the Secretariat of the Pacific Community.
Acknowledgment We would like to thank the Team Leader Naheed Hussain for giving us the opportunity to work on this project.

190304 HACCP Manual SPC Coconuts March 2019.docx Page 3 of 83
Table of Contents
Forward ............................................................................................................................................................ 2 Acknowledgment .............................................................................................................................................. 2 Table of Contents ............................................................................................................................................. 3 Table of Figures ............................................................................................................................................... 4 Definitions and Abbreviations ........................................................................................................................... 5 Introduction ....................................................................................................................................................... 8 Module 1: Introduction to Hazard Analysis Critical Control Point and Risk Management Strategy ................ 10
Risk Management Strategy (RMS) is based on three basic principles ......................................................................... 10 HACCP ......................................................................................................................................................................... 11 Advantages of HACCP ................................................................................................................................................. 12 Description of the HACCP System ............................................................................................................................... 12 Flowchart for the HACCP system ................................................................................................................................. 13 Implementing the HACCP method .............................................................................................................................. 15 The Preparatory phase: ............................................................................................................................................... 16 Implementation phase ................................................................................................................................................ 17 Establishing Critical Limits .......................................................................................................................................... 22 Critical Control Point Monitoring ................................................................................................................................ 23 Prerequisite programs (PRP) ....................................................................................................................................... 24
Module 2: Hazards ......................................................................................................................................... 26 .1 Definition of Hazard .......................................................................................................................................... 26 .2 Why hazard analysis is conducted? ................................................................................................................... 26 .3 Types of Hazards: .............................................................................................................................................. 26 .4 The Five Steps in a Hazard Analysis ................................................................................................................... 27 .5 Control measures .............................................................................................................................................. 27
Module 3: Coconut Products .......................................................................................................................... 28 COCONUT OIL .............................................................................................................................................................. 28 COCONUT BUTTER ...................................................................................................................................................... 29 DESICCATED/SHREDDED/FLAKED COCONUT .............................................................................................................. 30 COCONUT FLOUR ........................................................................................................................................................ 31 COCONUT MILK ........................................................................................................................................................... 32 COCONUT WATER ....................................................................................................................................................... 33 COCONUT SUGAR ........................................................................................................................................................ 34 COCONUT NECTAR ...................................................................................................................................................... 34 COCONUT AMINOS ..................................................................................................................................................... 35 COCONUT VINEGAR .................................................................................................................................................... 35
Module 4: GMP (Good Manufacturing Practice) ............................................................................................ 36 Module 5: Cleaning & Sanitation .................................................................................................................... 38
Key Steps in Cleaning .................................................................................................................................................. 41 Module 6 PRP’s Prerequisite or Support Systems ......................................................................................... 43
PRP - Approved Supplier Program ............................................................................................................................... 44 PRP - SITE Standard: Building, Infrastructure and Premises ....................................................................................... 45 PRP - Transportation Receiving and Storage .............................................................................................................. 45 PRP - Chemical Receival / Storage and Safe Handling ................................................................................................ 45 PRP - Cleaning/Sanitation ........................................................................................................................................... 45 PRP - Good Hygienic Practice (GHP) ............................................................................................................................ 46 PRP - Pest Control ....................................................................................................................................................... 47 PRP - Training .............................................................................................................................................................. 48 PRP - Document Control .............................................................................................................................................. 49 PRP - Product Identification and Traceability .............................................................................................................. 50 PRP – Product Recall ................................................................................................................................................... 50 PRP - Mock Recall ........................................................................................................................................................ 50 PRP - Allergen Control ................................................................................................................................................. 51 PRP - Labelling ............................................................................................................................................................ 51 PRP - Visitors Policy ..................................................................................................................................................... 52

190304 HACCP Manual SPC Coconuts March 2019.docx Page 4 of 83
PRP - Maintenance ...................................................................................................................................................... 53 PRP - Calibration ......................................................................................................................................................... 54 PRP - Verification ........................................................................................................................................................ 55 PRP - Auditing ............................................................................................................................................................. 55 PRP – Corrective Action system and complaints ......................................................................................................... 55 PRP - Organic Systems ................................................................................................................................................ 56 PRP - Food Defence - TACCP & VACCP ........................................................................................................................ 56
Module 7: Traceability & Recall ...................................................................................................................... 57 Module 8: Quality ........................................................................................................................................... 60 References ..................................................................................................................................................... 64 Appendix ........................................................................................................................................................ 65
Appendix 1: Virgin Coconut Oil (VCO) - Dry Process .................................................................................................... 65 Appendix 2: Example Product Description – Virgin Coconut Oil ............................................................................... 66 Appendix 3: Example – Flow Chart Hazard Analysis – Virgin Coconut Oil ................................................................ 67 Appendix 4: Example – Hazard Analysis – Virgin Coconut Oil ..................................................................................... 68 Appendix 5: Example – HACCP Plan – Virgin Coconut Oil ........................................................................................ 81 Appendix 6: Example – CCP Determination Questions – Virgin Coconut Oil ............................................................... 83
Table of Figures Figure 1: Principles of HACCP ........................................................................................... 12 Figure 2: Flowchart of the HACCP system ........................................................................ 14 Figure 3: HACCP Application ............................................................................................. 15 Figure 5: Basic HACCP Flowchart ..................................................................................... 17 Figure 6: HACCP Risk Matrix ............................................................................................. 18 Figure 7: CCP Decision Tree ............................................................................................. 19 Figure 8: The Complete HACCP Process .......................................................................... 24 Figure 9: The Complete HACCP Process .......................................................................... 41 Figure 10: Traceability Flow chart ................................................................................... 57 Figure 11: Traceability Flow chart – between processed ................................................ 59

190304 HACCP Manual SPC Coconuts March 2019.docx Page 5 of 83
Definitions and Abbreviations
Term Definition °C Celsius AUDIT A systematic evaluation of activities and processes to
confirm that objectives are being met. CALIBRATION Calibration in measurement technology and metrology is the
comparison of measurement values delivered by a device under test with those of a calibration standard of known accuracy. Strictly speaking, the term calibration means just the act of comparison, and does not include any subsequent adjustment
CCP DECISION TREE A tool that helps you decide whether a hazard control point is a critical control point or not. A critical control point (CCP) is a step at which control can be applied.
CLEAN IN PLACE (CIP) A cleaning system for pipes or equipment where cleaning is achieved by circulating a suitable cleaning solution around the system using turbulence to provide effective cleaning
CONTROL POINT (CP) Any point or step in a process where control can be achieved.
CORRECTIVE ACTION Action taken to regain control where critical limits have not been met and to prevent recurrence of the deviation.
CRITICAL CONTROL POINT (CCP)
A critical step at which an action or procedure can be taken to eliminate a hazard or reduce it to a level where it is no longer a food/product safety risk.
CRITICAL LIMIT (CL) Critical Limit. A specification and/or value, which separates acceptability from unacceptability.
DEVIATION A non-conformity or failure to meet Critical Limits. FLOWCHART Chart to provide an outline of key steps in a Process FOOD DEFENCE Food Defence is having plans in place to reduce the
chances of someone intentionally contaminating the food supply in order to kill or harm people, disrupt the economy or destroy a business.
FOOD FRAUD Food fraud is a collective term used to encompass the deliberate and intentional substitution, addition, tampering, or misrepresentation of food, food ingredients, or food packaging; or false or misleading statements made about a product, for economic gain.
FSANZ Food Standards Australia and New Zealand. GAP Good Agricultural Practices GHP Good Hygiene Practices GMP Good Manufacturing Practices HACCP Hazard Analysis Critical Control Point HACCP AUDIT TABLE A table documenting the critical limits, monitoring criteria,
corrective actions and associated SOP’s or references for each of the CCP’s and QCP’s.
HACCP PLAN The written document based upon the Principles of HACCP, which describes the procedures which must be followed to assure control of a specific procedure or process.

Definitions and Abbreviations
190304 HACCP Manual SPC Coconuts March 2019.docx Page 6 of 83
Term Definition HACCP SYSTEM Identification of specific hazards and preventive measures
for their control. HAZARD A biological, chemical or physical agent that will cause the
product to be unsafe for consumption. The consequence or impact and likelihood of each hazard are plotted on a Qualitative Risk Analysis Matrix which is used to determine if the hazard is significant and whether or not it should be considered as a Critical Control Point.
LIKLIHOOD The probability that the hazard will occur MONITORING Describes how to carry out monitoring procedures for each
of the CCP’s and QCP’s. To conduct a planned system of observation or measurement to assess control of a CCP or QCP and to make accurate records for verification in the future.
MSDS Material Safety Data Sheet NASA National Aeronautics and Space Administration NIP Nutritional Information Panel NON-CONFORMING A deviation from accepted procedures or critical limits. NZFST New Zealand Food Standard ORGANIC Organic farming is the production of food without the use of
synthetic chemicals or genetically modified components. Organic farming is better for the environment and more sustainable
PATHOGENS Microbes capable of causing disease in humans. pH Alkalinity and Acidity unit PREREQUISITE PROGRAM (PRP)
The universal procedures used to control the conditions in the plant environment which contribute to overall safety of the product. Also known as Support Systems
PREVENTIVE MEASURES
Actions or equipment, which can be used to control a hazard.
PRP Pre -Requisite Program QUALITY CONTROL POINT (QCP)
A point in a process at which control is required to prevent, eliminate or minimize a quality hazard
QUALITY CONTROL POINT (QCP)
A point in a process at which control is required to prevent, eliminate or minimize a quality hazard.
RE-WORK An unincorporated food product kept for subsequent use or re-processing at a later stage.
RISK MATRIX A matrix used to rank and compare the Significance of Hazards based on ranking Severity against Likelihood
RMS Risk Management System SEVERITY The seriousness of the effect of a hazard SHELF-LIFE The time period within which the food is safe to consume
and/or has an acceptable quality to consumers. Support Systems The universal procedures used to control the conditions in
the plant environment which contribute to overall safety of the product. Also known as PRP’s or Prerequisite Programs
TACCP Threat Analysis Critical Control Point USA United States of America VACCP Vulnerability Analysis Critical Control Point

Definitions and Abbreviations
190304 HACCP Manual SPC Coconuts March 2019.docx Page 7 of 83
Term Definition VALIDATION The process used to ensure the critical limits identified for
each of the CCP’s in the program are effective. The validation process requires evidence such as scientific evidence (investigative or experimental of processes: studies) to determine whether the control measures are capable of controlling the hazards and ensuring that the end product is safe.
VCO Virgin Coconut Oil VERIFICATION Methods, procedures or tests in addition to those used in
monitoring to determine the compliance of the HACCP SYSTEM and/or whether or not the HACCP AUDIT TABLE needs modification.

190304 HACCP Manual SPC Coconuts March 2019.docx Page 8 of 83
Introduction The Pacific Island people have had a long association with coconuts products not only as a food item but now specifically as a potential marketable commodity. The fact remains that the Pacific Island coconut growing nations are small in land mass, isolated and scattered in the vast ocean where transportation and infrastructure are costly to maintain. The coconut product however is of high value and can be targeted at the high-end market. A total of 589,000 hectares of land is currently utilised for coconuts in the Pacific Islands, Papua New Guinea, being the major producer comprising 37% of the total Pacific Island growing area. Coconut farms are mainly village based and processing techniques are mostly traditional which has been passed down through years of generation with very basic equipment. However according to Uron Salum, (APCC Executive Director at a CIDP Meeting on July 2019), the market information shows that in the last 5 years commercial utilisation of Coconut products has increased exponentially and is expected to continue to grow in value and volumes:
§ Coconut water products 149% § Coconut flour 115% § Coconut milk products 54% § Virgin Coconut Oil Products 33% § Desiccated coconut 29%
(Source: Uron Salum, Executive Director, APCC at CIDA Workshop July 11-13, 2017)
• With such a growth and demand in the market and the increased market opportunities the small holders in the Pacific region are embraced with, the EU funded CIDP has recognised the need to build capacity in the quality, safety and processing of small holder suppliers in the Pacific in order to sustain market interest, increase market share and continuing income generation.
• Thus for coconut products that have gained significant markets outlets and shares locally and internationally must comply to international standards such as Hazard Analysis Critical Control Point (HACCP) and Good Manufacturing Practices. Consumers are now more conscious of the need for health and safety food, so it is the responsibility of every food industry to meet the consumers’ demand. Thus this brings home a tough challenge for the Pacific business operators to raise up its standard of operation and comply to the food safety standards HACCP.
Food safety has been a concern to human kind since the dawn of history. Safe Food is a state in which risk of harm to persons is limited to an acceptable level. The Magnitude of Food Poisoning is not known as not every incident is recorded and not every incident is identified. Food Standards Australia New Zealand (FSANZ) estimated in 2002 that 1.8million New Zealanders contract food poisoning every year, with the cost exceeding of $1 billion per annum to the economy. Media released in 2004 indicated that NZ also has one of the highest rate of food poisoning in the world. In Australia around 5.5 million cases of Food poisoning are reported every year Many rules and recommendations advocated in religious text are evidence of the concern to protect the population against food borne diseases. This concern has grown down the years and more urgency in the recent decades. There are many reasons for this which include:

Introduction
190304 HACCP Manual SPC Coconuts March 2019.docx Page 9 of 83
1. Foodborne disease remains one of the most widespread public health problem in the world.
2. Emerging new food pathogens 3. Increase knowledge and awareness of the serious and health effects of food borne
diseases. 4. Advances in the scientific and analytical methods - we now can detect minute
amounts of contaminants in food 5. New food technologies and processing methods – bringing with them new set of
problems 6. Increased international trade in food resulting in increased exposure to food borne
hazards from other areas. 7. Increased contamination of the environment 8. Consumers are more aware of food safety
With the listed concerns of food safety coupled with the lack of enough resources and the recognition of the limitation of the traditional approaches of food safety there was a need for a food safety system that was cost effective. HACCP has proven to be such a system.
The HACCP concepts are: 1. A preventative system, not reactive 2. It is a management system tool used to protect the food in the food supply chain 3. It is not a zero-risk system - it is designed to minimise the risk of food safety hazards 4. It is based on three Risk Management Strategies:
a) Identify b) Assess and c) Control

190304 HACCP Manual SPC Coconuts March 2019.docx Page 10 of 83
Module 1: Introduction to Hazard Analysis Critical Control Point and Risk Management Strategy
Objectives:
At the end of this module, participants should be able to:
1. Define Hazard Analysis Critical Control Point (HACCP) and Risk Management Strategy (RMS)
2. Understand the HACCP concept 3. Describe advantages of having HACCP 4. Describe the HACCP system 5. Define Critical Control Point (CCP) 6. Understand the relationship between significant hazards, control measures and 7. CCP’s- Determine Critical Limits for CP 8. Define and explain the purpose of Critical Control Points monitoring 9. Explain the methods and equipment for monitoring critical limits
Risk Management Strategy (RMS) is based on three basic principles
RMS is a Systematic and preventive approach, based on three basic principles which addresses biological, chemical and physical hazards through anticipation and prevention, rather than through end-product inspection and testing.
a) The Three Principles of RMS : • Identify- Identify the risks related to the Issues • Assess - the risks of those hazards from high to low or the likelihood of the risks being
present and if present its severity to cause harm • Control – Controlling the Risks by removing, isolating system or protection
b) The three Hazards or Risks are: • Biological • Chemical and • Physical
c) Risk is a combination of the probability that a particular outcome will occur, and the
severity of the harm involved. The risk-based system is used to control the risk factors that may cause diseases.
Examples: HACCP and Good Agriculture Practices (GAP). These helps:
• Decrease Food Borne Illnesses • Provide assurances to customers of food safety • Can also be a management tool
HACCP or Food Safety Programs The HACCP concepts:
a) A preventative system, not reactive b) It is a management system tool used to protect the food in the food supply chain

Module 1: Introduction to Hazard Analysis Critical Control Point and Risk Management Strategy
190304 HACCP Manual SPC Coconuts March 2019.docx Page 11 of 83
c) It is not a zero-risk system - it is designed to minimise the risk of food safety hazards d) It is based on three Risk Management Strategies: Identify, Assess and Control
HACCP
The HACCP system was conceived in the late 1950’s by the Pillbury Company, the National Aeronautics and Space Administration (NASA) in the USA to ensure safety of food in the first manned space ship and was introduced to the food industry in the early 1970s. The system has since then simplified to what it is now - a systematic way of controlling hazards at the farm and processing level in order to ensure the safety of a product. The aim of this module is to introduce participants to food safety and the concept of Hazard Analysis Critical Control Point. (HACCP) which is the main methodology of that is used in developing risk based food safety programmes. This module will help participants to understand food safety concepts and its relevance to their food business.
The strength of the system lies in the fact that the HACCP plan:
a) Identifies and analyses the hazards. b) Identifies the resources required to control them c) Ensures that these resources are implemented efficiently and effectively.
In essence it is a preventative tool – it helps prevent food-borne illnesses and food related hazards.

