Embed Size (px)
Citation preview
© 2005 Creative Material Technologies, Ltd.
13 INSIDER SECRETS TO THE PURCHASE AND APPLICATION OF
POLYUREA COATINGS
BY John C. Becker IV, President
Creative Material Technologies, Ltd.
Please Note: This white paper has been written and is intended to expose
some of the hidden secrets that polyurethane and polyurea coatings manufacturers, equipment manufacturers, and coating salespeople either do not readily disclose or simply do not want you to know. We trust that reading this paper will provide answers to questions that you already have and, moreover, provide additional questions that you should be asking that, before reading this paper, you did not know to ask.
This paper has been written and copyrighted by Creative Material Technologies,
Ltd. of Palmer, MA who is solely responsible for its content. Comments, inquiries, or recommendations may be sent to Creative Material Technologies, Ltd., 21 Wilbraham Street, Unit B11, Palmer, MA 01069.
© 2005 Creative Material Technologies, Ltd. 2
Critical Points
1. Open Time p. 3
2. The “No VOC’s” Claim p. 4
3. Solvents vs. No Solvents p. 5
4. Crosslink Density p. 6
5. The “One Size Fits All” Fallacy p. 7
6. The “100% Solids” Claim p. 8
7. The Hot Spray / Cold Spray Same Formulation Claim p. 8
8. Customer Technical Service p. 9
9. The Polyurea Hybrid Coating Lie p. 9
10. The “Aliphatic” Lie p. 10
11. Safety Issues p. 11
12. Surface/Substrate Preparation p. 13
13. Product Development p. 14
© 2005 Creative Material Technologies, Ltd. 3
There are thirteen issues that you must know before selecting and purchasing polyurea coatings. Please remember that much of this information will be avoided, sidestepped, or outright denied by those in the industry that you may ask. Being informed is your best defense.
They are as follows:
INSIDER TIP # 1: OPEN TIME Open time (also known as working time) in 2-component coatings chemistry is defined as the elapsed time between when the two coating components are mixed together and when they have sufficiently reacted so as to no longer be workable. Gel time in high performance coatings is the elapsed time from when a coating is placed onto a surface until that same coating can longer be moved around or manipulated on that surface.
Typical Pure Polyurea coatings react very quickly. Historically, in fact, they have
been applied using high heat and high pressure spray equipment with gel times typically in the 3 to 7 second range. This spray equipment has a spray gun, called the “direct impingement gun”, that brings the two components of the coating system together under very high pressure to force them to react with each other. This equipment, frequently referred to as “hot spray”, is prevalent not only in two component coating systems like polyurea coatings and polyurethane coatings, but also in polyurethane spray foams.
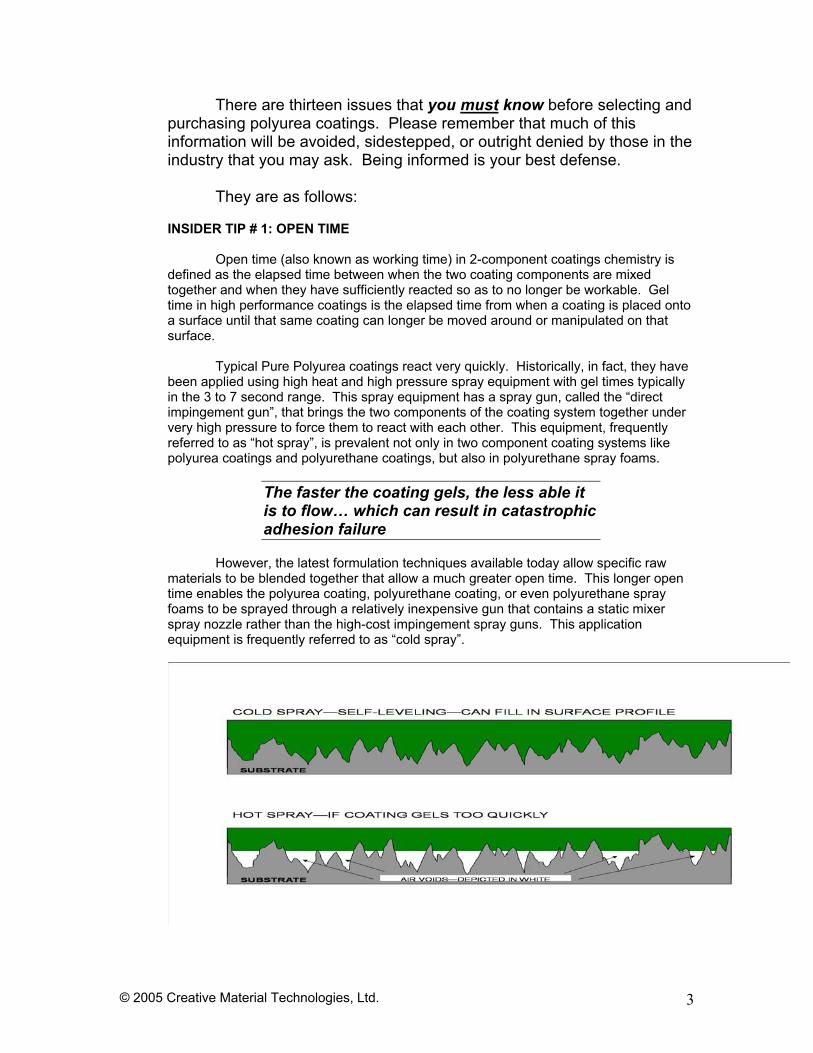
The faster the coating gels, the less able it is to flow… which can result in catastrophic adhesion failure
However, the latest formulation techniques available today allow specific raw materials to be blended together that allow a much greater open time. This longer open time enables the polyurea coating, polyurethane coating, or even polyurethane spray foams to be sprayed through a relatively inexpensive gun that contains a static mixer spray nozzle rather than the high-cost impingement spray guns. This application equipment is frequently referred to as “cold spray”.
