Embed Size (px)
Citation preview
1
INDICE:
Diagrama metaestable Fe-C para la zona de las fundiciones. Influencia del Si. Influencia del S y Mn, Influencia del P. El grafito. La cementita, la ferrita, la ledeburita, la perlita dentro de las fundiciones grices. La transformación a la temperatura de Eutectoide.

2
FUNDICIONES DE HIERRO
Las fundiciones blancas son aleaciones Fe-C cuyos procesos de solidificación y de transformación se realizan de acuerdo con las leyes generales del diagrama Fe-C metaestable, que se utiliza para el estudio de los aceros.

3
FUNDICIONES DE HIERRO
Están constituidas fundamentalmente por perlita y cementita
En la microestructura, grupos de grandes cristales negros de perlita, derivados de la austenita primaria.
Esos núcleos negros están rodeados por agrupaciones seudoeutecticas derivadas de la ledeburita, formadas por cementita y perlita

4
FUNDICIONES DE HIERRO
Las fundiciones blancas hipereutecticas, tienen muy poco interés industrial, están formadas por grandes masas de cementita primaria y agrupaciones de perlita y cementita derivadas de la ledeburita. Estas 2 clases de fundiciones blancas, junto con las eutecticas, presentan, fracturas blancas y brillantes y en general son muy duras, frágiles y tienen poca tenacidad.

5
FUNDICIONES DE HIERROEn las fundiciones grises, atruchadas, perlititas, nodulares etc pertenecen a una familia muy diferente de las fundiciones blancas.
En su microestructura además de ferrita, cementita y perlita, aparece un nuevo constituyente, el grafito, cuya formacion no pertenece al diagrama metaestable.
En las fundiciones grises y atruchadas el grafito aparece en forma de laminillas mas o menos dispersas en la masa del metal.
El carbono en forma de grafito ocupa un volumen mucho mayor que el combinado de las fundiciones blancas, por eso las fundiciones grises tienen un peso especifico menor que en las blancas ( 7,25 contra 7,7 Kg /dm³
En los procesos de solidificación las fundiciones blancas se contraen un 4,4%, las grises un 2,1% y los aceros un 5,2%
Fundición Gris Fundición Atruchada Fundición Blanca
Perlita
Grafito
Perlita
GrafitoGrafito
Ferrita

6
FUNDICIONES DE HIERRO
Las diferencias que existen entre las fundiciones del diagrama metaestable y las reales son debidas a la presencia de silicio en proporciones que varían desde 0,6 al 3,5 %.
El silicio se presenta en forma de siliciuro de Fe disuelto en la ferrita, en la metalografía no se distingue. En proporciones entre 0,1 al 0,5 % no ejerce influencia,
La diferencia del % de Si, nos indica el tipo de fundición que tenemos, con 0,5% de Si, es fundición blanca. Con 2,5% Si tenemos fundición gris.

7
FUNDICIONES DE HIERRO
En las fundiciones, además del Si y la velocidad de enfriamiento, también tiene una gran influencia en la formacion de grafito los contenidos de C,S y Mn.
El carbono favorece la grafitizacion, una influencia similar a la del Silicio. En tanto la presencia del Mn y el S ejercen una influencia contraria.
Influencia del espesor de la pieza
La velocidad de enfriamiento, depende del espesor y del tipo de molde empleado.
Los enfriamientos rápidos tienden a formar fundición blanca y los lentos favorecen la formacion de grafito

8
FUNDICIONES DE HIERRO

9
FUNDICIONES DE HIERRO
El diagrama Fe – C de los aceros y fundiciones blancas se llama diagrama metaestable, donde el contenido de Si es bajo.
Las fundiciones grises se estudian con el diagrama estable, este diagrama esta levantado y corrido hacia la izquierda (línea de puntos). El Si esta en un porcentaje entre 0,6 % y 3,5 %, los componentes de la aleación son Fe y grafito.
Formacion del grafito: La aparición del grafito en vez de cementita, es debida a la inestabilidad de la cementita en determinadas circunstancias y condiciones que hacen imposible su existencia y favorecen la formacion del grafito. El % de silicio y enfriamiento lento favorecen la formacion de grafito. La presencia de Mn, S y Cr favorecen la formacion de cementita y por lo tanto entorpecen la formacion de grafito.
En algunos casos el grafito se forma solo por exceso de C y en otros se produce por desdoblamiento de la cementita según la reacción
Fe3C 3Fe + C

10
FUNDICIONES DE HIERRO
Influencia del azufre (S).
El S se opone a grafitizacion del C y favorece la formacion de la cementita. Su influencia en ausencia del Mn es verdaderamente sencible. El S tiene una fuerte afinidad con el Mn y al combinarse ambos elementos forman sulfuro de manganeso, que no tiene ninguna influencia en la formacion de grafito o de la cementita.
El S cuando esta en proporsiones importantes forma SFe, y tiende a blanquear las fundiciones grises, aparece segregado en las zonas centrales cerca de la mazzarotta. Entonces ocurre que la zona central es mas dura que la periferia, a este fenómeno se lo llama “temple invertido”
Manganeso (Mn)
El Mn se opone lo mismo que el S a la formacion de grafito, favorece entonces la formacion de cementita.La proporción de Mn es de 0,4 al 1,5%.
Oxigeno (O)
El O es también un enérgico antigrafitizante, con % entre ,002 y 0,020, forma óxidos de Fe, Mn, Si,Al. Forma rechupes, la colabilidad disminuye.