Module 1: Introduction to Hazard Analysis Critical Control Point and Risk Management Strategy
190304 HACCP Manual SPC Coconuts March 2019.docx Page 12 of 83
Advantages of HACCP
There are many advantages to be gained by your organisation, your community or village or to you as the sole owner of your processing unit:
a) HACCP can be applied throughout the food chain, from primary production all the way to the consumption stage.
b) HACCP offers a systematic approach that addresses all aspects of food safety, based on scientific evidence.
c) HACCP identifies hazards and focusses on those which are need to be managed to ensure food safety.
d) HACCP enables compliance with the legal requirements for ensuring managing and safety quality of products being sold.
e) HACCP helps you/your company, your village business meet customer requirements.
f) Having a HACCP system in your operation lifts your brand and boosts the confidence of your trading partners, and international trade.
g) HACCP can be easily integrated into existing quality management systems - it provides a clear methodology for developing a specific food safety plan.
Description of the HACCP System
HACCP basic principles
HACCP is based on the 7 basic principles: Principle 1: Conduct a hazard analysis Principle 2: Identify Critical Control Points (CCP) Principle 3: Establish critical limit (s) Principle 4: Establish a CCP monitoring system Principle 5: Establish corrective actions to be taken when monitoring indicates that a CCP is not under control Principle 6: Establish verification procedures for ensuring that the HACCP system is working as intended Principle 7: Establish files and maintain records
Figure 1: Principles of HACCP

Module 1: Introduction to Hazard Analysis Critical Control Point and Risk Management Strategy
190304 HACCP Manual SPC Coconuts March 2019.docx Page 13 of 83
PROCEDURE – 12 Steps to implement HACCP
1. Assemble HACCP team 2. Describe product 3. Identify intended use 4. Construct flow diagram 5. On-site confirmation of flow diagram 6. List all potential hazards associated with each step, conduct a hazard analysis, and
consider any measures to control identified hazards (Principle 1) 7. Determine Critical Control Points (Principles 2) 8. Establish critical limits for each CCP (Principle 3) 9. Establish a monitoring system for each CCP (Principle 4) 10. Establish corrective actions (Principle 5) 11. Establish verification procedures (Principle 6) 12. Establish Documentation and Record Keeping (Principle 7)
Flowchart for the HACCP system
Flow chart for the HACCP system: On a practical level, the HACCP method is implemented in a logical sequence based on four points:
a) Hazard analysis b) Identifying critical control points c) Managing critical control points d) Validating the management system

Module 1: Introduction to Hazard Analysis Critical Control Point and Risk Management Strategy
190304 HACCP Manual SPC Coconuts March 2019.docx Page 14 of 83
Figure 2: Flowchart of the HACCP system
Hazard analysis
Establishing CCP
Validating the management
system
Managing CCP
PRINCIPLE 1
PRINCIPLE 2
PRINCIPLE 3
PRINCIPLE 4
PRINCIPLE 5
PRINCIPLE 6
PRINCIPLE 7
Critical limits Corrective Actions
Monitoring System
Documentation Verification

Module 1: Introduction to Hazard Analysis Critical Control Point and Risk Management Strategy
190304 HACCP Manual SPC Coconuts March 2019.docx Page 15 of 83
Implementing the HACCP method
Apply using 12 step strategy that is divided into two phases
Figure 3: HACCP Application To meet the requirements of the Food Safety Standard, the food safety program must include:
a) documented control measures b) nominated supervision and monitoring c) assessment for effectiveness d) corrective action e) records
Step 11: Establish verification and review procedures Preparatory Phase: Planning
Step 2: Describe the characteristics of the product
Step 3: Identifying the intended use of the product
Step 4: Construct the flow diagram
Step 5: Confirm the flow diagram on site
Implem
entation Phase: Apply 7 principles
Step 7: Identify critical control points (CCP)
Step 8: Establish critical limits for each CCP
Step 9: Establish a CCP monitoring system
Step 6: Identify and analyse all potential hazards associated with each step of the process and establish one or more control measures
Step 1: Set up HACCP Team
Step 10: Establish a corrective action plan
Step 12: Establish a documentation and record-keeping system

Module 1: Introduction to Hazard Analysis Critical Control Point and Risk Management Strategy
190304 HACCP Manual SPC Coconuts March 2019.docx Page 16 of 83
The Preparatory phase:
1. Step 1: Setting up the HACCP Team
a) It must be a multidisciplinary team b) Team members must have experience and knowledge of the products, processes
and hazards c) An external expert may be used.
2. Step 2: Describing the product characteristics
The description must be given in order to help identify the factors that may affect the safety and quality of the products and include:
a) Description of the raw materials b) Product data sheet c) Chemical, physical and biological; characteristics d) Origin e) Delivery method, f) type of packaging, g) storage conditions. h) Abuse potential of the product
3. Step 3: Identifying the intended us of the product
The potential users or consumers of the product should be identified, and any groups recognized as vulnerable should be indicated. Any forecast deviation from normal usage should also be considered.

Module 1: Introduction to Hazard Analysis Critical Control Point and Risk Management Strategy
190304 HACCP Manual SPC Coconuts March 2019.docx Page 17 of 83
4. Step 4: Constructing the flow diagram
The purpose of this step is to provide a comprehensive and concise description of the different stages of the process. This involves creating a detailed schematic representation of all steps to be followed during the production process. The following is an example of a basic process flow diagram to start from:
Figure 5: Basic HACCP Flowchart It should give a summary of the main stages of the production, from receiving of the raw materials, processing steps right up to the shipping or sending the finished products to intended locations. This flow diagram is then used to identify the Hazards at each step in the process.
5. Step 5: On-site verification/conformation of the flow diagram
On-site verification will ensure that the flow diagram to be used to perform hazard analyses is a true reflection of the production process concerned.
Implementation phase
This step involves the application of the 7 principles of HACCP.
6. Step 6: Conduct a hazard analysis (Principle 1)
Involves three steps:
a) identify hazards (chemical, biological or physical) at the different stages of the process,
b) determining the likelihood of the hazards occurring c) identifying control measures to be implemented to manage food quality and safety
1 • Receving
2 • Processing
3 • Packing
4 • Storage
5 • Transport & Distribution

Module 1: Introduction to Hazard Analysis Critical Control Point and Risk Management Strategy
190304 HACCP Manual SPC Coconuts March 2019.docx Page 18 of 83
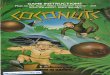
Hazard Matrix The assessment of the significance of Food Safety & Quality hazards uses the following matrix of the severity (consequences) and the likelihood (frequency). A value of 1-10 indicates a significant Food Safety or Quality Issue (i.e. above the line), which signifies that control measure(s) must be put in place – CCP or QCP status control measures & that monitoring & records must be kept. The CCP decision tree should be used to determine CCP’s. Food Safety & Quality issues that are not significant will have values of 11 – 25. It is up to the HACCP team members to determine whether it makes good sense to have any control measures in place (i.e. CP or QP status control measures).
FOOD SAFETY HAZARD QUALITY HAZARDS
HAZARD SEVERITY:
1. Death occurs 2. Serious illness occurs 3. Product recall 4. Customer complaint 5. Not significant
QUALITY SEVERITY
1. Business ceases trading immediately 2. Product recall due to poor quality 3. Delivery rejected by the customer 4. Non-significant warning from customer 5. Not of commercial significance
HAZARD LIKELIHOOD
A. Happens a lot at our business B. Has happened at someone else’s business C. Could occur D. Not expected to occur E. Practically impossible
QUALITY LIKELIHOOD
A. Happens often at our place B. Has happened at our place C. Has happened at someone else’s place D. Not expected to occur E. Practically impossible
LIKELIHOOD SEVERITY A B C D E
1 1 2 4 7 11 2 3 5 8 12 16 3 6 9 13 17 20 4 10 14 18 21 23 5 15 19 22 24 25
Figure 6: HACCP Risk Matrix

Module 1: Introduction to Hazard Analysis Critical Control Point and Risk Management Strategy
190304 HACCP Manual SPC Coconuts March 2019.docx Page 19 of 83
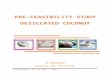
CCP Decision Tree The CCP decision Tree is used to confirm that any significant Hazard is in fact a true CCP. By answering the 4 questions and using scientific knowledge and understanding of the process being assessed this Decision Tree will confirm all CCP’s
Figure 7: CCP Decision Tree
Q1 Do preventative control measures exist?
Yes No Modify step, process or product
Is control at this step necessary for safety?
Q2 Is the step specifically designed to eliminate or reduce the likely occurrence of a hazard to an
acceptable level? **
No Not a CCP STOP*
Yes
No
Q3 Could contamination with identified hazard(s) occur in excess of
acceptable level(s) or could these increase to unacceptable levels? **
Yes No Not a CCP
STOP*
Q4 Will a subsequent step eliminate identified hazard(s) or reduce likely
occurrence to acceptable level(s)? **
Yes No
Not a CCP STOP*
CRITICAL CONTROL POINT
(CCP)
Yes
* Proceed to the next identified hazard in the described process
** Acceptable and unacceptable levels need to be determined with the overall objectives in identifying the CCPs of the HACCP plan

Module 1: Introduction to Hazard Analysis Critical Control Point and Risk Management Strategy
190304 HACCP Manual SPC Coconuts March 2019.docx Page 20 of 83
7. Step 7: Identify critical control point (CCP)(Principle 2)
This step involves determining which of the hazards identified in Step 6 is critical to safeguarding the hygiene and safety of the product. The Codex Alimentarius can be used.
8. Step 8: Establish critical limit of each CCP (Principle 3)
Critical limits for each CPP must now be identified. The limits can be a numeral value, sensory parameter or measurement. To also note that a single CCP can have several critical limits.
9. Step 9: Establish a system to monitor control of CCPs (Principle 4)
This involves conducting analyses or taking measurements, recording observations or saving data to ensure that the CCPs are being controlled. The procedures followed must be able to detect any loss of control.
10. Step 10: Establish a corrective action to be taken when monitoring indicates that a CCP is not under control (Principle 5)
Corrective actions for each CCP to be developed to address any deviation. This involves the immediate actions that the operator responsible for the step in the process must implement in order to meet the control requirements of their processes. The actions must ensure that the CCP has been brought under control and provide for the management of the affected product.
11. Step 11: Apply verification procedures to confirm that the HACCP system is working effectively (Principle 6)
This step involves verifying the effectiveness of the system and its effective implementation. Use of verification and auditing methods, procedures and tests, random sampling and analysis to determine whether the system is working.
12. Step 12: Establish a documentation and record-keeping system (Principle 7)
Establish a documentation system which considers the various documents, procedures, operating modes and records.

Module 1: Introduction to Hazard Analysis Critical Control Point and Risk Management Strategy
190304 HACCP Manual SPC Coconuts March 2019.docx Page 21 of 83
Critical Control Point (CCP)
A critical control point is a step at which control can be applied to prevent, eliminate a food safety hazard or reduce it to an acceptable level. If it is not undertaken, then there is a high probability that the hazards will enter the food. Not all control measures are CCPs - it is determined from the significance of the hazard - each significant hazard must have at least one CCP status control measure. If the absence of a control measure means that there is a high likelihood that product is unsafe, then this control measure is a CCP. CCP can be steps where hazards can be:
a) Prevented b) Eliminated c) Reduced to acceptable levels
CCP placement must be at the processing step or steps that adequately control the significant hazard. CCP are product and process specific and are impacted by:
a) Layout of the plant or processing line b) Finished product formulation c) Sequence of processing steps d) Ingredients e) Sanitation or other support programs
The CCP must be adhered for consumer safety and any failure at the CCP has a direct impact on food safety in a coconut processing situation.
CCP’s must have the following key attributes; CCP Key Attribute Example
1 Must manage or control a significant hazard
Food poisoning due to growth of pathogenic bacteria
2 Controls must be specific Measure temperature of Coldroom or product
3 CCP’s must be measurable Temperature in °C 4 Critical Limits must be set CL - < 5 °C 5 CCP’s must be able to be measured in
real time by staff completing tasks Operator or storeman can measure temperature
6 Corrective Actions must be completed if CCP is found to be outside CL
Close doors, - repair faulty refrigeration equipment
7 Records must be kept Record Temperatures 2 times per day 8 Staff must be trained in all CCP’s
QCP’s can also follow these key attributes

Module 1: Introduction to Hazard Analysis Critical Control Point and Risk Management Strategy
190304 HACCP Manual SPC Coconuts March 2019.docx Page 22 of 83
The Control Point (CPs)
The control point (CP) “makes good sense to do” status control measures. Failure at a CP does not necessarily have a direct impact on food safety and failure normally only requires a process adjustment.
Establishing Critical Limits
Critical Limit
The Critical limit is a maximum and/or minimum value to which a biological, chemical or physical parameter must be controlled at CCP to prevent, eliminate or reduce the occurrence of a food safety hazard to an acceptable level. Example of CL for species related hazard An example is the Pasteurisation process with raw milk as the product. The Process of pasteurization involves the heating of raw milk at 72 °C or a very short time i.e.15 seconds and then chilling it down quickly. The process is designed to kill pathogens which are harmful to human being. The Hazard Analysis looks at what can go wrong? i.e. The pathogens may survive the pasteurisation process. CCP or Critical Control Point: Is the heating element or the Cooker CL or Critical Limit: no pathogen detected Table 1: Example of CL for process related hazards Example: Coconut Drying Product: Copra Hazard: Mould growth due to high moisture
CCP: Moisture content lowered by Drier
Critical Limit: < 7% Moisture to prevent mould growth
Monitoring Measure moisture at end of each drying batch
Records Monitor and record moisture results for each batch
Corrective Action Continue drying until correct moisture is achieved

