Embed Size (px)
Citation preview
Process Selection
and Facility Layout
Chapter 6
McGraw-Hill/Irwin Copyright © 2012 by The McGraw-Hill Companies, Inc. All rights reserved.
Chapter 6: Learning ObjectivesYou should be able to:
1. Explain the strategic importance of process selection
2. Describe the influence that process selection has on the organization
3. Compare the basic processing types4. Explain the need for management of technology5. List some reasons for redesign of layouts6. Describe the basic layout types, and the main
advantages and disadvantages of each7. Solve simple line-balancing problems
Instructor Slides 6-2
I. Process SelectionProcess selection
Refers to deciding on the way production of goods or services will be organized. How will we produce?
It has major implications forCapacity planningLayout of facilitiesEquipmentDesign of work systems
Instructor Slides 6-3
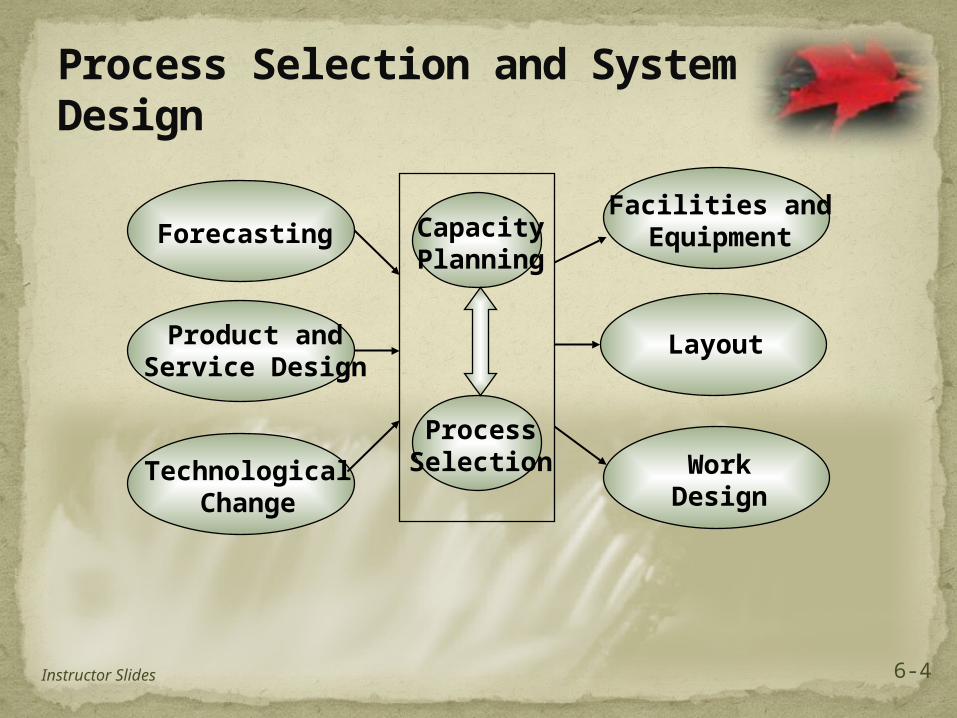
Process Selection and System Design
Forecasting
Product andService Design
TechnologicalChange
CapacityPlanning
ProcessSelection
Facilities andEquipment
Layout
WorkDesign
Instructor Slides 6-4
Process StrategyKey Aspects of Process Strategy:
Capital IntensityThe mix of equipment and labor that will be used by
the organization Process flexibility
The degree to which the system can be adjusted to changes in processing requirements due to such factors asProduct and service design changesVolume changesChanges in technology
Instructor Slides 6-5
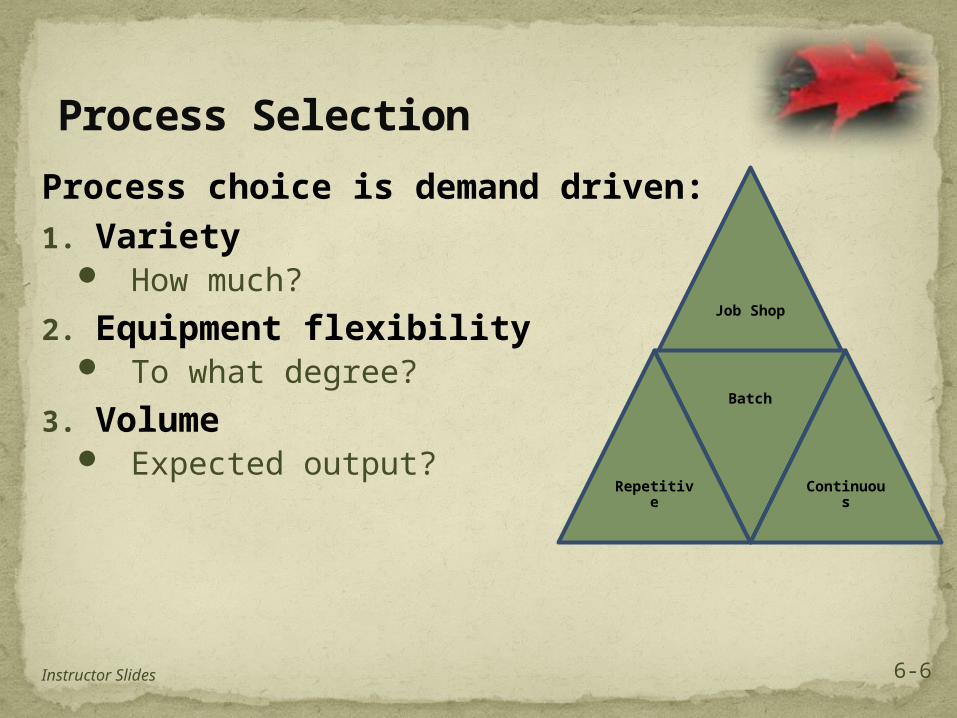
Process choice is demand driven:1. Variety
How much?