11
FUNDICIONES DE HIERRO
Influencia del Fósforo (P)
El P se suele añadir a la fundición con el objeto de favorecer su colabilidad y se emplea cuando se quiere fabricar piezas de forma complicada o de carácter ornamental.
No ejerce influencia sobre el grafito. Su presencia aumenta la dureza y fragilidad.
La mejora de la colabilidad de las fundiciones por la presencia del P es debida a la formacion de un eutectico llamado Steadita, de bajo punto de fusion que suele aparecer en los contornos de los granos.
12
FUNDICIONES DE HIERRO
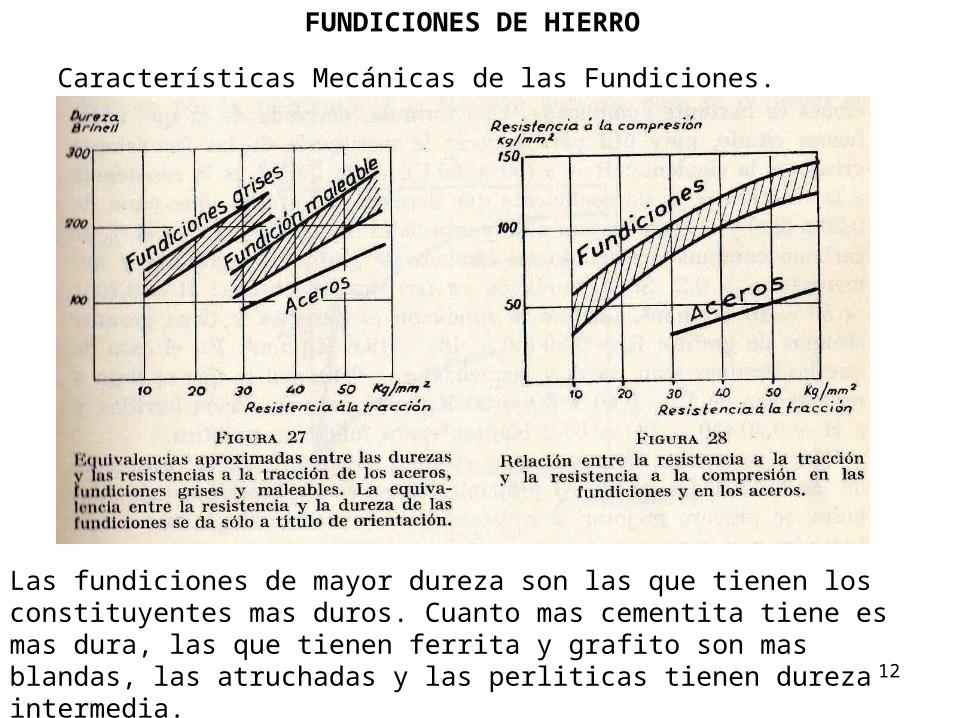
Características Mecánicas de las Fundiciones.
Las fundiciones de mayor dureza son las que tienen los constituyentes mas duros. Cuanto mas cementita tiene es mas dura, las que tienen ferrita y grafito son mas blandas, las atruchadas y las perliticas tienen dureza intermedia.
13
FUNDICIONES DE HIERRO
FUNDICIONES NODULARES:
La principal característica de las fundiciones nodulares es su resistencia a la tracción de 50 a 55 Kg/cm².
Se consigue con la adición de ciertas cantidades de cerio a la fundición liquida y el agregado además ferro-silicio o silico-calcio, le proporciona carbono que se transforma en esferoidal y se llega a eliminar todos vestigios del grafito laminar.
Como la adicion de cerio hace bastante complicada la fabricacion de fundiciones nodulares, se hicieron ensayos agregando magnesio con excelentes resultados. Si bien las fundiciones con Mg, pueden contener composiciones diversas, los mejores resultados se obtienen con porcentajes altos de C y Si. Se suelen emplear C= 3,5%, Si= 2,5%, C+Si= 6%, carbono equivalente de 4,4% a 4,7 %
14
FUNDICIONES DE HIERRO
FUNDICIONES NODULARES:
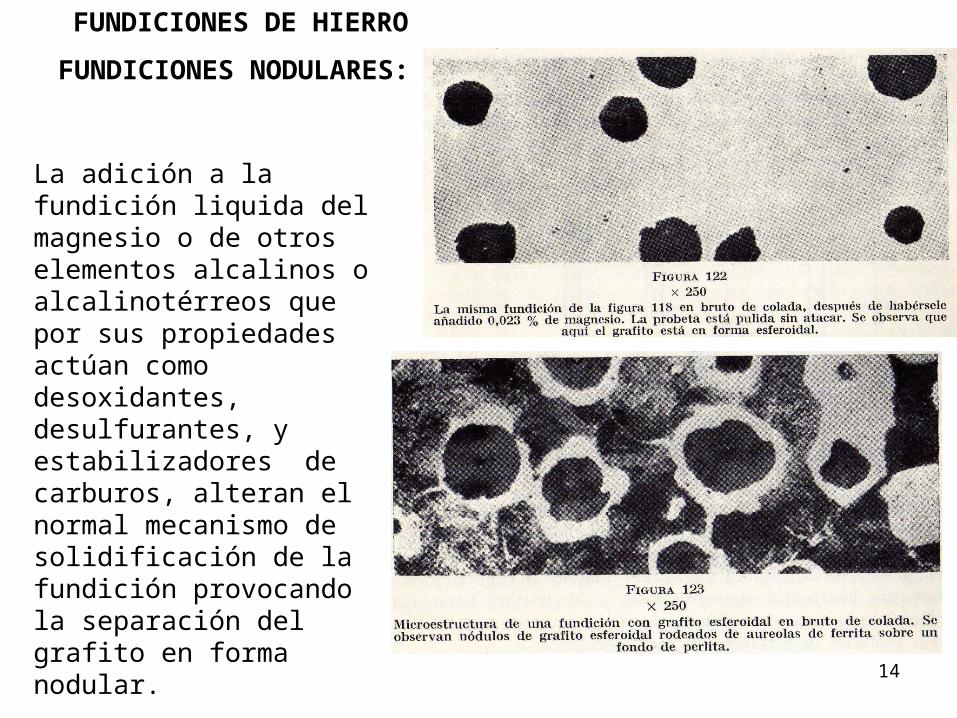
La adición a la fundición liquida del magnesio o de otros elementos alcalinos o alcalinotérreos que por sus propiedades actúan como desoxidantes, desulfurantes, y estabilizadores de carburos, alteran el normal mecanismo de solidificación de la fundición provocando la separación del grafito en forma nodular.
15
FUNDICIONES DE HIERRO
Fundición Nodular
Técnicas de la fundición
Cubilote
Cuchara de colada
Moldes
Modelos
Noyos
Moldeado
Carbono equivalente: CE= %C + 0,3 %Si + 0,33 % P – 0,027 % Mn + 0,4 % S
CE= %C + 1,3 %Si
CE= %C + 0,3 %Si + %P Este CE se usa para determinar si la aleación es hipoeutectica, eutectico, o hipereutectico, para una fundición de Fe 4,3 %C. Cuando esta fundición de Fe es usado para determinar la estructura final.
16
FUNDICIONES DE HIERROCast iron
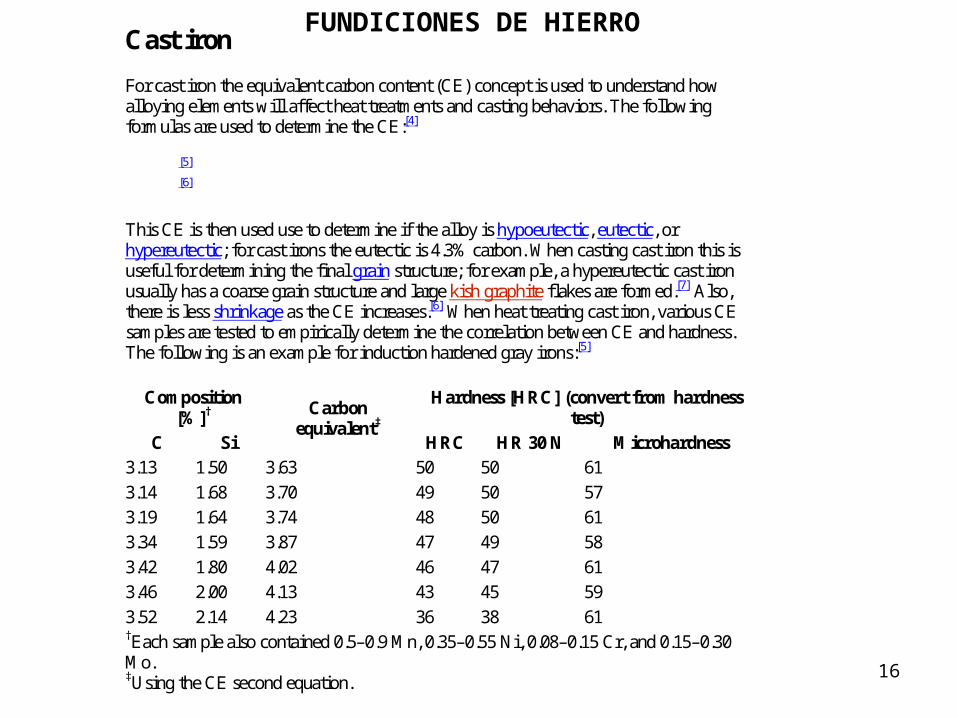
For cast iron the equivalent carbon content (CE) concept is used to understand how alloying elements will affect heat treatments and casting behaviors. The following formulas are used to determine the CE:[4]
[5] [6]
This CE is then used use to determine if the alloy is hypoeutectic, eutectic, or hypereutectic; for cast irons the eutectic is 4.3% carbon. When casting cast iron this is useful for determining the final grain structure; for example, a hypereutectic cast iron usually has a coarse grain structure and large kish graphite flakes are formed.[7] Also, there is less shrinkage as the CE increases.[6] When heat treating cast iron, various CE samples are tested to empirically determine the correlation between CE and hardness. The following is an example for induction hardened gray irons:[5]
Composition [%]†
Hardness [HRC] (convert from hardness test)
C Si
Carbon equivalent‡
HRC HR 30 N Microhardness 3.13 1.50 3.63 50 50 61
3.14 1.68 3.70 49 50 57
3.19 1.64 3.74 48 50 61
3.34 1.59 3.87 47 49 58
3.42 1.80 4.02 46 47 61
3.46 2.00 4.13 43 45 59
3.52 2.14 4.23 36 38 61 †Each sample also contained 0.5–0.9 Mn, 0.35–0.55 Ni, 0.08–0.15 Cr, and 0.15–0.30 Mo. ‡Using the CE second equation.

