Embed Size (px)
Citation preview

1
> INTRODUCTION TO METALLURGY
1
2FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
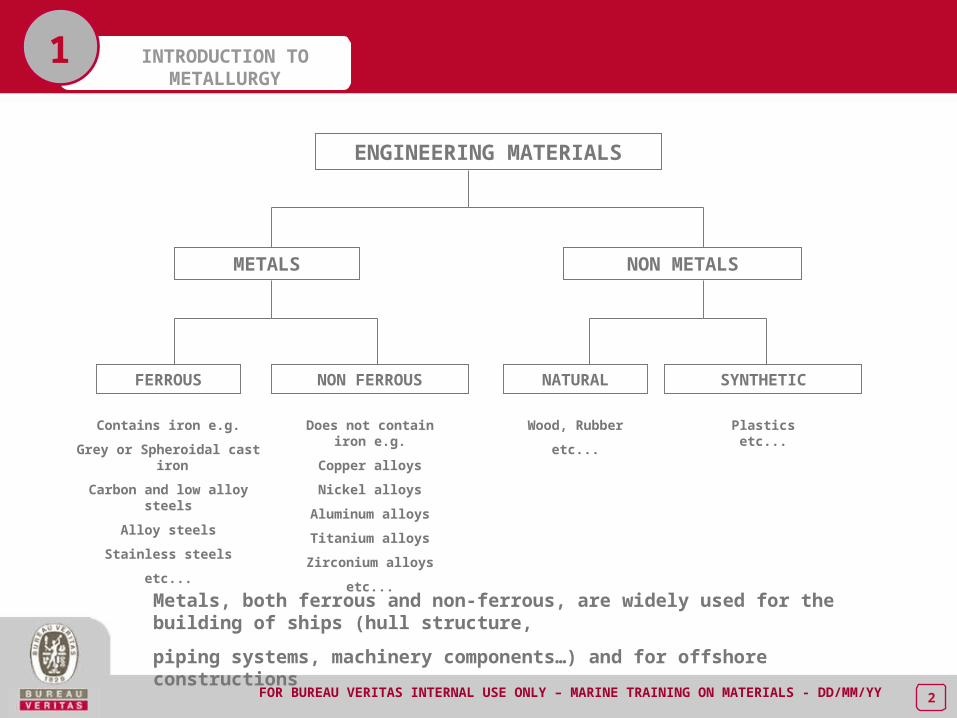
ENGINEERING MATERIALS
NON METALSMETALS
NON FERROUS
Does not contain iron e.g.
Copper alloys
Nickel alloys
Aluminum alloys
Titanium alloys
Zirconium alloys
etc...
FERROUS
Contains iron e.g.
Grey or Spheroidal cast iron
Carbon and low alloy steels
Alloy steels
Stainless steels
etc...
NATURAL
Wood, Rubber
etc...
SYNTHETIC
Plastics etc...
Metals, both ferrous and non-ferrous, are widely used for the building of ships (hull structure,
piping systems, machinery components…) and for offshore constructions

3FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
MATERIALS
Carbon and carbon-manganese steels, low alloy steels, high alloy steels, stainless steels, copper alloys, aluminum alloys, nickel alloys, titanium alloys...
ROLLED PRODUCTS
Plates, sheets, strips, wide-flats, bulb-flats, angles, bars…
PIPES AND TUBES (Steels, Al-alloys, Cu-alloys, Ni-alloys, Ti-alloys…)
FORGINGS (Steels, Al-alloys, Ni-alloys…)
Shafts, crankshafts, connecting rods...
CASTINGS (Steels, Al-alloys, Cu-alloys, Ni-alloys, Ti-alloys…)