2. Equipment flexibility To what degree?
3. Volume Expected output?
Process Selection
Job Shop
Repetitive
Batch
Continuous
Instructor Slides 6-6
1. Job shopSmall scale; customizable; craft
2. BatchModerate volume of related items.
3. Repetitive/assembly lineHigh volumes of standardized goods or services
4. ContinuousVery high volumes of non-discrete goods
Process Types
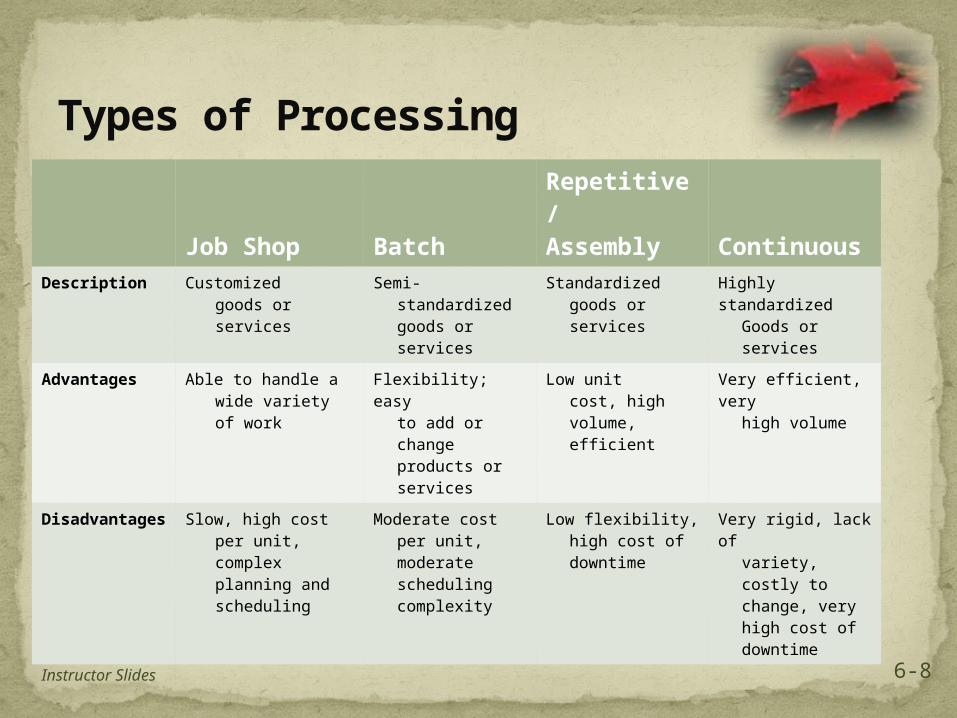
Job Shop BatchRepetitive/Assembly
Continuous
Description Customizedgoods orservices
Semi-standardizedgoods or services
Standardizedgoods orservices
Highly standardized
Goods or services
Advantages Able to handle a wide variety of work
Flexibility; easy to add or change products or services
Low unit cost, high volume, efficient
Very efficient, very high volume
Disadvantages
Slow, high costper unit,complexplanning andscheduling
Moderate costper unit,moderateschedulingcomplexity
Low flexibility,high cost of downtime
Very rigid, lack of variety, costly to change, very high cost of downtime
Types of Processing
Instructor Slides 6-8
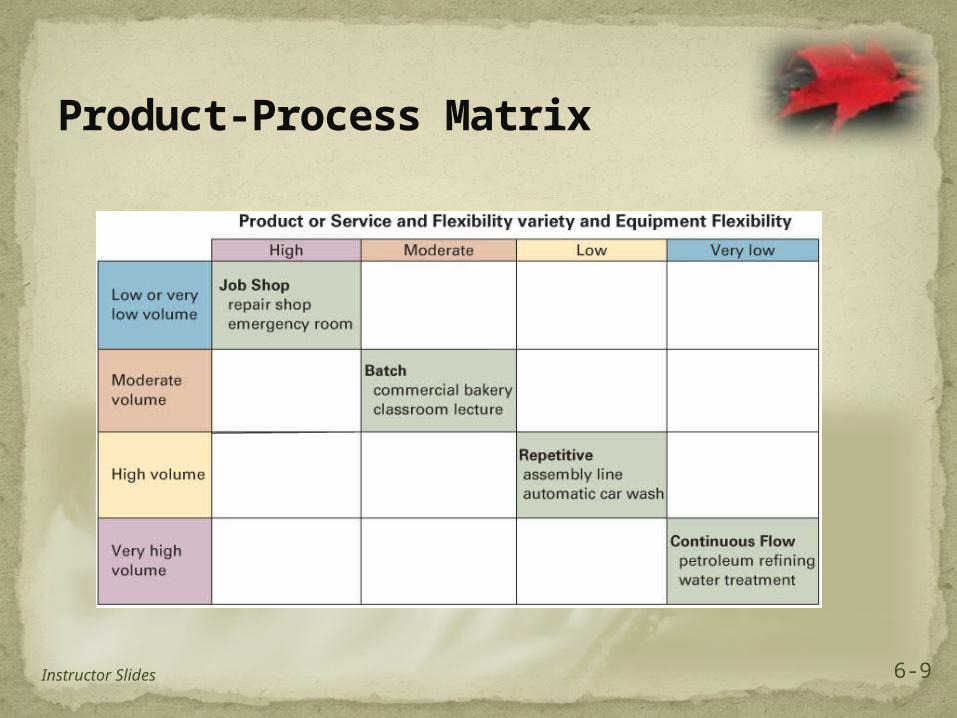
Product-Process Matrix
Instructor Slides 6-9
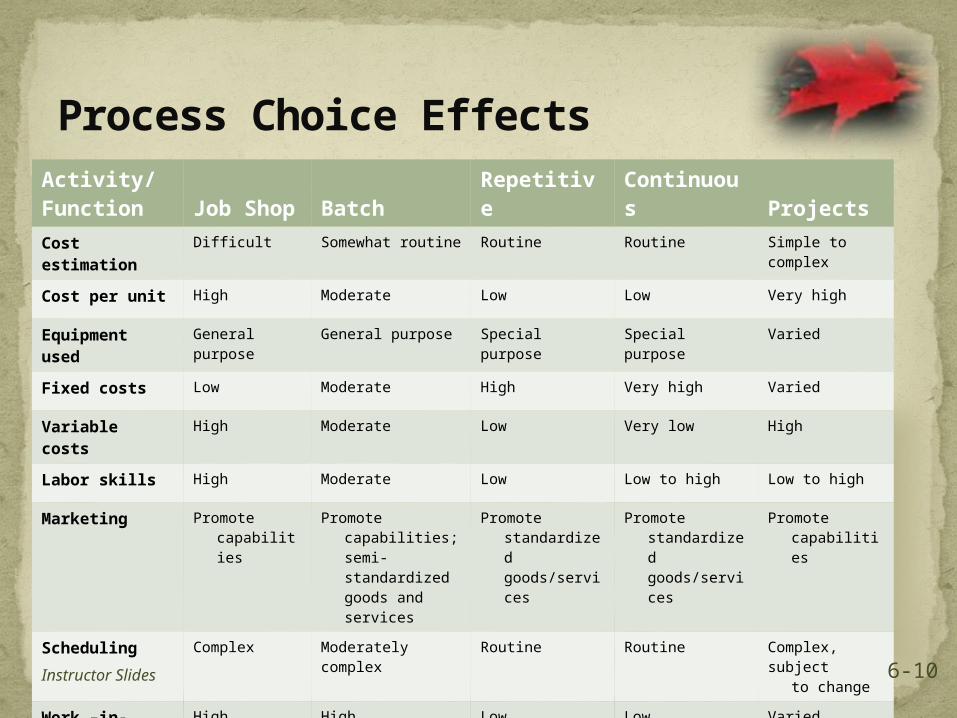
Process Choice EffectsActivity/Function Job Shop Batch Repetitive
Continuous Projects
Cost estimation
Difficult Somewhat routine Routine Routine Simple to complex
Cost per unit High Moderate Low Low Very high
Equipment used
General purpose
General purpose Special purpose Special purpose Varied
Fixed costs Low Moderate High Very high Varied
Variable costs High Moderate Low Very low High
Labor skills High Moderate Low Low to high Low to high