17
FUNDICIONES DE HIERROFUNDICION NODULAR
La fundición nodular, dúctil o esferoidal se produce en hornos
cubilotes, con la fusión de arrabio y chatarra mezclados con coque y piedra caliza. La mayor parte del contenido de carbono en el hierro nodular, tiene forma de esferoides.
Para producir la estructura nodular el hierro fundido que sale del horno se
inocula con una pequeña cantidad de materiales como magnesio, cerio, o
ambos. Esta microestructura produce propiedades deseables como alta
ductilidad, resistencia, buen maquinado, buena fluidez para la colada, buena endurecibilidad y
tenacidad. No puede ser tan dura como la fundición blanca, salvo que la sometan a un tratamiento térmico,
superficial, especial.

18
FUNDICIONES DE HIERRO
Este tipo de fundición se caracteriza por que en ella el grafito aparece en forma de esferas minúsculas y así la continuidad de la matriz se interrumpe mucho menos que cuando se encuentra en forma laminar, esto da lugar a una resistencia a la tracción y tenacidad mayores que en la fundición gris ordinaria. La fundición nodular se diferencia de la fundición maleable en que normalmente se obtiene directamente en bruto de colada sin necesidad de tratamiento térmico posterior.
19
FUNDICIONES DE HIERRO
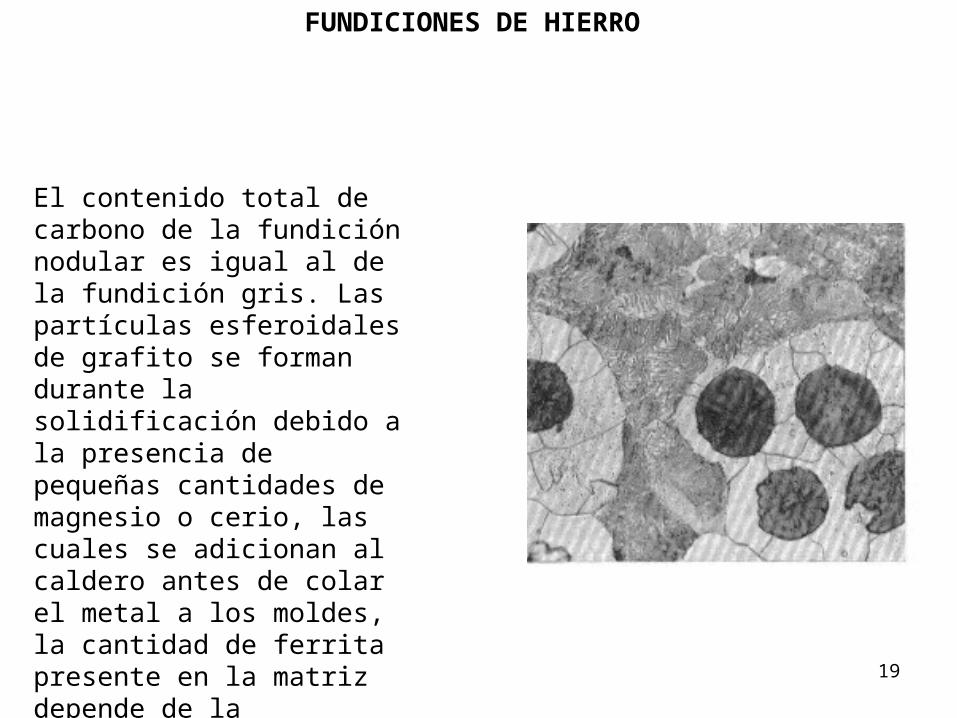
El contenido total de carbono de la fundición nodular es igual al de la fundición gris. Las partículas esferoidales de grafito se forman durante la solidificación debido a la presencia de pequeñas cantidades de magnesio o cerio, las cuales se adicionan al caldero antes de colar el metal a los moldes, la cantidad de ferrita presente en la matriz depende de la composición y de la velocidad de enfriamiento