Module 1: Introduction to Hazard Analysis Critical Control Point and Risk Management Strategy
190304 HACCP Manual SPC Coconuts March 2019.docx Page 23 of 83
Critical Control Point Monitoring
Monitoring
Monitoring is a planned sequence of observations or measurements to assess whether a CCP is under control and to produce an accurate record to demonstrate that critical limits have been met.
Purpose of Monitoring
a) To ensure that a critical limit is meant b) To provide documentation that critical limits have been met c) To identify when there is a loss of control (a deviation occurs at a CCP)
Elements of monitoring
Determine:
a) What will be monitored - a measurement or measurement to assess if the CCP is operating within the CL.
b) How monitoring will be performed - measurements (quantitative CL) or observations (qualitative CL) and needs to be real time and accurate.
c) The frequency of monitoring - it should be sufficient to ensure that the CL is met and can be non-continuous or continuous.
d) Who will conduct the monitoring - Personnel that have trained to perform a specific monitoring activity or a continuous monitoring device.
e) Staff must fully understand the importance of CCP monitoring, have ready access to the monitoring activity, accurately report each monitoring activity and must immediately report any deviations?
Examples of monitoring
These could include: a) Time and temperature of
process b) pH c) weights and measurements
d) volume e) formulations f) dilutions g) cleanliness
Examples of monitoring equipment These could include:
a) Thermometers and Thermostat b) Record charts c) Clocks d) pH meters
e) Data loggers f) Metal detectors g) Refractometers h) Scales

Module 1: Introduction to Hazard Analysis Critical Control Point and Risk Management Strategy
190304 HACCP Manual SPC Coconuts March 2019.docx Page 24 of 83
Prerequisite programs (PRP)
The HACCP System is not a stand-alone program it can only work effectively with the prerequisite program (PRP) in place. The PRP is a support system that has a set of guidelines and procedures which is to be followed to ensure food produced is free from any contamination and is safe for consumption.
Figure 8: The Complete HACCP Process Pre Requisite Programs (PRP) or Good Manufacturing Practices (GMP) is the combination of manufacturing and management practices aimed at ensuring food products are consistently produced to meet specifications and customers’ expectations. It is the support programs or activities that must be in place so that the HACCP plan can be implemented effectively. These programs can include but are not limited to the following: PRP’s can be created by companies to control any Hazards that exist in the business including Food Safety Hazards (not CCP’s) Quality Hazards, Managing Suppliers and ingredients, Worker Safety Hazards, Quality Hazards, Food Fraud or Food defence hazards, Management systems such as stock control and traceability and other systems such as GAP (Good Agricultural Practices), Organic Kosher etc. Each facility and business needs to determine what PRP’s are required and include any necessary PRP’s in the HACCP System

Module 1: Introduction to Hazard Analysis Critical Control Point and Risk Management Strategy
190304 HACCP Manual SPC Coconuts March 2019.docx Page 25 of 83
More information regarding PRP’s is contained in Module 6.
• PRP - Approved Suppliers • PRP - SITE Standard: Building, Infrastructure and Premises • PRP - Transportation Receiving and Storage • PRP - Equipment Maintenance • PRP - Calibration • PRP - GMP or GHP (Good Manufacturing Practice or Good Handling Practice) • PRP - GAP (Good Agricultural Practices) • PRP - Personal Hygiene • PRP - Staff Training • PRP - Cleaning and Sanitation • PRP - Chemical Control • PRP - Documents Control • PRP - Pest Control • PRP- Traceability and Recall systems • PRP - Mock Recall • PRP - Allergen Control • PRP - Visitors Policy • PRP - Food Defence and Food Fraud (VACCP & TACCP) • PRP - Verification • PRP - Auditing • PRP - Corrective Actions & Complaints • PRP - Organic Systems

190304 HACCP Manual SPC Coconuts March 2019.docx Page 26 of 83
Module 2: Hazards Objectives
At the end of this module, participants should be able to:
1. Understand the meaning of Hazards 2. What the hazards are 3. The three types of Hazards 4. Identify significant hazards 5. Identify Control Measure
.1 Definition of Hazard
A hazard is any biological, chemical or physical agents that is reasonably likely to cause illnesses or injury in the absence of control (s)
.2 Why hazard analysis is conducted?
To identify:
a) All potential food safety hazards b) Which hazards are significant c) Measures to control the significant hazard
.3 Types of Hazards:

Module 2: Hazards
190304 HACCP Manual SPC Coconuts March 2019.docx Page 27 of 83
Physical Hazards
These are foreign objects that are capable of injuring consumers. Includes soil particles, metal, glass, word, hard plastic; insects, sand insect parts.
Chemical Hazards
If not controlled will cause illness. Includes natural toxins (aflatoxins), pesticides, sanitizers, allergens, undeclared ingredients, cross contaminants and unapproved additives
Biological Hazards
If not controlled will cause illness. Includes disease causing bacteria (Salmonella spp., Escherichia coli, Staphylococcus aureus, Clostridium botulinum, Shigella) viruses (hepatitis A).
.4 The Five Steps in a Hazard Analysis
• List process steps • Identify potential food safety hazards • Assess its likelihood to cause serious harm from high to low • Determine if the hazard is significant • Justify the decision
.5 Control measures
Biological Hazards may include the following:
a) Time/temperature controls b) Heating and cooking c) Freezing d) Fermentation/pH controls e) Drying f) Salt or other preservations g) Cooking h) Proper sanitation
Chemical Hazards may include the following
a) Source controls b) Time/temperature controls c) Production controls d) Labelling controls
Physical Hazards may include the following:
a) Source control b) Production control

190304 HACCP Manual SPC Coconuts March 2019.docx Page 28 of 83
Module 3: Coconut Products Objectives
At the end of this module, participants should be able to:
1. Identify the different the different coconut products 2. Identify ways coconut of developing other coconut products 3. Describe the different characteristics of various coconut products and uses 4. Describe how the different coconut products are made.
COCONUT OIL
Description
Coconut oil is extracted from the meat of the coconut. Coconut oil is an edible oil which is made from the meat or kernel of mature coconuts. There are two main processes for extraction of the oil: dry and wet.
Uses
Coconut oil has several different applications, although its primary use is for cooking. It is often touted as being a “miracle oil” compared to some of its other cooking alternatives. This is because, even though it contains 90% saturated fat and only around 9% monounsaturated and polyunsaturated fats, coconut oil is mostly made from medium chain fatty acids, making it a healthier choice. At the same time, the high saturated fat content ensures that the oil lasts for a long time and is also very heat-stable. This means that it is unlikely to degrade into trans fats when you cook with it.
Preparation
The dry method.
This is the classic technique, which involves using fire or sunlight to dry coconut meat extracted from the shell, resulting in what is known as copra. This copra can then be pressed in order to squeeze out the oil, or dissolved with solvents. Either way, the result is coconut oil plus mash rich in fibre and protein. Although simple and straightforward, the dry process does lose oil along the way.
The wet process method
This method uses the raw coconut instead of the dried copra, but it has to deal with the problem of separating the oil and the water inside the coconut, which are mixed together through emulsion. Original wet process techniques involved boiling the coconuts, but this resulted in a lot of wasted materials and discoloured oil.
Modern methods
This method relies on rely centrifuges in order to separate the two substances, along with pre-treatments that use acids, salts, or heat. Despite their relative versatility and

Module 3: Coconut Products
190304 HACCP Manual SPC Coconuts March 2019.docx Page 29 of 83
sophistication, wet processes are still not as efficient as dry ones due to a lower yield and the higher amounts of energy and time involve.
COCONUT BUTTER
Description
Coconut butter is made by blending the dried coconut meat. Coconut butter makes use of the meat of the coconut in order to achieve a thick, solid paste that has a similar texture to other traditional butters and is frequently used in cooking. There are several straightforward ways to make coconut butter, all using shredded and dried coconut, but the easiest one is simply to blend it. This can be done with a high-powered blender or a food processor. If the result does not have the consistency of butter, some coconut oil can be added to the mixture (see the recipe below).
Uses
Coconut butter is used almost exclusively in cooking.
Preparation
a) Add 4-5 cups of dried coconut to your food processor. It can be either shredded or flaked, but it must be unsweetened.
b) Run the food processor for at least 15 minutes. You will notice the texture of the coconut butter changing during this process, as it gradually turns into a thick, viscous liquid. You will need to periodically scrape pieces of coconut down from the sides of the food processor.
c) If you are not getting right consistency, add a little coconut oil. Note that it should remain slightly runny while it is in the food processor.
d) Pour out the butter into a glass jar, cover, and store at room temperature. You will notice that it begins to solidify and harden.

Module 3: Coconut Products
190304 HACCP Manual SPC Coconuts March 2019.docx Page 30 of 83
DESICCATED/SHREDDED/FLAKED COCONUT
Description
Flaked coconut comes in small, flat pieces of dried coconut. There is very little difference between flaked, shredded and desiccated coconut, so many people use them interchangeably. They are all made from the meat of the coconut, which is ground or put through a grater. The biggest difference between the three of them is the shape. Shredded coconut comes in long, thin strips; flaked coconut comes in smaller, flatter pieces; and desiccated coconut is even finer and obtained through grinding.
Uses
All three varieties are used in cooking, primarily for desserts. Although they are sometimes included in the recipe itself, most of the times the coconut is used as a topping sprinkled over the dish. Shredded coconut can also be used to make your own coconut milk. These different types of coconut can be found at many supermarkets and groceries, particularly ethnic ones.
Preparation
a) The meat of the coconut needs to be dried beforehand. b) Then it is simply a matter of grating or grinding the coconut until you achieve the
proper consistency. c) The end product can be stored in a dry place and kept there for up to six months, as
long as it is packaged carefully.

Module 3: Coconut Products
190304 HACCP Manual SPC Coconuts March 2019.docx Page 31 of 83
COCONUT FLOUR
Preparation
Coconut flour is made using the solid remnants left over after making coconut milk Coconut flour is made from the solid remnants left over after making coconut milk. After a while, these solids turn to flakes and, if they are baked and then blended, the result is a white, powdery substance that is used as flour.
Uses
Coconut flour is often used for cooking and represents an excellent alternative for people who do not want to consume grains or who are allergic to gluten. Others simply prefer the taste of food prepared using this flour. The sensation of eating a cake or bread prepared with coconut flour is quite different from other flours due to its very high fibre content. Baked goods are typically heavier, denser and much more satiating. Many people prefer it because it does not contain any gluten or grains, making it an ideal for those with digestive problems, gluten intolerance, or leaky gut. It is also rich in fibre and protein. Lastly, coconut flour is typically sweeter than other types of flour, so baked goods that use it require less sweetening.
Preparation
a) The pulp left over after making coconut milk should be spread out over a baking sheet and placed in the oven at 200 degrees Fahrenheit until it is completely dried.
b) Afterwards it should be processed in a blender or food processor until it turns into a fine powder and is ready to be used as coconut flour.
c) The flour can be stored in a dry area for several months.

Module 3: Coconut Products
190304 HACCP Manual SPC Coconuts March 2019.docx Page 32 of 83
COCONUT MILK
Description
Coconut milk is traditionally obtained by grating coconut meat and squeezing it through cheesecloth. Coconut milk should not be confused with coconut water, as they are two completely different things. For starters, coconut water is clear and coconut milk is white. They are also obtained in different ways. While coconut water is simply the liquid found in the interior of the coconut, the milk is made by grating the meat of a brown coconut. Due to the high oil content of the coconut meat, the result is coconut milk full of saturated fats and rich in taste and colour.
Uses
It is an important ingredient in many different cuisines, particularly Asian (see this grilled chicken with bok choy recipe). The thinner milk is typically used in most dishes, while the thicker, fattier coconut milk is normally reserved for sauces and desserts (try this Candida-safe coconut ice cream). Occasionally, coconut milk is also used as a drink (see this coconut smoothie). On its own, it tastes somewhat like cow’s milk and it is often served diluted with water. More commonly, though, coconut milk is mixed with other ingredients in order to obtain various popular drinks such as Pina Colada. One unusual use for coconut milk is in horticulture.
Preparation.
a) Various preparation methods allow for coconut milk of varying fat percentages, ranging anywhere from 22% to 5% fat.
b) High-fat coconut milk is traditionally obtained by grating coconut meat and squeezing it through cheesecloth. In order to decrease the fat percentage, the coconut meat is left to soak in warm water and then the process is repeated two or three times.
c) It is also possible to make your own coconut milk at home. d) It was discovered that the milk can promote plant growth due to its content of
cytokinin’s. e) Although it does not work for all types of plants, some grains such as wheat have
yielded significant improvements by adding 10% coconut milk to its substrate.
e)

Module 3: Coconut Products
190304 HACCP Manual SPC Coconuts March 2019.docx Page 33 of 83
COCONUT WATER
Description
Coconut water is the liquid found inside coconuts and, although high in natural sugars, is highly regarded for its rich nutritional value. This natural juice is packed with minerals such as iron, calcium and magnesium, multiple B-complex vitamins, bioactive enzymes, electrolytes, and cytokinin’s.
Uses
Coconut water works very well in treating dehydration, and particularly the fluid loss resulting from gastrointestinal issues such as diarrhoea. Because of its special composition, it is regarded as being more effective than any kind of soft drink for this purpose. Coconut water is not only tasty, but it is perfectly safe for all people including infants and pregnant women.
Preparation
a) The slightly immature coconuts (between 5 and 7 months of age) that are harvested for this purpose.
b) Younger coconuts have water which is bitter and not yet rich in nutrients, while older coconuts do not have as much water as immature ones.
c) If harvested at the most opportune time, a coconut can have as much as one litre of water inside it.
d) Coconut water can also be found separately either bottled or packaged, although it is not generally as nutritious since it includes additives that prolong its shelf life.
e) Once opened, the water in coconuts should be consumed immediately otherwise it starts to turn sour. It can last for a few days if it is stored in the fridge.
f) Typically, the most common method is to use a sharp tool such as a sickle in order to chisel out the shell at one end of the coconut and then cut into the hard layer.
g) The coconut water can be sipped directly from the coconut with a straw, although some people prefer to add other ingredients such as mint leaves or lemon slices.

Module 3: Coconut Products
190304 HACCP Manual SPC Coconuts March 2019.docx Page 34 of 83
COCONUT SUGAR
Description
Coconut sugar is a sugar that is obtained from the coconut palm tree. Coconut sugar is a type of sugar that is obtained from the coconut palm tree, differentiating itself from most other coconut products that are made using the fruit itself. That is why in certain areas it is referred to as coconut palm sugar in order to avoid confusion. It is a natural sweetener that has become more and more popular in recent years.
Uses
It is used in cooking or in any other areas where people would prefer an alternative to refined sugars. Research is still ongoing regarding the merits of coconut sugar, but it appears to have more nutrients and a lower glycemic index than refined sugar so it is considered to be a superior sweetener.
Preparations
a) Coconut sugar is obtained by collecting liquid sap from the coconut palm tree, then leaving the sap to dry in the heat.
b) After most of the water has evaporated, the resulting product can be ground and used as sugar.
c) As the popularity of coconut sugar has increased it has become more readily available. Many natural food markets stock it and it can also be found online.
d) Although the process of making it is simple, it does require access to palm tree sap, which is not easy to come by.
COCONUT NECTAR
Description
Coconut nectar is made from the sap of coconut blossoms. Like coconut sugar, coconut nectar is another natural sweetener provided by this plant, except that this one is in liquid form and it is made from the sap of coconut blossoms. It is rich in minerals and vitamins and also has a lower glycaemic index than most sweeteners.
Uses
Coconut nectar is often used in cooking as an alternative to agave nectar. It has around 10% fructose, which is far lower than the 50% to 90% which is commonly found in agave nectar.
Preparation
It is made through a simple and natural process that involves collecting sap from coconut blossoms and boiling it. Initially, the sap is dry and thick, but it reaches a far more liquid state at the end of the process.