© 2005 Creative Material Technologies, Ltd. 4
The point to understand about Open Time is that the faster the coating gels, the less able it is to flow into and conform to the “landscape” -known as surface profile or anchor profile- of the surface that is being coated. You may hear coatings people talk about the “wet out” properties of a particular coating product. The property of “wet out” or “wetting out” of a coating is that coating’s ability to conform to all of the surface profile, fill in all of the little valleys and crevices, and thereby obtain a good mechanical bond. The graphic above visually demonstrates the point. Of course, everyone wants a fast cure product, but if it is too fast to conform to the surface profile (wetting out), you risk catastrophic adhesion failure.
“FAST GEL TIME IS GOOD, BUT NOT AT THE EXPENSE OF ADHESION”
INSIDER TIP # 2: THE “NO VOC’S” CLAIM The original definition of a Volatile Organic Compound (VOC) was any organic compound with a vapor pressure (higher than 0.1 millimeter of mercury) that allows it to enter the atmosphere quickly and easily. VOC’s typically lower the viscosity (or thickness) of the coating chemicals and enable the chemicals to be more easily sprayed. Most solvents meet the original definition of a VOC, and therefore, also enter the atmosphere quickly and easily.
ZERO VOC’S DOES NOT MEAN NO SOLVENTS However, and this is the “secret” not commonly known: not all solvents are VOC’s. Therefore, a shrewd coating supplier can incorporate either non-VOC solvents or even exempt solvents (An exempt solvent is a solvent compound that by all characteristics is a VOC according to the original definition, but has been exempted from the law for some reason.) into their formulated products. They now, by definition, have a non-VOC product. There are companies that will sell a product labeled as “ZERO VOC” that contains non-VOC solvent, but never disclose that fact on the label.
By using a non-VOC solvent to disperse the resins, the formulators can use
much cheaper resin raw materials. On the other hand true 100% solids resin materials, while being more expensive, have a low enough viscosity to be cold sprayed without the use of any type of recognized solvent. In summary, BEWARE of the phrase ZERO VOC’s or NO VOC’s; they do not automatically mean “SOLVENT-FREE” or “NO SOLVENTS”.
You can further investigate whether a coating in fact has NO SOLVENTS vs. only
No VOC’s by looking for some of the solvents that have been defined as “exempt solvents” in the United States. These include:
• Acetone • Methyl Acetate • Volatile methyl siloxanes • Parachlorobenzotrifluoride (PCBTF) • Methylene chloride • A wide range of chlorofluorocarbons
You may find these listed either on a side panel of the packaging or in the MSDS (Material Data Safety Sheet). An MSDS should always be made available to you upon request of the product manufacturer. Some manufacturers provide MSDS's on their website. THE MAIN PRODUCT LABEL MAY NOT BE TELLING “THE REST OF THE STORY”
© 2005 Creative Material Technologies, Ltd. 5
INSIDER TIP # 3: SOLVENTS VS. NO SOLVENTS With solvent or water in the coating system, the formulator must allow for that solvent or water to evaporate through the coating. Therefore, by design, the formulator must plan for enough space between the polymer “threads” of the coating to allow the solvent or water molecules to escape through the coating itself while it is drying or curing.
Coatings that contain solvents or water are inherently more porous than coatings that
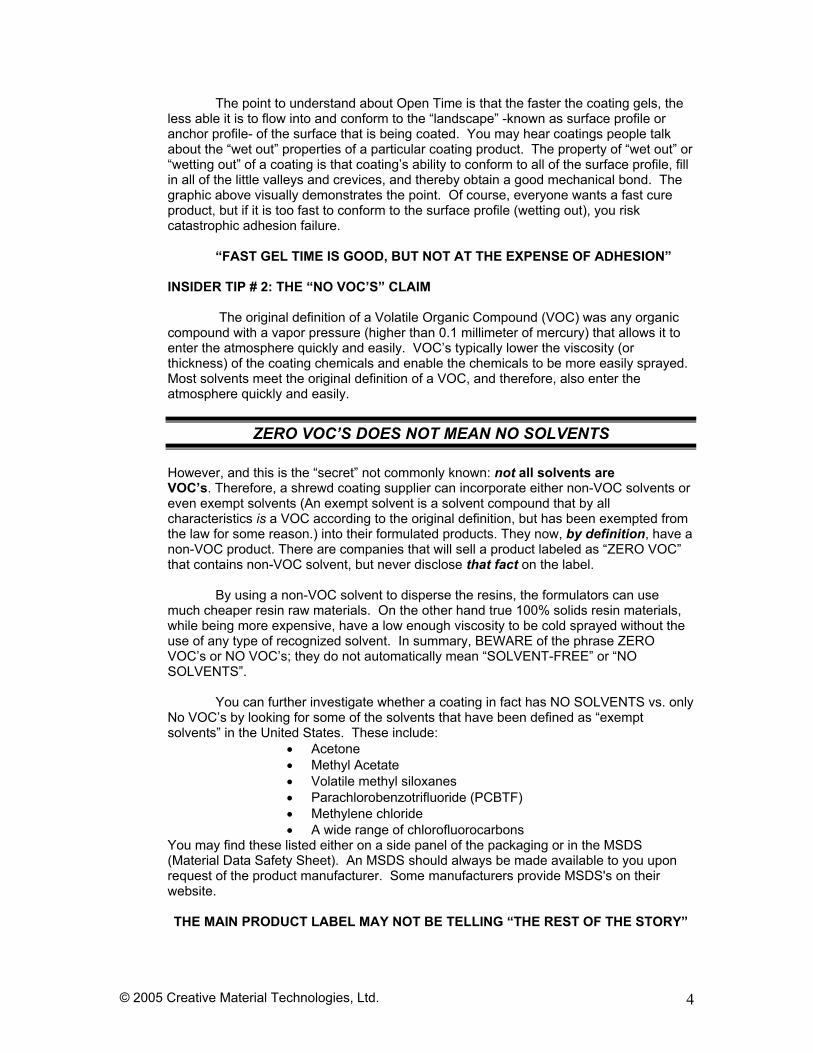
