-
8/9/2019 162738282 Refining Crude Oil
1/24
VII-Energy-A-Refining Crude Oil-1
REFINING CRUDE OIL
New Zealand buys crude oil from overseas, as well as
drilling for some oil locally. Thisoil is a mixture of many
hydrocarbons that has to be refined before it can be used for
fuel.All crude oil in New Zealand is refined by The New Zealand
Refining Company at theirMarsden Point refinery where it is
converted to petrol, diesel, kerosene, aviation fuel,
bitumen, refinery gas (which fuels the refinery) and
sulfur.
The refining process depends on the chemical processes of
distillation (separating liquids by their different boiling
points) and catalysis (which speeds up reaction rates), and usesthe
principles of chemical equilibria. Chemical equilibrium exists when
the reactants in areaction are producing products, but those
products are being recombined again intoreactants. By altering the
reaction conditions the amount of either products or reactantscan
be increased.
Refining is carried out in three main steps.
Step 1 - Separation The oil is separated into its
constituents by distillation, and some of these components(such as
the refinery gas) are further separated with chemical reactions and
by usingsolvents which dissolve one component of a mixture
significantly better than another.
Step 2 - Conversion The various hydrocarbons produced are
then chemically altered to make them moresuitable for their
intended purpose. For example, naphthas are "reformed" from
paraffinsand naphthenes into aromatics. These reactions often use
catalysis, and so sulfur isremoved from the hydrocarbons before
they are reacted, as it would 'poison' the catalysts
used. The chemical equilibria are also manipulated to ensure a
maximum yield of thedesired product.
Step3 - Purification The hydrogen sulfide gas which was
extracted from the refinery gas in Step 1 is convertedto
sulfur, which is sold in liquid form to fertiliser
manufacturers.
The plant at Marsden Point also manufactures its own hydrogen
and purifies its owneffluent water. This water purification, along
with gas 'scrubbing' to remove undesirablecompounds from the gases
to be discharged into the atmosphere, ensures that the refineryhas
minimal environmental impact.
INTRODUCTION
Our modern technological society relies very heavily on fossil
fuels as an important source ofenergy. Crude oil as it comes from
the ground is of little use and must undergo a series ofrefining
processes which converts it into a variety of products - petrol for
cars, fuel oil forheating, diesel fuels for heavy transport,
bitumen for roads.
The NZ Refining Company, situated 40 km from Whangarei at
Marsden Point, processesabout 4 500 000 tonnes of oil per year.
About 90% of the feedstock comes from overseas,
-
8/9/2019 162738282 Refining Crude Oil
2/24
VII-Energy-A-Refining Crude Oil-2
and about 10% is the local crude obtained as a byproduct from
the production of natural gas
at Kapuni. The sources of oil used are given in Table 1.
In this chapter we will describe the physical and chemical
processes by which NewZealand's refinery converts crude oil into
the variety of useful products required to meet New
Zealand's needs.
Table 1 - Feedstocks used at the Marsden Point refinery (1992
figures)
Origin Quantity / kT % Wt.
Indigenous feedstock 888 19.8
Foreign crudes 2464 55.2
Synthetic gasoline 419 9.4
Other 700 15.6
Total 4471 100
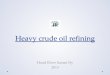
Uses of refined oil The refinery produces a range of
petroleum products. These are listed on the simplified flow
scheme of the refinery in Figure 1, and the relative
quantities made are given in Table 2.
Table 2 - Products (1994 figures)
Type Quantity / kT % Wt
Super or Premium petrol 732 15.0
Regular petrol 640 14.6
Jet/DPK 669 15.2
Diesel oil 1482 31.0
Fuel oils 478 10.0
Bitumen 144 3.0
Sulfur 23 1.0
Exports 143 3.0
Refinery fuel and loss 317 7.0
Total 4716 100
Petrol Petrol (motor gasoline) is made of
cyclic compounds known as naphthas. It is made in twogrades:
Regular (91 octane) and Super or Premium (96 octane), both for
spark ignitionengines. These are later blended with other additives
by the respective petrol companies.
-
8/9/2019 162738282 Refining Crude Oil
3/24
Figure 1 - Schematic representation of the Marsden Point
Refinery
AGO = Automotive Gas Oil H.C.U. = Hydrocracking unit H.V.U.2 =
HB.D.U. = Butane deasphalting unit H.D.S. = K.H.T. =C.D.1 & 2 =
Crude distillation units H.D.T. = S.R.U. = SuD.A.O. = Deasphalted
oil H.M.U. = Hydrogen manufacturing unit
Asphalt
Waxy dust and DAO
Utilities
H.D.T.
K.H.T.
H.D.S.(as required)
Bitumen
S.R.U.
Platformer
H.M.U.
Crude from tankage
C. D. 1 & 2
H.V.U.2& B.D.U.
