Embed Size (px)
Citation preview

1Rev: 3/29/07 MSE-415: B. Hawrylo
Chapter 9Product Architecture
MSE-415: Product DesignLecture #9
MSE-415: Product DesignLecture #9

2Rev: 3/29/07 MSE-415: B. Hawrylo
Lecture Objectives:Lecture Objectives:
•Discuss midterm result•Discuss presentation results•Lecture on Product Architecture•Lecture on Design for Manufacturing

3Rev: 3/29/07 MSE-415: B. Hawrylo
Product Architecture
Product Architecture
•Product architecture is the assignment of the functional elements of a product to the physical building blocks of the product.

4Rev: 3/29/07 MSE-415: B. Hawrylo
Product Architecture
Product Architecture
The way the functions of the product are implemented through the use of chunks defines its architecture.
Modular ArchitectureChunks implement one or a few function elementsInteractions between chunks are well defined and fundamentalto the primary functions of the product.
A DCB
Process
Design changes are relatively easy.

5Rev: 3/29/07 MSE-415: B. Hawrylo
Product Architecture
Product Architecture
The way the functions of the product are implemented through the use of chunks defines its architecture.
Integral ArchitectureFunctional elements are implemented using more than one chunk.Single Chunk implements several functions.Interactions between chunks are ill defined and may be incidentalto the primary functions of the product.
Process
A – B
C
D
Design changes are more complex.

6Rev: 3/29/07 MSE-415: B. Hawrylo
Example: Coffee Maker
Example: Coffee Maker
Mix Coffeeand Water
HeatCoffee
HeatWater
StoreWater
Electricity
Water
GroundCoffee Coffee
BrewCoffee
OverallFunction
SupportingSub-Functions
AuxiliaryFunctions
Shut-offHeater
CoffeeBeans
GrindBeans
StoreGrounds
StoreCoffee

7Rev: 3/29/07 MSE-415: B. Hawrylo
How to Create a Function Structure
How to Create a Function Structure
1. Formulate the overall product function2. Split up overall function into sub-functions3. Determine simplified functions structure4. Identify material, energy, and information/signal
flows5. Add secondary/auxiliary functions and flows

8Rev: 3/29/07 MSE-415: B. Hawrylo
Morphological Matrix
Morphological Matrix
• Search for solution principles to fulfill sub-functions Identify as many solutions for each
sub-function and auxiliary functions as possible
• Combine solutions to embody physical concepts Use morphological matrix to identify
combinations of solutions Each combination of solutions will
fulfill overall function
• Use expertise and heuristics to eliminate infeasible solution combinations

9Rev: 3/29/07 MSE-415: B. Hawrylo
Morphological Matrix for Coffee Maker
Morphological Matrix for Coffee Maker
He
at
Co
ffee
He
at
Wa
ter
Sto
reW
ate
rS
tore
Gro
un
dsM
ix C
offe
ea
nd W
ate
rS
tore
Co
ffee
Bre
wC
offe
e
S11 S12 S1j S1m
Si1 Si2 Sij Sim
Sn1 Sn2 Snj Snm
Filter Osmosis Dissolve Ionize Stir

10Rev: 3/29/07 MSE-415: B. Hawrylo
Modularity Defined
Modularity Defined
• After we brainstorm solutions for each sub-function, we combine them to create the product architecture.
• As part of this process, we seek to identify modules.
• Modularity is defined as:1. a one-to-one correspondence between functional elements and
physical structures 2. unintended interactions between modules are minimized (i.e.,
component interfaces are de-coupled).
• The opposite of modularity is referred to as integral.

11Rev: 3/29/07 MSE-415: B. Hawrylo
Product Architecture Definition
Product Architecture Definition
•Recall that a product architecture is: the arrangement of functional elements the mapping of functional elements to physical components the specification of the interfaces among physical components
•A modular architecture is: One physical component per function; de-coupled interfaces
•An integral architecture is: Coupled interfaces; multiple functions per physical component

12Rev: 3/29/07 MSE-415: B. Hawrylo
Types of Modularity: Slot
Types of Modularity: Slot
•In a slot architecture, each module has a different interface with the overall system.
•Why different interfaces? So that various components cannot be interchanged
•Examples: SCSI, Ethernet, and parallel ports on laptop

13Rev: 3/29/07 MSE-415: B. Hawrylo
Types of Modularity: Bus
Types of Modularity: Bus
•In a bus architecture, there is a common bus to which modules connect via the same interface.
•What are the advantages of this type of modularity?
•Examples: Modem and Internet cards on laptop; CD and disk drive

14Rev: 3/29/07 MSE-415: B. Hawrylo
Types of Modularity: Sectional
Types of Modularity: Sectional
•In a sectional architecture, all interfaces are the same type but there is no single element to which modules attach.
•What are advantages and disadvantages of a sectional approach?
•Examples: Legos
Using a sectional architecture, the assembly is built up by
connecting the modules to each other via identical interfaces.

