Embed Size (px)
Citation preview

1
MEASURE : Measurement MEASURE : Measurement System AnalysisSystem Analysis
Dedy SugiartoDedy Sugiarto

2
Gage repeatability and Gage repeatability and reproducibility studies determine reproducibility studies determine how much of your observed how much of your observed process variation is due to process variation is due to measurement system variation.measurement system variation.

3

4
Minitab provides two methods for Gage R&R Minitab provides two methods for Gage R&R Crossed: Xbar and R, or ANOVA. Crossed: Xbar and R, or ANOVA. The Xbar and R method breaks down the The Xbar and R method breaks down the overall variation into three categories: part-overall variation into three categories: part-to-part, repeatability, and reproducibility. to-part, repeatability, and reproducibility. The ANOVA method goes one step further The ANOVA method goes one step further and breaks down reproducibility into its and breaks down reproducibility into its operator, and operator by part, components. operator, and operator by part, components.
The ANOVA method is more accurate than The ANOVA method is more accurate than the Xbar and R method, in part, because it the Xbar and R method, in part, because it accounts for the Operator by Part interactionaccounts for the Operator by Part interaction

5
Example of a Gage R&R Example of a Gage R&R Study (Crossed) - (Xbar and R Study (Crossed) - (Xbar and R method)method) In this example, we do a gage R&R study on two data In this example, we do a gage R&R study on two data
sets: one in which measurement system variation sets: one in which measurement system variation contributes little to the overall observed variation contributes little to the overall observed variation (GAGEAIAG.MTW), and one in which measurement system (GAGEAIAG.MTW), and one in which measurement system variation contributes a lot to the overall observed variation contributes a lot to the overall observed variation (GAGE2.MTW). For comparison, we analyze the variation (GAGE2.MTW). For comparison, we analyze the data using both the and R method (below) and the data using both the and R method (below) and the ANOVA method. You can also look at the same data ANOVA method. You can also look at the same data plotted on a Gage Run Chart.plotted on a Gage Run Chart.
For the GAGEAIAG data set, ten parts were selected that For the GAGEAIAG data set, ten parts were selected that represent the expected range of the process variation. represent the expected range of the process variation. Three operators measured the ten parts, two times per Three operators measured the ten parts, two times per part, in a random order. For the GAGE2 data, three parts part, in a random order. For the GAGE2 data, three parts were selected that represent the expected range of the were selected that represent the expected range of the process variation. Three operators measured the three process variation. Three operators measured the three parts, three times per part, in a random order.parts, three times per part, in a random order.

6
Step 1: Use the Xbar and R method with GAGEAIAG dataStep 1: Use the Xbar and R method with GAGEAIAG data
11 Open the file GAGEAIAG.MTW.Open the file GAGEAIAG.MTW.22 Choose Stat > Quality Tools > Gage R&R Study (Crossed).Choose Stat > Quality Tools > Gage R&R Study (Crossed).33 In Part numbers, enter Part. In Operators, enter Operator. In In Part numbers, enter Part. In Operators, enter Operator. In
Measurement data, enter Response.Measurement data, enter Response.44 Under Method of Analysis, choose Xbar and R.Under Method of Analysis, choose Xbar and R.55 Click OK.Click OK.
Step 2: Use the Xbar and R method with GAGE2 dataStep 2: Use the Xbar and R method with GAGE2 data
11 Open the file GAGE2.MTW.Open the file GAGE2.MTW.22 Choose Stat > Quality Tools > Gage R&R Study (Crossed).Choose Stat > Quality Tools > Gage R&R Study (Crossed).33 In Part numbers, enter Part. In Operators, enter Operator. In In Part numbers, enter Part. In Operators, enter Operator. In
Measurement data, enter Response.Measurement data, enter Response.44 Under Method of Analysis, choose Xbar and R.Under Method of Analysis, choose Xbar and R.55 Click OK.Click OK.

