-
8/6/2019 16735627 Cutting Fluids
1/25
Cutting Fluids Used For Metal
Cutting
by Brian Boswell
-
8/6/2019 16735627 Cutting Fluids
2/25
-
8/6/2019 16735627 Cutting Fluids
3/25
Infrared Picture Showing Tool Tip
Temperature
-
8/6/2019 16735627 Cutting Fluids
4/25
Cutting FluidsThere are two main functions of cutting
fluid while machining, these are:
1. To remove heat generated in the
cutting and so limit the rise of
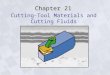
temperature at the tool cutting edge.
2. To lubricate the area of contactbetween the tool rake face
and the
chip reducing friction.
-
8/6/2019 16735627 Cutting Fluids
5/25
The Goal of Using Cutting Fluid:
is to improve surface finish and to
increase the tool life by minimising
abrasive wear and build-up edge on the
cutting tool.
-
8/6/2019 16735627 Cutting Fluids
6/25
Additional important aspects of
cutting fluid are:
cuttings from the tool interface are
washed away.
the cutting fluid should not cause
corrosion to the workpiece or the
machine tool.
-
8/6/2019 16735627 Cutting Fluids
7/25
Maximum and minimum tool
temperature generated during cutting
0
50
100
150
200
250
300
0 10 20 30 40 50 60
Time (s)
Tooltemperature(oC)
dry
wet
-
8/6/2019 16735627 Cutting Fluids
8/25
Example of Heat Disposal From
Cutting Tool The power required to cut a material under
certain conditions is 1.97 W/mm3/s. A cut of
6.4 mm deep, with a feed rate of 0.25 mm/revat a cutting speed
of 25 m/min. The work iscooled by a flow of 2.3 litres per min
ofcoolant, specific heat capacity 3.56 kJ/kg0C,which conducts away
approximately 90 ofthe heat produced. The mass of 1 litre ofcoolant
is 0.92 kg.
Determine the rise in the temperature of thecoolant due to this
cut.
-
8/6/2019 16735627 Cutting Fluids
9/25
Volume of metal removed per second = 0.25 x 6.4 x25 x 1000 /
60
= 667 mm3
Power consumed in cutting = 667 x 1.97 = 1.3 kW
Heat produced per min = 1.3 x 60 = 78 kW
Weight of coolant supplied per min = 2.3 x 0.92
= 2.12 kg Temperature rise = 78 x 0.9 / 3.56 x 2.12 = 9.3 oC
Note: The temperature rise is dependent upon the
flow of the cutting fluid.
-
8/6/2019 16735627 Cutting Fluids
10/25
Disadvantages of Wet Cutting Adds to the cost of machining of
each
part.
Health issues.
Environmental costs.
-
8/6/2019 16735627 Cutting Fluids
11/25
Air-cooling
Why use air??
Air-cooling has been tried before but
has never been considered as efficient
as traditional wet cooling.
Can it be improved?
Vortex tube air-cooling.
-
8/6/2019 16735627 Cutting Fluids
12/25
0( !!( ihphicpc TTCmTTCmH
!(h
i
i
hp
i
h
c
i
i
cp
i
c
P
PR
T
TC
m
m
P
PR
T
TC
m
mS lnlnlnln
W
HCOP c
(!
-
8/6/2019 16735627 Cutting Fluids
13/25
-
8/6/2019 16735627 Cutting Fluids
14/25
Tool tip temperature before
machining has commenced
-4
-3
-2
-1
1
2
3
1 2 3 4
Time (s)
Tool
tiptemperature(oC
)
Ch13 Ch14 Ch15 Cold nozzle teemp.
-
8/6/2019 16735627 Cutting Fluids
15/25
Tool tip temperature during
machining
-
8/6/2019 16735627 Cutting Fluids
16/25
The Advantages OfAir
Cooling During Cutting
Reduced tool temperature during
machining below that achieved by liquidcoolant
Increase tool life
No environmental damage
-
8/6/2019 16735627 Cutting Fluids
17/25
Top rake face after 7 minutes machining
at a cutting speed of 190 m/min
No cooling se Air-cooling being se
-
8/6/2019 16735627 Cutting Fluids
18/25
Picture showing chips produced by a 2 mm depth of cut
at 0.23 feed rate, and cutting speed of 190 m/min.
The left hand chips produced during dry cutting
and the right hand produced during air-cooling
-
8/6/2019 16735627 Cutting Fluids
19/25
Minimum quantity lubricant
(MQL) This method of cooling the tool tip uses a fine
mist of air-fluid mixture containing very small
amounts of cutting fluid delivered to thecutting zone through
the spindle of the
machine tool. Typically this is sprayed
through a 1 mm diameter nozzle at a
pressure of 600 kPa and at a rate of 1 to 100cc/hr, which is
approximately one ten-
thousandth of that used in using traditional
coolant.
-
8/6/2019 16735627 Cutting Fluids
20/25
-
8/6/2019 16735627 Cutting Fluids
21/25
They considered three methods
to cool the cutting zone:
1. cryogenically freezing the workpiece;
2. heat conduction using a cold chamber
under the tool tip;
3. and spraying liquid nitrogen onto the
tool tip.
-
8/6/2019 16735627 Cutting Fluids
22/25
Tool tip cooled by nitrogen
chamber positioned under thetool tip.
-
8/6/2019 16735627 Cutting Fluids
23/25
-
8/6/2019 16735627 Cutting Fluids
24/25
Conclusion For The Use OfAir
Cooling During Metal Cutting
-
8/6/2019 16735627 Cutting Fluids
25/25
The results obtained from using
compressed air combined with thevortex tube have shown that
cooling thetool tip is effective.
The temperature recoded during air-cooling was found to be 60 rC
which is40 rC cooler than that obtained duringtraditional wet
machining.
There are no disposal problemsassociated with air-cooling
unliketraditional liquid cooling.