Module 3: Coconut Products
190304 HACCP Manual SPC Coconuts March 2019.docx Page 35 of 83
COCONUT AMINOS
Description
Coconut amino is made from the sap of the coconut palm tree. Coconut amino is an amino acid liquid that is often used as a substitute for soy sauce, even though it does not contain any soy. This remarkable liquid is made from the sap of the coconut palm tree. Coconut amino has a lot of applications in cooking, basically in any recipe where you might use soy sauce.
Uses
It can therefore be used in many Chinese and vegan recipes, but it is also employed for sauces and for salad dressings. From a nutritional standpoint, coconut amino is far more potent than traditional soy sauce due to the significantly increased quantities of amino acids. If you are concerned about the use of GMO soy in your soy sauce, coconut amino is an excellent alternative, and is suitable for a Candida diet. Coconut amino is found in many natural food markets and is also available online. However, the flavour of the product can vary significantly from one brand to another based on the type of salt that they use.
Preparation
In order to make the coconut amino, the sap is mixed with a sea salt rich in minerals. This creates a product that is close in texture and taste to soy sauce.
COCONUT VINEGAR
Description
Coconut vinegar is made either from coconut water or from the sap of the coconut palm tree Coconut vinegar is made either from coconut water or from the sap of the coconut palm tree Coconut vinegar is a condiment that is similar to other types of vinegars obtained through fermentation. It has a white color and a very pungent and acidic taste, and it is the preferred type of vinegar used in several Asian cuisines. It is a better choice than regular white vinegar if you’re on a Candida diet, but not as suitable as apple cider vinegar.
Uses
Coconut vinegar is used in cooking and it is a preferred condiment in many cuisines. It also contains plenty of minerals and amino acids. For people looking to use it in their recipes, it can be used as a substitute in most recipes that normally call for vinegar.
Preparation
Coconut vinegar is made either from coconut water or from the sap of the coconut palm tree. This is boiled in water and yeast is added, giving it a distinct taste compared to other vinegars. It is then set aside for various lengths of time depending on the desired acidity level.

190304 HACCP Manual SPC Coconuts March 2019.docx Page 36 of 83
Module 4: GMP (Good Manufacturing Practice) “Good Manufacturing Practices or GMP is the combination of manufacturing and management practices aimed at ensuring food products are consistently produced to meet specifications and customer expectations” NZFST 1999
Objectives
At the end of this module, participants should be able to:
1. Understand the key concepts of good manufacturing. 2. Understand specific requirements on quality management. 3. Develop actions to resolve your current problems.
What is GMP
GMP is a set of guidelines and procedures that have to be followed to ensure that the food products manufactured in a particular plant are free from the presence of dirt, contaminants and pathogenic micro-organisms. Following GMP guidelines ensures the prevention of food adulteration and contaminant that arise from unsanitary conditions.
Advantages of having GMP
GMP Is a support system for HACCP and if properly in place and adhered to, the HACCP plan will be successful.
To meet the requirements of the Food Safety Standard, the food safety program must include:
a) documented control measures b) nominated supervision and monitoring c) assessment for effectiveness d) corrective action e) Records
Why are they necessary?
a) meet regulatory requirements b) to demonstrate safe food controls c) statement of commitment to produce safe food d) evidence of reasonable precautions taken e) basis for auditing process f) training aid for staff g) Provide a high level of confidence in food businesses ability to produce safe food.

Module 4: GMP
190304 HACCP Manual SPC Coconuts March 2019.docx Page 37 of 83
Food business responsible for
a) identifying hazards b) putting in place controls
Principles of GMP
There are three key issues:
1. Food Safety Program is the “say what you do” 2. Implementation is the “do what you say” 3. Record keeping, and auditing is the “prove it”
Personnel hygiene
It is to do with the total personal cleanliness of operators or workers, all those involved with the preparation of the product from the start to the finish. The clean body includes: showered, tooth brushed, hair and moustache and beard cleaned and trimmed short and covered, clean uniform, or working clothes, foot ware is appropriate and cleaned, finger nails trimmed and clean, hands clean, no boils or scabies or skin diseases etc. Skin diseases must be treated and well covered with appropriated dressing etc.
Requirements
All personnel working in direct contact with products shall conform to hygienic practices while on duty to the extent necessary to protect the product against contamination. The methods for maintaining cleanliness include, but are not limited to:
a) Wearing outer garments suitable to the operation in a manner that protects against the contamination.
b) Maintaining adequate personal cleanliness. c) Washing hands thoroughly (and sanitizing if necessary, to protect against
contamination with undesirable microorganisms) d) Maintaining gloves, if they are used in product handling, in an intact, clean,
and sanitary condition. e) Wearing, where appropriate, in an effective manner, hair cap, beard
covers, or other effective hair restraints.
Good Personal Hygiene
Includes the following
a) Regular bathing everyday b) brushing teeth c) washing hands - before entering the production area, after visiting the toilet, after
eating, after smoking d) Wearing clean clothes daily

190304 HACCP Manual SPC Coconuts March 2019.docx Page 38 of 83
Module 5: Cleaning & Sanitation
Objectives
At the end of this module, participants should be able to better understand:
1. The importance of Cleaning and Sanitation in any coconut processing activities and
2. How it contributes towards the elimination of hazards in the plant, in the processing line and ultimately from the products.
Scope
Cleaning and sanitation is part of the Good Manufacturing practices an should be practiced to avoid contamination of personnel and during manufacturing of products. It should cover all aspects of manufacturing:
a) Personnel b) Premises c) Equipment and apparatus d) Production materials and containers e) Products for cleaning and sanitation f) All potential sources of contamination
Basic cleaning principles & practices
Cleaning and sanitation is a key consideration when designing premises and equipment to operate in a cosmetic industry. Proper cleaning plays an important role.
Cleaning Methods
The methods used to establish a clean manufacturing environment vary from company to company. The goal is always the same, to acquire the level of cleanliness to maintain a high product quality while minimizing costs. To understand the concept of cleanliness, it is necessary to define some common words used in the industry. Most important are the words clean, sanitation, hygiene, and sterile. Cleaning operations shall be performed in a manner to prevent contamination of materials and products. Cleaning practices can be divided by:
a) “deep cleaning”, b) “housekeeping cleaning”, and c) “Maintenance cleaning”.

Module 5: Cleaning & Sanitation
190304 HACCP Manual SPC Coconuts March 2019.docx Page 39 of 83
Required cleaning chemicals and Equipment
For proper cleaning in a coconut processing factory the requirements are:
a) Chemical compound b) Sanitisers c) Good scrubbing brushes d) Mop e) And good strong arm with muscles f) Buckets and measuring cylinder or scales
Importance of using Hot water and cleaning compounds
The use of hot water and cleaning compounds will help lift out and remove grease and oils from the equipment and tables and floor.
Storage of cleaning materials
a) All cleaning chemicals shall be properly labelled and stored in a locked compartment, away from production and storage areas.
b) Cleaning equipment and tools shall be supplied and be readily available for use.
c) All cleaning equipment shall be maintained and stored in such a way as not to contaminate product or equipment.
Benefits of Proper cleaning
For personnel To prevent contamination risk that effect personnel health
For product To prevent contamination of the products To maintain the high standard of product quality
For company To save on cost, avoid reworks and rejects To avoid consumer complaints To avoid potential product recall
For consumers To get safe and good quality product

Module 5: Cleaning & Sanitation
190304 HACCP Manual SPC Coconuts March 2019.docx Page 40 of 83
Sanitation of premises
In any coconut processing plant, there is always the problem of waste after processing.
These are: a) piles of husks b) used coconut shells c) waste grated coconuts d) waste coconut water
These wastes if not properly or immediately removed daily will attract insects and flies as well rodents. The coconut water if not disposed of properly will corrode concrete pavements and drains resulting in a rancid or putrid smell. So, it is important that after each day processing all waste must be disposed of and working area outside are washed thoroughly with chemical agents and then sanitised overnight.
Sanitation of equipment
The equipment used for coconut processing will always end up oily and greasy because of the nature of the product. If it is not cleaned thoroughly it can be a source of contamination.
Requirements are:
• Hot water • Chemical agent for general cleaning • Sanitisers • And good scrubbing brushes • Strong arms etc. • Some systems are cleaned using CIP – Clean in place
Cleaning Procedure
The equipment is to be washed down first with warm water to remove all the solids before proper cleaning. Then the chemical mix with warm water is applied with scrubbing brushes through and through and all over the machine until the equipment is clean - i.e. no more oily or greasy. Hot water to be poured over to ensure all oils or grease is removed. Then apply the sanitiser solution on the equipment and this can be left overnight until the next production activities. Before any production is carried out, a thorough rinse of the equipment is needed to remove the sanitiser. This will ensure that there will be no chemical residues on the equipment during the processing.

Module 5: Cleaning & Sanitation
190304 HACCP Manual SPC Coconuts March 2019.docx Page 41 of 83
Key Steps in Cleaning
Figure 9: The Complete HACCP Process
1. Preparation
Correct cleaning equipment•Correct detergents for each cleaning task.•Correct training and systems•SAFETY, Glasses, gloves etc
2. Dismantle
Remove all rubbish & packaging before starting to clean•Make machinery safe for cleaning•Disconnect power or air if required
•Dismantle equipment•Do not put parts on dirty floor, use tables etc.
3. Preclean
DRY CLEAN•Scape or wipe off major food residue from equipment and floors
•Remove rubbish •Rinse equipment with water
4. Wash
Use Hot water with detergent•Ensure detergents strengths are correct – (Follow Cleaning charts)•Use correct cleaning equipment in good order (No shaggy dog brushes or scotch brites)•Use mechanical action (SCRUBBING) to remove food soil•WATCH FOR DIRTY SPOTS
5. Rinse
Ensure detergents or foam are left on the surface long enough to do their job•Use clean water to remove food soil and detergent•Inspect clean surfaces look for dirty spots•Rewash if necessary (Step 2)•Rinse cleaning equipment also (Brushes, buckets, scourers).
6. Sanitise
Use a sanitiser to kill any remaining germs or bacteria on equipment surfaces•Ensure correct strengths are used•Too weak – will not kill bacteria•Too Strong – will contaminate products or corrode equipment
•Ensure correct contact times are maintained.
7. Final Rinse
Ensure no product residues are present•Always follow instructions•INSPECT TO ENSURE ALL EQUIPMENT IS CORRECTLY CLEANED.
10. Inspect Dry & Store
Allow equipment to drain and dry•Store in correct place•Ensure equipment is not on floor•Ensure equipment will be ready for use•Ensure equipment will not get contaminated during storage.

Module 5: Cleaning & Sanitation
190304 HACCP Manual SPC Coconuts March 2019.docx Page 42 of 83
Documentation and cleaning instructions
a) Procedures: All cleaning procedures must be documented for the workers to follow. This will include the How to wash the premises, equipment, the floor, the walls, the ceilings, the drains etc.
b) All chemicals to be used must be identified and formulations of mix must be clearly written for those that responsible.
c) The use of hot water is a must for this oily product to ensure all oils is removed.
Monitoring
Monitoring of cleaning is important to ensure the people responsible are doing the right things by the supervisor and if there is an error in chemical mix or procedure there needs to be corrected Ensure that all cleaning is inspected and checked for adequacy
Corrective action
Inspect to check cleaning is correct. Dirty or poorly cleaned items need to be recleaned by following all necessary steps. For any errors or ineffective cleaning results, training must be carried out on staff responsible.
Records
A cleaning matrix must be developed to identify the equipment that are to be cleaned daily, those that need to be cleaned weekly or monthly or quarterly etc. All cleaning activities must be recorded and the people responsible to sign of every record and verified by the supervisor in place. These records show the evidence of what has been done. Regular GMP audits or inspections should also be used to confirm cleaning standards are being maintained

190304 HACCP Manual SPC Coconuts March 2019.docx Page 43 of 83
Module 6 PRP’s Prerequisite or Support Systems
Objectives
At the end of this module, participants should be able to:
1. Understand Pre -Requisite Program 2. Its importance and 3. How to comply
HACCP focusses on “on -line” activities and it cannot work alone but need support system to function effectively before any production can commence. Thus, the term Pre-Requisite Programs. The PRP is a support system that has a set of guidelines and procedures which is to be followed to ensure food produced is free from any contamination and is safe for consumption. With the Pre-Requisite programs, three main areas that should comply to standards are
a) appropriate premises b) facilities and c) equipment is vital
Premises: The site selection of the factory is important must be accessible to roads / transport and water and power supply. Area must be well drained and be well away from any pollution activity. It would be ideal to be near the supply of raw materials. The premises must always be kept tidy and clean. Facilities: A good building of concrete infrastructure with linear walls and ceilings is appropriate with good ventilation, proper drainage system and good gradient flooring for ease of water flow. The process system must be linear and moving forward right through from the start to the end of production for ease of movement. Equipment: All processing equipment are ideally required to be stainless steel for ease of cleaning and durability. The use of timber and wood is inappropriate as it would contribute towards insect infestation, moulding and bacterial growth.

Module 6 PRP’s Prerequisite or Support Systems
190304 HACCP Manual SPC Coconuts March 2019.docx Page 44 of 83
Examples of PRPs or Support systems for the Food safety program are listed below:
PRP - Approved Supplier Program
Document Procedure The purpose of the Approved Supplier Programme is to ensure that the business purchases materials and services to ensure the best possible outcomes to meet quality criteria and customer satisfaction. This procedure will cover who’s responsible, scope, detailed procedure of the approved supplier programme, monitoring of approved suppliers and records. The Approved Supplier programme provides a system of controls and vendor expectations, which when strictly adhered to, will provide a high degree of Food Safety and Quality Assurance for all materials purchased by the operation.
Monitoring procedure Suppliers are to be trained on quality and safety measures in regard to products and need to be checked now and then on Good Agriculture Practices. Products supplied can be tested to ensure safety measures have been followed. A supplier list to be maintained by facility
Corrective action In case the suppliers do not adhere to the rules they can either be removed from supplying or a letter of warning can be issued
Records A record of inspection and audit activities and corrective action at farm level or business level reports must be kept for future actions.
Identify the difference between Food Quality and Food Safety
1. Approved Supply Program focusses on what matters to the customers. And this will vary depending on the types of products and customers. It is important to know your suppliers, what they produce, where and how.
2. It is important that they are a registered business and have a registered premise and that they produce the best produce for you.
3. The food safety program, HACCP is important to be applied at source of supply whether at the farm or at a factory where packaging or ingredient may be produced
4. It is vital for your supplier to comply with safety practices or hygienic standards when producing your produce or ingredients or packaging materials.
5. Any elimination of hazards at farm or factory level and through distribution will contribute towards the safety of the product.
6. A record of suppliers and their contact details and the list of the gods they supplied must be kept by the company. Develop a matrix of suppliers, including the name of the producer or company and what they supply.
7. It is important to record their contact addresses for the purposes of ordering. It is also important to have a record of what they supplied and the date for traceability.
8. It is good to build a good relationship with them.