Hydrocracker
All Services to Process Units
H 2S from
Process Units
Sour Naptha
Sour Kero
Occasionally Sour G. Oil
Long residue
Sweet G. Oil
Sweet Kero
Sweet Naphtha
Tops
Gas Oil
H2
Platformate
Vacuum G. Oil
H.C.U
Kero Naphtha
Cracker tops
-
8/9/2019 162738282 Refining Crude Oil
4/24
VII-Energy-A-Refining Crude Oil-4
Jet fuel/Dual purpose kerosene The bulk of the
refinery produced kerosene is high quality aviation turbine fuel
(Avtur) used by the jet engines of the domestic and
international airlines. Some kerosene is used forheating and
cooking.
Diesel Oil This is less volatile than gasoline
and is used mainly in compression ignition engines, in
roadvehicles, agricultural tractors, locomotives, small boats and
stationary engines. Some dieseloil (also known as gas oil) is used
for domestic heating.
Fuel Oils A number of grades of fuel oil are
produced from blending. Lighter grades are used for thelarger,
lower speed compression engines (marine types) and heavier grades
are for boilersand as power station fuel.
Bitumen This is best known as a covering on roads
and airfield runways, but is also used in industry asa
waterproofing material.
Sulfur Sulfur is removed from the crude during
processing and used in liquid form in themanufacture of fertilisers
(see article).
THE REFINING PROCESS
The Marsden Point refinery takes crude oil and refines it by
first separating it into its various
constituents, then converting the undesirable elements to
desirable ones before purifyingthem to make the final products.
These processes are based on some chemical principleswhich are
outlined below.
Chemical principles The processes used to refine oil are
based on the chemical principles which governdistillation, and
require an understanding of chemical equilibria and the effect on
reactionrates of catalysts. The theory behind these is outlined
below.
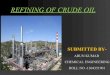
Fractional distillation When a mixture of two
liquids of different boiling points is heated to its boiling point,
the
vapour contains a higher mole fraction of the liquid with the
lower boiling point than theoriginal liquid; i.e. the vapour is
enriched in the more volatile component. If this vapour isnow
condensed, the resultant liquid has also been enriched in the more
volatile component.For example, if a 1:1 molar mixture of benzene
(b.p. 80.1oC) and toluene (b.p. 110.6oC) isheated it boils at a
temperature of 92.2oC and the composition of the vapour (and hence
itscondensate) is 71.3 : 28.7 benzene:toluene. If this vapour is
condensed and then brought toits boiling point its vapour has a
mole ration of 86.4 : 13.6. A third cycle produces acondensate of
94.4 : 5.6 benzene:toluene. This is the principle of batch
fractional distillation,and in a distillation column many, many
such cycles are performed continuously, allowingalmost complete
separation of liquid components. In this process the more
volatilecomponents are drawn from the top of the column and the the
least volatile ones concentratein the lower part. In practice, the
distillation is carried out continuously. A generalised
distillation column is shown in Figures 2 and 3.
-
8/9/2019 162738282 Refining Crude Oil
5/24
VII-Energy-A-Refining Crude Oil-5
HEAT EXCHANGER -cooling, condensation
SEPARATOR
Uncondensed gases
FURNACE - partialvapourisation
Tray 1
Tray 2
Tray 3
Tray 4
Tray 5
FEED
BOTTOM PRODUCT
HEAT EXCHANGER - partial vapourisation
Reboil
Reflux
Figure 2 - Fractional distillation
LIQUIDS
DOWN-COMER
VAPOURS
PRODUCTSIDE - DRAW
Vapours
Liquids
Figure 3 - Schematic representation of the inside of the
distillation column
When two species A and B (A more volatile than B) are fed into
the distillation column andheated partial vapourisation occurs. The
vapour, richer in A, rises from the feed tray (tray 3)
through the bubble caps, bubbling through the liquid on tray 4,
setting up a vapour/liquidequilibrium. Tray 4 is cooler than tray
3, so some of component B will condense, leaving the
-
8/9/2019 162738282 Refining Crude Oil
6/24
VII-Energy-A-Refining Crude Oil-6
vapour rising from tray 4 richer in A. The same process is
repeated on tray 5, and we are leftwith a vapour leaving tray 5
very much richer in component A than was the original feed. Tokeep
a temperature differential between the trays, the top vapour
leaving tray 5 is condensed by cooling it, and some is fed
back to the top of the column, the remainder leaving as the
top product.
The liquid portion of the feed entering the column falls from
tray 3 to tray 2, which is hotterthan the feed tray 3. On tray 2,
because of the increase in temperature, the vapour is richer inA
than the liquid, so the composition of the liquid on tray 2 is
richer in component B than theoriginal feed. This liquid falls to
tray 1, where the process is repeated. To ensure that
thetemperature falls from tray to tray going up the column, some of
the bottom product (rich inB) is heated and fed back to the bottom
tray. The remainder leaves as bottom product rich inB.
Thus, by the use of cooled top product (reflux) and heated
bottom product (reboil) thetemperature difference between trays is
maintained, and fractional distillation occurs. It canalso be seen
that liquid drawn from any of the trays will contain varying
concentrations of Aand B, changing from a mixture rich in B at the
bottom tray, to a mixture rich in A at the toptray.