Propellers, stern frames, casings, anchors...

4FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
By using an optical microscope, metal microstructure can be seen from polished and suitably etched samples.
The microstructure is granular and made of grains of different nature, size, shape, orientation.
Polishing equipment Polished samples Suitable etching agentMetallurgical microscope
5FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
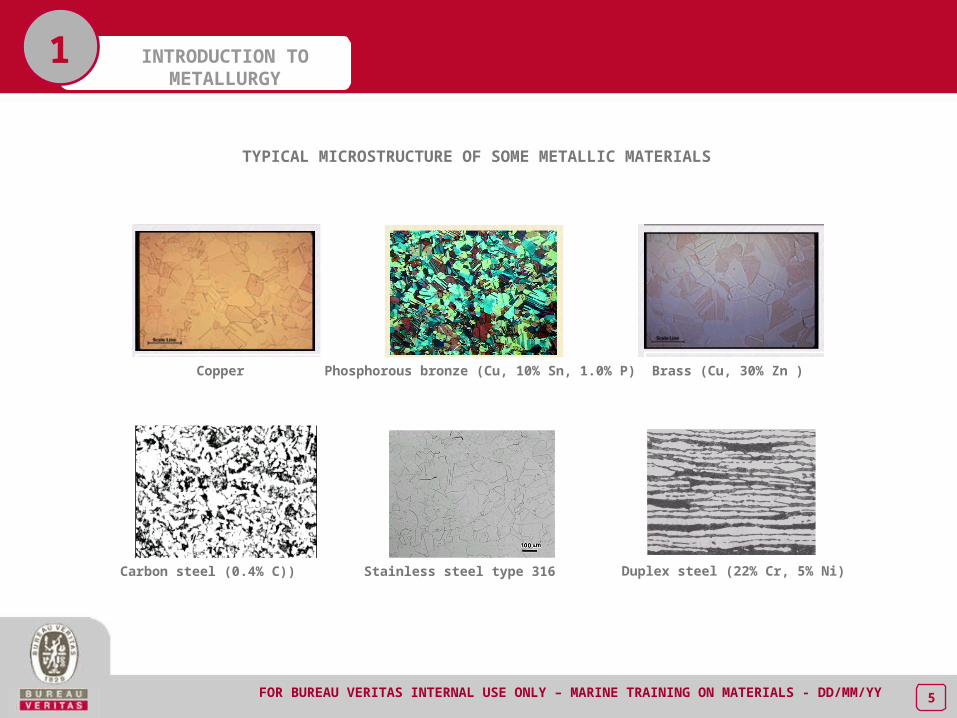
Copper Phosphorous bronze (Cu, 10% Sn, 1.0% P) Brass (Cu, 30% Zn )
Duplex steel (22% Cr, 5% Ni)Carbon steel (0.4% C)) Stainless steel type 316
TYPICAL MICROSTRUCTURE OF SOME METALLIC MATERIALS
6FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
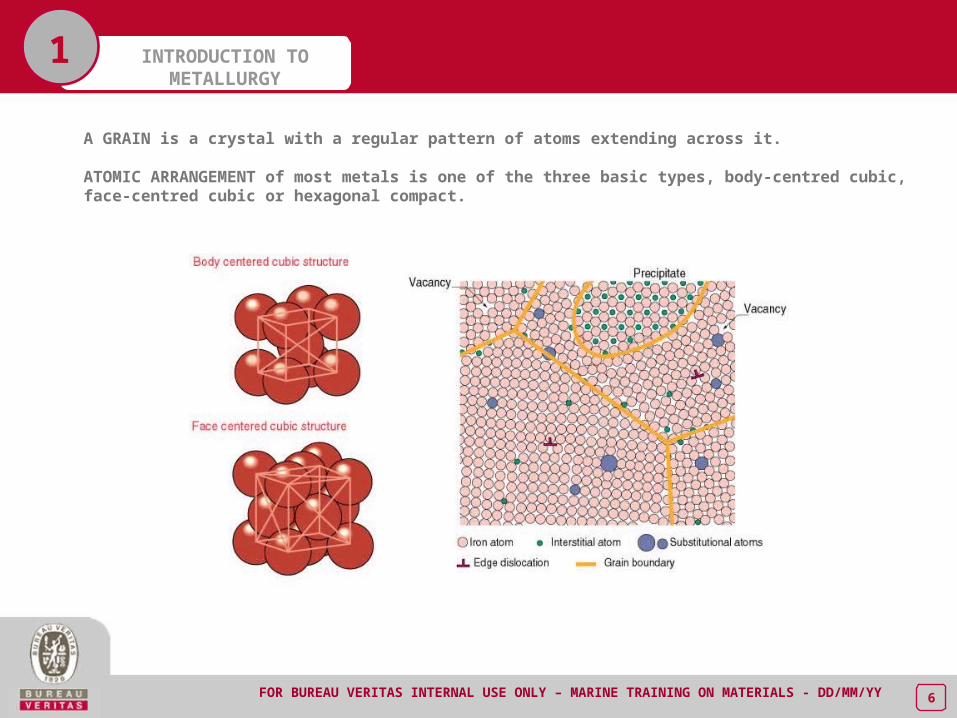
A GRAIN is a crystal with a regular pattern of atoms extending across it.
ATOMIC ARRANGEMENT of most metals is one of the three basic types, body-centred cubic,face-centred cubic or hexagonal compact.
7FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
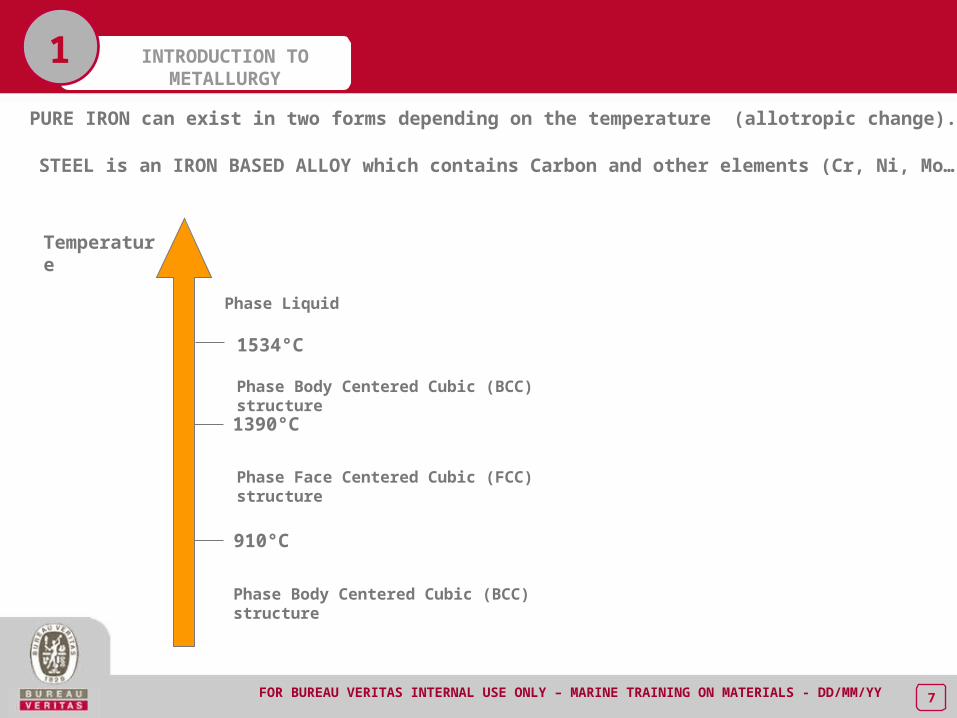
PURE IRON can exist in two forms depending on the temperature (allotropic change).