Module 6 PRP’s Prerequisite or Support Systems
190304 HACCP Manual SPC Coconuts March 2019.docx Page 45 of 83
PRP - SITE Standard: Building, Infrastructure and Premises
Because coconut or VCO is considered as a functional food, the factory for processing must comply with conditions required for food processing factories. The location of the factory, the design and the building structure and construction, the operation and maintenance including the environmental surroundings and the elements in the building are to be maintained in such a way that it will not contribute towards contamination of coconut products. The elements in the buildings e.g. the drainage, the floor material and slope, the walls, the ceilings that should be linear, the staff and toilet facilities to be located at an appropriate site away from the processing area. Surfaces must be easy to clean and maintain and the building must be pest proof to protect the finished product to potential cross contamination from pests and environmental cross contamination. Buildings should also meet the building codes of the relevant in country authorities as required.
PRP - Transportation Receiving and Storage
The delivery truck or van for coconuts or products must be clean thoroughly for transportation. The bags or bins used for storage in the farm at the receival end and for storage of coconuts must be kept away from any chemical, biological or physical hazard contamination.
PRP - Chemical Receival / Storage and Safe Handling
Documented methods of receival, storage and safe handling of all chemicals used by the operation. This will also include label controls, safety and spill management. Chemicals musty be appropriate and suitable for use in a food environments. They must be stored correctly to prevent cross contamination of food products. Instructions to be available for staff to ensure chemicals are used in line with manufactures recommendations and at the correct dilution to avoid contamination. A chemical manifest is to be maintained listing all chemicals on site.
PRP - Cleaning/Sanitation
See Module 5 for more details Cleaning and Sanitation to be carried out in timely manner and factory, equipment, floor and ceiling, walls and surroundings must always be kept clean. A list of equipment and areas to be cleaned is to be listed and a schedule of cleaning program to be written whether daily or weekly or monthly and people responsible identified. Chemicals to be used for cleaning must be approved and managed as listed in the chemical handling PRP

Module 6 PRP’s Prerequisite or Support Systems
190304 HACCP Manual SPC Coconuts March 2019.docx Page 46 of 83
PRP - Good Hygienic Practice (GHP)
Procedures Documented policies on Good Hygienic practices should be developed to include clothing, i.e. type of outfit to wear in the processing area which must be clean and washable. Some companies provide the uniforms for workers and this must only be worn for work purposes. Food Hygiene Protocols includes procedures and practices that reduce the likelihood of transfer of harmful microorganisms from human sources.
Proper staff hygiene Procedures for proper staff hygiene, what to do when staff are sick must be well documented. Some habits like smoking and spitting must be clearly stated and appropriate places be designated for such activities. No eating is allowed while working but only at designated eating place. The use of waste bins and its cleanliness, and stock rotation, etc. should be clearly defined. Personal hygiene can influence food poisoning. Personal Hygiene is very important and should have special meaning to:
a) Food Handlers b) Caterers c) Food processors d) all those involved with Food preparation
Normal unconscious body habits like scratching an itchy ear, nose, face, hair or body do not create any problem in normal life but can lead to disaster when handling foods. All employees must be trained on good hygiene practices and ensured that they understand its importance. Employees must be made aware of how to practice good hygiene means and wear appropriate clean clothing and Practice Good habits all the time. Any food borne illnesses, cuts and wounds must be reported to management and must be dressed thoroughly and whoever is affected must stay at home until the sickness gets better. Some healthy people are carriers i.e. they have harmful bacteria in their bodies but do not suffer any harmful effects. Examples:
• Staph. Aureus ~70% population carry this organism in their nose without any symptoms
• Salmonella/Clostridium perfringes can be present in the intestine of very healthy people
Body habits below must be avoided when handling food
a) Scratching or combing the hair. b) Wiping perspiration e.g. rubbing the armpits. c) Stroking moustaches, beards, etc. This spreads Staph. aureus into the hands. d) Smoking in the kitchen/processing area. e) Handlers smoking should wash their hands before resuming work. f) Coughing and sneezing over the food. g) Running index fingers along a running nose. h) Picking pimples. i) Tasting food by using the fingers or a spoon that is returned to the food with saliva
on it. j) Licking the fingers to separate wrapping papers, transfers saliva

Module 6 PRP’s Prerequisite or Support Systems
190304 HACCP Manual SPC Coconuts March 2019.docx Page 47 of 83
Monitoring To monitor the above activities supervisors are to carry out internal checks or internal audits and ensure all procedures are followed.
Corrective action This occurs when staff are found not adhering to procedures, to improve, staff training or a change in the system are implemented.
Records For all activities above an assessment of procedures and implementation to be recorded including any corrective action carried out.
PRP - Pest Control
Document procedures The purpose of the Pest Control Programme is to prevent and control the movement and breeding habits of birds, rodents, spiders and insects. The pest control programme will
a) Identify pests to eradicate and developed procedures of pest control activities either through chemical means or baits etc.
b) With the use of chemicals, a Material Safety Data Sheet (MSDS) must be accompanied with the chemicals supplied and proper instruction of how to use and when to use, frequency of usage and what area or location to be identified.
c) An alternative is to contract a professional Pest Control company to look after this area of control for the business.
Monitoring Internal control on pests’ eradication should be implemented through internal checks or audit to ensure the chemical use and frequency of application is effective.
Corrective Action Good housekeeping to remove Harbourages, food and water is one of the most effective ways to prevent pests from contaminating products and packaging. They are response measures in the case of ineffective control, staff are to be trained or change the contract with the professional pest control company.
Records This will include assessment of the pest control activities and what corrective action taken regarding product.

Module 6 PRP’s Prerequisite or Support Systems
190304 HACCP Manual SPC Coconuts March 2019.docx Page 48 of 83
PRP - Training
Documented procedure The training protocols at the operation, providing for both the planning and progress tracking of employee training and thereby ensuring all staff are sufficiently qualified to perform their particular jobs and quality related duties. The training protocols will apply to all employees. The purpose of the Staff Training Programme is to ensure that the business does not create any food safety or quality problems based on staff handling raw materials and finished products. This procedure will cover who’s responsible, scope, detailed procedure of the staff training programme, monitoring of staff training and records. There needs to be a training plan for critical activities to be undertaken by appropriately trained operators. This should be including a training matrix that will identify who is to be trained and in what area and when. It will also assist in identifying who is capable to train others.
Monitoring Regular reviews of performances of staff to assess understanding of program and its implementation. This can be carried out management or HACCP team leader.
Corrective Action For inefficiency or lack of understanding and confusion of implementation, a re-training to be carried out on identified aspects.
Records Training records must be kept and reviewed for continuing capacity building and upgrading skills. This will include a Training Plan and matrix

Module 6 PRP’s Prerequisite or Support Systems
190304 HACCP Manual SPC Coconuts March 2019.docx Page 49 of 83
PRP - Document Control
Documented procedure The purpose of the Document and Data Control Programme is to ensure the Food Safety Programme is maintained to the latest document issue. Records raised provide objective evidence of our operational activities. This procedure will cover who’s responsible, scope, detailed procedure, monitoring of Document and Data Control and records. Documents here include the Food Safety Manual, The standard operating Procedures and the Good Hygienic and Manufacturing Practices. It is important that these documents are compiled and made available for all team members to read, understand and follow. Each document must be identified by file name and number e.g. FS0118 for maybe Food Safety Manual 1 of 2018. etc. All documents must first be checked and approved for use by management before use. The location of documents i.e. where it is kept must be known for ease of access. Any changes that are carried out to the documents because processes and methods may have changed must be noted and the changes recorded.
Monitoring The HACCP team leader should now and then check or carry out an Internal Audit yearly or half yearly to ensure procedures are intact and to ensure that any changes to the process flow has been adapted. HACCP system documents are to be reviewed annually
Corrective Action If through audits the documents are found to be non- complying to actual operations, then the documents must be amended to fit the changes.
Records Changes in the documents and any non-compliances from auditing must be recorded and registered and any corrective actions carried out during auditing must be documented and filed. Amendment register for documents to be maintained. All documents to be dated and labelled appropriately

Module 6 PRP’s Prerequisite or Support Systems
190304 HACCP Manual SPC Coconuts March 2019.docx Page 50 of 83
PRP - Product Identification and Traceability
Documented procedures The purpose of the Product Identification and Traceability Programme is to ensure that the business is able to perform efficiently and effectively the identification and traceability of all raw materials to our processing plant and all finished products to our customers. This procedure will cover who’s responsible, scope, detailed procedure, monitoring of Product Identification and Traceability and Records. Further information can be found in Module 7
Monitoring Includes on-line checks as products received, handled and packed. Regular verification of records is required to confirm that all systems are in place to maintain accurate records of all steps in the production process. A mock recall will be completed annually to confirm systems re working OK
Corrective action To be carried out when errors encountered.
Records It is important to record the on-line checks and the corrective actions carried out from errors encountered.
PRP – Product Recall
A recall is defined as any “action taken to remove from sale, distribution and consumption foods which may pose a safety hazard to consumers”.
The event of a food recall is a most serious occurrence. Rapid response to all required actions is imperative to limit effects on public health and the business. The purpose of the Food Recall Programme is to ensure that the business is able to perform efficiently and effectively in the need of a product recall situation. This procedure covers: Responsibilities, Scope, detailed procedure of the Food Recall programme, Monitoring of Food Recall situations and Records. Recalls are often managed by authorities such as FSANZ (Food Standards Australia and New Zealand). Excellent systems and protocols are available on the FSANZ web site. http://www.foodstandards.gov.au/
PRP - Mock Recall
Product Recall occurs when Customers are complaining and not happy with the product supplied and are refusing to buy. There could be a major problem with products supplied. For example, a product may cause sickness to someone or more customers which may results in rejection of product. The product will eventually be returned to the manufacturer of distributor for reimbursement of sales or replacement for whatever cause it may be. In such cases there has to be a recall procedure in place and management and staff or the HACCP team should be well aware of what to do in such a situation. The Mock Recall is all a pretence activity of above where the team assumes there is a problem and they develop procedures to assess or to solve the situation. What is important in this exercise is that it tests the accuracy of recording as well as the traceability in place. It also assists the staff to be aware of what to do, who to contact and how to communicate responsibly to stakeholders.

Module 6 PRP’s Prerequisite or Support Systems
190304 HACCP Manual SPC Coconuts March 2019.docx Page 51 of 83
PRP - Allergen Control
The purpose of the allergen management programme is to eliminate the risk of an allergen-related recall by minimizing the risk of cross-contamination of food products from undeclared allergens. A policy on Allergen control to be in place indicating precautions of any ingredients or products produced that may cause allergic reaction and harm to consumers. It is important to be aware of products or produce that causes allergies to customers. This product is to be identified, described and stored and sealed well. A register of Allergen items must be kept and updated and controlled.
PRP - Labelling
Product Labelling & Specifications Procedures ensure the products stored in the facility are dated and labelled in the correct manner and products are not used after the expiry of the shelf life. All ingredients will have a suitable raw material specification held on file.
a) Labelling must comply with FSANZ Label Standard Code: b) See >> http://www.foodstandards.gov.au/industry/labelling/pages/default.aspx c) This provided an excellent guide and standard in the absence of Local or In
country standards.
Individual labelling standards (e.g. Date of marking of Packaged Food)
• Individual product group standards e.g. Standard 2.2.1; Fish and Fish products)
• Trade Weights and Measures Legislation- covering weights, deceptive packaging etc.
b) Labelling Laws that may apply include:
• English language: size and contrast of print • Street address: weight /volume of product • Ingredient list: correct declaration of additives • Warning statements and Allergen declaration • Date/ Lot coding • Nutrition Information (NIP) • % characterising of ingredients • Declaration of irradiated & genetically modified ingredients • Storage, Handling and preparation instructions • Country of origin

Module 6 PRP’s Prerequisite or Support Systems
190304 HACCP Manual SPC Coconuts March 2019.docx Page 52 of 83
PRP - Visitors Policy
Visitors to the factory is expected at any time, some through appointment and some not. Thus, a policy regarding visitation to the factory must be established because visitors can contribute to contamination of products or equipment or ingredients and packaging, if it is not properly controlled. A policy would indicate any boundaries or procedures or instructions that visitors must follow. It must emphasise what area in the factory visitors can and cannot enter and how to conduct themselves once they are allowed into the factory. They may be required to wear protective clothing e.g. hairnets and proper foot wear and coats as part of the strict maintenance and monitoring of hygienic practices in the processing plant. A book for registration of people visiting the premises must be kept being able to know who visits and for what purpose.

Module 6 PRP’s Prerequisite or Support Systems
190304 HACCP Manual SPC Coconuts March 2019.docx Page 53 of 83
PRP - Maintenance
Documented procedures This programme is designed to reduce risks associated with repair or maintenance of equipment in regards to contamination of food products. A list of equipment to be identified and procedures of maintenance written down, e.g. lubrication, bearing changes, oil changes, unscheduled activities. Schedule of Maintenance must be programmed when and how and who to carry out.
Monitoring For every maintenance of equipment or building the supervisor or person in charge should monitor the servicing and repairs and ensure that all is done and completed, and machinery is working well to be able to provide the “clear to go” advise.
Corrective action For any work that may not be completed and need more work, a correction action to review of appropriateness of service etc. will be taken.
Records All records of job orders and equipment and machinery or building repaired or serviced to be maintained. Other issues to consider are the type of:
a) grease to be food grade b) Control of sub-contractors c) Count-in and count-out of tools d) Inclusion of maintenance staff on food safety plan deliberations

Module 6 PRP’s Prerequisite or Support Systems
190304 HACCP Manual SPC Coconuts March 2019.docx Page 54 of 83
PRP - Calibration
The purpose of the Calibration Programme is to ensure that measuring instruments are accurately calibrated enabling accurate readouts. It is necessary to ensure that equipment used to monitor critical control points is in good working condition and checked regularly to ensure it is effectively calibrated. Calibration deals with any measuring equipment where it is compared to a know value to confirm its accuracy. Eg Boiling water = 100 °C E.g. scales for weighing, thermometers or thermostat for measuring temperatures, volumetric meter for measuring volume, pH measurement etc. Depending on the frequency of usage, this equipment should be standardised against a standard equipment annually to ensure it is reading the correct measurement. A Documented procedure where one:
a) Identifies the equipment to be calibrated b) Write down the method of calibration to be used and c) What frequency of calibration or how often should the equipment be calibrated
i.e. either six monthly or yearly
Monitoring
There is a need to monitor the calibration checks of weights and scales and if the scale is faulty something must be done about it and it is called corrective action.
Corrective Action
Is the activity taken when equipment is found not be reading correct measurements? It must be noted what corrective action was performed on what equipment on what day and who performed it.
Records
All these activities must be recorded for future references. If the equipment has been replaced or sent for repair, where, when and by whom etc. must all be noted.

Module 6 PRP’s Prerequisite or Support Systems
190304 HACCP Manual SPC Coconuts March 2019.docx Page 55 of 83
PRP - Verification
The purpose of the Verification PRP is to Review the system to ensure that the all components are operating in the correct manner and all records have been maintained. Verifications can be completed with simple checklists or Audits see below. Verification activities also involve other PRP’s such as Calibration, Internal / External or supplier audits. Some testing like micro, chemical or physical testing of raw ingredient or finished product can also be part of Verification activities. A mock recall verifies that labelling & traceability systems are working OK. Some facilities also complete verification of cleaning using protein swabs. The purpose of the Annual Food Safety Programme Review is to take some time to review all Documents within the Quality manual to check they are still relevant and to verify is any updates or amendments are required to keep them current.
PRP - Auditing
The purpose of the Internal Audit Programme is to ensure that the Food Safety Programme operates effectively and efficiently. This procedure will cover who’s responsible, scope, detailed procedure, monitoring of the Internal Audit Programme and records. External Audits are conducted by someone who is outside the business that provides an independent review that the HACCP Systems as documented in the HACCP manual have been maintained in an appropriate manner. These audits are completed against a relevant standard and a report and Certificate are normally issued. This provides an independent review to which then give customers comfort that systems have been maintained correctly. Actions taken to rectify non-conformances are documented in the Corrective Action System
PRP – Corrective Action system and complaints
The purpose of the Corrective Action Programme is to ensure that the business handles corrective actions identified efficiently and effectively. Corrective action is mandatory action to be taken when a deviation to the HACCP Food Safety Programme occurs, for example, if product does not meet critical limits, customer complaints, supplier complaint. The business will use each incident as an opportunity for improvement. This procedure will cover who’s responsible, scope, detailed procedure, monitoring of Corrective Action and records. The purpose of the Customer Complaint Programme is to ensure that our customers have an efficient and effective means of communicating any concerns or issues involving the business. This procedure will cover who’s responsible, scope, detailed procedure, monitoring of Customer Complaints and Records. The Customer Complaint Register shall be used to verify the effectiveness of the Food Safety Programme.