are truly 100% solids. However, if there is enough space to allow the molecules to pass out, you should be concerned that there is also enough space for those same molecules to come back in. That coating may be unable to stop water or other contaminants from passing through the coating. This is Crosslink Density – a term to know and that will be discussed in the next section. Further, when you apply a coating that has 50% solids and 50% water or solvent you are paying for materials that will not help to protect your surface. This is because the solvents and/or water “volatilize” or evaporate out through the coating surface leaving you with only half of the coating thickness that you had brushed or sprayed on. Possessing only half of the thickness in applications that involve any abrasion or wearing away of the coating means that you have only half of the protection or half of the service life that would have been possible with a coating that had no solvents or water. In addition, a coating that contains any solvent and/or water has significant limitations in their application thickness. The coating formulator knows that the solvent and/or water must escape the coating “film” as the coating dries or cures or it will bubble, blister, and peel. So if the applicator paints the coating on too thick and the solvent/water does not get through the coating “film” before the top of the coating “sets up” the coating will fail. Unfortunately, since coatings wear away through atmospheric abrasion, UV exposure, and other effects at a certain rate per year having a thin coating means that the coating will be likely to fail earlier than if the coating was thicker. This leads to people having to do multiple coats of coating to try to get longer service life. On the other hand, coatings that contain no solvents or water can typically be applied at virtually any coating thickness. The benefit of having a 100% solids, no solvent or water coating is visually depicted below:

© 2005 Creative Material Technologies, Ltd. 6
INSIDER TIP # 4: CROSSLINK DENSITY The way the polymer threads are woven together and the density or packing of those threads is called crosslink density. The higher the crosslink density - the better the barrier-type properties of a coating system.
The higher the crosslink density - the better the barrier-type properties of a coating system.
To illustrate the different crosslink density of two different polyurea coating
system formulas, let’s take the example of chain link fence vs. chain mail armor. Each of them is made of metal. Each of them is “woven” together. Each of them offers a certain level of protection. If a circus performer were to throw an ax at you, you could feel equally confident of your safety by standing behind either a section of chain link fence or a section of chain mail armor. In both cases, the “molecule size” of the ax cannot penetrate the “crosslink density” of your “formula”. However, if that same circus performer were to throw a razor sharp 7” balanced knife at you, you will probably not feel the same level of confidence standing behind the fence as you would the armor! Why is that? The “crosslink density” of the armor does not allow the “small molecule” [knife] to pass through.
WHICH WOULD YOU WANT FOR PROTECTION?
CHAIN MAIL OR CHAIN LINK FENCE Comparing coatings, all crosslink densities are not the same in polyurea coating
systems. Although similar, the end results and, in essence, the level of protection offered, can be very different from one formula to another.
Coatings with NO solvents or VOC’s of any kind by design have the capacity of exhibiting the highest crosslink density
Coatings that truly have no solvents or VOC’s of any kind (listed, exempt, or
other) by design have the capacity of exhibiting the highest crosslink density. In summary, do not be deceived or misled...the use of any solvent in a coating
system is both a safety concern as well as a performance concern.
The use of any solvent in a coating system is both a safety concern
and a performance concern
© 2005 Creative Material Technologies, Ltd. 7
INSIDER TIP # 5: THE “ONE SIZE FITS ALL FALLACY” Polyurea coatings and Polyurea Hybrid coatings are generally both high performing and weather tolerant in ambient application conditions of both high and low temperature. Polyurea coating tends to be highly flexible, waterproof, and, in short, a good, tough, all-around coating. However, substrate (surface) conditions, application conditions, product usage, application options, chemical exposure considerations, atmospheric exposure considerations, and other factors must be considered when selecting both a coating system and the coating system supplier.
Many factors must be considered when selecting both a coating system and the coating system supplier.