Marketing Promotecapabilities
Promotecapabilities; semi-standardized goods and services
Promotestandardized goods/services
Promotestandardized goods/services
Promotecapabilities
Scheduling Complex Moderately complex
Routine Routine Complex, subject
to change
Work –in-processinventory
High High Low Low VariedInstructor Slides 6-10
Product and Service ProfilingProcess selection involves
Substantial investment in equipment Has a very specific influence on layout
Product or service profiling Linking key product or service requirements to process
capabilities Key dimensions relate to
Range of products or services that will be processed Expected order sizes Pricing strategies Expected frequency of schedule changes Order-winning requirements
Instructor Slides 6-11
Selecting a ProcessSelecting your process depends upon the
characteristics of your product. For the following examples, what is the BEST process? Why?(1)Upscale, gourmet restaurant serving French cuisine, each meal prepared by hand by the Chef.
(2)Cheesecake company specializing in 13 varieties of cheesecakes, shipped to individual customers and restaurants.
TechnologyTechnological Innovation
The discovery and development of new or improved products, services, or processes for producing or providing them
TechnologyThe application of scientific discoveries to the
development and improvement of products and services and/or the processes that produce or provide them
Instructor Slides 6-13
AutomationMachinery that has sensing and control devices
that enable it to operate automaticallyFixed automationProgrammable automationFlexible automation
Automation
Instructor Slides 6-14
Programmable AutomationProgrammable Automation
Involves the use of high-cost, general-purpose equipment controlled by a computer program that provides both the sequence of operations and specific details about each operationComputer-Aided Manufacturing (CAM)
The use of computers in process control, ranging from robots to automated quality control
Numerically Controlled (N/C) Machines Machines that perform operations by following mathematical
processing instructionsRobot
A machine consisting of a mechanical arm, a power supply, and a controller
Instructor Slides 6-15
Flexible AutomationFlexible automation
evolved from programmable automation. It uses equipment that is more customized than that of programmable automation. A key difference between the two is that flexible automation requires significantly less changeover time. FMS (Flexible Manufacturing System)
A group of machines designed to handle intermittent processing requirements and produce a variety of similar products
CIM (Computer Integrated Manufacturing) A system for linking a broad range of manufacturing activities
through an integrated computer system
Instructor Slides 6-16
II. Facilities LayoutLayout
the configuration of departments, work centers, and equipment, with particular emphasis on movement of work (customers or materials) through the system
Facilities layout decisions arise when:Designing new facilitiesRe-designing existing facilities
Instructor Slides 6-17
Does Layout Matter? Read……
“Designing Supermarkets”, page 258/186.