15Rev: 3/29/07 MSE-415: B. Hawrylo
Selecting Architecture
Selecting Architecture
Decisions about how to divide the product into chunks and about how much modularity to impose on the architecture are tightly linkedto several issues of importance:
•Product Change•Product Variety•Component Standardization•Product Performance•Manufacturability•Product Development Management

16Rev: 3/29/07 MSE-415: B. Hawrylo
Selecting Architecture
Selecting Architecture
Product ChangeArchitecture defines how the product can be changed.
Modular = changes to be made to few isolated functional elements
Integral = changes may influence many functional elements
Reasons for Change:
Upgrade Add-ons Adaptation
Wear Consumption Flexibility of Use
Reuse

17Rev: 3/29/07 MSE-415: B. Hawrylo
C
Selecting Architecture
Selecting Architecture
Product VarietyVariety refers to the range of product models the firm can producewithin a particular time period in response to market demand.
Modular = Easier variation without adding tremendous complexityto the manufacturing system.
Integral = Variation of product can add complexity to the manufacturingsystem.
AB1
D
A – B – C - D
B2

18Rev: 3/29/07 MSE-415: B. Hawrylo
Selecting Architecture
Selecting Architecture
Component StandardizationComponent standardization is the use of the same component or chunk in multiple products.
Modular = Chunks can be manufactured in higher volumes savingthe organization money.
Integral = Chunks are specialized resulting in lower manufacturingvolumes.

19Rev: 3/29/07 MSE-415: B. Hawrylo
Selecting Architecture
Selecting Architecture
Product PerformanceProduct performance is how well a product implements its intendedfunctions such as:
Speed – Efficiency – Life – Accuracy - Noise
Integral Architecture facilitates optimization of characteristics drivenby size, shape, and mass of a product such as:
Acceleration – Energy Consumption – Aerodynamics Drag
Redundancy can be eliminated

20Rev: 3/29/07 MSE-415: B. Hawrylo
Selecting Architecture
Selecting Architecture
ManufacturabilityInvolves Design for Manufacturing (DFM). One important conceptof DFM involves minimization of the number of parts in the design.
Discussed in more detail in Chapter 11.

21Rev: 3/29/07 MSE-415: B. Hawrylo
Selecting Architecture
Selecting Architecture
Product Development ManagementDetail design of each chunk is usually assigned to a relativelysmall group within a firm or to an outside supplier.
Modular – The group assigned to design a chunk deals with known,and relatively limited, functional interactions with other chunks.
Integral – Detail design will require close coordination with other groups.

22Rev: 3/29/07 MSE-415: B. Hawrylo
Establishing the Architecture
Establishing the Architecture
4-Step Structured Method1. Create a schematic of the product.2. Cluster the elements of the schematic.3. Create a rough geometric layout.4. Identify the fundamental and incidental interactions.

23Rev: 3/29/07 MSE-415: B. Hawrylo
Creating a Module-Based Product Family
Creating a Module-Based Product Family
1.Decompose products into their representative functions
2.Develop modules with one-to-one (or many-to-one) correspondence with functions
3.Group common functional modules into a common product platform
CommonFunctions
SpecificFunction 1
SpecificFunction 2
SpecificFunction k
DerivativeProduct 1
DerivativeProduct 2
DerivativeProduct k
4.Standardize interfaces to facilitate addition, removal, and substitution of modules
ProductFamily {
ProductPlatform}

24Rev: 3/29/07 MSE-415: B. Hawrylo
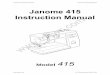
Example: Braun Family of Coffee Makers
Example: Braun Family of Coffee Makers
KF130
BasicModel
KF180
Auto Shut-off, Clock
KF185
AdjustableHeater
KF190
FrothingAttachment
KF170
ThermosKarafe
KF145
WaterFilter
CommonFunction
BrewCoffee
Electricity
Water
GroundCoffee CoffeeMix Coffee
and Water
HeatCoffee
StoreWater
StoreGrounds
StoreCoffee
HeatWater

25Rev: 3/29/07 MSE-415: B. Hawrylo
Developing Modular Architectures
Developing Modular Architectures
•What are some rules of thumb you, might follow to develop a modular product architecture?