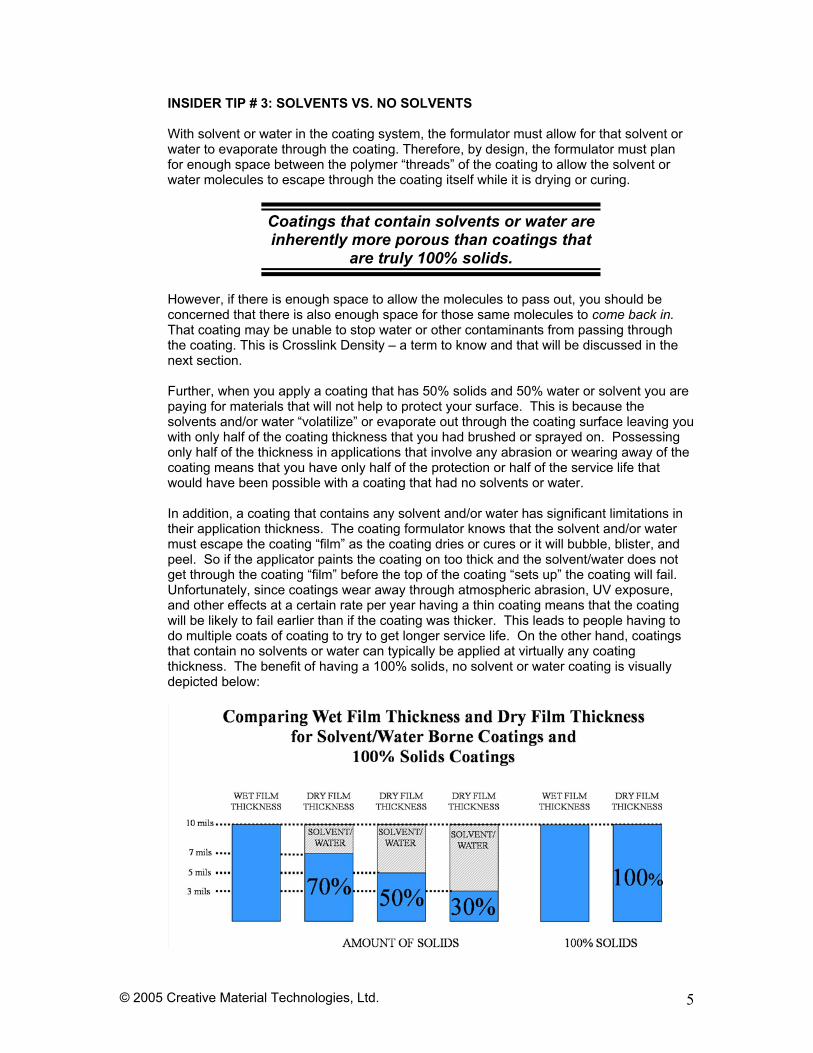
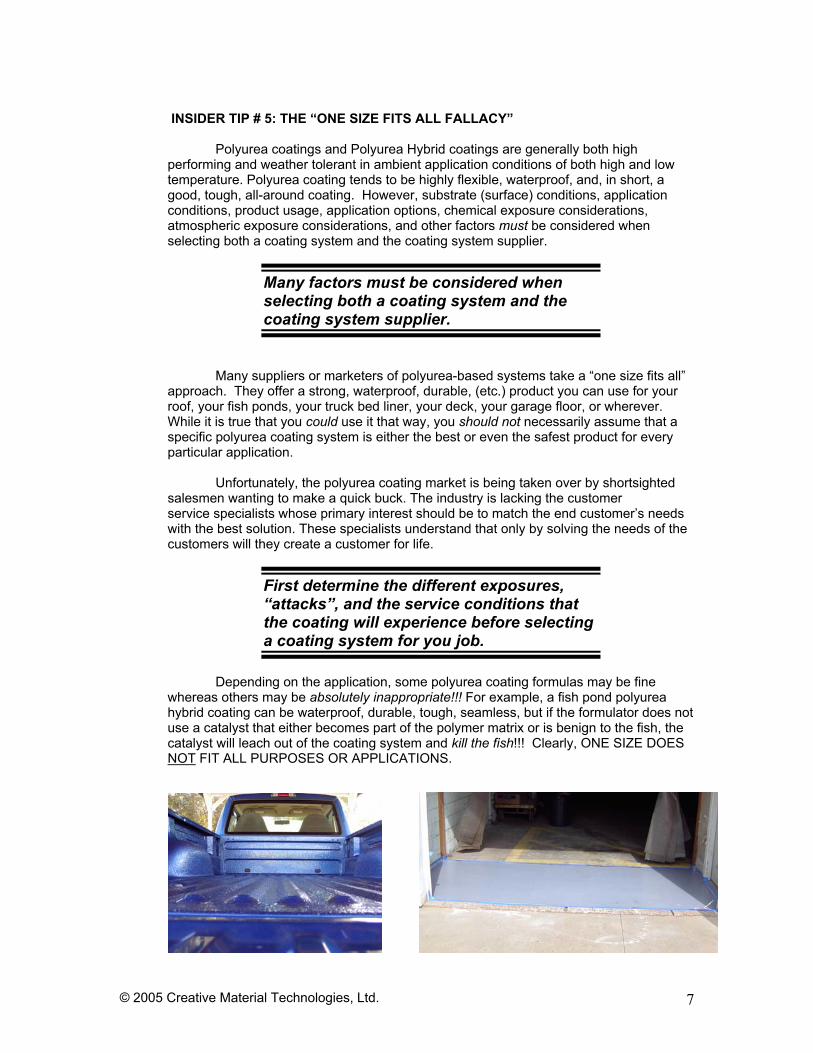
Many suppliers or marketers of polyurea-based systems take a “one size fits all”
approach. They offer a strong, waterproof, durable, (etc.) product you can use for your roof, your fish ponds, your truck bed liner, your deck, your garage floor, or wherever. While it is true that you could use it that way, you should not necessarily assume that a specific polyurea coating system is either the best or even the safest product for every particular application.
Unfortunately, the polyurea coating market is being taken over by shortsighted
salesmen wanting to make a quick buck. The industry is lacking the customer service specialists whose primary interest should be to match the end customer’s needs with the best solution. These specialists understand that only by solving the needs of the customers will they create a customer for life.