Phase Body Centered Cubic (BCC) structure
Phase Liquid
Phase Body Centered Cubic (BCC) structure
Phase Face Centered Cubic (FCC) structure
910°C
1390°C
1534°C
STEEL is an IRON BASED ALLOY which contains Carbon and other elements (Cr, Ni, Mo…)
Temperature
8FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
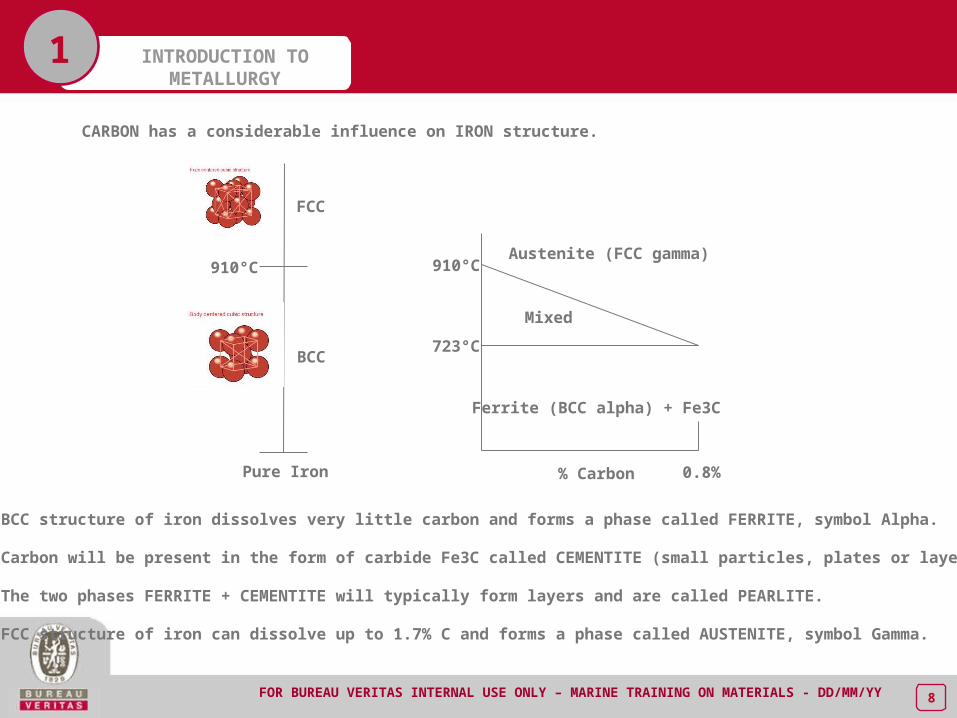
CARBON has a considerable influence on IRON structure.
BCC
Pure Iron
FCC
910°C 910°C
723°C
% Carbon 0.8%
Ferrite (BCC alpha) + Fe3C
Austenite (FCC gamma)
Mixed
BCC structure of iron dissolves very little carbon and forms a phase called FERRITE, symbol Alpha.
Carbon will be present in the form of carbide Fe3C called CEMENTITE (small particles, plates or layers).
The two phases FERRITE + CEMENTITE will typically form layers and are called PEARLITE.
FCC structure of iron can dissolve up to 1.7% C and forms a phase called AUSTENITE, symbol Gamma.

9FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
EQUILIBRIUM PHASE DIAGRAM shows phases in presence when element is added in a matrix.
IRON - CARBON DIAGRAM
Point Ar3; Temperature at which ferrite starts to form when cooling;Point Ac3; Temperature at which ferrite is no more present when heating;Point Ar1; Temperature at which austenite is no more present when cooling;Point Ac1; Temperature at wich austenite starts to form when heating;
OTHER DIAGRAMS exist for iron/nickel, iron/chromium...
10FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
ManganeseSlightly increases the strength of ferrite and decreases the critical cooling speed to form martensiteCalled critical quenching speed and so increases hardness penetration.
SiliconUsed as deoxidizer. Slightly increases the strength of ferrite.
ChromiumAs manganese, decreases critical quenching speed. Can make the steel air hardening (martensite canForm at air cooling speed when 5%Cr and Mn are present). Above 13% Cr steel is referred to asstainless steel;
NickelIncreases strength and toughness.
MolybdenumDecreases critical quenching speed. Increases high temperature tensile strength.
VanadiumHelps control grain growth during heat treatment, increases strength and toughness.