26Rev: 3/29/07 MSE-415: B. Hawrylo
Establishing the Architecture
Establishing the Architecture
Cluster the Elements of the Schematic
1. Geometric integration/precisionElements that must be close together are logically groupedin one chunk.
2. Function sharingWhen a single physical component can implement several
functional elements of the product the elements shouldbe clustered together.
3. Capabilities of vendorsThe elements that a vendor has capability in should be
grouped together.4. Similarity of design or production technology
When two or more functional elements are likely to be implemented usingthe same design/production technology, then incorporating these intothe same chunk may allow for more economical design.

27Rev: 3/29/07 MSE-415: B. Hawrylo
Establishing the Architecture
Establishing the Architecture
Cluster the Elements of the Schematic
5. Localization of ChangeWhen you anticipate a lot of change in some element it makes senseto isolate the element in one chunk.
6. Accommodating VarietyElements should be grouped together to enable the firm to vary the product
in ways that will have value for the customers.7. Enabling Standardization
If a set of elements will be useful in other products, they should be clusteredtogether into a single chunk.
8. Portability of interfacesFunctions that must be close to one another to work properly should be
clustered into one chunk.

28Rev: 3/29/07 MSE-415: B. Hawrylo
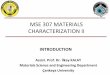
Establishing the Architecture
Establishing the Architecture
Cluster the Elements of the Schematic
EnclosePrinter
StructuralSupport
StoreOutput
Connectto
Host
CommandPrinter
SupplyDC
Power
DisplayStatus
Comm.With Host
Control Printer
AcceptUser
Inputs
“Pick”Paper
PositionCartridgeIn Y-axis
PositionCartridgeIn X-axis
PrintCartridge
StoreBlankPaper
Flow of forces/energyFlow of materialFlow of signals/data
Enclosure
Chassis
Paper Tray
PrintMechanism
User Interface
Logic Board
Driver Software
Power Cord

29Rev: 3/29/07 MSE-415: B. Hawrylo
Establishing the Architecture
Establishing the Architecture
Create a Rough Geometric LayoutCreating a geometric layout forces the team to consider whetherthe geometric interfaces among the chunks are feasible.
Paper Tray
Print Mechanism
Print Cartridge
User InterfaceLogic Board

30Rev: 3/29/07 MSE-415: B. Hawrylo
Establishing the Architecture
Establishing the Architecture
Identify the Fundamental and Incidental Interactions
Fundamental: Identified in the schematic.Incidental: Shown in an incidental interaction graph.
Enclosure
Paper Tray
Power CordBrick
Logic Board
Chassis
User InterfaceBoard
Print Mechanism Host Driver
Software
Thermal Distortion
RF Interface
Thermal DistortionRF Shielding
Vibration
Styling

32Rev: 3/29/07 MSE-415: B. Hawrylo
Platform PlanningPlatform Planning
The collection of assets shared by various products to meet variousmarkets is called the product platform.
•There are market advantages to have several distinct versions of a product.•There are design/manufacturing advantages to have when versionsshare many components.
But how do you determine the trade-off?

33Rev: 3/29/07 MSE-415: B. Hawrylo
Platform PlanningPlatform Planning
Differentiation Plan
Commonality Plan

34Rev: 3/29/07 MSE-415: B. Hawrylo
Platform PlanningPlatform Planning
Differentiation PlanExplicitly represents the ways in which multiple versions of a productwill be different from the perspective of the customer and the market.
DifferentiatingAttributes Family Student SOHO
Black print quality "Near laser" quality Laser quality Laser quality
Color print quality "Near photo" quality Equivalent to DJ 600 Equivalent to DJ 600
Print Speed 6 pages/minute 8 pages/minute 10 pages/minute
Footprint 360mm x 400mm 340mm x 360mm 400mm x 450mm
Paper storage 100 sheets 100 sheets 150 sheets
Style Consumer Youth consumer Commercial
Connectivity to Computer USB/Parallel USB USB
Operating System Capability Mac/Windows Mac/Windows Windows