First determine the different exposures, “attacks”, and the service conditions that the coating will experience before selecting a coating system for you job.
Depending on the application, some polyurea coating formulas may be fine
whereas others may be absolutely inappropriate!!! For example, a fish pond polyurea hybrid coating can be waterproof, durable, tough, seamless, but if the formulator does not use a catalyst that either becomes part of the polymer matrix or is benign to the fish, the catalyst will leach out of the coating system and kill the fish!!! Clearly, ONE SIZE DOES NOT FIT ALL PURPOSES OR APPLICATIONS.
© 2005 Creative Material Technologies, Ltd. 8
INSIDER TIP # 6: THE “100% SOLIDS” CLAIM Many producers of protective coatings try to impress their customers by claiming “100% Solids”. This title suggests that their product contains no solvents. However, they do not discuss the amount of fillers, additives, and other non-resin components that they add to the product to reduce its cost (and performance) and increase their own profit. The resin, by the way, is what brings the physical properties to the coating, not the fillers.
Remember, resins build physical properties while fillers typically only build volume.
These companies are giving you a product that is both inexpensive and CHEAP! Avoid the lie that you need 250 mils to get a good coating strength. Is this possibly a result of the 40% filler they have in their system? A high performance coating that uses quality raw materials will not need the same thickness to match or exceed the performance of a cheap, filler-laden coating.
THICKER IS NOT NECESSARILY BETTER.
INSIDER TIP # 7: THE HOT SPRAY/COLD SPRAY - SAME FORMULATION CLAIM Some producers of polyurea-based coatings claim that their product can be either hot sprayed or cold sprayed and that it does not make a difference. WARNING: a product designed to be hot sprayed may be able to get through a static mixer and be sprayed without heat. However, the physical properties will not be the same as a formula specifically designed for a cold spray system. If you are currently spraying (or considering spraying) with non-heated equipment, be sure to seek out a formulator that understands cold spray and its demands. That supplier should design products specifically for cold spray and not just as a crossover “me too” modified formula sale of their hot spray products. While there are digital camera phones that take decent pictures, experts in the field agree that if you want high quality pictures you should get yourself the right tool for the job – a digital camera!
In the past, formulators trying to achieve longer open times have used additives
to simply slow down a formula originally designed for “hot spray” systems. These attempts generally resulted in less than satisfactory coating performance because the open times that many coating suppliers were able to achieve was still too fast for optimum “cold spray” performance.
Best coating performance results when a coating has been specifically designed for the use application and the equipment that
will be applying that coating. The best “cold spray” results come from formulas specifically designed from the
beginning to be used with a “cold-spray” system. The advanced raw materials that make this possible, however, tend to be more expensive than the raw materials used for “hot spray” formulations. Therefore, longer open time means higher raw material cost, and therefore higher product cost.
© 2005 Creative Material Technologies, Ltd. 9
INSIDER TIP # 8: CUSTOMER TECHNICAL SERVICE There are a growing number of resellers, private labelers, sales representatives, naming distributors, brokers, and other sales people who are not the original manufacturer of the polyurea coating product. Most of these are interested in getting the sale (your money and their commission). While they may have a great story and presentation when everything is going well, they do not have the technical support team behind them to answer your questions and help you to solve the problems that will inevitably arise.
. A number of contractors have confided that everything was wonderful with their polyurea coating supplier until there was
a technical question or problem. Ask the probing questions. Do they manufacture, formulate, or just sell? If they
sell, Okay, but does the company they sell for support them with technical expertise that will be your lifeline. A number of contractors have confided that everything was wonderful with their polyurea coating supplier until there was a technical question or problem. At that point they could not even get a return phone call! Why would this occur? Because not only does the salesperson have no answers, they also do not have any way of getting an answer. Make sure you will be able to get technical help when needed.
Does the person selling you the coating have the technical answers or the access to
someone that does?
INSIDER TIP # 9: THE POLYUREA HYBRID COATING LIE Because many producers are looking at their own bottom line rather than serving their customer, the industry has unfortunately entered into a place where apples are not apples. For example – a customer is told that a supplier has a polyurea hybrid and that a hybrid will outperform polyurethane because of the polyurea component of the formula.
All polyurea hybrid coatings are not created equal. Most customers would take this at face value and not understand the importance
of taking this to the next level... if the polyurea component is the determining factor that boosts the physical properties, how much, exactly, of the “hybrid” product is actually polyurea coating and how much is polyurethane. One supplier could offer an 80% polyurea coating/20% polyurethane mix to get one level of performance. Another supplier could have a 50/50 ratio to have a “perfectly balanced” blend. And still another supplier could use a 99% polyurethane/1% polyurea coating system. While each of them would be correct in calling their product a “Polyurea Hybrid”, the customer is going to be purchasing a coating with drastically different performance characteristics.
Know what you are buying! Every contractor will need to either find specifiers that
understand this key difference or be willing to train the specifiers that they work with.
© 2005 Creative Material Technologies, Ltd. 10
There are too many coating specifiers that are not aware of this somewhat subtle and [up until now] very understated and closely held point.
INSIDER TIP # 10: THE “ALIPHATIC” LIE UV-stable products, in theory, should have very little loss of gloss or color fade over time even when exposed to sunlight. Non-UV-stable products, on the other hand, will first lose gloss when exposed to sunlight, then fade and/or yellow, and then, eventually, experience polymer breakdown and coating failure. By definition, aliphatic polyurea coating systems are UV stable while aromatic polyurea coating systems are not UV stable. Pure and simple, right? Not so fast.