1. Does the layout of the supermarket influence customers purchasing habits?
2. Identify specific layout strategies supermarkets use to get you to spend more.
1. What are the most profitable items? 2. Where are they? Why?
3. What is “the prison”?
1. Inefficient operationsHigh costBottlenecks
2. Accidents or safety hazards3. Changes in product or service design4. Introduction of new products or services5. Changes in output volume or product mix6. Changes in methods or equipment7. Changes in environmental or other legal
requirements8. Morale problems
The Need for Layout Planning
Instructor Slides 6-19
Layout Design Objectives Basic Objective
Facilitate a smooth flow of work, material, and information through the system
Supporting objectives1. Facilitate product or service quality2. Use workers and space efficiently3. Avoid bottlenecks4. Minimize material handling costs5. Eliminate unnecessary movement of workers or material6. Minimize production time or customer service time7. Design for safety
Instructor Slides 6-20
Basic Layout Types
1. Product layouts
2. Process layouts
3. Fixed-Position layout
4. Combination layouts
Instructor Slides 6-21
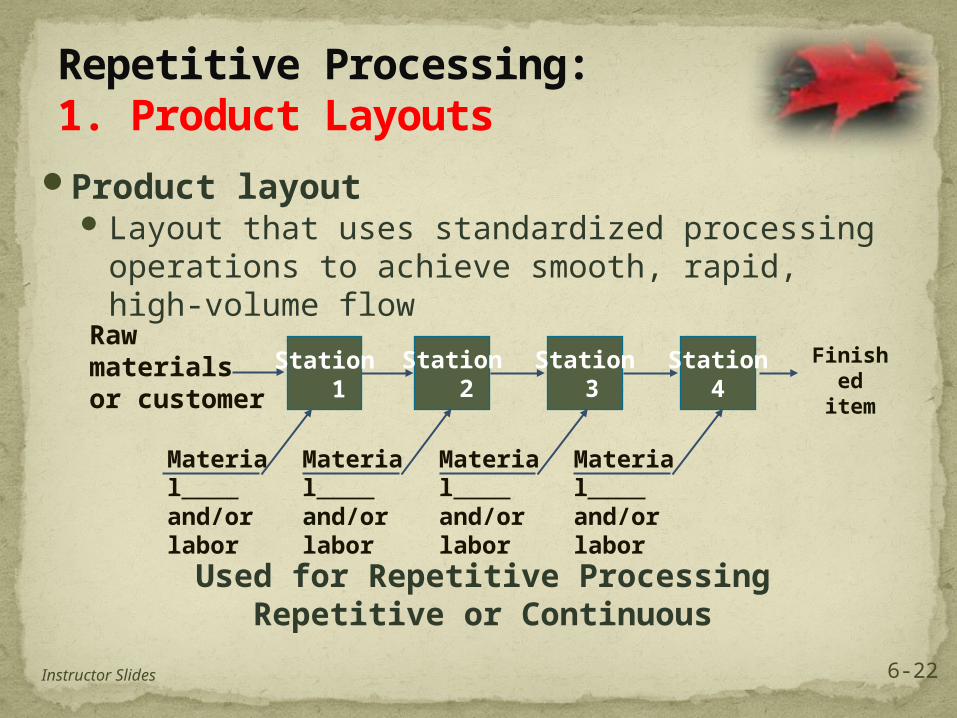
Product layout Layout that uses standardized processing
operations to achieve smooth, rapid, high-volume flow
Repetitive Processing: 1. Product Layouts
Used for Repetitive ProcessingRepetitive or Continuous
Raw materialsor customer Finished
itemStation
2 Station
3Station
4
Material and/or labor
Material and/or labor
Material and/or labor
Material and/or labor
Station 1
Instructor Slides 6-22
Product Layouts: Advantages & Disadvantages
Advantages High rate of output Low unit cost Labor specialization Low material handling cost
per unit High utilization of labor and
equipment Established routing and
scheduling Routine accounting,
purchasing, and inventory control
Disadvantages Creates dull, repetitive jobs Poorly skilled workers may not
maintain equipment or quality of output
Fairly inflexible to changes in volume or product or process design
Highly susceptible to shutdowns
Preventive maintenance, capacity for quick repair and spare-parts inventories are necessary expenses
Individual incentive plans are impractical
Instructor Slides 6-23
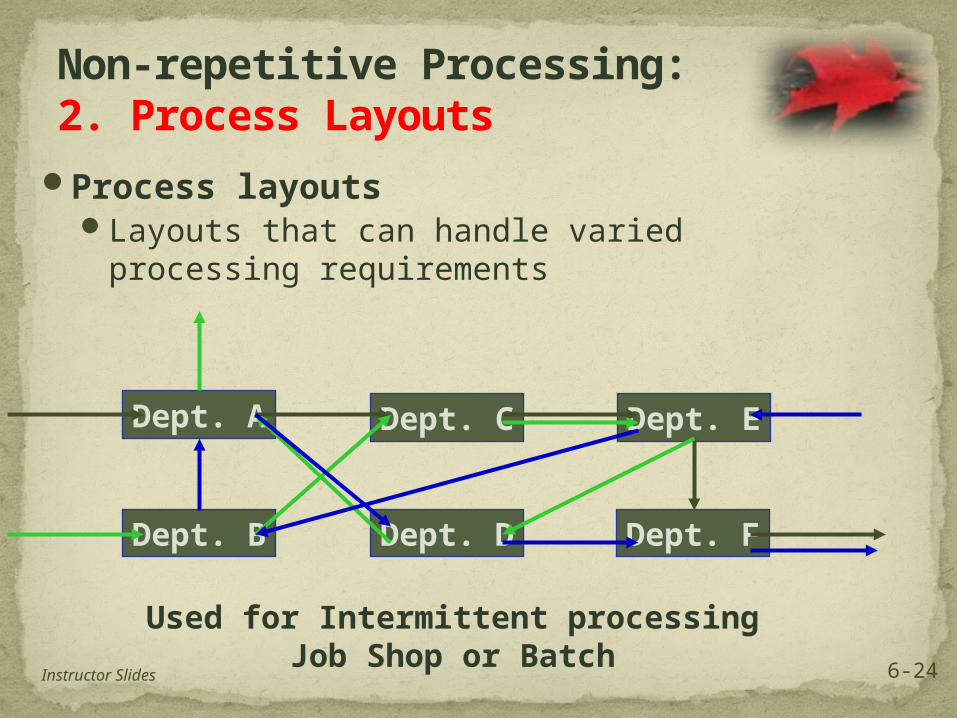
Process layoutsLayouts that can handle varied processing
requirements
Non-repetitive Processing: 2. Process Layouts
Used for Intermittent processingJob Shop or Batch
Dept. A
Dept. B Dept. D
Dept. C
Dept. F
Dept. E
Instructor Slides 6-24
Process Layouts: Advantages & Disadvantages
Advantages Can handle a variety of
processing requirements Not particularly vulnerable
to equipment failures General-purpose
equipment is often less costly and easier and less costly to maintain
It is possible to use individual incentive systems