Module 6 PRP’s Prerequisite or Support Systems
190304 HACCP Manual SPC Coconuts March 2019.docx Page 56 of 83
PRP - Organic Systems
The Purpose of this Organic PRP is to detail the procedure for handling, packing, storage and distribution of organic goods to ensure the products are managed as per the standards required. Equipment which is to be used in the operation must be maintained in a clean and sanitary condition minimizing the risk of cross contamination. Ensure that traceability is maintained for organic products Key Organic Control Points
• Traceability of organic products must be maintained at all time • Cross contamination of organic and non-organic products must be minimised or
avoided. • Ensure the correct procedures are followed for cleaning equipment • Ensure that the organic standards as documented in our OMP have been met as
required. • Records must be correctly maintained to ensure organic products are meeting the
requirements of the Selected Organic standard.
Organic standards have a considerable amount of requirements which are in line with HACCP. Please take care not to duplicate systems and records and try to incorporate your organic requirements into your HACCP systems and use the same manual and records where appropriate
PRP - Food Defence - TACCP & VACCP
Food Defence is having plans in place to reduce the chances of someone intentionally contaminating the food supply in order to kill or harm people, disrupt the economy or destroy a business.
Protecting food from intentional contamination requires the practices of food Defence strategies. Food Defence is a relatively new, however, extremely important concept due to the many vulnerable access points in the farm to table food supply.
Threats to the foundational aspects of everyday life have the potential to cause a great deal of harm such as physical, economic, psychological, and political.
The benefits of having a Food Defence plan will contribute to a safer and more secure food supply. It will protect public health, employees and livelihood of the business.
A functional Food Defence Plan will also help to:
• Reduce the risk of unsafe product and economic loss • Reduce theft • Reduce the need for additional regulations on food Defence • Reduce company liability

190304 HACCP Manual SPC Coconuts March 2019.docx Page 57 of 83
Module 7: Traceability & Recall
Objective
At the end of this module, participants should be able to:
1. identify the process of recall and traceability 2. Importance of proper recording of the supply chain i.e. Suppliers to delivery to
processing then dispatch 3. Proper batch coding of finished product to reflect the source and date of processing 4. Importance of proper record keeping 5. Importance of team work
Traceability
The ability to follow the movement of food through specified stage(s) of production, processing and distribution - from the raw material suppliers, receipt of raw materials, though the processing stages, storage and transportation of product to the customer (mod. Codex Alimentarius, 2004) Figure 10: Traceability Flow chart
Coconut Supplier Farmer
Coconut Supplier Farmer
Coconut Supplier Farmer
Coconut Supplier Farmer
Coconut Supplier Farmer
Coconut Supplier Farmer
Coconut Supplier Farmer
Coconut Supplier Farmer
Coconut Supplier Farmer

Module 7: Traceability & Recall
190304 HACCP Manual SPC Coconuts March 2019.docx Page 58 of 83
Recall
A food recall is the action taken to remove from distribution, sale and consumption any food product that is deemed unsafe for consumption. Traceability is a vital component of the recall process.
Document System
Documentation at each stage of production is essential, this will make it possible to trace all actions taken
Important elements of the document system according to the 6 Ms:
a) Materials - Lot number, expiry date b) Means - all equipment used and all operations performed on it: equipment life
expectancy sheet. c) Methods - all procedures and instructions used: formulas explained and mode of
operations d) Environment - all external conditions that may have an impact on quality: cold
chain, bacteriological monitoring e) Manpower - all active staff, including their qualifications and continuous training
programs f) Management - all information to ensure control management and enforce the
implementation of procedures related to quality and traceability.
Examples of Traceability evidence used in a recall exercise:
Paperwork that articulates the following information form farmer level, receipt of raw materials, processing to the consumer (forms, records, reports statements etc.)
a) Raw material supplier b) Raw materials receipt - dates and quantities c) Processing steps - methodology, raw materials and quantities d) Any rework e) Waste generated f) Processing records - batch numbers, quantities, observations and staff working at
the shift. g) Number of units manufactured on the day for each recalled product type h) List of customers who were sold the affected product i) The quantities of affected product that each customer received j) Reports on any affected product that has yet to be sent to customers. These maybe
still stored in warehouse storage areas k) Any write-offs or stock waste that occurred for the finished product l) Reconciliation reports of units manufactured to units sold to waste to warehouse
storage

Module 7: Traceability & Recall
190304 HACCP Manual SPC Coconuts March 2019.docx Page 59 of 83
Figure 11: Traceability Flow chart – between processed
TRACABILITY – RECORDS AT EVERY STEP TO LINK THE STEP BEFORE AND STEP AFTER
RAW
MATER
IALS
PRO
CESIN
G 1
Customers
PRO
CESIN
G 2
PACKIN
G
STOR
AGE
SHIPPIN
G /
DISTR
IBUTIO
N
RECIEVAKL RECORDS DELIVERY DOCKETS
PACKING RECORDS – USEBY CODES
STOCK RECORDS Dispatch Documents
INVOICE
PRODUCTION RECORDS BATCH NUMBERS

190304 HACCP Manual SPC Coconuts March 2019.docx Page 60 of 83
Module 8: Quality
Objectives
At the end of this module, participants should be able to: 1. Identify characteristics that classifies a quality coconut product. 2. Identify the difference between Food Quality and Food Safety
Food Quality
Food quality is an important food manufacturing requirement, because food consumers require wholesomeness in the food that they buy in terms of its organoleptic properties. One must understand the difference between Food Quality and Food Safety. Food may have good quality but may be unsafe to consume. Quality deals with the physical and organoleptic characteristics of food. E.g. colour, texture, taste, form and shape etc. Safety deals with the hygienic standard of what is to be consumed so that consumers are not harmed. Many consumers also rely on manufacturing and processing standards, particularly to know what ingredients are present, due to dietary, nutritional requirements (kosher, halal, vegetarian), or medical conditions (e.g., diabetes, or allergies). Besides ingredient quality, there are also sanitation requirements. It is important to ensure that the food processing environment is as clean as possible in order to produce the safest possible food for the consumer. Food quality also deals with product traceability, e.g. of ingredient and packaging suppliers, should a recall of the product be required. It also deals with labelling issues to ensure there is correct ingredient and nutritional information.

Module 8: Quality
190304 HACCP Manual SPC Coconuts March 2019.docx Page 61 of 83
Essential composition and quality factors
Coconut Oil
Parameter Specification pH 5 – 5.4 Brix 5 – 6.5 Total Aerobic Plate Count/mL Less than 5000 Coliform/mL Lee than 10 Faecal Coliform/mL Nil Moisture and impurities (%) Max 0.5 Free Fatty Acid (%) Ma 4 Colour 4 – 12 Red Iodine Value 7.5 – 10. 5 Saponification value (mg KOH/g oil sample 250 - 264
Coconut Water
Parameter Specification pH 5 – 5.4 Brix 5 – 6.5 Total Aerobic Plate Count/mL Less than 5000 Coliform/mL Lee than 10 Faecal Coliform/mL Nil Moisture and impurities (%) Max 0.5 Free Fatty Acid (%) Ma 4 Colour 4 – 12 Red Iodine Value 7.5 – 10. 5 Saponification value (mg KOH/g oil sample - 264

Module 8: Quality
190304 HACCP Manual SPC Coconuts March 2019.docx Page 62 of 83
Good Practices to be followed for the production of high quality coconut water.
Recommended practices Reasons/Comments
Coconut Selection and Handling and storage of Harvested Nuts - GAP
Select sound fully mature nuts, 12 – 13 month old. They are light or yellowish brown in colour, hard brown shells, and make a sloshing sound when shaken.
Any younger or older and the taste of the coconut oil or product will have an off flavour and an oily taste.
Select 9 month-old coconuts. (For coconut water)
Control the consistency of taste and collect the maximum volume of coconut water.
Do the husking in the early morning or in a shady area.
This is to ensure that the husked nuts are not exposed to sunlight and so maintain the quality of the product.
Cover the pile of husked nuts as protection from direct sunlight.
Exposure of nuts to direct sunlight for more than an hour will cause the shell to crack.
The husked coconuts should not be placed directly on a cement floor but on an elevated platform.
This way coconut water flow can flow away from the pile if coconut shell breakage should occur.
Do not store coconuts in plastic sacks. Since there is no air circulating inside the sacks, moisture emanating from the fresh nuts is trapped inside and will cause deterioration of the nuts.
Do not allow coconuts to fall to the ground when picking. Nuts should be harvested and lowered to the ground.
To avoid cracking of the nuts and spoilage of the water.
Nuts should not be allowed to come in contact with soil, and must always be in contact with clean surfaces.
To avoid contamination of the nuts and eventual contamination of the coconut water.
Harvest and transport the nuts during the cooler parts of the day (early in the mornings or in the late afternoons).
To maintain optimum quality of the coconuts and water.
The nuts should be randomly inspected for signs of damage e.g. crack, bruises and damaged nuts should be discarded.
To assure soundness of nuts and to detect damaged nuts
The nuts must be stored in a clean, well ventilated and shaded environment
To minimize contamination and to prevent spoilage.
Grating
Before grating ensure that the grating blades are thoroughly washed with soap and water, and use hot water for the last rinse.
To minimise microbial contamination
Clean the grater blades and housing immediately after use. If necessary, use pressurised water hose to to dislodge any coconut kernel particles.
The risk is much higher in kernels of small particles sizes because of the higher surface area exposed for microbial contamination.

Module 8: Quality
190304 HACCP Manual SPC Coconuts March 2019.docx Page 63 of 83
Recommended practices Reasons/Comments
Drying
Dry the coconut kernel within 4 hours of splitting the nut.
Beyond 4 hours, the nut will yield yellow or pink oil due to microbial contamination that would have occurred.
Dry the grated coconut kernel at the appropriate temperature (70 – 75 oC).
This is to prevent the kernel from burnt or scorched and result in yellow coloured oil. If temperature is too low on the other hand bacterial contamination may occur which also results in yellow coloured oil.
Do not overload the dyer Overloading can cause deterioration of the kernel that is not reached by heat and may also result in yellow coloured oil.
Washing
The nuts must be washed in potable water, followed by a mild bleach solution
To remove dirt, debris and reduce the microbial load on the surface of the nuts.
The wash water must be frequently changed.
To avoid a build-up of dirt and microorganisms and possible recontamination of the nuts.
Opening Nuts
Stainless steel cutlasses, must be used for cutting open the nuts
To avoid metallic contamination of the water.
The opened nuts must be checked for cracks or signs of spoilage.
To detect and discard spoilt nuts
Managing Coconut Water.
The coconut water must be filtered into a sterilized glass or stainless steel container.
To remove undesirable particles, such as fibre and pieces of shell, and to minimize product contamination.
The coconut water must be rapidly cooled to 4ºC.
To slow microbial growth and enzymatic reactions
Fill coconut water into sanitized bottles and immediately cool to 4˚C.
To slow microbial growth and enzymatic reactions.
Transfer cooled bottles of coconut water to chilled storage and maintain at about 4ºC.
To slow microbial growth and enzymatic reactions.
Keep bottles of coconut water on ice (0-4ºC) during distribution.
To maintain the quality of the bottled coconut water.
Monitor retail outlets to ensure that product is stored at the correct temperature. Temperatures not exceeding 4ºC.
To maintain the quality of the product during display at points of retail sale.

190304 HACCP Manual SPC Coconuts March 2019.docx Page 64 of 83
References
1. Bawalan D. Divina. 2011. Processing Manual for Virgin Coconut Oil, its products
and by products for Pacific Island countries and Territories. 2. British Retail Consortium. 2015. Issue 7. www.BRCGlobalstandrad.com 3. “Enhance trade capacities of Pacific Agribusiness and Improve access to
International markets” Project n.074-15; Training the Trainers. October 11 - October 21 , Suva, Fiji.
4. FAO - Coconut Water Production Good practice for the small-scale production of bottled coconut water.
5. Fiji Islands Food Safety Act 2003. 6. Food Safety Regulations 2009, Fiji Islands. Legal Notice No. 20. Food and Safety
Act 2003, No 10 of 2003. 7. Food Safety System , EDES , a COLEACP programme; B-1050 Brssels Belgim
2011; www.coleacp.org/edes 8. HACCP Plans of Selected Coconut Food Products. 2006; Edited by Nina Loga -
Kindipan; Dina Boquiren-Masa; Manuel Mariano Garcia; Department of Agriculture; Phillipine Coconut Authority, Research Development & Extension Branch; Dilman, Quezon City, Manila.
9. Quality Management Systems. 2008. Requirements NZS ISO 9001: 2008; Standards Australia Standards NZ. The Philippines Coconut Authority. HACCP Plans of Selected coconut products.
10. The Candida Diet. https://www.thecandidadiet.com/ultimate-guide-to-coconut-products/
11. The wonderful world of coconuts: https://www.marksdailyapple.com/the-wonderful-world-of-coconut (from internet)
12. Training Manual Principles & Application of HACCP -NZ. AFS Food Safety Training Course Manual.
13. HACCP Training Materials Developed by HACCP Australia Pty Ltd.

190304 HACCP Manual SPC Coconuts March 2019.docx Page 65 of 83
Appendix
Source: The examples given below have been extracted from Philippine Coconut Authority Research and Development Branch, 2006. Selected Coconut Food Products Manual & HACCP Australia Examples
Appendix 1: Virgin Coconut Oil (VCO) - Dry Process
Product Description
List of Product ingredients and incoming materials
Name of Ingredients / Incoming material
Details
Husked coconuts l 11 to 13 months mature l De-husked, without cracks
Filter papers l 5 Microns l 0.5 microns l Sterilized
Cheese cloth (Katsa) l White l Clean without spots
Water l Potable PET Bottes l Number 1
Important product characteristics
Additive free, Pure coconut oil
How it is used Taken orally - food supplement Topical - skin and hair moisturiser
Packaging Glass jars: 250 mL, 500 mL PET Bottles: 330 mL, 500 mL, 1L
Shelf Life 2 years Where it will be sold Local and international markets Labelling instruction • Dosage: 3 tablespoon a day, taken before bedtime or
1 tbsp after or before every meal
10. Manufacturer’s name and address 11. Best before: 12. Chemical/Physical description and composition 13. Nutrition value
Special distribution control Batch No.