A number of polyurea coating producers have introduced their “UV-stable”
products into the marketplace under the guise of a labeling deception similar to that of the “hybrid” products. Although a number of aliphatic systems are truly 100% aliphatic, there are too many “aliphatic” products out there that are, in fact, some type of aliphatic and aromatic blend! By the this point you should see it coming... some producers will make a blend that is only 51% aliphatic and 49% aromatic and still claim it is an aliphatic product. While there is some argument for this being true, what is the customer being told?
If purchasing an “aliphatic” system, ask them about the percent of aliphatic
materials in their product. Get the Material Safety Data Sheet (MSDS) on the product and look for yourself. An aliphatic polyurea coating will contain only IPDI and-or HDI isocyanate (Side A) component. An aromatic polyurea coating uses MDI or TDI isocyanate. Since MDI and TDI are not UV stable, you should not see either of them in a truly aliphatic product. Even a non-chemist can determine this fairly easily.
As of the time of this article, the terms aliphatic and aromatic have not yet been
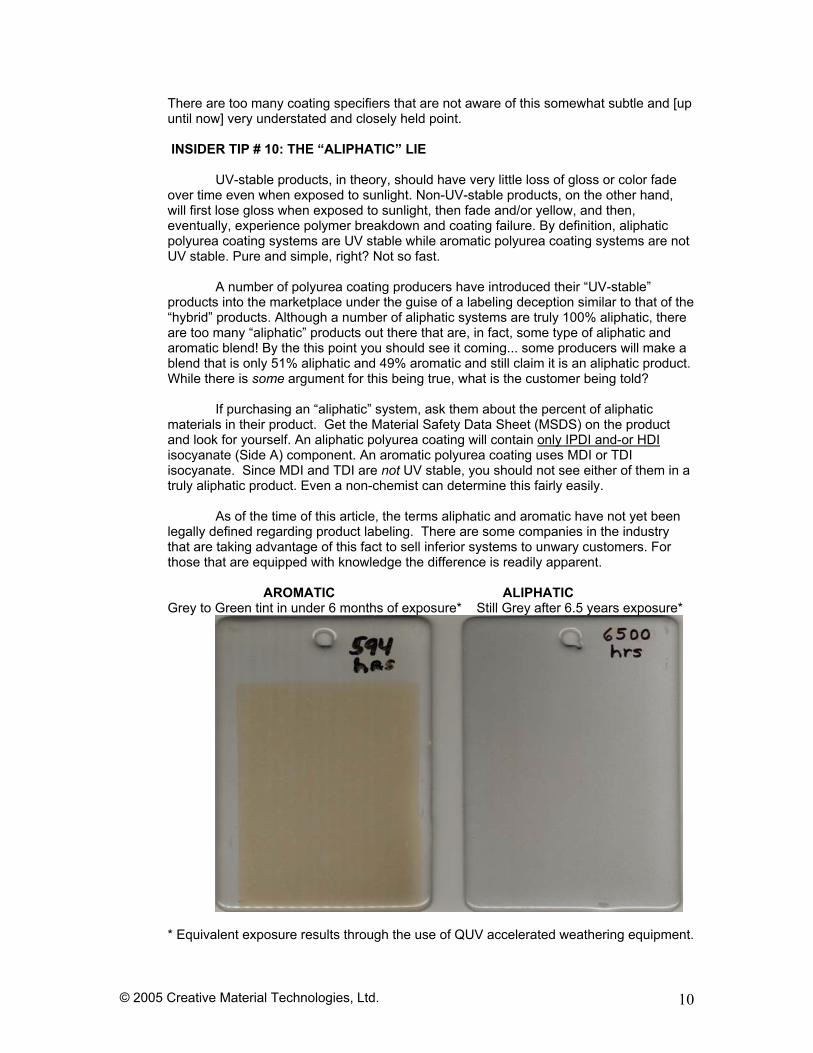
legally defined regarding product labeling. There are some companies in the industry that are taking advantage of this fact to sell inferior systems to unwary customers. For those that are equipped with knowledge the difference is readily apparent.
AROMATIC ALIPHATIC
Grey to Green tint in under 6 months of exposure* Still Grey after 6.5 years exposure*
* Equivalent exposure results through the use of QUV accelerated weathering equipment.
© 2005 Creative Material Technologies, Ltd. 11
INSIDER TIP # 11: SAFETY ISSUES There are many safety issues surrounding polyurea coating handling and application. Appropriate personal protective equipment (PPE) should always be used according to the polyurea coating system and the application equipment being used. Especially in today’s litigious society and OSHA regulations, the safety of applicators, observers, and unknowing passersby is critical.
. Appropriate personal protective equipment (PPE) should always be used.
That being said, it is this writer's opinion that the PPE cannot and should not be
the only way to stay safe. It must be brought to light that the real risk to the polyurea coating spray applicator stems from the actual chemistry itself. One must understand that these materials are reactive and, even though they can be touted as "Environmentally Friendly" [once cured], they must be respected and handled with caution during application. That being said, safer formulations should be and must be available to the applicators that would choose to limit their risk exposure while handling and applying the coating.
The real risk to the polyurea coating spray applicator is from the actual polyurea
chemistry, itself. The second part of the safety issue is directly aimed at the isocyanate MDI.