In distilling petroleum we are considering not just 2
components, but many components.However, the same principles apply
and by feeding heated oil to a fractional distillationcolumn, we
can, by withdrawing liquid from various trays, separate the oil
into varyingfractions. However, when withdrawing liquid from
intermediate trays, some of the light product that bubbles
through the liquid on each tray is present. This can be removed
by passing steam through the withdrawn fraction in a small
distillation column (called a
stripper). The mixture of steam and light material obtained as a
top product from the stripperis returned to the main distillation
column.
Figure 2 shows only 5 trays with 1 bubble cap per tray. In
practice, several tens of trays areused, with of the order of 100
caps per tray.
Chemical equilibrium Many chemical reactions are
reversible, i.e. the products react to reform the reactants.
Whenthe reactants are mixed products start to form. As the reactant
concentrations decrease andthe product concentrations increase, the
rate of the forward reaction decreases and the rate ofthe back
reaction increases, reforming the reactants. In a closed system
where neither
products nor reactants can escape, a state of dynamic
chemical equilibrium is eventuallyreached where the rates of the
forward and back reactions are equal (thus meaning that
thequantities of reactants and products remain the same) and no
apparent change is occurring.For the reaction:
aA + bB ! cC + dD
where A and B are reactants, C and D are products and a, b, c, d
are the stoichiometriccoefficients (i.e. the numbers in the
chemical equation), the concentrations of reactants
and products existing at equilibrium are related by the
equation:
-
8/9/2019 162738282 Refining Crude Oil
7/24
VII-Energy-A-Refining Crude Oil-7
where K is called the equilibrium constant. The value
of K is extremely important to the
chemist since it shows the extent to which the reactants can be
converted into products undera given set of conditions.
Since chemical reactions are employed generally to convert
reactants into desirable products,chemists try to convert as much
of the reactants as possible into products. Alteration of
theconditions of a system is one method whereby the yield of
desirable products may beincreased. The effect of changes to the
system can be predicted by Le Chatelier's principlewhich states:
"If a change is made to a system in equilibrium, the system will
adjust itself soas to overcome the effects of the change."
In practice this means that if, for example, reaction products
are removed from the system,
the reaction can proceed to completion, i.e. all of A and B can
be reacted to produce C and D.Also alterating the pressure of a
gaseous reaction mixture, where the total number of moles
ofreactants differ from the total number of moles of products,
causes the concentrations atequilibrium to change. If the total
number of moles of products is less than the total numberof moles
of reactants, an increase in pressure will cause the reaction to
move to the right.Temperature also affects equilibrium
concentrations. The value of the equilibrium
constant K changes with temperature. Using Le
Chatelier's principle we can see that increase intemperature will
cause the reaction to shift to the right if the forward reaction is
endothermic(i.e. heat is 'used up' in the reaction).
Reaction Rates and Catalysts Knowledge of the value
of the equilibrium constant K at different
temperatures is importantto the chemist as it enables prediction of
equilibrium concentrations to be made. However,such knowledge does
not enable predictions to be made as to the rate at which
equilibrium isattained. In industrial processes it is not unusual
for equilibrium never to be attained, as thereaction rates are
low.
We may consider a reaction taking place via the formation
of an activated complex whichdecomposes into the reaction products.
Formation of the activated complex requiresrearrangement of the
molecular structure of the reactants, which requires additional
energy,called the activation energy of the reaction. The further
rearrangement of the molecular
structure of the activated complex to form products also has an
associated energy change.
Assuming that the decomposition of the activated complex is
fast, the rate at which theactivated complex is formed will govern
the overall reaction rate. Thus, if a differentactivated complex
can be formed, a different reaction rate will result. A catalyst is
asubstance that enables a different, easier-to-form activated
complex to be formed, and thusincreases the overall reaction rate.
Put another way a new faster chemical pathway (ormechanism) from
reactants to products is possible. The activated complex can be
thought ofas a combination of A, B and catalyst.
][B ][A
][D ][C = K
ba
d c
-
8/9/2019 162738282 Refining Crude Oil
8/24
VII-Energy-A-Refining Crude Oil-8
Reaction coordinate
Energy A + B
C + D
Energy difference between reactantsand products
Activated complexes
a E 2
a E 1activation energy with catalyst
a E 2
activation energy without catalyst
a E 1
Figure 4 - Reaction pathways with and without a
catalyst
The rate of formation of the activated complex with catalyst is
faster than the rate offormation of the complex without catalyst.
Thus by finding a suitable catalyst, the overallreaction rate can
be speeded up. The search for suitable catalysts for various
reactions is an
important part of industrial research. (Figure 4 just shows
the reaction as one step forsimplicity. In fact both catalysed and
uncatalysed reactions probably occur in a series ofsteps, with the
activation energy being the difference between the energy of the
reactants andthe highest barrier.)
In general all reactions go faster at higher temperature, and
the rate of increase withtemperature is greater the higher the
activation energy. Thus many reactions which are too
slow at room temperature go at an appreciable rate at elevated
temperatures.