Disadvantages In-process inventories can be
high Routing and scheduling pose
continual challenges Equipment utilization rates are
low Material handling is slow and
inefficient Reduced spans of supervision Special attention necessary for
each product or customer Accounting, inventory control,
and purchasing are more involved
Instructor Slides 6-25
Fixed Position layoutLayout in which the product or project remains
stationary, and workers, materials, and equipment are moved as needed
3. Fixed Position Layouts
Instructor Slides 6-26
4. Combination LayoutsSome operational environments use a
combination of the three basic layout types: Hospitals Supermarket Shipyards
Some organizations are moving away from process layouts in an effort to capture the benefits of product layouts Cellular manufacturing Flexible manufacturing systems
Instructor Slides 6-27
Service LayoutService layouts can be categorized as:
product, process, or fixed positionService layout requirements are somewhat
different due to such factors as: Degree of customer contact Degree of customization
Common service layouts: Warehouse and storage layouts Retail layouts Office layouts
Instructor Slides 6-28
Cellular LayoutsCellular production
Layout in which workstations are grouped into a cell that can process items that have similar processing requirementsGroupings are determined by the operations
needed to perform the work for a set of similar items, part families, that require similar processing
The cells become, in effect, miniature versions of product layouts
Instructor Slides 6-29
Group TechnologyGroup technology
The grouping into part families of items with similar design or manufacturing characteristicsDesign Characteristics:
SizeShapeFunction
Manufacturing or processing characteristicsType of operations requiredSequence of operations required
Requires a systematic analysis of parts to identify the part families
Instructor Slides 6-30
Service LayoutsTwo key factors:
Customer contactDegree of customization
Layouts:Warehouse and storage layoutsRetail layoutsOffice layouts
Instructor Slides 6-31
III. Line BalancingLine balancing
The process of assigning tasks to workstations in such a way that the workstations have approximately equal time requirements
Goal:Obtain task grouping that represent approximately
equal time requirements since this minimizes idle time along the line and results in a high utilization of equipment and labor
Why is line balancing important?1. It allows us to use labor and equipment more
efficiently.2. To avoid fairness issues that arise when one
workstation must work harder than another.Instructor Slides 6-32
Line Balancing is the process of assigning tasks to workstations in such a way that the workstations have approximately equal time requirements.