7
GAGEAIAG.MTW)

8

9
Xbar and R Example - Session Window Output - Xbar and R Example - Session Window Output - GAGEAIAG.MTWGAGEAIAG.MTW
Look at the %Contribution column in the Gage R%R Look at the %Contribution column in the Gage R%R Table. The measurement system variation (Total Table. The measurement system variation (Total Gage R&R) is much smaller than what was found for Gage R&R) is much smaller than what was found for the same data with the ANOVA method. That is the same data with the ANOVA method. That is because the and R method does not account for because the and R method does not account for the Operator by Part effect, which was very large the Operator by Part effect, which was very large for this data set. Here you get misleading estimates for this data set. Here you get misleading estimates of the percentage of variation due to the of the percentage of variation due to the measurement system.measurement system.
According to AIAG, when the number of distinct According to AIAG, when the number of distinct categories is 5 it represents an adequate measuring categories is 5 it represents an adequate measuring system. However, as explained above, you would be system. However, as explained above, you would be better off using the ANOVA method for this data. better off using the ANOVA method for this data.

10

11
Xbar and R Example - Graph Window Output - Xbar and R Example - Graph Window Output - GAGEAIAG.MTWGAGEAIAG.MTW
In the Components of Variation graph, a low percentage In the Components of Variation graph, a low percentage of variation (6%) is due to the measurement system of variation (6%) is due to the measurement system (Gage R&R), and a high percentage (94%) is due to (Gage R&R), and a high percentage (94%) is due to differences between parts.differences between parts.
In the Xbar Chart by Operator graph, although the and In the Xbar Chart by Operator graph, although the and R method does not account for the Operator by Part R method does not account for the Operator by Part interaction, this plot shows you that the interaction is interaction, this plot shows you that the interaction is significant. Here, the and R method grossly significant. Here, the and R method grossly overestimates the capability of the gage. You may want overestimates the capability of the gage. You may want to use the ANOVA method, which accounts for the to use the ANOVA method, which accounts for the Operator by Part interaction.Operator by Part interaction.
Most of the points in the Chart are outside the control Most of the points in the Chart are outside the control limits when the variation is mainly due to part-to-part limits when the variation is mainly due to part-to-part differences.differences.

12
GAGE2.MTWGAGE2.MTW

13

14
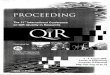
Xbar and R Example - Session Window Output - Xbar and R Example - Session Window Output - GAGE2.MTWGAGE2.MTW
Look at the %Contribution column in the Look at the %Contribution column in the Gage R&R Table. A large percentage Gage R&R Table. A large percentage (78.111%) of the variation in the data is (78.111%) of the variation in the data is due to the measuring system (Gage due to the measuring system (Gage R&R); little is due to differences between R&R); little is due to differences between parts (21.889%).parts (21.889%).
A 1 in Number of distinct categories tells A 1 in Number of distinct categories tells you the measurement system is poor; it you the measurement system is poor; it cannot distinguish differences between cannot distinguish differences between parts. parts.

15

16
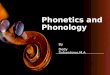
Xbar and R Example - Graph Window Output - Xbar and R Example - Graph Window Output - GAGE2.MTWGAGE2.MTW
In the Components of Variation graph, a In the Components of Variation graph, a high percentage of variation (678%) is high percentage of variation (678%) is due to the measurement system (Gage due to the measurement system (Gage R&R) - primarily repeatability, and the low R&R) - primarily repeatability, and the low percentage (22%) is due to differences percentage (22%) is due to differences between parts.between parts.
Most of the points in the chart will be Most of the points in the chart will be within the control limits when the within the control limits when the observed variation is mainly due to the observed variation is mainly due to the measurement system.measurement system.