Appendix
190304 HACCP Manual SPC Coconuts March 2019.docx Page 66 of 83
Appendix 2: Example Product Description – Virgin Coconut Oil Category:
• VIRGIN COCONUT OIL Ingredients:
• Coconut oil Storage & Shelf Life:
• Shelf life of virgin coconut oil is 12 months when stored in cool, dry, low humidity conditions. • Virgin Coconut Oil is suitable for storage at ambient.
Product/Raw Material Sensitivity: • The raw materials and finished products require handling, storage and distribution at ambient.
Coconuts must be free from cracks or splits in the shell, split or cracked coconuts will support the growth of pathogenic micro-organisms.
• Coconuts must be harvested between 12-13 months for correct oil to moisture ratio for processing. Over-mature nuts (greater than 13 months old) impart an off flavour and oily taste so should be discarded.
• De-husked coconuts should be protected from direct sunlight. • Coconut milk is a low acid protein food; this in addition to its high moisture content makes it
susceptible to microbial degradation. Properties Critical to Safety:
• Virgin Coconut Oil is quality and microbiologically stable at ambient temperatures. • Product must be free from extraneous matter, chemical contamination and levels of pathogenic
micro-organisms which could multiply to an infective dose under abuse conditions. • Integrity of packaging. • Product is sensitive to elevated temperatures and exposure to light, oxygen and water which will
cause rancidity of the oil. • Moisture <0.1% • Free Fatty acid ≤0.2% • Peroxide Value ≤3.0mEq/kg • Total Plate Count <0.5
Processes Critical to Product Safety and Quality: • All raw materials must be produced, harvested and stored under appropriate food-safe
protocols including Agricultural Chemical controls and withholding periods. • Product must be processed and packaged under hygienic conditions whilst conforming to all
critical limits and GAP, GMP & GHP. • Coconuts must be processed within two days of being de-husked and within seven days of
being harvested. Product Usage:
• The product is intended for use as an ingredient or in cooking and may undergo heat treatment prior to consumption.
• The product is intended for distribution to the wholesale sector in both the domestic and export markets.
• The product is intended for general population consumption. Abuse Potential:
• Abuse potential is minimal although handling of product is critical to maintaining integrity of primary packaging.
• Product is sensitive to elevated temperatures and exposure to light, oxygen and water which will result in rancidity.
Packaging: • Food grade PET bottles and IBC bulk containers.
Distribution: • Products are suitable for distribution at ambient in a suitable food transport vehicle.
Special Labelling Requirements: • Product must be labelled in accordance with the relevant legislation.
Sensitive Population: • Nil.

Appendix
190304 HACCP Manual SPC Coconuts March 2019.docx Page 67 of 83
Appendix 3: Example – Flow Chart Hazard Analysis – Virgin Coconut Oil
Hazard Analysis - Virgin Coconut Oil Page 1 of 1 Version 1 Issued May 2018
C1 Receive matured coconuts at factory - CCP1, CCP2, QCP1
C2 Sorting and cleaning of coconuts
C3 De-shelling coconuts CCP3
C4 Grating
C5 Weighing
C6 Drying
C7 Pressing
C8 Filtration
C9 Settling
C10 Virgin Coconut Oil Packing QCP2, QCP3
C11 Packed into cartons and ready for dispatch
C12 Store - Ambient
C13 Dispatch
Virgin Coconut Oil - Process Flow Chart
Verified By:________________________ Date:______________
OPERATION INSPECTION STORAGE TRANSPORT DELAY

Appendix
190304 HACCP Manual SPC Coconuts March 2019.docx Page 68 of 83
Appendix 4: Example – Hazard Analysis – Virgin Coconut Oil
Hazard Analysis - Virgin Coconut Oil Page 2 of 14 Version 1 Issued May 2018
PRODUCT
LINE
CATEGORY
Sev. Lik.
ü ü ü 2 C Medium CCP1
ü 4 C Extreme CCP2
QCP1
ü ü ü 1 C Low Prerequisite (Traceability)
ü ü ü 3 B MediumPrerequisite
(Food Hygiene & Clothing)
Cross contamination from human sourcesEnsure staff maintain personal hygiene & wear appropriate clothing
Hazard Analysis
Virgin Coconut Oil
Virgin Coconut Oil
INGREDIENTS / ADDITIVES
On receipt of goods, inspect materials for lot ID and ensure data is noted on delivery documentation
CONTROL MEASURES
Loss of traceability due to incorrectly logged lot ID
Contamination of materials due to poor transport conditions or accompanying materials.
Inspect transport vehicle at each delivery, noting condition and accompanying goods. Transport vehicles not to carry chemicals or any non food-grade materials.
Ensure coconuts are only purchased from Approved Suppliers meeting agreed raw material specifications. Visual inspection of coconuts on receipt for compliance to specification.
Early or late harvesting of coconuts resulting in the incorrect maturity of the coconut for processing. Only mature nuts (12-13 months old as they have the highest oil content and lowest moisture content).
Quality issue only - not a food safety hazard
Loss of sterility of coconut resulting in potential microbial contamination of the coconut flesh.
Do not accept or process any nuts that are cracked or split. Visual inspection of coconuts at point of receipt for immature, germinated or damage i.e. cracked or split shells or deteriorated eye.
HAZARD ANALYSIS
Significance
PROCESSING AIDS / MATERIALS / EQUIPMENT
CCP / REF.
Trucks, Forklifts, Pallets, BagsOpen
Process Step
C1
Receive matured coconuts at factory - CCP1, CCP2, QCP1
OPEN / CLOSED UTILITIESTEMPERATURE
Ambient
C P MRISK
HAZARD AND CAUSE
Coconuts

Appendix
190304 HACCP Manual SPC Coconuts March 2019.docx Page 69 of 83
Hazard Analysis - Virgin Coconut Oil Page 3 of 14 Version 1 Issued May 2018
PRODUCT
LINE
CATEGORY
Sev. Lik.
ü ü 2 C MediumPrerequisite
(GMP & Training)
ü ü 2 C MediumPrerequisite
(GMP & Cleaning)
ü 4 C ExtremePrerequisite
(GMP & Training)
ü ü ü 3 C HighPrerequisite
(Food Hygiene & Clothing)
ü ü ü 2 C MediumPrerequisite
(GMP & Cleaning)
CCP / REF.
Cross contamination from human sources Ensure staff maintain personal hygiene & wear appropriate clothing.
Ensure all staff responsible for de-husking are trained in correct procedure and comply with hygiene standards. Do not process any split or cracked coconuts. Quarterly GMP audits to verify compliance.
Loss of sterility of kernel during the de-husking process due to lack of controls in place or cracked / split coconuts.
Deterioration of de-husked coconut and loss of product integrity due to lack of controls within the processing plant and delays in processing the de-husked coconut.
Ensure all staff are trained in correct procedure and comply with hygiene standards. Quarterly GMP audits to verify compliance. De-husked coconuts should be processed within two days of being de-husked and within seven days of being harvested.
Exposure of de-husked coconuts to direct sunlight resulting in cracked shells and potential microbiological contamination of the coconut.
Ensure de-husked coconuts are not exposed to direct sunlight. Quarterly GMP audits to verify compliance.
Cross contamination from environmental sources
Ensure operation contact surfaces & overheads are clean Visually inspect equipment after cleaning or prior to start-up to ensure all equipment is clean.
C P M HAZARD AND CAUSERISK
Significance CONTROL MEASURES
OPEN / CLOSED TEMPERATURE UTILITIES INGREDIENTS / ADDITIVES PROCESSING AIDS / MATERIALS / EQUIPMENT
Open Ambient Coconuts De-husking Equipment
HAZARD ANALYSIS
Process StepHazard Analysis
C2 Virgin Coconut Oil
Sorting and cleaning of coconuts Virgin Coconut Oil

Appendix
190304 HACCP Manual SPC Coconuts March 2019.docx Page 70 of 83 Hazard Analysis - Virgin Coconut Oil Page 4 of 14 Version 1 Issued May 2018
PRODUCT
LINE
CATEGORY
Sev. Lik.
ü ü ü 3 B Medium
Prerequisites
(Food Hygiene &
Clothing)
ü ü ü 1 C LowPrerequisite
(Traceability)
ü 2 C Medium CCP3
Processing of coconuts that have started to
deteriorate resulting in inferior finished
product.
Ensure all coconuts processed have opaque white flesh
that is firm in texture. Do not process any coconuts that
have discoloured or slimy, soft textured flesh.
CONTROL MEASURES CCP / REF.
Cross contamination from human sourcesEnsure staff maintain personal hygiene & wear
appropriate clothing
Loss of Traceability could cause difficulty in
effecting a product recall
Ensure Lot ID's are assigned to each batch of coconuts
processed to allow for traceability of stock.
SignificanceC P M HAZARD AND CAUSERISK
OPEN / CLOSED TEMPERATURE UTILITIES INGREDIENTS / ADDITIVES PROCESSING AIDS / MATERIALS / EQUIPMENT
Open Ambient Coconuts Equipment, Knives, Benches, Containers
HAZARD ANALYSIS
Process StepHazard Analysis
C3 Virgin Coconut Oil
De-shelling coconuts CCP3 Virgin Coconut Oil

Appendix
190304 HACCP Manual SPC Coconuts March 2019.docx Page 71 of 83 Hazard Analysis - Virgin Coconut Oil Page 5 of 14 Version 1 Issued May 2018
PRODUCT
LINE
CATEGORY
Sev. Lik.
ü ü ü 3 B Medium
Prerequisites
(Food Hygiene &
Clothing)
ü ü ü 1 C LowPrerequisite
(Traceability)
ü 2 C MediumPrerequisite
(GMP)
ü ü ü 2 C Medium
Prerequisite
(GMP, Pest
Control,
Maintenance,
Clean)
ü 2 C MediumPrerequisite
(GMP)
Processing of coconuts that have started to
deteriorate resulting in inferior finished
product.
Ensure all coconuts processed have opaque white flesh
that is firm in texture. Do not process any coconuts that
have discoloured or slimy, soft textured flesh.
CONTROL MEASURES CCP / REF.
Cross contamination from human sourcesEnsure staff maintain personal hygiene & wear
appropriate clothing
Loss of Traceability could cause difficulty in
effecting a product recall
Ensure Lot ID's are assigned to each batch of coconuts
processed to allow for traceability of stock.
Significance
Coconuts must be processed within fours hours of the
shell being broken or the nut being split. Ensure
operators are trained in correct procedure.
Processing of coconuts that have started to
deteriorate resulting in inferior finished
product.
Contamination from environmental sources
Ensure materials are processed in such a way to avoid all
potential for cross-contamination.
Ensure that pest control activities are effectively
maintained. Preventative Maintenance programme in
place to ensure plant and equipment are in good
condition. Cleaning procedures in place to ensure all
equipment is cleaned appropriately.
C P M HAZARD AND CAUSERISK
OPEN / CLOSED TEMPERATURE UTILITIES INGREDIENTS / ADDITIVES PROCESSING AIDS / MATERIALS / EQUIPMENT
Open Ambient Coconuts Equipment, Grater, Benches, Containers
HAZARD ANALYSIS
Process StepHazard Analysis
C4 Virgin Coconut Oil
Grating Virgin Coconut Oil

Appendix
190304 HACCP Manual SPC Coconuts March 2019.docx Page 72 of 83
Hazard Analysis - Virgin Coconut Oil Page 6 of 14 Version 1 Issued May 2018
PRODUCT
LINE
CATEGORY
Sev. Lik.
ü ü ü 2 C MediumPrerequisites
(Food Hygiene & Clothing)
ü 2 B LowPrerequisite
(GMP & Cleaning)
ü ü ü 2 C MediumPrerequisite (GMP, Pest
Control)
HAZARD ANALYSIS
Process StepHazard Analysis
C5 Virgin Coconut Oil
Weighing Virgin Coconut Oil
Open Ambient Coconut Flesh Scales, Benches, Containers
OPEN / CLOSED TEMPERATURE UTILITIES INGREDIENTS / ADDITIVES PROCESSING AIDS / MATERIALS / EQUIPMENT
CCP / REF.
Contamination of coconut via operator or equipment through introduction of dirt etc. via clothing, hands, hair, utensils, tools.
All personnel entering premises must follow strict hygiene standards. Utensils & tools to be inspected prior to use & approved by management. All operators are required to wear hairnets & clean uniform for cleaning & operation activities.
C P M HAZARD AND CAUSERISK
Significance
Contamination of coconut via residues from chemical cleaners or sanitizers.
Ensure all product surfaces are cleaned as per the documented cleaning procedures. Routinely inspect equipment for cleanliness and condition prior to use.
Contamination from environmental sources
Ensure materials are handled in such a way to avoid all potential for cross-contamination. Ensure that pest control activities are effectively maintained. Preventative Maintenance programme in place to ensure plant and equipment are in good condition. Ensure overheads are clean and in a good state of repair.
CONTROL MEASURES

Appendix
190304 HACCP Manual SPC Coconuts March 2019.docx Page 73 of 83
Hazard Analysis - Virgin Coconut Oil Page 7 of 14 Version 1 Issued May 2018
PRODUCT
LINE
CATEGORY
Sev. Lik.
ü ü ü 3 B MediumPrerequisites
(Food Hygiene & Clothing)
Prerequisite (Gmp, Train)
ü ü ü 2 C MediumPrerequisite (GMP, Pest
Control, Clean, Maintenance)
HAZARD ANALYSIS
Process StepHazard Analysis
C6 Virgin Coconut Oil
Drying Virgin Coconut Oil
Open Ambient Coconut Drying Equipment, Benches
OPEN / CLOSED TEMPERATURE UTILITIES INGREDIENTS / ADDITIVES PROCESSING AIDS / MATERIALS / EQUIPMENT
C P M HAZARD AND CAUSERISK
Contamination from environmental sources
Ensure materials are processed in such a way to avoid all potential for cross-contamination. Ensure that pest control activities are effectively maintained. Preventative Maintenance programme in place to ensure plant and equipment are in good condition. Cleaning procedures in place to ensure all equipment is cleaned appropriately.
CONTROL MEASURES CCP / REF.
Cross contamination from human sources Ensure staff maintain personal hygiene & wear appropriate clothing
Failure to remove all residual water from the coconut resulting in loss of shelf-life and rancidity.
Quality - not a food safety issueEnsure all residual water is removed from coconut in order to maintain product integrity and shelf-life. Water content must be below 0.2%.
Significance

Appendix
190304 HACCP Manual SPC Coconuts March 2019.docx Page 74 of 83
Hazard Analysis - Virgin Coconut Oil Page 8 of 14 Version 1 Issued May 2018
PRODUCT
LINE
CATEGORY
Sev. Lik.
ü ü ü 2 C Medium
Prerequisites
(Food Hygiene &
Clothing)
ü 2 B Low
Prerequisite
(GMP &
Cleaning)
ü ü ü 2 C Medium
Prerequisite
(GMP, Pest
Control)
HAZARD ANALYSIS
Process StepHazard Analysis
C7 Virgin Coconut Oil
Pressing Virgin Coconut Oil
Open Ambient Coconut Flesh Press, Benches, Containers
OPEN / CLOSED TEMPERATURE UTILITIES INGREDIENTS / ADDITIVES PROCESSING AIDS / MATERIALS / EQUIPMENT
C P M HAZARD AND CAUSERISK
Contamination from environmental sources
Ensure materials are handled in such a way to avoid all potential
for cross-contamination. Ensure that
pest control activities are effectively maintained. Preventative
Maintenance programme in place to ensure plant and equipment
are in good condition. Ensure overheads are clean and in a
good state of repair.
CONTROL MEASURES CCP / REF.
Contamination of coconut via operator or
equipment through introduction of dirt etc. via
clothing, hands, hair, utensils, tools.
All personnel entering premises must follow strict hygiene
standards. Utensils & tools to be inspected prior to use &
approved by management. All operators are required to wear
hairnets & clean uniform for cleaning & operation activities.
Contamination of coconut via residues from
chemical cleaners or sanitizers.
Ensure all product surfaces are cleaned as per the documented
cleaning procedures. Routinely inspect equipment for
cleanliness and condition prior to use.
Significance