Step 1 - Separation The oil is separated by boiling points
into six main grades of hydrocarbons: refinery gas(used for
refinery fuel), gasoline (naphthas), kerosene, light and heavy gas
oils and longresidue. This initial separation is done by
distillation. The long residue is further separatedin the butane
desaphalting unit, and the refinery gas is separated into hydrogen
sulfide in theShell ADIP process.
Distillation The first step in the refining of crude
oil, whether in a simple or a complex refinery, is the
separation of the crude oil into fractions (fractionation or
distillation). These fractions aremixtures containing hydrocarbon
compounds whose boiling points lie within a specifiedrange. A
continuous flow of crude oil passes from the storage tanks through
a heating coilinside a furnace, where it is heated to a
predetermined temperature. The heated oil then
enters the fractionating column (Figures 2 and 3), which is a
tall cylindrical towercontaining trays suitably spaced and fitted
with vapour inlets and liquid outlets.
Upon entering the column, the liquid/vapour mixture separates -
the vapour passing upwardsthrough the column, the liquid portion
flowing to the bottom from where it is drawn off as "longresidue".
The vapours rise through the tray inlets, become cooler as they
rise, and partially
condense to a liquid which collect on each tray. Excess liquid
overflows and passes through theliquid outlets onto the next lower
tray. The bottom of the column is kept very hot but
-
8/9/2019 162738282 Refining Crude Oil
9/24
VII-Energy-A-Refining Crude Oil-9
temperatures gradually reduce towards the top so that each tray
is a little cooler than the one below it.
Ascending hot vapours and descending cooler liquids mix on each
tray and establish atemperature gradient throughout the length of
the column. When a fraction reaches a tray wherethe temperature
corresponds to its own particular boiling range, it condesnses and
changes intoliquid. In this way the different fractions are
separated from each other on the trays of thefractionating column
and are drawn off for further treatment and blending.
The fractions that rise highest in the column before condensing
are called light fractions, andthose that condense on the lowest
trays are called heavy fractions. The very lightest fraction
isrefinery gas, which is used as a fuel in the refinery furnaces.
Next in order of volatility comesgasoline (used for making petrol),
kerosene, light and heavy gasoils and finally long residue.
High vacuum distillation unit This works on the
principle that lowring the pressure lowers the boiling point of the
compoundsconcerned. This is used to separate gasoline into gasoline
(which boils under these conditions)
and short residue (a mixture of asphaltic compounds and oil
which does not).
The butane deasphalting unit (BDU) The BDU uses a solvent
extraction process to separate the gasoline and asphaltic compounds
inthe short residue. The short residue from the high vacuum
distillation unit is mixed with liquid butane (a 2:1 mixture
of n-butane and iso-butane) at a specified temperature and pressure
close tothe critical point of butane. Two liquid phases are formed,
one rich in butane containing theextracted oil (Deasphalted Oil -
DAO), the other of asphaltic compounds with low butane and
oilcontent (ASPHALT).
The extraction column operates isothermally (without change in
temperature) and has a
continuous butane rich phase with droplets of the asphaltic
phase mixed into it. The densitydifference between phases drives
the dispersed phase downwards in countercurrent flow to
thecontinuous phase which is being forced upwards. This makes an
interface level form in the bottom where the two phases are
forced past each other. The extractor has perforated trays
toenhance the contacting of the two liquid phases, and the butane
solvent is recovered from the two phases (DAO and ASPHALT) by
flashing and stripping to be recycled for reuse. A diagram of
the BDU is given in Figure 5.
Butane has been selected as the optimum solvent because it
provides the highest deasphalted oilyield with good selectabilily
at low solvent-to-feed ratios. The butane easily dissolves the
lower
boiling hydrocarbons, but its solvent power is limited
with respect to the higher boilinghydrocarbons, especially aromatic
and asphaltic compounds.
-
8/9/2019 162738282 Refining Crude Oil
10/24
VII-Energy-A-Refining Crude Oil-10
Figure 5 - The Butane Deasphalting unit
x x x x
EXTRACTION
FLASHINGFLASHING
STRIPPING
STRIPPING
FLASHING
Short residue feed
Butane
Recycling
Exchanger
Steam
Butane
Butane
Compressor
Mixer
Steam
Key
Heating
Pump
-
8/9/2019 162738282 Refining Crude Oil
11/24
VII-Energy-A-Refining Crude Oil-11
Shell ADIP process The refinery fuel gas contains H2S, and
this must be removed from the gas stream before the gasis burnt as
fuel to prevent excessive SO2 emissions. This is done by
reacting the H 2S with asolution of diisopropanol amine (DIPA, a
base) known as ADIP. This is called the Shell ADIP process,
and it is a regenerable absorption process, meaning that the ADIP
is regenerated for
further use. The overall reaction can be represented as
follows:
HS-
N
CH3CHCH2 H
H CH2CHCH3OH
OH
+ +
N
CH3CHCH2
H
CH2CHCH3
OH OH
H2S +
The solution is used to absorb H2S at higher pressures and lower
temperatures, during whichtime the equilibrium lies to the right
(Le Chatelier's principle). The solution is then regenerated,
releasing H2S, by using higher temperatures and lower pressures.