While MDI has a variety of forms, it is well known that exposure to vapor or small particle MDI can cause sensitization, health related problems, and death. To date there have been at least four deaths attributable to MDI overexposure. The causes of these deaths have been investigated and one result is a report that will be published shortly by the federal government. Unfortunately, the investigation only looks at what happened with these deaths and the personal protective equipment that should be used - not what can be done to mitigate and reduce these risks from an equipment or application method viewpoint.
We should look at what can be done with new equipment or different application
methods to reduce health risks. Indeed, it is the opinion of the author that different application methods and/or
techniques along with different equipment options can greatly reduce risks arising from spraying polyurea type coatings. Unfortunately, the large equipment manufacturers have no incentive to bring attention to these factors since employing safer spraying parameters would include not purchasing or using their present equipment.
A number of contractors have expressed genuine concern over safety. Others
have almost jokingly suggested that they have their guys spray the cheapest stuff available and “hope they don’t die on the job.” While this is [hopefully] just a bit of dark humor on their part, is it really that far away from the truth?
© 2005 Creative Material Technologies, Ltd. 12
Common sense suggests to follow safety precautions, cover the skin, wear eye
protection, and, of course, use a NIOSH approved respirator. If spraying isocyanate based (MDI or other) material, you should wear a respirator at all times and a supplied air respirator if spraying in a confined space.
It would be unwise to only consider respiratory protection in assessing the
equipment necessary to manage the health risks posed by spraying polyurea types of coating systems. Of considerable concern when spraying polyureas, polyurethanes, and polyurea hybrid materials using high pressure spray equipment is the increased risk of skin contact from spray mist.
Anyone that has experienced high pressure spraying (“hot spray”) is familiar with the mist cloud that forms in the spray area.
Anyone that has experienced high pressure spraying (“hot spray”) is familiar with
the mist cloud that forms around the spray area and moves with any air movement. This mist contains reacted, reacting, and unreacted particles of isocyanates, amines, polyols, or other additives that were included into the original formulation. Therefore, it is recommended that not only the body (skin surfaces) should be fully covered, but also that a full face respirator be used so as to protect the eyes and facial skin from the coating mist moving around the sides of protective eyewear or face shields and being deposited onto the skin. A hooded suit or “head sock” may also be worn to protect the head(s) of those within the spray area.
The matter that is not generally discussed in the trade papers is the link between particle size and potential health risks.
The heart of the matter that is not generally discussed in the trade papers is the
link between particle size and potential health risks. There is, in fact, a direct relationship between smaller particle size and a higher likelihood that the particle could pass through or around your safety equipment and/or be deposited on something that you will touch later when you are not wearing gloves. Exposure to the chemicals can in fact result before, during, or after the actual spraying. Therefore, it is essential to consider personal protection during the entire process of arrival, taping or masking out, equipment setup, substrate preparation, test spraying, actual job spraying, unmasking or untaping, clean up, and loading your truck.
It makes sense that larger particle size application equipment, for many
applications, should be considered the safer alternative.
Further, since smaller particle sizes are suspended in the air more easily and are
more easily passed through or around safety equipment, it makes sense that larger particle size application equipment should be considered the safer alternative. This equipment is, namely, cold spray and warm spray low-pressure equipment.
© 2005 Creative Material Technologies, Ltd. 13
INSIDER TIP # 12: SURFACE/SUBSTRATE PREPARATION
Polyurea coating has been talked about as a "revolutionary chemistry" that can
be applied down to -35˚ F and withstand water exposure almost immediately. As good as the technology is, however, the truth is that no coating chemistry can make up for an improperly prepared surface. Ask anyone in the industry. They will tell you that most failures are a direct result of poor surface preparation.
In fact, polyurea was touted in its infancy as the coating that would cure on any
substrate. The result was many early polyurea jobs failed because the coating cured all right but the coating did not stick to the substrate. The end result was a catastrophic adhesion failure for the job and a pubic relations problem for the polyurea industry at large. The performance properties of a coating system does not eliminate the user from making sure that the coating system has something structurally sound and clean to adhere to. This is not ¨magic dust¨, it is still coating chemistry.