Appendix
190304 HACCP Manual SPC Coconuts March 2019.docx Page 75 of 83
Hazard Analysis - Virgin Coconut Oil Page 9 of 14 Version 1 Issued May 2018
PRODUCT
LINE
CATEGORY
Sev. Lik.
ü ü ü 3 B MediumPrerequisites
(Food Hygiene & Clothing)
Prerequisites (GMP, Training)
ü ü ü 2 C Medium
Prerequisite (GMP, Clean, Pest Control, Maintenance)
HAZARD ANALYSIS
Process StepHazard Analysis
C8 Virgin Coconut Oil
Filtration Virgin Coconut Oil
Closed Ambient Power Virgin Coconut Oil Filter
OPEN / CLOSED TEMPERATURE UTILITIES INGREDIENTS / ADDITIVES PROCESSING AIDS / MATERIALS / EQUIPMENT
C P M HAZARD AND CAUSERISK
Contamination from environmental sources
Ensure materials are processed in such a way to avoid all potential for cross-contamination. Ensure that pest control activities are effectively maintained. Preventative Maintenance programme in place to ensure plant and equipment are in good condition. Ensure all equipment and plant is cleaned in accordance with the documented cleaning procedures.
CONTROL MEASURES CCP / REF.
Cross contamination from human sourcesEnsure staff maintain personal hygiene & wear appropriate clothing
Failure to remove all particles from the oil resulting in an inferior quality product. Quality - not a food safety issue
Routinely monitor quality of oil to ensure the filtration system is effective in removing all particles from the oil.
Significance

Appendix
190304 HACCP Manual SPC Coconuts March 2019.docx Page 76 of 83
Hazard Analysis - Virgin Coconut Oil Page 10 of 14 Version 1 Issued May 2018
PRODUCT
LINE
CATEGORY
Sev. Lik.
ü ü ü 3 B MediumPrerequisites
(Food Hygiene & Clothing)
ü 2 C Medium
Prerequisite (GMP, Clean,
Train, Maintenance)
ü ü ü 2 C Medium
Prerequisite (GMP, Pest
Control, Clean, Maintenance)
HAZARD ANALYSIS
Process StepHazard Analysis
C9 Virgin Coconut Oil
Settling Virgin Coconut Oil
Open Ambient Power Coconut Oil Equipment
OPEN / CLOSED TEMPERATURE UTILITIES INGREDIENTS / ADDITIVES PROCESSING AIDS / MATERIALS / EQUIPMENT
C P M HAZARD AND CAUSERISK
CONTROL MEASURES CCP / REF.
Cross contamination from human sourcesEnsure staff maintain personal hygiene & wear appropriate clothing
Contamination from environmental sources
Ensure materials are processed in such a way to avoid all potential for cross-contamination. Ensure that pest control activities are effectively maintained. Preventative Maintenance programme in place to ensure plant and equipment are in good condition. Cleaning procedures in place to ensure all equipment is cleaned appropriately.
Physical contamination from suspended impurities due to ineffective operation of the settling process.
Ensure staff are trained in correct operation of equipment and procedure. Filtrartion will remove any impurities.
Significance

Appendix
190304 HACCP Manual SPC Coconuts March 2019.docx Page 77 of 83 Hazard Analysis - Virgin Coconut Oil Page 11 of 14 Version 1 Issued November 2018
PRODUCT
LINE
CATEGORY
Sev. Lik.
ü ü ü 3 B MediumPrerequisites
(Food Hygiene & Clothing)
ü 2 B Low Prerequisite (ASP)
ü 2 B Low QCP2
QCP3
ü ü ü 2 C Medium Prerequisite (Traceability)
ü ü ü 1 C Low Prerequisite (Traceability)
ü ü ü 2 C MediumPrerequisite (GMP, Pest
Control)Contamination from environmental sources
Ensure materials are processed in such a way to avoid all potential for cross-contamination. Ensure that pest control activities are effectively maintained. Preventative Maintenance programme in place to ensure plant and equipment are in good condition.
Contamination of finished product from packaging due to manufacturer of packaging materials from non food-grade materials.
Purchase all packaging materials from approved suppliers. Obtain a statement from supplier indicating packaging is suitable for food contact.
Loss of seal integrity resulting in potential contamination of finished product and absorption of moisture and hence deterioration of product quality.
Visually inspect packaging to ensure seal is intact.
Finished product weight does not conform with the specification.
Regulatory issue only - not a food safety hazard
Weigh each finished product at completion of packing to ensure it complies with the specified weight. Routinely monitor and record product weights during packing operation.
Loss of traceability over product if incorrectly labelled.
CONTROL MEASURES CCP / REF.
Cross contamination from human sources Ensure staff maintain personal hygiene & wear appropriate clothing
Loss of Traceability could cause difficulty in effecting a product recall
Ensure Lot ID's are assigned to each batch of Virgin Coconut Oil processed to allow for traceability of stock.
Food Handler to inspect each carton on completion of packing to ensure products are labelled correctly including legible and correct use by date. Record findings.
SignificanceC P M HAZARD AND CAUSERISK
OPEN / CLOSED TEMPERATURE UTILITIES INGREDIENTS / ADDITIVES PROCESSING AIDS / MATERIALS / EQUIPMENT
Open Ambient Power Virgin Coconut Oil Packing Station, Scales, Food Grade Packaging Materials
HAZARD ANALYSIS
Process StepHazard Analysis
C10 Virgin Coconut Oil
Virgin Coconut Oil Packing QCP2, QCP3 Virgin Coconut Oil

Appendix
190304 HACCP Manual SPC Coconuts March 2019.docx Page 78 of 83 Hazard Analysis - Virgin Coconut Oil Page 12 of 14 Version 1 Issued May 2018
PRODUCT
LINE
CATEGORY
Sev. Lik.
ü ü ü 3 C HighPrerequisite
(Food Hygiene & Clothing)
ü ü ü 2 C MediumPrerequisite
(GHP & Cleaning)
ü ü ü 2 C Medium Prerequisite (Traceability)
Loss of traceability over product if incorrectly labelled.
Food Handler to inspect each carton on completion of packing to ensure products are labelled correctly including legible and correct use by date. Record findings.
Virgin Coconut Oil
Cross contamination from human sources Ensure staff maintain personal hygiene & wear appropriate clothing.
Cross contamination from environmental sources
Ensure operation contact surfaces & overheads are clean Visually inspect equipment after cleaning or prior to start-up to ensure all equipment is clean.
Significance CCP / REF.
Bench, Packaging Materials
CONTROL MEASURESC
Process Step
C11
P MRISK
HAZARD AND CAUSE
Open
HAZARD ANALYSIS
Hazard Analysis
Virgin Coconut Oil
Virgin Coconut Oil
INGREDIENTS / ADDITIVES PROCESSING AIDS / MATERIALS / EQUIPMENT
Packed into cartons and ready for dispatch
OPEN / CLOSED UTILITIES

Appendix
190304 HACCP Manual SPC Coconuts March 2019.docx Page 79 of 83
Hazard Analysis - Virgin Coconut Oil Page 13 of 14 Version 1 Issued May 2018
PRODUCT
LINE
CATEGORY
Sev. Lik.
ü ü ü 1 C Low Prerequisite (Traceability)
ü 2 C Medium Prerequisite (GMP)
ü ü ü 2 C MediumPrerequisite (GMP, Pest
Control)
CONTROL MEASURES CCP / REF.
Loss of Traceability could cause difficulty in effecting a product recall
Ensure stock is correctly positioned so that Lot ID's are easy to read and allow for correct stock rotation.
Contamination from environmental sourcesEnsure materials are stored correctly in such a way to avoid all potential for cross-contamination Ensure that pest control activities are effectively maintained.
Significance
Storage of virgin coconut oil in high humudity conditions resulting in loss of product integrity.
Ensure virgin coconut oil is stored in low humidity warehouse to prevent absorption of moisutre and loss of product integrity.
C P M HAZARD AND CAUSERISK
OPEN / CLOSED TEMPERATURE UTILITIES INGREDIENTS / ADDITIVES PROCESSING AIDS / MATERIALS / EQUIPMENT
Closed Ambient Virgin Coconut Oil Racking, Pallets, Storage containers
HAZARD ANALYSIS
Process StepHazard Analysis
C12 Virgin Coconut Oil
Store - Ambient Virgin Coconut Oil

Appendix
190304 HACCP Manual SPC Coconuts March 2019.docx Page 80 of 83
Hazard Analysis - Virgin Coconut Oil Page 14 of 14 Version 1 Issued May 2018
PRODUCT
LINE
CATEGORY
Sev. Lik.
ü ü ü 3 B MediumPrerequisites
(Food Hygiene & Clothing)
ü ü ü 2 C MediumPrerequisites
(GMP, Cleaning & Sanitation)
Cross contamination from environmental sources
Visual inspection of vehicle prior to departure to ensure vehicle is clean.Transport vehicles not to carry any chemicals or non-food grade product.
CONTROL MEASURES CCP / REF.
Cross contamination from human sources Ensure staff maintain personal hygiene & wear appropriate clothing
SignificanceC P M HAZARD AND CAUSERISK
OPEN / CLOSED TEMPERATURE UTILITIES INGREDIENTS / ADDITIVES PROCESSING AIDS / MATERIALS / EQUIPMENT
Closed Ambient Virgin Coconut Oil Forklift, Pallet Jack, Trolley, Truck
HAZARD ANALYSIS
Process StepHazard Analysis
C13 Virgin Coconut Oil
Dispatch Virgin Coconut Oil

Appendix
190304 HACCP Manual SPC Coconuts March 2019.docx Page 81 of 83
Appendix 5: Example – HACCP Plan – Virgin Coconut Oil
[VIRGIN COCONUT OIL.HACCP] PAGE 1 OF 2 Version 1 Issued May 2018
HACCP PLAN - VIRGIN COCONUT OIL CCP NO.
CRITICAL CONTROL POINT CRITICAL LIMITS MONITORING CORRECTIVE ACTION REFER.
1
TRANSPORT CONDITION
• THE CARGO AREA OF THE VEHICLE SHOULD BE CLEAN, PRODUCT ADEQUATELY PROTECTED FROM THE ENVIRONMENT AND HAVE NO VISIBLE SIGNS OF POTENTIAL CONTAMINATION OF ANY PRODUCT
• What: Delivery vehicle • How: Visual inspection • When: Each delivery • Where: Loading dock • Who: Receiving staff • RECORD FINDINGS ON
RCV001.
• PRODUCT: Do not receive products until critical limits are met or the non-conformance is rectified. Comments must be recorded on RCV 001.
• PROCESS: Rectify the non-
conformance prior to taking receipt of the product. Comments must be added on RCV 001.
Work Instructions CCP001
APPROVED SUPPLIER PROGRAM PURCHASE
SPECIFICATIONS Receival form
RCV001
2 COCONUT CONDITION • COCONUTS MUST BE FREE FROM GERMINATION, ANY CRACKED OR SPLIT SHELLS, THE EYE MUST BE FIRM WITHOUT SIGNS OF DETERIORATION.
• What: Coconut condition • How: Visual inspection • When: Each receival • Where: Point of receiving on
site • Who: Receiving staff • RECORD FINDINGS ON
RCV001.
• PRODUCT: – Reject product affected.
• PROCESS: – Inform supplier requesting
rectification.
Work Instructions CCP002
APPROVED SUPPLIER PROGRAM PURCHASE
SPECIFICATIONS Receival form
RCV002
3 COCONUT CONDITION AT PROCESSING
• COCONUTS MUST HAVE OPAQUE WHITE FLESH THAT IS FIRM IN TEXTURE.
• What: Coconut condition prior to processing.
• How: Visual inspection. • When: Each batch prior to
processing. • Where: Production • Who: Production Manager • RECORD FINDINGS ON
PRO001.
• PRODUCT: Do not process any coconuts that have started to deteriorate and do not meet specifications. Record on PRO001.
• PROCESS: Inform the supplier of
the non-conforming coconuts. Record on PRO 001.
Work Instructions
CCP003
Production Form PRO001

Appendix
190304 HACCP Manual SPC Coconuts March 2019.docx Page 82 of 83
[VIRGIN COCONUT OIL.HACCP] PAGE 2 OF 2 Version 1 Issued May 2018
HACCP PLAN - VIRGIN COCONUT OIL CCP NO.
CRITICAL CONTROL POINT CRITICAL LIMITS MONITORING CORRECTIVE ACTION REFER.
QCP1 COCONUT CONDITION • COCONUTS MUST BE
HARVESTED BETWEEN
12-13 MONTHS FOR
OPTIMUM MATURITY.
• What: Coconut maturity
• How: Visual inspection
• When: Each receival
• Where: Point of receiving on
site
• Who: Receiving staff
• RECORD FINDINGS ON
RCV001.
• PRODUCT:
– Reject product affected.
• PROCESS:
• Inform supplier requesting
rectification.
Work
Instructions
QCP001
RCV001
QCP2 PACKING - SEAL
INTEGRITY
• EACH FINISHED
PRODUCT MUST BE
ADEQUATELY SEALED.
• What: Seal integrity
• How: Visual Inspection
• When: Every hour during
production.
• Where: Production
• Who: Production Staff
• RECORD FINDINGS ON
PRO001.
• PRODUCT: Inform Production
Supervisor requesting rectification
and discard / rework non-
conforming product.
• WHO: Production staff
• PROCESS: Arrange for repair of
equipment if necessary.
• WHO: Production Supervisor
Work
Instructions
QCP002
PRO001
QCP3 FINISHED PRODUCT
WEIGHT
• FINISHED PRODUCT
WEIGHTS TO COMPLY
WITH SPECIFICATION
• What: Finished Product
Weight
• How: Weigh & record 3
random weights of finished
products
• When: At start of packing
and every hour during
packing.
• Where: Packing
• Who: Packing staff.
• RECORD FINDINGS ON
PRO001.
• PRODUCT:
-DO NOT RELEASE PRODUCTS
THAT DO NOT MEET CRITICAL
LIMITS.
-RE-PACK UNDERWEIGHT
PRODUCT.
• PROCESS:
• -ARRANGE FOR CALIBRATION
OF CHECK WEIGHER.
Work
Instructions
QCP003
PRO001

Appendix
190304 HACCP Manual SPC Coconuts March 2019.docx Page 83 of 83
Appendix 6: Example – CCP Determination Questions – Virgin Coconut Oil
CCP Determination – Virgin Coconut Oil Version 1 Issued May 2018 1
CCP DETERMINATION WORK SHEET – VIRGIN COCONUT OIL Process Step C P M Hazard Control Measures CCP Decision Tree Questions (yes/no) Rationale
Q1 Q2 Q3 Q4 CCP/CP Transport – Receiving
goods
Cleaning chemicals
Dirt, plastic, stones, glass
Contamination of materials due to poor transport conditions
Inspect vehicle for condition and presence of any non-food grade goods at each delivery.
Y N Y N CCP1 Visual inspection of transport condition at point of receipt to
identify potential contaminants will eliminate the hazard.
Receive and Inspect
Coconuts
Microorganisms Microbiological contamination of coconut flesh due to splits or cracks in shells.
Inspect condition of coconuts and record
findings.
Y N Y N CCP2 Visual inspection of coconuts prior to processing is necessary to identify
potential contaminants. No subsequent process step will
eliminate the hazard.
Processing Coconuts
Microorganisms Processing of coconuts that have started to deteriorate resulting in the integrity of the finished product being compromised.
Inspect condition of coconuts being
processed to ensure they all have firm, white flesh without any signs of deterioration. Record
findings.
Y N Y N CCP3 Visual inspection of coconuts prior to processing is necessary to identify
deterioration of flesh. No subsequent process step will
eliminate the hazard.