17
Step 1: Use the ANOVA method with GAGEAIAG dataStep 1: Use the ANOVA method with GAGEAIAG data
11 Open the file GAGEAIAG.MTW.Open the file GAGEAIAG.MTW.22 Choose Stat > Quality Tools > Gage R&R Study (Crossed).Choose Stat > Quality Tools > Gage R&R Study (Crossed).33 In Part numbers, enter Part. In Operators, enter Operator. In In Part numbers, enter Part. In Operators, enter Operator. In
Measurement data, enter Response.Measurement data, enter Response.44 Under Method of Analysis, choose ANOVA.Under Method of Analysis, choose ANOVA.55 Click OK.Click OK.
Step 2: Use the ANOVA method with GAGE2 dataStep 2: Use the ANOVA method with GAGE2 data
11 Open the file GAGE2.MTW.Open the file GAGE2.MTW.22 Choose Stat > Quality Tools > Gage R&R Study (Crossed).Choose Stat > Quality Tools > Gage R&R Study (Crossed).33 In Part numbers, enter Part. In Operators, enter Operator. In In Part numbers, enter Part. In Operators, enter Operator. In
Measurement data, enter Response.Measurement data, enter Response.44 Under Method of Analysis, choose ANOVA.Under Method of Analysis, choose ANOVA.55 Click OK.Click OK.

18

19

20
ANOVA Example - Session Window Output - ANOVA Example - Session Window Output - GAGEAIAG.MTWGAGEAIAG.MTW
Look at the p-value for the Operator*Part interaction in Look at the p-value for the Operator*Part interaction in the ANOVA Table. When the p-value for Operator by the ANOVA Table. When the p-value for Operator by Part is < 0.25, Minitab fits the full model (shown in the Part is < 0.25, Minitab fits the full model (shown in the ANOVA Table With Operator *Part Interaction (p = ANOVA Table With Operator *Part Interaction (p = 0.00016)). In this case, the ANOVA method will be more 0.00016)). In this case, the ANOVA method will be more accurate than the and R method, which does not accurate than the and R method, which does not account for this interaction.account for this interaction.
Look at the %Contribution column in the Gage R&R Look at the %Contribution column in the Gage R&R Table. The percent contribution from Part-To-Part Table. The percent contribution from Part-To-Part (89.33) is larger than that of Total Gage R&R (10.67). (89.33) is larger than that of Total Gage R&R (10.67). This tells you that most of the variation is due to This tells you that most of the variation is due to differences between parts; very little is due to differences between parts; very little is due to measurement system error.measurement system error.
According to AIAG, 5 represents an adequate measuring According to AIAG, 5 represents an adequate measuring system. system.

21

22
ANOVA Example - Graph Window Output - ANOVA Example - Graph Window Output - GAGEAIAG.MTWGAGEAIAG.MTW
·· In the Components of Variation graph (located in the upper left In the Components of Variation graph (located in the upper left corner), the percent contribution from Part-To-Part is larger corner), the percent contribution from Part-To-Part is larger than that of Total Gage R&R, telling you that most of the than that of Total Gage R&R, telling you that most of the variation is due to differences between parts; little is due to the variation is due to differences between parts; little is due to the measurement system.measurement system.
·· In the By Part graph (located in upper right corner), there are In the By Part graph (located in upper right corner), there are large differences between parts, as shown by the non-level line.large differences between parts, as shown by the non-level line.
·· In the By Operator graph (located in the middle of the right In the By Operator graph (located in the middle of the right column), there are small differences between operators, as column), there are small differences between operators, as shown by the nearly level line.shown by the nearly level line.
·· In the Xbar Chart by Operator (located in lower left corner), In the Xbar Chart by Operator (located in lower left corner), most of the points in the and R chart are outside the control most of the points in the and R chart are outside the control limits, indicating variation is mainly due to differences between limits, indicating variation is mainly due to differences between parts.parts.
·· The Operator*Interaction graph is a visualization of the p-value The Operator*Interaction graph is a visualization of the p-value for Oper*Part - 0.00016 in this case - indicating a significant for Oper*Part - 0.00016 in this case - indicating a significant interaction between each Part and Operator.interaction between each Part and Operator.