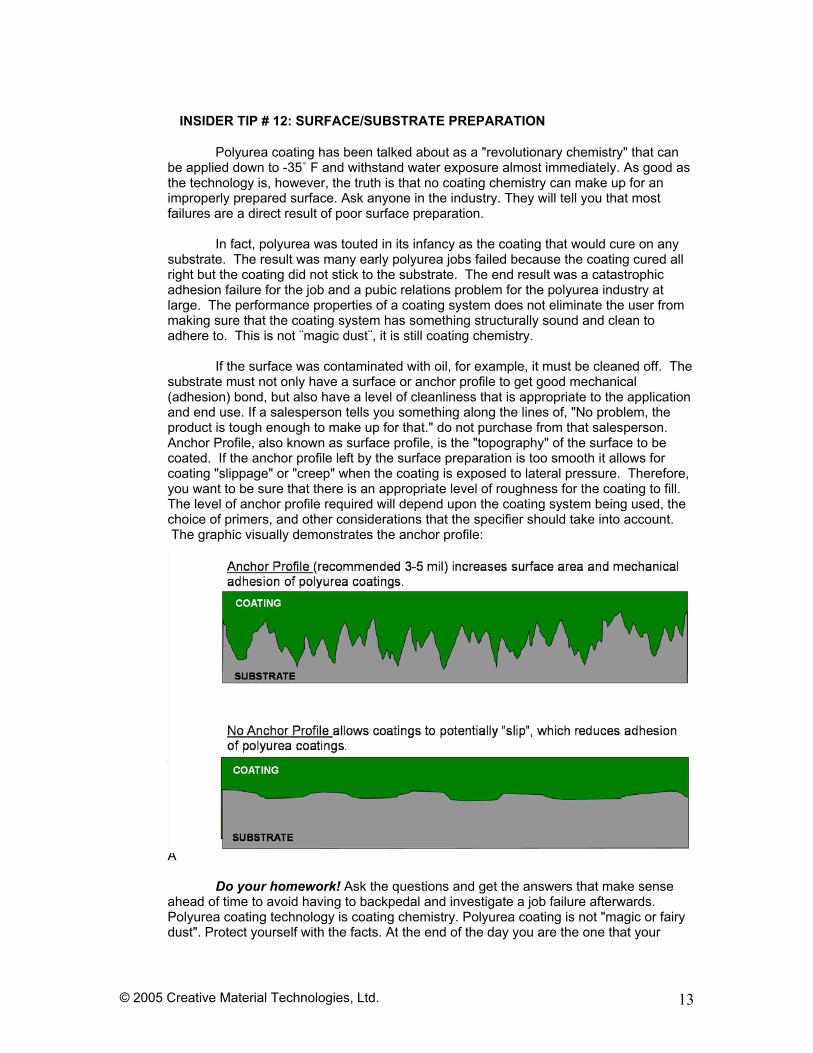
If the surface was contaminated with oil, for example, it must be cleaned off. The
substrate must not only have a surface or anchor profile to get good mechanical (adhesion) bond, but also have a level of cleanliness that is appropriate to the application and end use. If a salesperson tells you something along the lines of, "No problem, the product is tough enough to make up for that." do not purchase from that salesperson. Anchor Profile, also known as surface profile, is the "topography" of the surface to be coated. If the anchor profile left by the surface preparation is too smooth it allows for coating "slippage" or "creep" when the coating is exposed to lateral pressure. Therefore, you want to be sure that there is an appropriate level of roughness for the coating to fill. The level of anchor profile required will depend upon the coating system being used, the choice of primers, and other considerations that the specifier should take into account. The graphic visually demonstrates the anchor profile:
D
o your homework. A
Do your homework! Ask the questions and get the answers that make sense ahead of time to avoid having to backpedal and investigate a job failure afterwards. Polyurea coating technology is coating chemistry. Polyurea coating is not "magic or fairy dust". Protect yourself with the facts. At the end of the day you are the one that your
© 2005 Creative Material Technologies, Ltd. 14
customer will either give repeat business and referrals to or drag your name through the mud. It’s your choice.
INSIDER TIP # 13: PRODUCT DEVELOPMENT Many polyurea coating system suppliers will be happy to sell you a product "off the shelf" that they claim will meet your unique need. It is at this point that we say that polyurea coatings are like insurance… it is something that should be purchased, not sold. It should be purchased upon your unique situation and needs and not sold to you by a salesperson that just wants to make their commission. How do you tell if their primary agenda is to make a sale or to truly meet your needs? Ask what projects the supplier has worked on recently where they were able (or willing) to either customize a formulation to a specific end use or to actually develop a product specifically for that end use. Be prepared to hear a lot of excuses or "dead air".
High performance coatings should be purchased based upon the job's application requirements and needs… not sold to you by a salesperson that just wants to make
their commission. Look for a supplier that is willing to listen and spend time understanding your real
needs. When you find a company that can do this, you have found a "business partner" that you can count on and should work with throughout your career. They may not be the cheapest, but you know what they say about getting what you pay for. This supplier clearly understands that the true bottom line is not only the profit made, but also just as importantly the problems and risks avoided that the customer may not even realize existed. This supplier will know and understand some of the needs or requirements of the coating application, and therefore the needs that customer himself may not even realize he has.
Look for a supplier that is willing to listen and spend time understanding your real
needs.
WHO WE ARE:
Creative Material Technologies, Ltd., located in Palmer, Massachusetts was founded, and operate, with the belief that a business can only succeed if it truly serves its customers needs. Our belief drives our commitment to customer service, research and development, market development, and business entrepreneurial development. Our commitment has led us to develop and introduce high-performance products that solve real world problems while still being friendly to the environment. We are focused on solutions rather than limiting ourselves to only what one coating technology may allow. Our background in raw materials and our access to over 40 years of coating formulation expertise enables us to bring capacity to that commitment.
© 2005 Creative Material Technologies, Ltd. 15
We offer options for many home and building problems faced by owners and maintenance staff alike. By providing the latest in available technologies to better serve our customers needs, we often find ourselves without competition. Our focus is primarily on our customers rather than company profits. It has been said that if you help enough other people get what they want or need, you will end up getting what you want or need. We firmly believe that is a great way to run a business and we want to grow by creating satisfied, repeat customers that tell others about us. Contact us today to find out more about our solution for your building problem. We look forward to serving you!
Call us at (413) 284-0000 or visit us at one of the following websites. www.creativematerial.com site for raw material and custom services www.dynasolv.com product site for formulated products
designed for DIYérs and Professionals www.dynalinerspray.com product site for spray on truck bed liners www.clearbedliner.com product site for “The Original Clear
Bedliner” for spray on truck bed liners and more…
www.polyureasupplier.com product site focusing on polyurea and
polyurea hybrid products www.surewoodsystems.com site describing innovative product
solution(s) for outdoor exposed wood (decks, playscapes, and more)
www.voyagerspray.com site for our line of proprietary low pressure
application spray equipment