20
Abril de 2006
SINOPTICO DEL PROCESO DE UNA FUNDICION DE HIERRO
10 PLANIFICACION DEL MATERIAL A FUNDIR
10 Arrabio, Chatarra, Fe/Mn,
10 Modelos, Noyos, Tierra de moldeo
10 Moldeo en coquilla
10 Limpieza de las piezas
20
30
40
50
60
70
80
Carga del Horno Cubilote
Control del material extraído
Colado en moldes
Rotura de los moldes
Eliminación de las coladas
Amolado de las rebabas
Granallado / arenado
Expedición90
31
32
33
34
Diseño y fabricac.del modelo
Diseño y fabric.del noyo
Preparación de la tierra de moldeo
Moldeo en la cancha
35 Moldes metálicos

21
FUNDICIONES DE HIERRO
• Los modelos sirven para hacer los moldes en tierra de moldeo .Los modelos mas comunes se hacen de madera Para grandes series se eligen materiales metálicos, aluminio o alguna de sus aleaciones. Nunca los modelos tienen las medidas de las piezas terminadas, debido al fenómeno de la contracción y del sobreespesor necesario para el mecanizado de las piezas.Contracción: es el achicamiento que sufren las piezas al pasar del estado líquido al sólido.La contracción es una característica de cada material, el modelista debe preveer este fenómeno
22
FUNDICIONES DE HIERRO
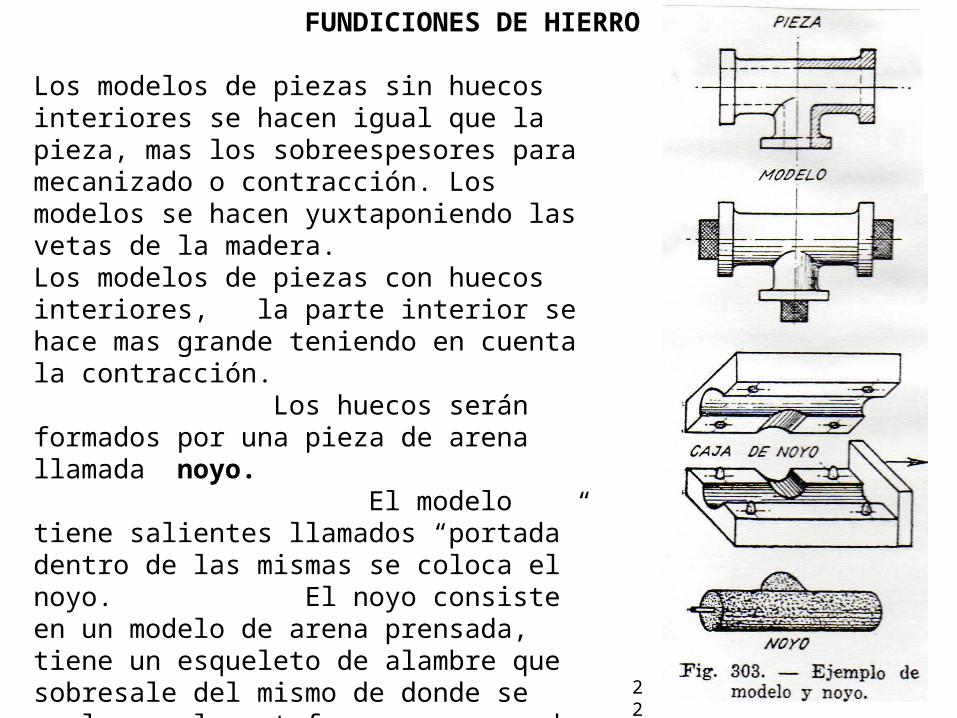
Los modelos de piezas sin huecos interiores se hacen igual que la pieza, mas los sobreespesores para mecanizado o contracción. Los modelos se hacen yuxtaponiendo las vetas de la madera. Los modelos de piezas con huecos interiores, la parte interior se hace mas grande teniendo en cuenta la contracción. Los huecos serán formados por una pieza de arena llamada noyo. El modelo tiene salientes llamados “portada” dentro de las mismas se coloca el noyo. El noyo consiste en un modelo de arena prensada, tiene un esqueleto de alambre que sobresale del mismo de donde se cuelga en la estufa para su secado. Cajas de noyo: son moldes que permiten fabricar el noyo, hay que tener las mismas precauciones que en los modelos.
22
23
FUNDICIONES DE HIERRO
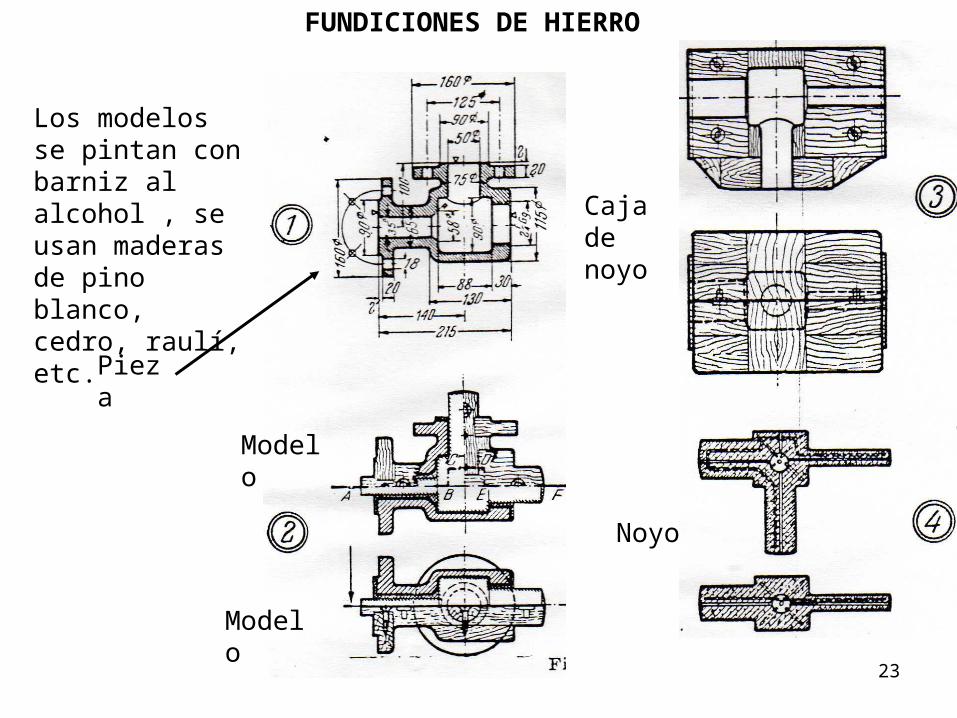
Los modelos se pintan con barniz al alcohol , se usan maderas de pino blanco, cedro, raulí, etc.
Pieza
Modelo
Modelo
Caja de noyo
Noyo