Figure 6 outlines the ADIP process of absorption and
regeneration. The DIPA is dissolved in water at a concentration of
4mol L-1, and the H2S concentration of the lean ADIP (the ADIP
which is fed into the absorber) istypically 80 ppm wt.
Sour gas
Treated gas
Heatexchanger
LeanADIP Reboil
heater
Steam
Cooling
Water to sour water strippe
H2S to sulphur
recovery
Figure 6 - ADIP process
Step 2 - Conversion Of the oils separated out from the
original crude (refinery gas, gasoline, kerosene, light andheavy
gasoils and asphalt), only refinery gas can be used as is, and even
this is usually ADIP
treated. All the others require some further treatment before
they can be made into the final
-
8/9/2019 162738282 Refining Crude Oil
12/24
-
8/9/2019 162738282 Refining Crude Oil
13/24
VII-Energy-A-Refining Crude Oil-13
As the reaction produces 11 volumes of product from 9 volumes of
reactants but the volume iskept constant, the pressure increases,
and the rising temperature also caused by the combustioncauses an
even greater temperature increase. This increase in pressure
provides the motive power. As the pressure increases on
ignition, the pressure in the fuel/air mixture in the cylindernot
as yet traversed by the flame front rises, with a consequent
increase in temperature (PV = n
RT). If the fuel has too low an octane number, this increase in
temperature causes the remainingfuel/air mixture to ignite before
the flame front passes through. This ignition is explosive,
andcauses great impact force to be transmitted by the piston to the
bearings. Continual operation ofan engine in which such knocking is
occurring causes rapid destruction of bearings. Octanenumbers of
hydrocarbons vary with their oxidation stability. Straight chain
paraffins have thelowest octane numbers (e.g. n-butane has an
octane number of 25) with branched chain paraffins being
higher (2 methyl pentane has an octane number of 70) followed by
naphthenes (C6H12 =83) and then aromatics (benzene = 100).
The desired reactions (ring forming and aromatising) are
endothermic so, to ensure that thereactions take place at an
acceptable rate, a temperature of about 500oC is used. At
thistemperature all the hydrocarbons considered are gaseous. A
pressure of about 25 atmospheres isalso used and the process is
carried out using a platinum catalyst (platinum dispersed
through1mm spheres of alumina). The process is also sometimes
called platforming, because of the useof a platinum catalyst.
Because the reactions are endothermic, 3 furnaces and reactors
in series are used. Figure 7 outlines the process.
As the desirable reactions are endothermic, high temperature
favours the forward reaction (LeChatalier's principle), which leads
to the formation of the desired aromatics. The high
temperature also ensures that the reactions occur at a
reasonably fast rate, but in addition favoursthe undesirable
cracking reaction (see desulfurisation above), which gives
lay-down of carbon onthe catalyst. To suppress coking a high
hydrogen pressure is used by recycling some of the lightgases
(about 70% vol. of hydrogen) from the separator even though this
inhibits the formation ofthe desirable aromatic products to some
extent.
As in many industrial processes, this is a compromise. At the
previously stated conditions of500 C and 25 atmospheres, conversion
of alkylhexanes into alkylbenzenes is fast. Paraffins(long-chain
alkanes of more than twenty carbon atoms) are thus driven to be
converted toalkylhexanes as the reaction product is removed almost
as soon as it is formed. Also,isomerisation reactions that give
molecules capable of forming alkyl hexanes are helped, as again
the reaction product is removed.
After a period of several months, deactivation of the catalyst
by coke lay-down becomes so pronounced that removal of the
coke is necessary. This is achieved by passing a mixture of airand
nitrogen through the catalyst, thus burning off the coke. The
nitrogen is necessary to controlthe rate of burn off, as if pure
air was used the efficiency of the catalyst would be destroyed
bythe resulting high temperature. (Steam is not used as in the
regeneration of the desulfurisingcatalyst, as water adversely
affects the platinum catalyst.) It is interesting to note that
during thelifetime of the catalyst each platinum atom leads to the
reaction of about 20 000 000 moleculesof gasoline, a truly
catalytic act.
-
8/9/2019 162738282 Refining Crude Oil
14/24
VII-Energy-A-Refining Crude Oil-14
Figure 7 - Catalytic Reforming Unit
A typical reformer feed (bottom product in Figure 2)
derived from Middle East crude containsabout 65% wt. paraffins, 20%
wt. naphthenes and 15% wt. aromatics. After processing, theanalysis
is about 45% wt. paraffins1, virtually no naphthenes and 55% wt.
aromatics. The octanenumber of the reformer feed is about 50, while
the octane number of the product is about 100.The product from the
separator contains light gases from partial cracking, and these are
removed by fractional distillation.
R CH3
R R
R R
Paraffins Naphthenes Aromatics
(R consists of branched or unbranched alkane chains)
Bitumen manufacture Bitumen used to be made by a
process that combined distillation and oxidation. Currently it
ismade simply by mixing some of the short residue from the high
vacuum unit with asphalt from
the BDU.