INFLUENCE OF SOME STEEL ALLOYING ELEMENTS OTHER THAN CARBON
11FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
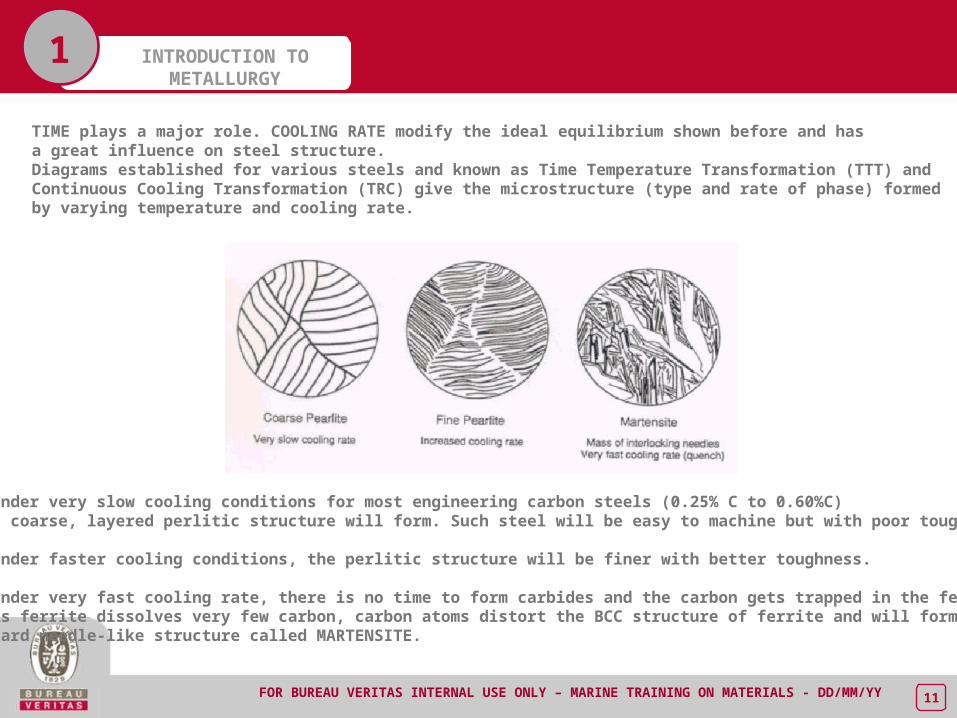
TIME plays a major role. COOLING RATE modify the ideal equilibrium shown before and hasa great influence on steel structure.Diagrams established for various steels and known as Time Temperature Transformation (TTT) andContinuous Cooling Transformation (TRC) give the microstructure (type and rate of phase) formedby varying temperature and cooling rate.
Under very slow cooling conditions for most engineering carbon steels (0.25% C to 0.60%C)a coarse, layered perlitic structure will form. Such steel will be easy to machine but with poor toughness.
Under faster cooling conditions, the perlitic structure will be finer with better toughness.
Under very fast cooling rate, there is no time to form carbides and the carbon gets trapped in the ferrite.As ferrite dissolves very few carbon, carbon atoms distort the BCC structure of ferrite and will form a veryhard needle-like structure called MARTENSITE.

12FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
HARDENABILITY / QUENCHINGThe ability of steel to form martensite at a given cooling rate is called hardenability. Some alloyingelements and their respective content greatly influence hardenability (C, Mn, Cr, Mo…).Quenching is the heat treatment which aims to produce the structure of maximum hardness by heatingto a temperature which removes any ferrite present and then cooling in a suitable medium (air, oil, water)to form hard structure.
TEMPERINGHard structures such martensite have very low ductility. Heating below transformation points(about 700°C) keeps a high strength level and enhances ductility and toughness. Tempering temperature isadapted to the desired level of strength.A quenched and tempered steel shall never be heated during fabrication to a temperature higher than itstempering temperature.
ANNEALINGSteel is heated to form stable austenite and then cooled very slowly (e.g. in a furnace) to form coarseperlite. Low strength and low hardness is obtained together with low toughness.