24
FUNDICIONES DE HIERRO
Noyo
Salida de gases
Colada con caída lateral a sifón
25
FUNDICIONES DE HIERRO
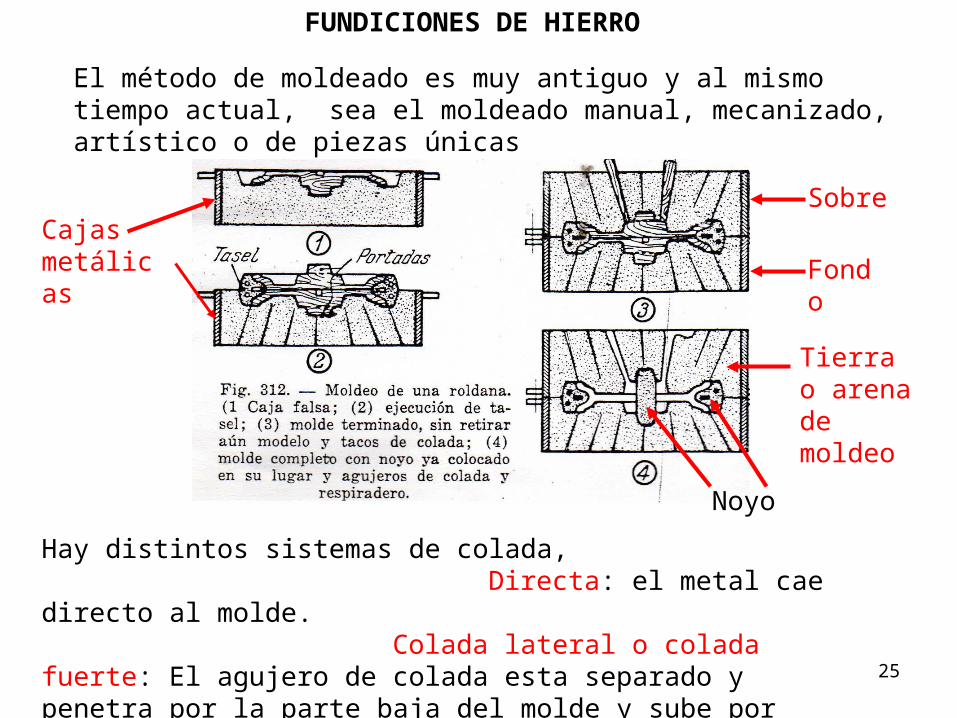
El método de moldeado es muy antiguo y al mismo tiempo actual, sea el moldeado manual, mecanizado, artístico o de piezas únicas
Cajas metálicas
Sobre
Fondo
Tierra o arena de moldeo
Noyo
Hay distintos sistemas de colada, Directa: el metal cae directo al molde. Colada lateral o colada fuerte: El agujero de colada esta separado y penetra por la parte baja del molde y sube por vasos comunicantes. Colada a sifón: El chorro no incide directo y se atenúa el choque.

26
FUNDICIONES DE HIERRO
Las cajas es el recipiente donde se prepara el molde, es metálica, abierta abajo y arriba, tiene manijas para tomarla en el moldeo manual, tiene gorrones para moverla en el caso del moldeo mecánico o de grandes piezas. Es tan importante en la técnica de moldeo que muchas veces se puede o no fabricar una pieza solo en el caso en que el fundidor tenga o no la caja.
Se denominan : “sobre” a la superior, “fondo” o “bajera” a la inferior, si hubiera intermedias se llaman “fajas”.
Tienen pernos guías para hermanar la parte superior e inferior del molde.