Hydrocracking The hydrocracking process is used
to convert waxy distillate and deasphalted oil (DAO) intokerosine
and gasoil by breaking down some of their constiuents. The process
is carried out intwo stages, the first to reduce the amount of
nitrogen, sulfur and oxygen impurities that may
1Long-chain alkanes of more than twenty carbon atoms.
reach the second stage catalyst, and the second to continue the
process of cracking,hydrogenating and isomerising the compounds in
the oil. The reactions occuring aredenitrogenation,
desulfurisation, deoxygenation, hydrogenation, hydrocracking
and
FEED
Heatexchanger
Furnace
Reactor
Compressor
Air cooler
Recycle hydrogen
Separator
PRODUCT
-
8/9/2019 162738282 Refining Crude Oil
15/24
VII-Energy-A-Refining Crude Oil-15
isomerisation, all of which are exothermic and all of which,
except for isomerisation, consumehydrogen. The heat released is
absorbed by injecting cold hydrogen quench gas between thecatalyst
beds. Without the quench the heat released would generate high
temperatures and rapidreactions leading to greater heat release and
an eventual runaway. All of the reactions, except
fordenitrogenation, desulfurisation and deoxygenation which only
occur in the first stage, happen in
both stages.
DenitrogenationCarbon-nitrogen bonds are ruptured with the
formation of ammonia.
N
+ 5 H2 H3C CH2 CH2 CH2 CH3 + NH3
Pyridine n-pentane ammonia
DesulfurisationCarbon-sulfur bonds are ruptured with the
formation of hydrogen sulfide.
H3C CH2 CH2 CH2 SH + H2 CH3 CH2 CH2 CH3 + H2S
Butyl mercaptan n-butane hydrogen sulfide
DeoxygenationCarbon-oxygen bonds are ruptured with the formation
of water.
OH
+ H2 + H2O
phenol benzene
HydrogenationThe saturation of carbon-carbon double bonds of the
olefins or aromatics.
H3C CH2 C C
HH
H
+ H2 H3C CH2 CH2 CH3
butylene n-butane
-
8/9/2019 162738282 Refining Crude Oil
16/24
VII-Energy-A-Refining Crude Oil-16
+ 2H2
naphthalene tetralin
decalin
CH2CH2CH2CH3H2
H23
tetralin butyl benzene
HydrocrackingThe splitting or breaking of straight or cyclic
hydrocarbons and hydrogenation of theruptured bonds.
CH2CH2CH2CH3
H2 CH3CH2CH2CH3+ +
butyl benzene benzene n-butane
IsomerisationThe change of one compound into another by
rearrangement of its atoms.
CH3CH2CH2CH2 CH3CHCH3
CH3
n-butane iso-butane
Condensation
All the previous reactions yield more or less useful products. A
less desirable but importantreaction is the condensation of
aromatics to produce large unsaturated polyaromatics whichdeposit
on the catalyst to form coke. Polyaromatics are much more
susceptible to thisreaction than monoaromatics. Hence rapid
catalyst deactivation due to coke laydown willoccur if the
feedstock contains a high amount of polyaromatic asphaltenes.
2 H2+ 2
anthracene hexacene
-
8/9/2019 162738282 Refining Crude Oil
17/24
VII-Energy-A-Refining Crude Oil-17
An outline of the hydrocracking unit is given in Figure 8.
Step 3 - Purification The crude oil has now been separated
into refinery gas, hydrogen sulfide, naphtha, kerosene,gas oil,
asphalt and bitumen. Two more processes have to be carried out, on
the naphtha and
the hydrogen sulfide respectively, before the hydrocarbons are
ready for blending intosaleable products.
Sulfur recovery Crude oil as received for refining
contains sulfur in levels up to a few tenths of a percentweight. It
is removed from oil products mainly by the desulfurisation process
describedabove which results in the formation of hydrogen sulfide,
and further H 2S is separated out ofthe refinery gas. This H2S is
converted to sulfur in a two step process. Firstly, the
"Claus" process of partial combustion of H2S is used to form
SO2 and this SO 2 is then reacted withthe remaining H2S
to produce sulfur. This sulfur recovery process takes place in one
thermaland two catalytic stages and recovers 95% of the sulfur. The
final 1 or 2 % volume of H2S inthe "tail gas" from the last
catalylic reactor is burnt in a separate incinerator so that
theeffluent gas finally discharged to the atmosphere has an
environmentally acceptable H2Scontent of less than 5 ppm by
volume.
The overall reaction occuring is as follows:
H2S + ½O2 ! S + H2O (l)This overall reaction (1) is the
sum of two exothermic reactions, the oxidation of H2S to
SO2 (2) and the subsequent reaction between H2S and SO2
to form sulfur and water (3):
H2S + 1½O2 ! SO 2 + H 2O (2)
2H2S + SO2 ! 3S + 2H 2O (3)
In the first stage of the process (the 'thermal stage'), enough
air is supplied to convert onethird of the H2S in the acid feed
gases to SO2 and H 2O according to equation (2). In
additionto this, any hydrocarbons and NH3 in the feed gases
are completely combusted:
C3H8 + 5O 2 ! 3CO 2 + 4H2O (4)
NH3 + ¾O 2 ! ½N 2 + 1½H 2O
(5)
In the second and the third stage of the "Claus" process more
H2S is converted to sulfuraccording to equation (3). To shift the
equilibrium of this reaction as far as possible to theright side
lower reaction temperatures are applied to these stages. To assure
sufficient high
reaction rates, the reactions take place in the presence of a
catalyst.