NORMALIZINGSteel is heated until it just starts to form austenite and then cooled in air. Fine grains and uniform pearliteare formed with good toughness.
13FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
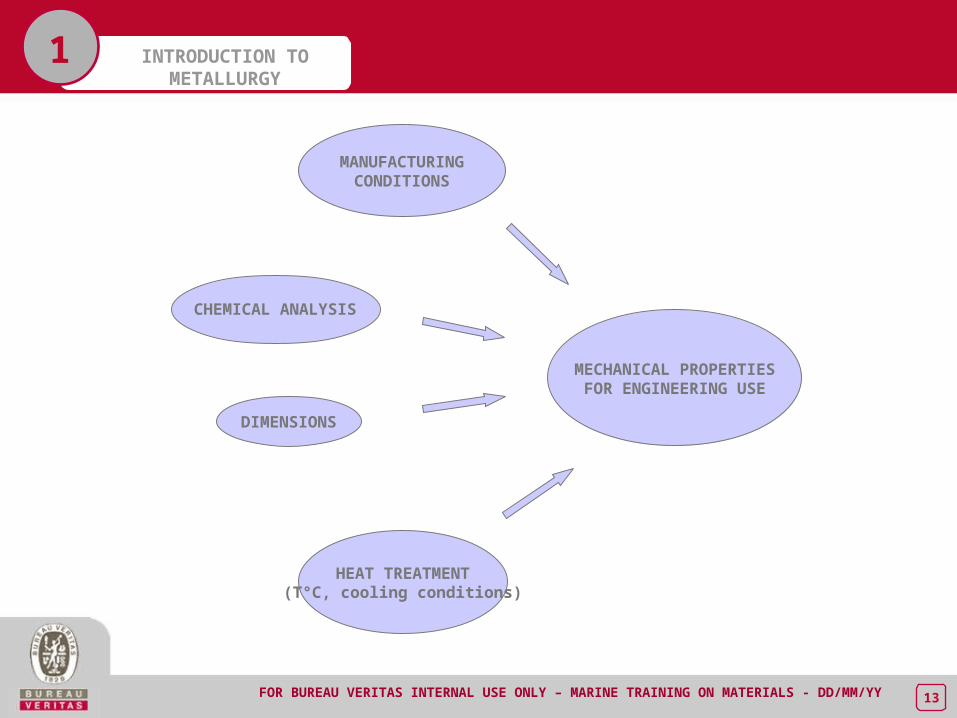
MECHANICAL PROPERTIESFOR ENGINEERING USE
CHEMICAL ANALYSIS
HEAT TREATMENT(T°C, cooling conditions)
DIMENSIONS
MANUFACTURINGCONDITIONS
14FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
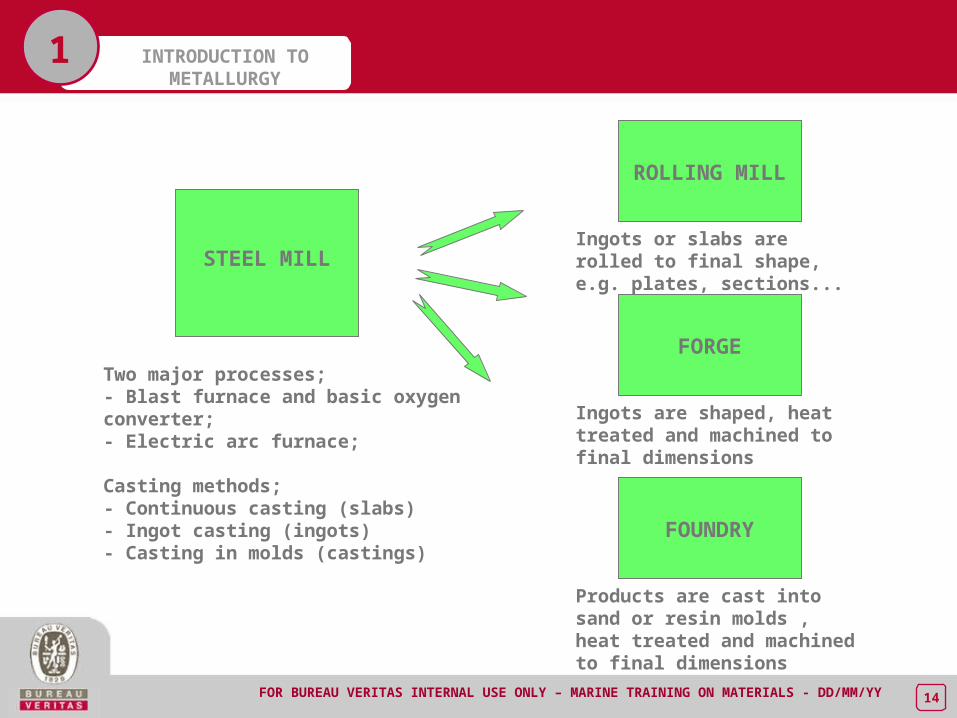
STEEL MILL
ROLLING MILL
Two major processes;- Blast furnace and basic oxygen converter; - Electric arc furnace;
Casting methods;- Continuous casting (slabs)- Ingot casting (ingots)- Casting in molds (castings)
Ingots or slabs are rolled to final shape, e.g. plates, sections...
FOUNDRY
FORGE
Products are cast into sand or resin molds , heat treated and machined to final dimensions
Ingots are shaped, heat treated and machined to final dimensions
15FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
STEELMAKING PROCESS – BLAST FURNACE 1/2
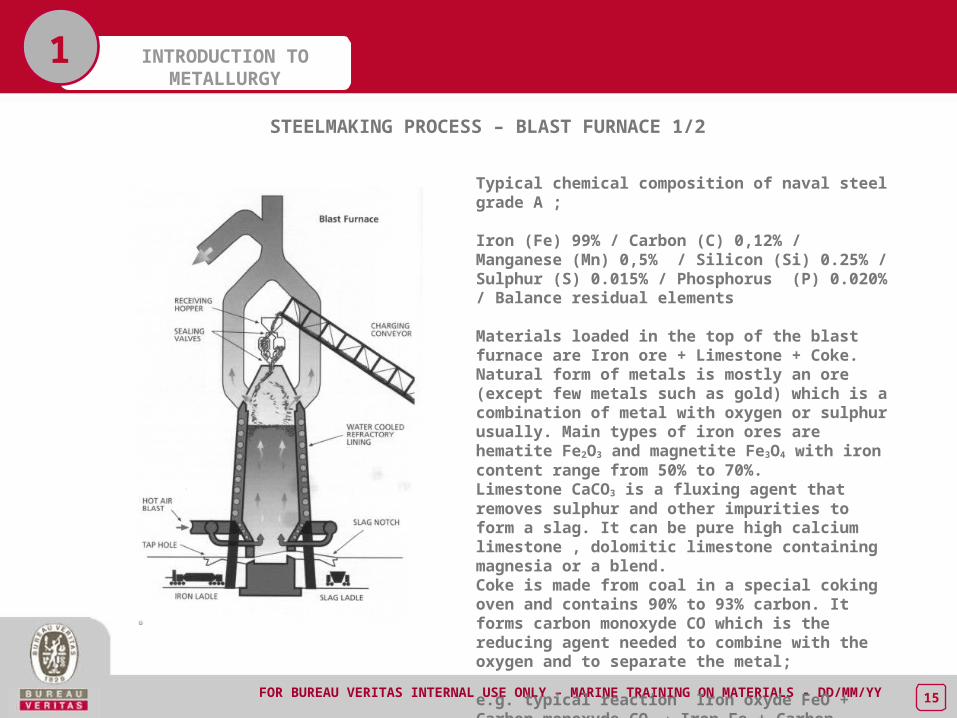
Typical chemical composition of naval steel grade A ;
Iron (Fe) 99% / Carbon (C) 0,12% / Manganese (Mn) 0,5% / Silicon (Si) 0.25% / Sulphur (S) 0.015% / Phosphorus (P) 0.020% / Balance residual elements
Materials loaded in the top of the blast furnace are Iron ore + Limestone + Coke.Natural form of metals is mostly an ore (except few metals such as gold) which is a combination of metal with oxygen or sulphur usually. Main types of iron ores are hematite Fe2O3 and magnetite Fe3O4 with iron content range from 50% to 70%.Limestone CaCO3 is a fluxing agent that removes sulphur and other impurities to form a slag. It can be pure high calcium limestone , dolomitic limestone containing magnesia or a blend.Coke is made from coal in a special coking oven and contains 90% to 93% carbon. It forms carbon monoxyde CO which is the reducing agent needed to combine with the oxygen and to separate the metal;
e.g. typical reaction Iron oxyde FeO + Carbon monoxyde CO Iron Fe + Carbon dioxyde CO2
16FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