27
FUNDICIONES DE HIERRO
Los modelos pueden ser para piezas únicas, o como en los casos en que las piezas deban fabricarse muchas veces en el tiempo se usan moldes múltiples o placas múltiples. En general se usan para piezas simples.
28
FUNDICIONES DE HIERRO
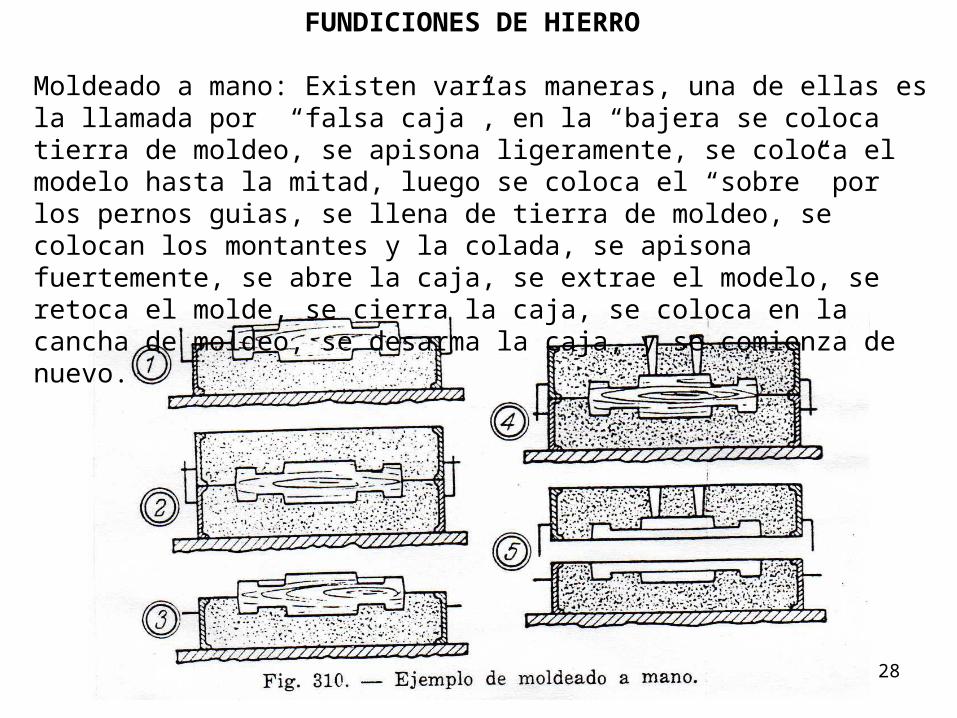
Moldeado a mano: Existen varias maneras, una de ellas es la llamada por “falsa caja”, en la “bajera se coloca tierra de moldeo, se apisona ligeramente, se coloca el modelo hasta la mitad, luego se coloca el “sobre” por los pernos guias, se llena de tierra de moldeo, se colocan los montantes y la colada, se apisona fuertemente, se abre la caja, se extrae el modelo, se retoca el molde, se cierra la caja, se coloca en la cancha de moldeo, se desarma la caja, y se comienza de nuevo.
29
FUNDICIONES DE HIERRO
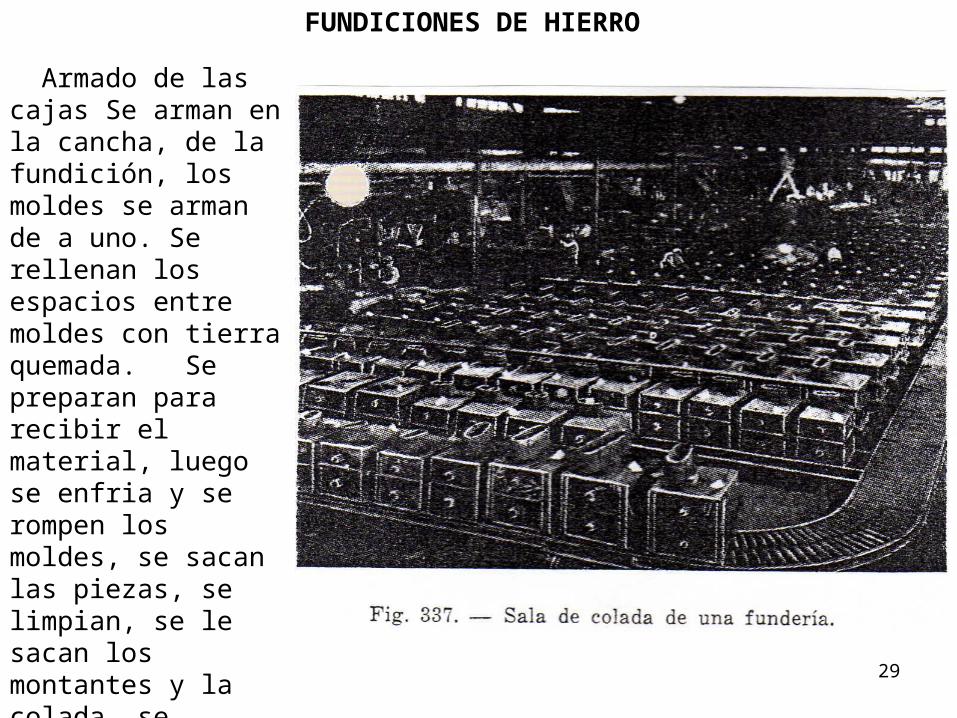
Armado de las cajas Se arman en la cancha, de la fundición, los moldes se arman de a uno. Se rellenan los espacios entre moldes con tierra quemada. Se preparan para recibir el material, luego se enfria y se rompen los moldes, se sacan las piezas, se limpian, se le sacan los montantes y la colada, se elimina la colada. Se saca la arena y se limpia la cancha y se vueve a empezar.

30
FUNDICIONES DE HIERRO
Moldeado a máquina, en las fundiciones o funderias grandes se usa el moldeado a máquina, estas máquinas se usan para piezas grandes, a veces complicadas, en las que se requiere además de grandes presiones, que la misma sea homogénea en todo el molde, y muchas veces que el molde sea girado usando un aparejo.
Las máquinas pueden ser neumáticas o hidráulicas, son muy fuertes y toscas, ya que trabajan con tierra muy fina y con flujos de aire. La modalidad es igual que el moldeo manual, se coloca el “fondo”, y dentro de él medio molde invertido, se cubre con tierra de moldeo, se apisona, se empareja, se gira el “fondo”, se coloca el otro medio molde, el “sobre” guiado sobre el “fondo, las coladas, los montantes, la tierra de moldeo, se apisona, se abre, se saca el modelo, se retoca, se cierra y se baja.