35Rev: 3/29/07 MSE-415: B. Hawrylo
Platform PlanningPlatform Planning
Commonality PlanExplicitly represents the ways in which multiple versions of a productwill be the same physically.
ChunksNumber of Types Family Student SOHO
Print Cartridge 2 Manet Cartridge Picasso Cartridge Picasso Cartridge
Print Mechanism 2 Aurora SeriesNarrow Aurora Series “Aurora” Series
Paper Tray 2 Front-in/Front-out Front-in/Front-out Tall Front-in/out
Logic board 2Next gen boardwith parallel port Next gen board Next gen board
Enclosure 3 Home Style Youth Style Soft office style
Driver Software 5Version A-PCVersion A-Mac
Version B-PCVersion B-Mac Version C

36Rev: 3/29/07 MSE-415: B. Hawrylo
Platform PlanningPlatform Planning
Managing the Trade-off
•Platform planning decisions should be informed by quantitativeestimates of cost and revenue implications.
•Iteration is beneficial.
•The product architecture dictates the nature of the trade-off betweendifferentiation and commonality.

37Rev: 3/29/07 MSE-415: B. Hawrylo
MSE-415: Product Design
Lecture #10
MSE-415: Product Design
Lecture #10 Chapter 11
Design for Manufacturing

38Rev: 3/29/07 MSE-415: B. Hawrylo
Lecture Objectives:Lecture Objectives:
•Overview of the DFM process Estimate manufacturing cost Reduce cost of components Reduce cost of assembly Reduce cost of supporting production Consider impact of DFM decisions on other factors

39Rev: 3/29/07 MSE-415: B. Hawrylo
Gathering DFM Information
Gathering DFM Information
•Sketches, drawings, product specifications, and design alternatives.
•A detailed understanding of production and assembly processes
•Estimates of manufacturing costs, production volumes, and ramp-up timing.

40Rev: 3/29/07 MSE-415: B. Hawrylo
DFM MethodDFM Method
Estimate the ManufacutringCosts
Consider the Impact of DFMDecisions on Other Factors
Recompute theManufacturing Costs
Reduce the Costs ofSupporting Production
Reduce the Costs ofAssembly
Reduce the Costs ofComponents
Goodenough
?
N
Y
Acceptable Design
Proposed Design

41Rev: 3/29/07 MSE-415: B. Hawrylo
1. Estimate the Manufacturing Costs
1. Estimate the Manufacturing Costs
Finished GoodsManufacturing System
Equipment Information Tooling
WasteServicesSuppliesEnergy
Raw Materials
Labor
PurchasedComponents

42Rev: 3/29/07 MSE-415: B. Hawrylo
Manufacturing Costs Defined
Manufacturing Costs Defined
•Sum of all the expenditures for the inputs of the system (i.e. purchased components, energy, raw materials, etc.) and for disposal of the wastes produced by the system

43Rev: 3/29/07 MSE-415: B. Hawrylo
Elements of the Manufacturing Cost of a Product
Elements of the Manufacturing Cost of a Product
Manufacturing Cost
OverheadAssemblyComponents
Standard Custom LaborEquipmentand Tooling
SupportIndirect
Allocation
RawMaterial
Processing Tooling

44Rev: 3/29/07 MSE-415: B. Hawrylo
Manufacturing Cost of a Product
Manufacturing Cost of a Product
•Component Costs (parts of the product) Parts purchased from supplier Custom parts made in the manufacturer’s own plant or by suppliers
according to the manufacturer’s design specifications
•Assembly Costs (labor, equipment, & tooling)•Overhead Costs (all other costs)
Support Costs (material handling, quality assurance, purchasing, shipping, receiving, facilities, etc.)
Indirect Allocations (not directly linked to a particular product but must be paid for to be in business)

45Rev: 3/29/07 MSE-415: B. Hawrylo
Fixed Costs vs. Variable Costs
Fixed Costs vs. Variable Costs
•Fixed Costs – incurred in a predetermined amount, regardless of number of units produced (i.e. setting up the factory work area or cost of an injection mold)
•Variable Costs – incurred in direct proportion to the number of units produced (i.e. cost of raw materials)
Fixed
Variable
N
$

