Embed Size (px)
Citation preview

1IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
Facilities Layout
2IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
Basic Layout Types
Product Layouts Process Layouts Fixed-Position Combination Layouts

3IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
Basic Layout Formats
Group Technology Layout
Just-in-Time Layouts– May be assembly-line or – Group Technology formats
Fixed Position Layout– e.g. Shipbuilding
Part Family W Part Family X
Part Family Y Part Family Z
4IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
The Need for Layout Decisions
Inefficient operations
For Example:
High CostBottlenecks
Changes in the designof products or services
The introduction of newproducts or services
Accidents
Safety hazards

5IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
The Need for Layout Designs (Cont’d)
Changes inenvironmentalor other legalrequirements
Changes in volume ofoutput or mix of
products
Changes in methodsand equipment
Morale problems
6IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
Cellular Layouts
Cellular Manufacturing
Group Technology
Flexible Manufacturing Systems

7IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
Basic Layout Types Product Layout (classify by nature of product)
– Layout that uses standardized processing operations to achieve smooth, rapid, high-volume flow
Process Layout (classify by nature of process)– Layout that can handle varied processing requirements
Fixed Position Layout– Layout in which the product or project remains stationary, and workers, materials, and equipment
are moved as needed

8IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
A Flow Line for Production or Service
Flow Shop or Assembly Line Work Flow
Raw materialsor customer
Finished item
Station 2
Station 3
Station 4
Material and/or labor
Station 1
Material and/or labor
Material and/or labor
Material and/or labor

9IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
A U-Shaped Production Line
1 2 3 4
5
6
78910
In
Out
Workers
10IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
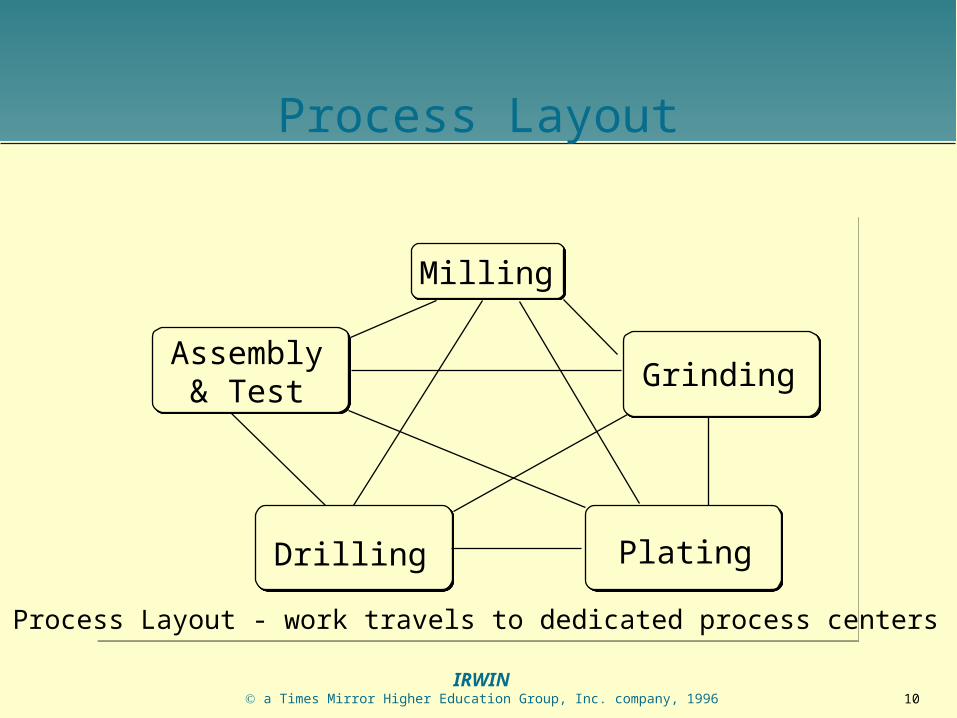
Process Layout
Milling
Assembly& Test Grinding
Drilling Plating
Process Layout - work travels to dedicated process centers

11IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
Cellular Layouts
Cellular Manufacturing– Layout in which machines are grouped into a cell that can process items that have
similar processing requirements Group Technology
– The grouping into part families of items with similar design or manufacturing characteristics

12IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
Cellular Manufacturing Layout
-1111 -1111
222222222 - 2222
Ass
embl
y
3333333333 - 3333
44444444444444 - 4444
Lathe
Lathe
Mill
Mill
Mill
Mill
Drill
Drill
Drill
Heat treat
Heat treat
Heat treat
Gear cut
Gear cut
Grind
Grind

13IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
Design Product Layouts: Line Balancing
Line Balancing is the process of assigning tasks to workstations in such a way that theworkstations have approximately equal timerequirements.

14IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
Cycle Time
Cycle time is the maximum time allowed at each workstation tocomplete its set of tasks on a unit.

15IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
Determine Maximum Output

16IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
Determine the number of workstations
The minimum No. of workstations required
=Daily demand total time to finish a unit
Total operating time in one day (per workstation)

17IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
Determine the Minimum Number of Workstations Required: Efficiency

18IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
Rules to solve line-balancing problem
Can be formulated as integer programming problems. The following simple heuristics (intuitive rules) are used for simple problems
1. Assign tasks in order of most following tasks
2. Assign tasks in order of greatest positional weight. Posistional weight is the sum of each task’s time and the times of all following tasks.

19IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
Precedence Diagram
Precedence diagram: Tool used in linebalancing to display elemental tasks
and sequence requirements
A Simple Precedence Diagrama b
c d e
0.1 min.
0.7 min.
1.0 min.
0.5 min. 0.2 min.

20IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
Example 1: Assembly Line Balancing
Arrange tasks shown in the previous slide into workstations.– Use a cycle time of 1.0 minute– Assign tasks in order of the most
number of followers

21IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
Solution to Example 1
W o r k -S t a t i o n
T i m eR e m a i n i n g E l i g i b l e
A s s i g nT a s k
S t a t i o nI d l e T i m e
1 1 . 0. 9. 2
ac
n o n e
ac- . 2
2 1 . 00
bn o n e
b- 0
3 1 . 0. 5. 3
de-
de- . 3
. 5

22IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
Calculate Percent Idle Time
timeidlePercent - 100% Efficiency
timeCycle ons workstatiof No.
cycleper timeIdle timeidle of Percentage
23IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
Example 1
Percentage of idle time = 0.5 / (3 1.0) = 16.7%
Efficiency = 100% - 16.7% = 83.3%

24IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
Solution to Example 2
Station 1 Station 2 Station 3 Station 4
a b ef
d
g h
c

25IRWIN
a Times Mirror Higher Education Group, Inc. company, 1996
Interdepartmental Work Flows for Assigned Departments
1 3 2
30
170 100
A B C





