31
FUNDICIONES DE HIERRO

32
FUNDICIONES DE HIERRO
33
FUNDICIONES DE HIERRO
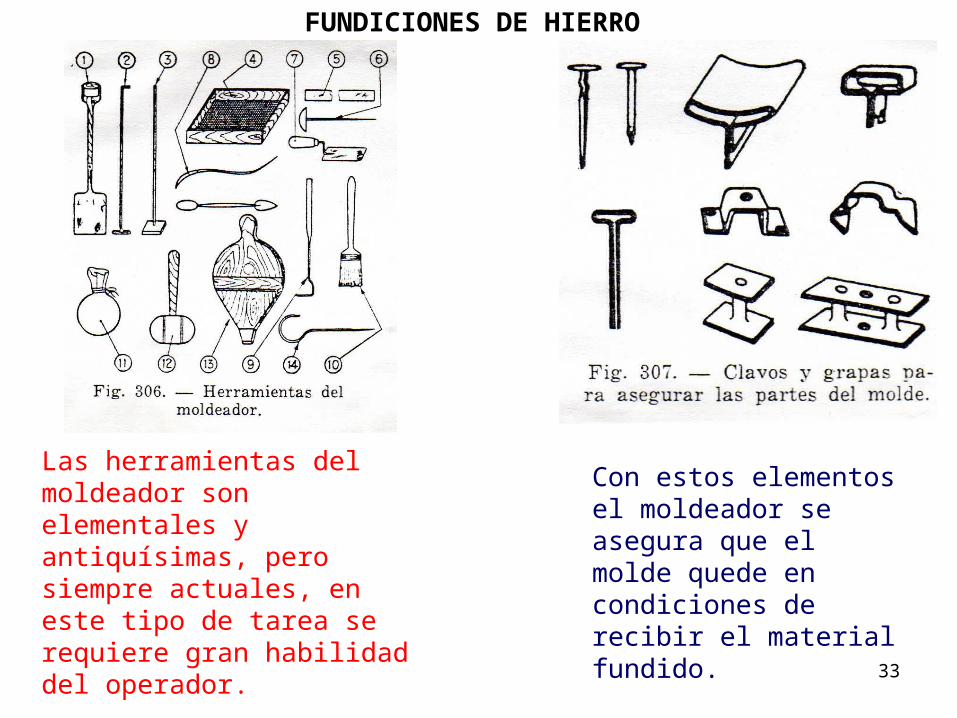
Las herramientas del moldeador son elementales y antiquísimas, pero siempre actuales, en este tipo de tarea se requiere gran habilidad del operador.
Con estos elementos el moldeador se asegura que el molde quede en condiciones de recibir el material fundido.

34
FUNDICIONES DE HIERRO
MOLDEO POR CENTRIFUGACION: para hacer los caños de fundición, se utiliza el método de centrifugación, con ello se reemplaza el costoso método de moldeado en tierra, por una coquilla metálica refrigerada.
Esta coquilla cilíndrica de diámetro y longitud determinada gira a una velocidad suficientemente grande y el material fundido es volcado en su interior, la fuerza centrifuga y la correcta dosificación del material hacen que el espesor del caño sea homogéneo. Esta forma de fundir permite que las piezas no tengan poros ni rechupes gracias a la compactación del material contra las paredes del molde.
El caño luego de enfriado es sometido a un tratamiento térmico de recocido en hornos de túnel.
Las coquillas son moldes metálicos refrigerados, las piezas obtenidas por este método son de fundición blanca,( muy duras y frágiles).
Este método se utiliza para la fabricación de materiales mas blandos, aluminio y sus aleaciones y/o cobre y sus aleaciones, latones y bronces.

35
FUNDICIONES DE HIERRO
ARENAS Y TIERRAS DE MOLDEO: Se llaman así a las que se emplean para la confección de moldes, deben tener las siguientes propiedades.
a) Plasticidad: Para reproducir fielmente las formas del modelo y guardarla sin agrietarse. Esta propiedad se ve favorecida por la humedad y se presenta acentuada en las “verdes” o sea las destinadas al moldeo y colado sin secar los moldes a estufa.
b) Refractoriedad, Para aislar convenientemente el calor, evitando un enfriamiento prematuro que afecte la estructura de la fundición, de tal manera que no se forme fundición blanca ( cementita) en la periferia o en las secciones de poco espesor.
c) Permeabilidad, Para permitir la fácil evacuación de los gases que se desprenden del metal fundido y el vapor de agua desprendida de los moldes
d) Resistencia, Para que las piezas que pueden moldearse “en verde”, las tierras del molde deben tener la suficiente resistencia para retener la forma una vez ejecutado y soportar luego el manipuleo y la acción del metal líquido cuando se cuela.

36
FUNDICIONES DE HIERRO
COMPOSICION DE LAS TIERRAS DE MOLDEO: Las tierras de moldeo están formadas por arcilla ( caolín), sílice, polvo de carbón de leña y otras sustancias de carácter orgánicas.
a) Arenas de fundición: es una tierra que posee menos del 5% de arcilla, formada por pulverización de rocas arcillosas.
b) Tierra de fundición: es una tierra que posee mas del 5% de arcilla. La clasificación según empleo es la siguiente: 1) Arenas y tierras para colada en verde. 2) Arenas y tierras para moldes secados a estufa. También se clasifican en: 1) Tierras nuevas. 2) Tierras quemadas. 3) tierras carbonatadas. 4) tierra especial para moldear. 5) Tierra de relleno para moldes
Las arenas de noyos, son muy ricas en sílice y cuarzo, se usa como aglutinante aceite de lino, se cuecen en hornos, suelen tener esqueleto de alambre que además se usa para colgarlos

37
FUNDICIONES DE HIERRO
38
FUNDICIONES DE HIERRO
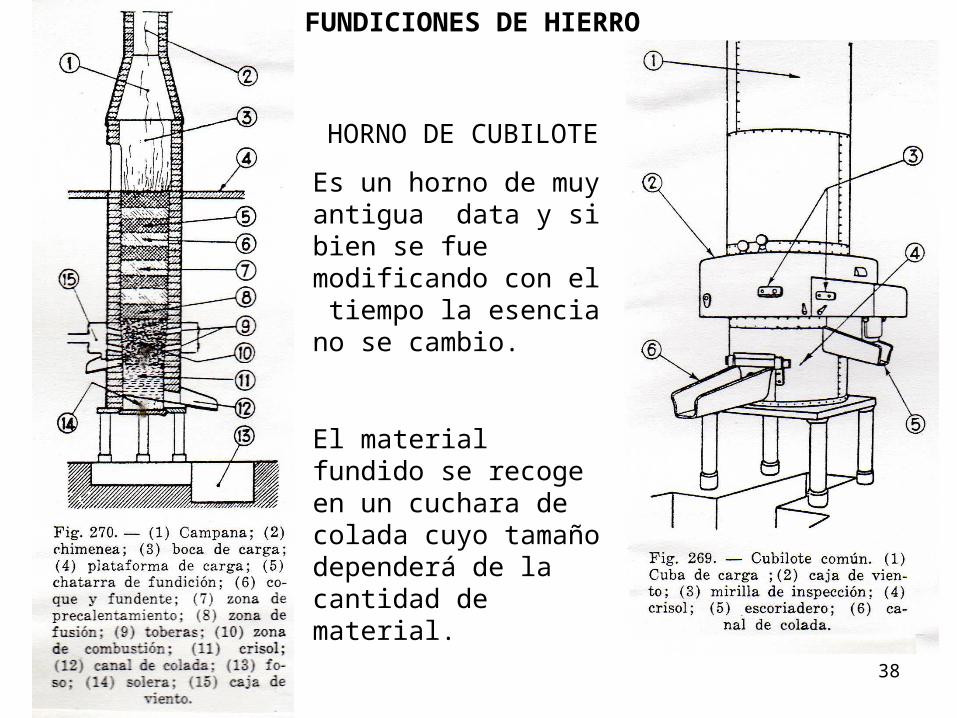
HORNO DE CUBILOTE
Es un horno de muy antigua data y si bien se fue modificando con el tiempo la esencia no se cambio.
El material fundido se recoge en un cuchara de colada cuyo tamaño dependerá de la cantidad de material.