Finally, the SRU tail gas (which contains less than 5% sulfur)
is oxidised in a catalyticincinerator at a temperature of
approximately 400oC. At this temperature, achieved by burning
fuel gas in addition to the process gases, the H2S and sulfur
vapour/mist are practically completely oxidised in the
presence of a catalyst according to the reactions:
H2S + 1½O2 ! H 2O + SO2
S + O2 ! SO 2
The sulfur is produced in liquid form and heated
handling/loading facilities provide sulfur
storage before loading into road tankers for delivery to
fertiliser works. Figure 9 gives an
outline of the SRU process of the refinery.
-
8/9/2019 162738282 Refining Crude Oil
18/24
VII-Energy-A-Refining Crude Oil-18
Waxydistillate from HVU-2
DAOfromBDU
FIRST STAGE REACTORS
SECOND STAGE
REACTORS
H2
H2
Residue recycle (to extinction)
H2 quench
H2 quench
Cooling
Hydrogenrecycle gas
Compressor
2 stageflashing
Reboilheater
Cooling
Distillation
Figure 8 - The two-stage hydrocracking process
-
8/9/2019 162738282 Refining Crude Oil
19/24
Figure 9 - The sulfur recovery unit
H2S
fuel gas
Air Air
fuel gas
1st stage(THERMAL)
2nd stage(CATALYTIC)
3rd stage(CATALYTIC)
Condensor
Air
fuel gas
Condensor
fu
Sulphur pit Pump
Sulphur loading tank
-
8/9/2019 162738282 Refining Crude Oil
20/24
VII-Energy-A-Refining Crude Oil-20
ANCILLARY PROCESSES
Hydrogen manufacture The large consumption of hydrogen,
particularly in the hydrocracker, has meant that the Marsden
Point refinery has its own hydrogen manufacturing unit (Figure
10). The hydrogen is produced
by converting hydrocarbons and steam into hydrogen, and
produces CO and CO2 as byproducts.The hydrocarbons (preferably
light hydrocarbons and butane) are desulfurised and then undergothe
steam reforming reaction over a nickel catalyst. The reactions
which occur during reformingare complex but can be simplified to
the following equations:
CnHm + nH 2O ! nCO + (( 2n + m )/2)H 2
CO + H2O ! CO 2 + H2
The second reaction is commonly known as the water gas shift
reaction.
The process of reforming can be split into three phases of
preheating, reaction and superheating.
The overall reaction is strongly endothermic and the design of
the HMU reformer is a carefuloptimisation between catalyst volume,
furnace heat transfer surface and pressure drop.
In the preheating zone the steam/gas mixture is heated to the
reaction temperature. It is at theend of this zone that the highest
temperatures are encountered. The reforming reaction then
starts at a temperature of about 700"C and, being endothermic,
cools the process. The final phase of the process,
superheating and equilibrium adjustment, takes place in the region
wherethe tube wall temperature rises again.
The CO2 in the hydrogen produced by reforming is removed
by absorption (see purification below), but trace
quantities of both CO and CO2 do remain. These are converted
to methane
(CH4) by passing the hydrogen stream through a methanator. The
reactions are highlyexothermic and take place as follows:
CO + 3H2 ! CH 4 + H 2O
CO2 + 4H 2 ! CH 4 + 2H 2O
Finally, all produced hydrogen is cooled and sent to the
Hydrocracker.
In contrast to the desulfurisation process described earlier,
the HMU is an example of anon-reversible absorption process applied
to protect a valuable catalyst. In this case,desulfurisation is by
absorption of H2S in zinc oxide, according to the equation:
ZnO + H2S ! ZnS + H 2O
The reaction is non-reversible and consequently the saturated
absorbent must be discharged andreplaced.
-
8/9/2019 162738282 Refining Crude Oil
21/24
High temperatureshift converter Low temp.
shiftconverter CO 2
removal sulfinol
absorption
process
Cooling Cooling Heating Cooling
Methanator
Cooling
Mixer
Reformer furnaceVapourised feed Desulphurisation
A B
Steam
Figure 10 - The hydrogen manufacturing unit
Purification The hydrogen produced must be purified
(to remove the carbon oxides) before it can be usd inthe
hydrocracker. A regenerable absorption process is applied by
circulating a "Sulfinol"solution. This is a mixed solvent,
consisting of 50% DIPA, 25% water and 25%tetraydrothiophenedi-oxide
(sulfolane).