Line Balancing
***** Open the Word file on the course website for Chapter 6 for specific notes on line balancing that we will use in class and examples we will work.
Cycle TimeCycle time
The maximum time allowed at each workstation to complete its set of tasks on a unit
Cycle time also establishes the output rate of a line
timeCycle
dayper timeOperating rateOutput
rateoutput Desired
dayper timeOperating timeCycle
Instructor Slides 6-34
How Many Workstations are Needed?
The required number of workstations is a function ofDesired output rateOur ability to combine tasks into a
workstationTheoretical minimum number of
stations
s task timeof Sum
stations ofnumber minimum ltheoretica
where
timeCycle
min
min
t
N
tN
Instructor Slides 6-35
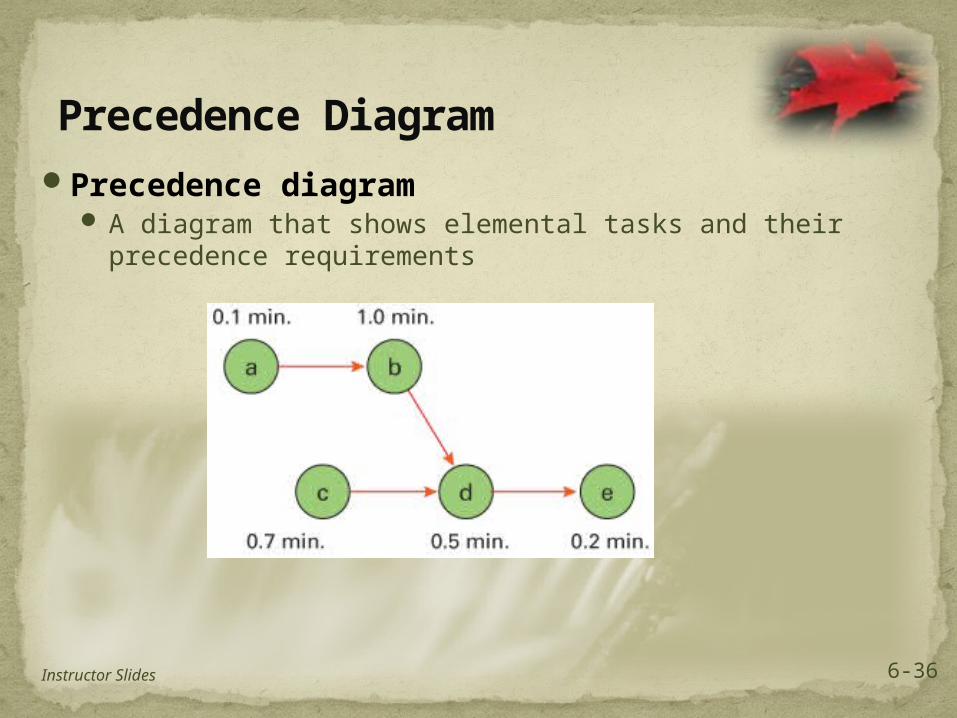
Precedence DiagramPrecedence diagram
A diagram that shows elemental tasks and their precedence requirements
Instructor Slides 6-36
Assigning Tasks to Workstations Heuristic Rules for Line Balancing that
we will use in the class, and must be used on homework and exams:1. Assign task with no predecessors (or where
proceeding tasks have already been assigned).2. Assign tasks in order of most following tasks
1. Count the number of tasks that follow
3. Assign tasks in order of longest processing time.
YOU MUST KNOW THESE RULES.
Instructor Slides 6-37
Measuring EffectivenessBalance delay (percentage of idle time)
Percentage of idle time of a line
Efficiency Percentage of busy time of a line
stations ofnumber Actual
where
100 timeCycle
cycleper timeIdleDelay Balance
actual
actual
N
N
Delay Balance - 100%Efficiency
Instructor Slides 6-38
HomeworkFinish any examples in class notesPage 277, problem 1, a,b,c,d,ePage 278, problem 4, a (1,2,3,4)Page 278, problem 5, a, b, c (based on
min. cycle time), d (use line balancing rules for this class)
Line Balancing Rules for this class1. Assign tasks with no predecessors (or
tasks have been assigned)2. Assign tasks with greatest number of
following tasks3. Assign tasks with longest processing
time.