46Rev: 3/29/07 MSE-415: B. Hawrylo
2. Reduce the Cost of Components
2. Reduce the Cost of Components
•Understand the Process Constraints and Cost Drivers
•Redesign Components to Eliminate Processing Steps
•Choose the Appropriate Economic Scale for the Part Process
•Standardize Components and Processes•Adhere to “Black Box” Component Procurement

47Rev: 3/29/07 MSE-415: B. Hawrylo
Redesign costly parts with the same performance while avoiding high manufacturing costs.
Work closely with design engineers—raise awareness of difficult operations and high costs.
Understand the Process Constraints and Cost Drivers
Understand the Process Constraints and Cost Drivers

48Rev: 3/29/07 MSE-415: B. Hawrylo
Redesign Components to Eliminate Processing Steps
Redesign Components to Eliminate Processing Steps
•Reduce the number of steps of the production process Will usually result in reduce costs
•Eliminate unnecessary steps.•Use substitution steps, where applicable.•Analysis Tool – Process Flow Chart and
Value Stream Mapping

49Rev: 3/29/07 MSE-415: B. Hawrylo
Choose Appropriate Economics of Scale
Choose Appropriate Economics of Scale
Economies of Scale – As production volume increases, manufacturing costs usually decrease.
•Fixed costs divided among more units.•Variable costs are lower since the firm can use
more efficient processes and equipment.
LRAC – Long Run Average Cost/Unit

50Rev: 3/29/07 MSE-415: B. Hawrylo
Standardize Components and Processes
Standardize Components and Processes
•Economies of Scale – The unit cost of a component decreases as the production volume increases.
•Standard Components—common to more than one product
•Analysis tools – group technology and mass customization

51Rev: 3/29/07 MSE-415: B. Hawrylo
Adhere to “Black Box” Component Procurement
Adhere to “Black Box” Component Procurement
•Black box—only give a description of what the component has to do, not how to achieve it
•Successful black box design requires clear definitions of the functions, interfaces, and interactions of each component.
What What What

52Rev: 3/29/07 MSE-415: B. Hawrylo
3. Reduce the Costs of Assembly
3. Reduce the Costs of Assembly
•Design for Assembly (DFA) index Design for assembly (DFA) is a subset of DFM which involves
minimizing the cost of assembly.
•Integrated Parts (Advantages and Disadvantages)
•Maximize Ease of Assembly•Consider Customer Assembly

53Rev: 3/29/07 MSE-415: B. Hawrylo
Advantages of Integrated Parts
Advantages of Integrated Parts
•Do not have to be assembled•Often less expensive to fabricate rather than the
sum of each individual part•Allows critical geometric features to be controlled
by the part fabrication process versus a similar assembly process
Disadvantages of Integrated PartsDisadvantages of Integrated Parts
•Conflict with other sound approaches to minimize costs•Not always a wise strategy

54Rev: 3/29/07 MSE-415: B. Hawrylo
Minimize Ease of Assembly
Minimize Ease of Assembly
•Part is inserted from the top of the assembly•Part is self-aligning•Part does not need to be oriented•Part requires only one hand for assembly•Part requires no tools•Part is assembled in a single, linear motion•Part is secured immediately upon insertion

55Rev: 3/29/07 MSE-415: B. Hawrylo
Consider Customer Assembly
Consider Customer Assembly
•Customers will tolerate some assembly•Design product so that customers can easily and
assemble correctly•Customers will likely ignore directions

56Rev: 3/29/07 MSE-415: B. Hawrylo
4. Reduce the Costs of Supporting Production
4. Reduce the Costs of Supporting Production
• Minimize Systemic Complexity (inputs, outputs, and transforming processes) Use smart design decisions
• Error Proofing (Poka Yoke) Anticipate possible failure modes Take appropriate corrective actions in the early stages Use color coding to easily identify similar looking, but different
parts

57Rev: 3/29/07 MSE-415: B. Hawrylo
5. Consider the Impact of DFM Decisions on Other Factors
5. Consider the Impact of DFM Decisions on Other Factors
•Development Time•Development Cost•Product Quality•External Factors
Component reuse Life cycle costs

58Rev: 3/29/07 MSE-415: B. Hawrylo
Next Week – November 14, 2007 (Lecture #11)
Next Week – November 14, 2007 (Lecture #11)• Homework #7 - Handout
• Read Chapter 12 – Prototyping• Read Chapter 13 – Robust Design
• Prepare for a potential quiz on: Chapters 9, 11, 12, 13 Lectures #9, #10 Additional reading handout