SOO
sulfolane
CO2 is removed by absorption in the sulfinol at low
temperatures and high pressure.Subsequently, the "fat" sulfinol
solution is regenerated by removal of CO2 at high
temperatureand low pressure. The CO2 is further purified by
chilling to give food grade product. Thechemistry of the process is
as follows:
CO2 + 2
N
CH3CHCH2
H
CH2CHCH3
OH OH N
CH3CHCH2 HOH
CH3CHCH2 H
OH
++
N
CH3CHCH2
C
CH2CHCH3
OH OH
O
O-
DIPA
-
8/9/2019 162738282 Refining Crude Oil
22/24
VII-Energy-A-Refining Crude Oil-22
CO2 + H2O +
N
CH3CHCH2
H
CH2CHCH3
OH OH
HCO3-
+
N
CH3CHCH2 H
H CH2CHCH3OH
OH
+
N
CH3CHCH2
C
CH2CHCH3
OH OH
O
O-
+ N
CH3CHCH2 H
H CH2CHCH3OH
OH
+
CH2
CCH3
H O
C
O
N CH2 CH
OH
CH3 H2O
N
CH3CHCH2
H
CH2CHCH3
OH OH
+ +
oxazolidone
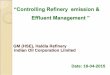
The water treatment plant A major ancillary facility of
the expanded refinery is the effluent water treatment
plant.Extensive facilities, costing $50 million (1985), ensure the
continued protection of the marineenvironment of Whangarei Harbour.
The effluent water discharge is continuously monitoredfor oil
content and other contaminants, according to the comprehensive
requirements of the
discharge permit issued by the Northland Regional Council.
Figure 11 is a simplified blockflowscheme of the effluent
water treating facilities.
There are two types of water to be dealt with:
# Water which has been, or is likely to have been, in contact
with oil. This water must pass through gravity separators to
remove the oil and may require other treatment.Such water comes
from the refining processes or ballast discharged by
coastaltankers.
# Water which has only accidentally been in contact with oil.
This water passesthrough oil traps before being routed to the
holding basin and final buffer basin. Suchwater comes from the
boiler plant and collected rainwater.
The treatment of effluent water is as follows. Process water is
deodorised in sour-waterstrippers where the gas (H2S and NH3) is
stripped off. The stripped water has oil removed inthe gravity
separators and then, together with some rainwater, is homogenised
in a buffertank. From this tank, the effluent water is piped to a
flocculation/flotation unit where air and polyelectrolytes are
injected in small concentrations to make the suspended oil and
solidsseparate from the water. The latter are skimmed off and piped
to a separate sludgehandling/disposal unit. The remaining watery
effluent from the flotation unit is passed toadjoining biotreater
where the last of the dissolved organic impurities are removed by
theaction of micro-organisms in the presence of oxygen
(biodegradation). On a continual basis,sludge containg
micro-organisms is removed to the sludge handling/disposal unit,
while thetreated effluent water is held first in the retention
basin and finally discharged into Whangarei
Harbour.
-
8/9/2019 162738282 Refining Crude Oil
23/24
Process units Drainage
Continuous
ex utility plant
Continuous Intermittent
BALLAST WATER
SEWAGE WATER ACCIDENTALLY
CONTAMINATED BY OIL
Sour water stripper
Gravity oil separator
Oil trap
Bio treater
Processing areas
Metering/sampling point
WATER EXPECTED TO BE
CONTAMINATED BY OIL
OIL FREE WATER
Receiving tanks
Gravity oil separator
Comminutors
Gravity oil separator
Homogenisation tank
Flocculationflotation unit
Aeration basin
Holding basin
Buffer basin
DISCHARGE
OF TREATED EFFLUENT
TO MARINE OUTFALL
Figure 11 - The water treatment plant
The discharge is through a continuous flow meter and sampling
system and terminates attwin diffusers located in deep water where
tidal currents ensure the rapid and extensivedilution of the
treated effluent water.
A comprehensive system of waste management has also been
established at the refinery.This is based on internationally
accepted concepts of waste minimisaiton, such as reduction,reuse
and recycling. The disposal of any remaining residual waste follows
strictly controlled procedures.
ENVIRONMENTAL IMPLICATIONS
The refinery operates under an air discharge permit, monitored
by the Northland RegionalCouncil (NRC), since the enactment of the
Resource Management Act (RMA). The current
-
8/9/2019 162738282 Refining Crude Oil
24/24
permit requires monthly reports to be prepared for the
NRC, relating to sulfur dioxide (SO2)emissions, ground level
measurement of SO2, smoke from chimneys, from flaring and fromfire
fighting training.
The permit also required that the quantity of SO2 emitted
should be significantly reduced in
three steps between 1992 and 1996. Capital costs to achieve
these reductions were in theregion of $30 million. In addition,
operating costs of several million per annum wereincurred. The SO2
limit is now amongst the lowest of any similar refinery in
the world.
In addition, the water treatment plant described above ensures
that minimal quantites of oiland other effluent are discharged with
the water into the Whangarei Harbour.
Article written by Heather Wansbrough, combining the articles
from volumes one and two ofedition one and information brochures
supplied by Tony Mullinger (The New ZealandRefining Company Ltd).
Edited by John Packer and John Robertson.