39
FUNDICIONES DE HIERRO

40
FUNDICIONES DE HIERRO
En una fundicion pequeña la cuchara es manejada por dos operarios, que van vertiendo el material fundido en las coladas.
En las fundiciones mas grande la cuchara de colada es sostenida por un aparejo.
41
FUNDICIONES DE HIERRO
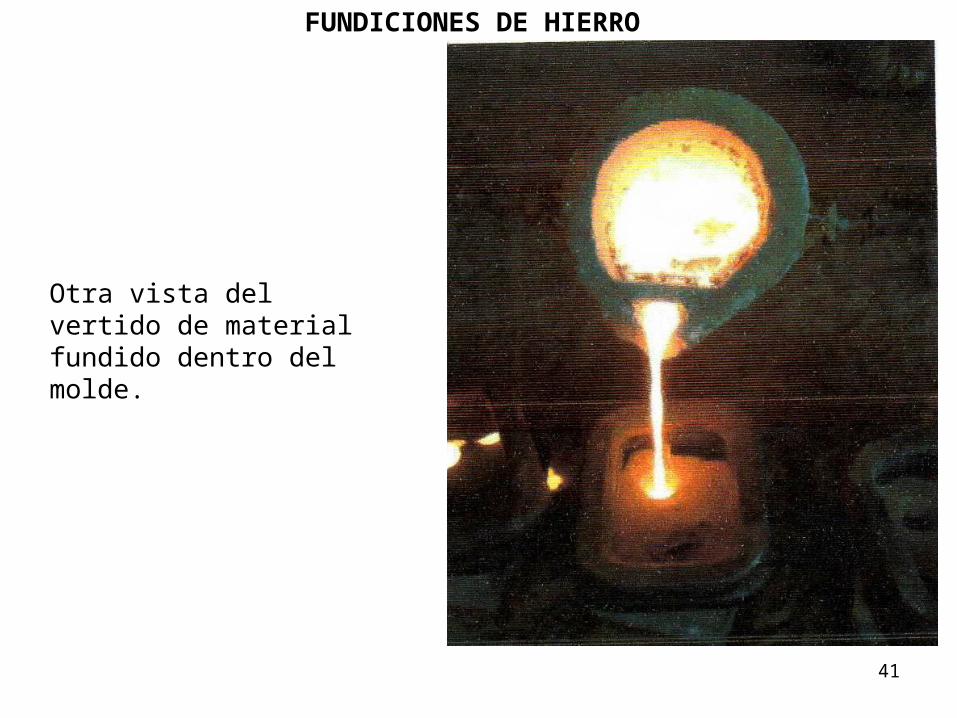
Otra vista del vertido de material fundido dentro del molde.
42
FUNDICIONES DE HIERRO
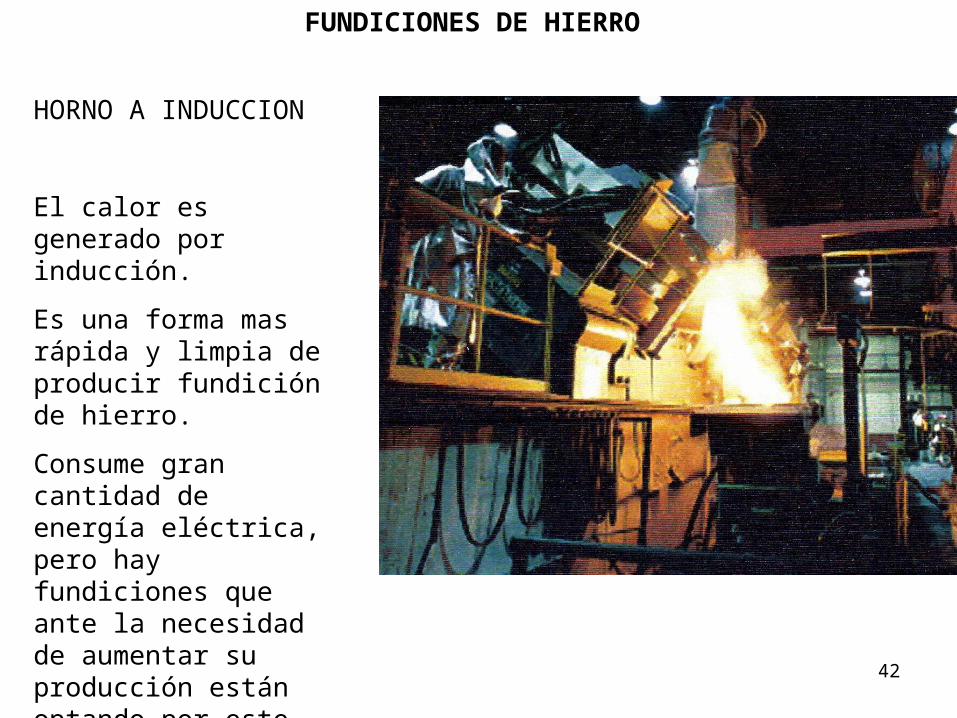
HORNO A INDUCCION
El calor es generado por inducción.
Es una forma mas rápida y limpia de producir fundición de hierro.
Consume gran cantidad de energía eléctrica, pero hay fundiciones que ante la necesidad de aumentar su producción están optando por este nuevo método
43
FUNDICIONES DE HIERRO
44
FUNDICIONES DE HIERRO

45
FUNDICIONES DE HIERRO