STEELMAKING PROCESS – BLAST FURNACE 2/2
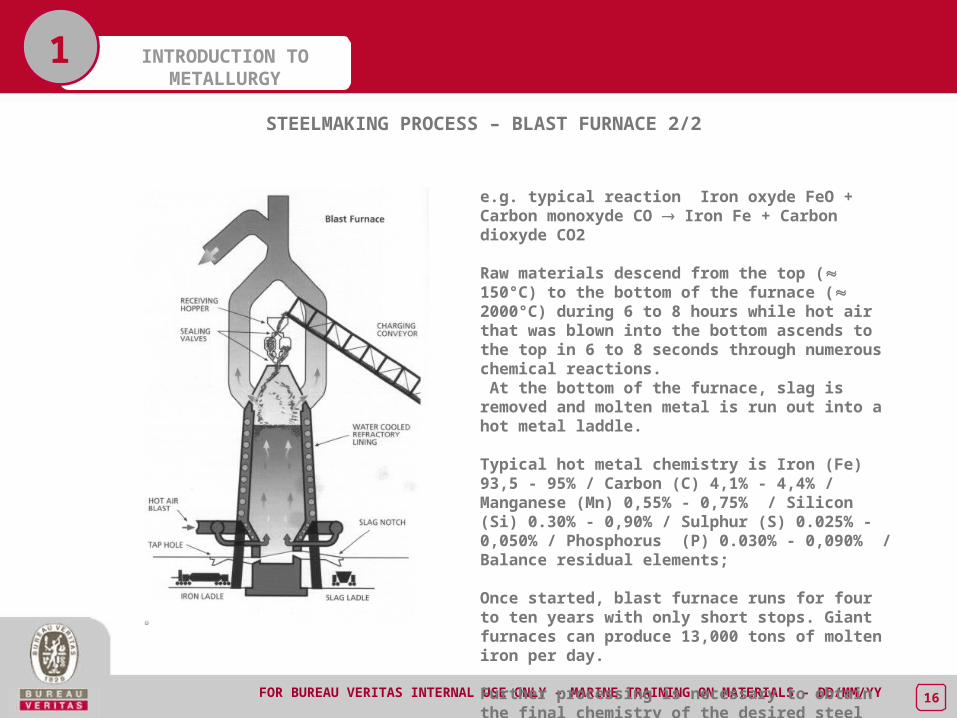
e.g. typical reaction Iron oxyde FeO + Carbon monoxyde CO Iron Fe + Carbon dioxyde CO2
Raw materials descend from the top ( 150°C) to the bottom of the furnace ( 2000°C) during 6 to 8 hours while hot air that was blown into the bottom ascends to the top in 6 to 8 seconds through numerous chemical reactions. At the bottom of the furnace, slag is removed and molten metal is run out into a hot metal laddle.
Typical hot metal chemistry is Iron (Fe) 93,5 - 95% / Carbon (C) 4,1% - 4,4% / Manganese (Mn) 0,55% - 0,75% / Silicon (Si) 0.30% - 0,90% / Sulphur (S) 0.025% - 0,050% / Phosphorus (P) 0.030% - 0,090% / Balance residual elements;
Once started, blast furnace runs for four to ten years with only short stops. Giant furnaces can produce 13,000 tons of molten iron per day.
Further processing is necessary to obtain the final chemistry of the desired steel grade.

17FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
STEELMAKING PROCESS – BASIC OXYGEN CONVERTER
Hot metal coming from the blast furnace needs to be oxidized to remove excess of carbon and impurities.
Raw materials for the Basic Oxygen Furnace are 70-80% liquid hot metaland the balance is steel scrap and fluxes (lime > 95% CaO, dolomite 58% CaO - 39% MgO).
Oxygen (>99,5% pure) is blown into the furnace at supersonic velocities (Linz-Donawitz process). It oxidizes the carbon and silicon in the hot metal liberating great quantities of heat which melts the scrap. Iron, manganese and phosphorus oxidize as well. The basic slags which form remove phosphorus and sulphur from the molten charge.
The term Basic refers to the magnesia (MgO) refractory lining which wear through contact with the hot basic slags.
Once the heat is ready, it is tapped into the laddle and conveyed to the continuous casting machine or a secondary refining process depending on the type of steel grade.
Typical Basic Oxygen Furnaces size are around 250 tons and tap-to-tap times are about 40 minutes.
Steel made using Basic Oxygen Process represents today around 60% of production in the world.
18FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
STEELMAKING PROCESS – ELECTRIC ARC FURNACE
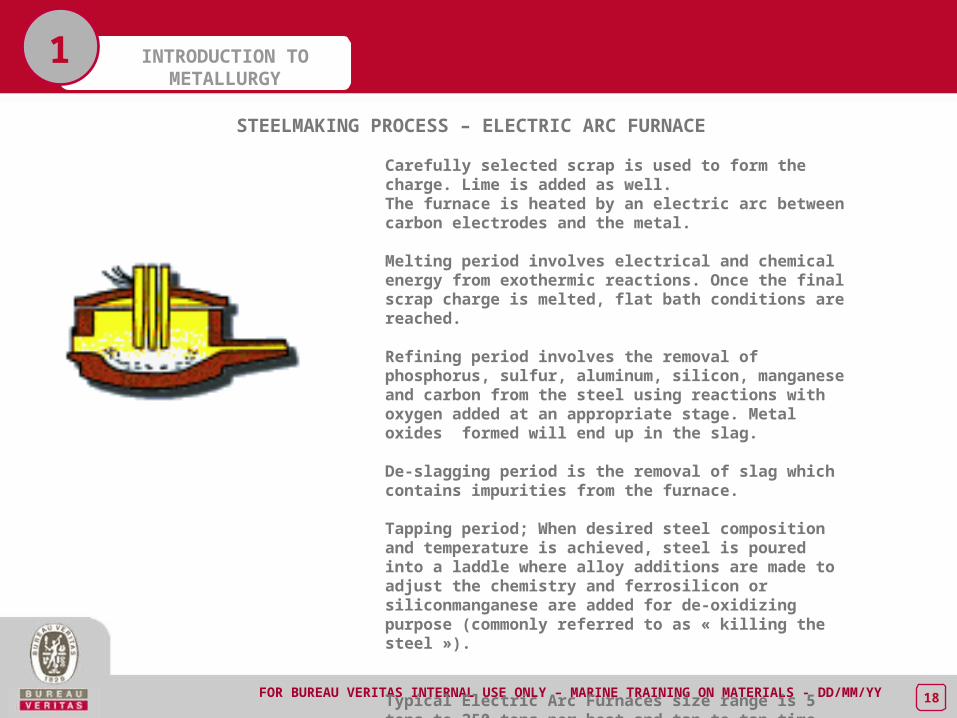
Carefully selected scrap is used to form the charge. Lime is added as well.The furnace is heated by an electric arc between carbon electrodes and the metal.
Melting period involves electrical and chemical energy from exothermic reactions. Once the final scrap charge is melted, flat bath conditions are reached.
Refining period involves the removal of phosphorus, sulfur, aluminum, silicon, manganese and carbon from the steel using reactions with oxygen added at an appropriate stage. Metal oxides formed will end up in the slag.
De-slagging period is the removal of slag which contains impurities from the furnace.
Tapping period; When desired steel composition and temperature is achieved, steel is poured into a laddle where alloy additions are made to adjust the chemistry and ferrosilicon or siliconmanganese are added for de-oxidizing purpose (commonly referred to as « killing the steel »).
Typical Electric Arc Furnaces size range is 5 tons to 250 tons per heat and tap-to-tap time range is one hour to ten hours.
19FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
STEELMAKING PROCESS – REFINING (Secondary Metallurgy)
This is post steel making processes performed at a separate station. The purposes can be temperature homogenization, chemical adjustments for carbon, sulfur, phosphorus, oxygen and precise alloying, inclusion control, degassing and others.
• Rotary Degassers
• Vacuum Degassers
• Argon Oxygen Decarburization for stainless steels
• Vacuum Oxygen Decarburization for stainless steels
• Laddle Furnace
…
20FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
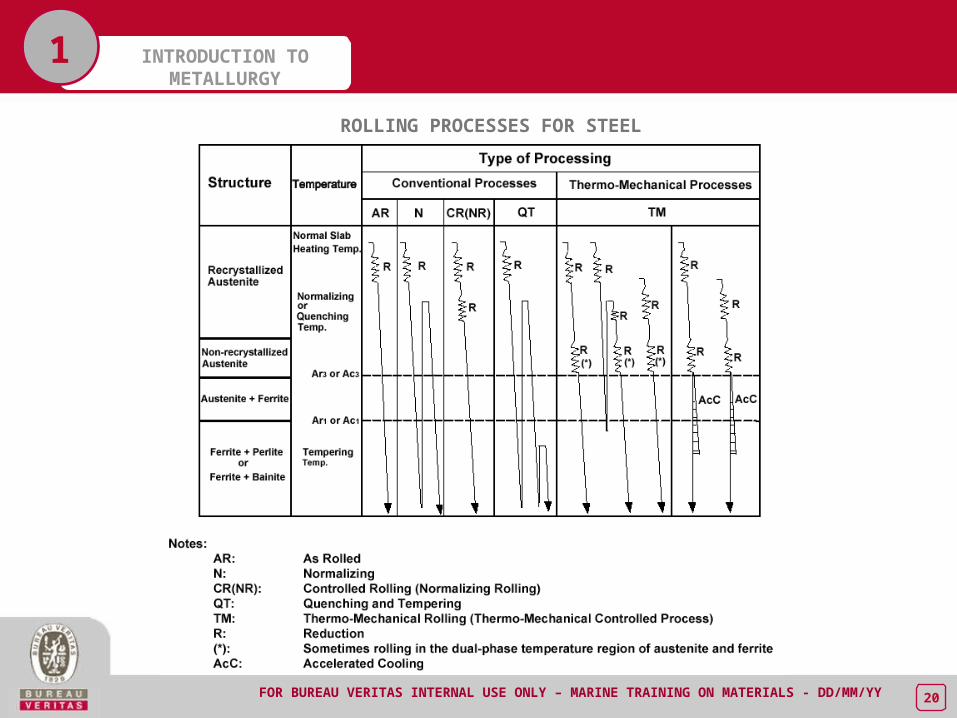
ROLLING PROCESSES FOR STEEL
21FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
AS ROLLED (AR); This procedure involves the rolling of steel at high temperature followed by air cooling. The rolling and finishing temperatures are typically in the austenite recrystallization region and above the normalising temperature. The strength and toughness properties of steel products made by this process are generally less than products heat treated after rolling or than products made by advanced processes.
CONTROLLED ROLLING (CR), NORMALIZING ROLLING (NR); A rolling procedure in which the final deformation is carried out in the normalizing temperature range, resulting in a material condition generally equivalent to that obtained by normalising.