23

24

25
Look at the p-value for the Operator*Part Look at the p-value for the Operator*Part interaction in the ANOVA Table. When the p-value interaction in the ANOVA Table. When the p-value for Operator by Part is > 0.25, Minitab fits the for Operator by Part is > 0.25, Minitab fits the model without the interaction and uses the model without the interaction and uses the reduced model to define the Gage R&R statistics.reduced model to define the Gage R&R statistics.
Look at the %Contribution column in the Gage Look at the %Contribution column in the Gage R&R Table. The percent contribution from Total R&R Table. The percent contribution from Total Gage R&R (84.36) is larger than that of Part-To-Gage R&R (84.36) is larger than that of Part-To-Part (15.64). Thus, most of the variation arises Part (15.64). Thus, most of the variation arises from the measuring system; very little is due to from the measuring system; very little is due to differences between parts.differences between parts.
A 1 tells you the measurement system is poor; it A 1 tells you the measurement system is poor; it cannot distinguish differences between parts. cannot distinguish differences between parts.

26

27
In the Components of Variation graph (located in the upper In the Components of Variation graph (located in the upper left corner), the percent contribution from Total Gage R&R left corner), the percent contribution from Total Gage R&R is larger than that of Part-to-Part, telling you that most of is larger than that of Part-to-Part, telling you that most of the variation is due to the measurement system - primarily the variation is due to the measurement system - primarily repeatability; little is due to differences between parts.repeatability; little is due to differences between parts.
·· In the By Part graph (located in upper right corner), there is In the By Part graph (located in upper right corner), there is little difference between parts, as shown by the nearly level little difference between parts, as shown by the nearly level line.line.
·· In the Xbar Chart by Operator (located in lower left corner), In the Xbar Chart by Operator (located in lower left corner), most of the points in the and R chart are inside the control most of the points in the and R chart are inside the control limits, indicating the observed variation is mainly due to the limits, indicating the observed variation is mainly due to the measurement system.measurement system.
·· In the By Operator graph (located in the middle of the right In the By Operator graph (located in the middle of the right column), there are no differences between operators, as column), there are no differences between operators, as shown by the level line.shown by the level line.
·· The Operator*Interaction graph is a visualization of the p-The Operator*Interaction graph is a visualization of the p-value for Oper*Part - 0.48352 in this case - indicating the value for Oper*Part - 0.48352 in this case - indicating the differences between each operator/part combination are differences between each operator/part combination are insignificant compared to the total amount of variation.insignificant compared to the total amount of variation.

28
MSA (The Premise)MSA (The Premise)
The measurement of a processing unit by a random The measurement of a processing unit by a random gage, used by a random operator, at a random point in gage, used by a random operator, at a random point in time is both:time is both:
Accurate & PreciseAccurate & Precise
222gageproducttotal Fr
om :

29
MSA (The Premise)MSA (The Premise)
The Should-Be Condition!

30
MSA (The Accuracies)MSA (The Accuracies)
BiasBias (defined as the absence of systematic (defined as the absence of systematic error).error).
LinearityLinearity (defined as the constant bias in the (defined as the constant bias in the gage across the range of measurement).gage across the range of measurement).
StabilityStability (defined as the absence of special (defined as the absence of special causes).causes).

31
MSA (The Precision)MSA (The Precision)
RepeatabilityRepeatability– Reflecting the basic inherent precision of the gage Reflecting the basic inherent precision of the gage
itself.itself.
– ““Short-term” random error.Short-term” random error.
ReproducibilityReproducibility – Defined as the variability due to different Defined as the variability due to different
conditions (operators, time periods, or conditions (operators, time periods, or environments) in the usage of the gage. environments) in the usage of the gage.
– ““Long-term” random errorLong-term” random error
222ilityreproducibityrepeatabilgage

32
MSA (The Precision)MSA (The Precision)
%100*
ˆ*6or 15.5%
LSLUSLT
P M
%100*ˆ
ˆ&%
Total
MRR
Acceptable %P/T and %R&R is:
Excellent: <10%
Acceptable: <30%
Unacceptable: >30%