THERMO-MECHANICAL ROLLING (TM), THERMO-MECHANICAL CONTROLLED PROCESSING (TMCP);This is a procedure which involves the strict control of both the steel temperature and the rolling reduction. Generally a high proportion of the rolling reduction is carried out close to the Ar3 temperature and may involve the rolling in the dual phase temperature region. Unlike controlled rolled the properties conferred by TM (TMCP) cannot be reproduced by subsequent normalizing or other heat treatment.
THERMO-MECHANICAL ROLLING WITH ACCELERATED COOLING (TM+AcC); Accelerated cooling is a process which aims to improve mechanical properties by controlled cooling with rates higher than air cooling immediately after the final TM-rolling operation.
ROLLING PROCESSES FOR STEEL
22FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
QUENCHING AND TEMPERING (QT); Quenching involves a heat treatment process in which product is heated to an appropriate temperature above the Ac3 and then cooled with an appropriate coolant for the purpose of hardening the microstructure. Tempering subsequent to quenching is a process in which the product is reheated to an appropriate temperature not higher than the Ac1 to restore toughness properties by improving the microstructure.
ANNEALINGSteel is heated to form stable austenite and then cooled very slowly (e.g. in a furnace) to form coarseperlite. Low strength and low hardness is obtained together with low toughness.
NORMALIZINGNormalising involves heating rolled steel above the critical temperature, Ac3, and in the lower end of the austenite recrystallization region followed by air cooling. The process improves the mechanical properties of as rolled steel by refining the grain size.
HEAT TREATMENT FOR STEEL

23FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
STAINLESS STEEL
• Originally developed for cutlery applications (without stain). Stainless steel is a generic name for a family of steel types and grades for corrosion or oxydation resistant applications;
• Stainless steels are iron based alloys with a minimum of 10.5% chromium. Other alloying elements are added to obtain properties necessary for a given application such as resistance to specific environment or cryogenic toughness;
• The corrosion resistance of stainless steel arises from a « passive » chromium rich oxyde film that forms naturally on the surface. Although thin (1 to 5 nanometers thick), this protective film is strongly adherent and chemically stable under normal conditions for the type of stainless steel.
24FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
STAINLESS STEEL
Depending on the type of microstructure, stainless steels are classed in four families
• FERRITIC stainless steels
Contain typically between 13% and 17% chromium
• MARTENSITIC stainless steels
Contain typically 12% chromium
• AUSTENITIC stainless steels
Typically contain about 18% chromium in addition to nickel; Non magnetic;
Super austenitic grades have enhanced resistance to pitting and crevice corrosion
• AUSTENITIC-FERRITIC stainless steels also known as DUPLEX
Typical grade is « 22-05 » which contains about 22% chromium and 5% nickel;
Microstructure is a mixture of austenite and ferrite;
Super duplex grades have enhanced resistance to pitting and crevice corrosion
25FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
ALUMINIUM ALLOYS MAKING
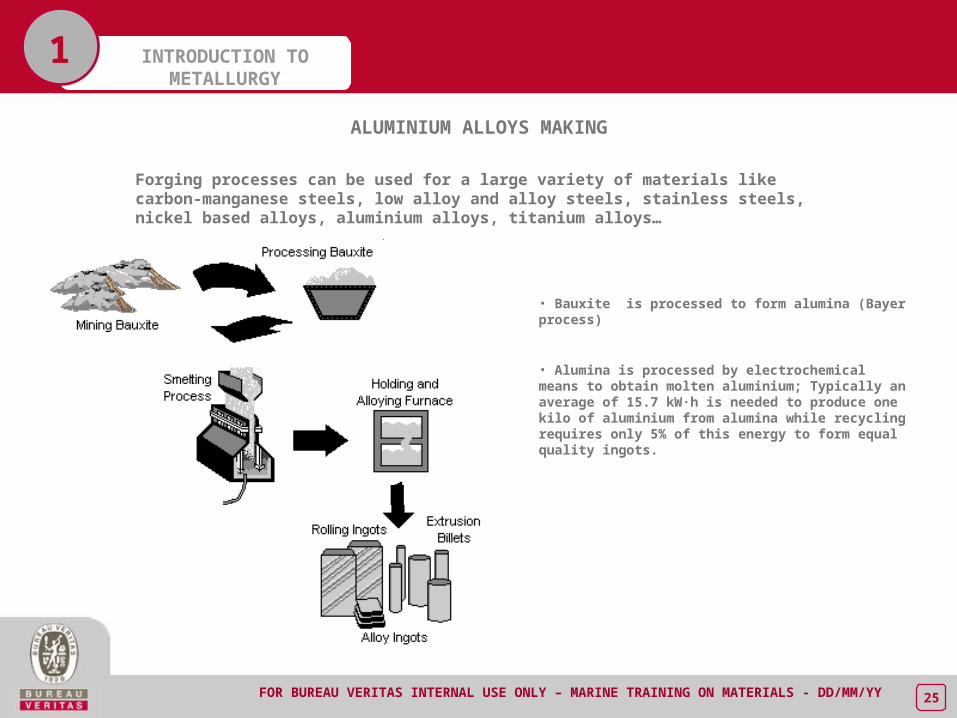
Forging processes can be used for a large variety of materials like carbon-manganese steels, low alloy and alloy steels, stainless steels, nickel based alloys, aluminium alloys, titanium alloys…
• Bauxite is processed to form alumina (Bayer process)
• Alumina is processed by electrochemical means to obtain molten aluminium; Typically an average of 15.7 kW·h is needed to produce one kilo of aluminium from alumina while recycling requires only 5% of this energy to form equal quality ingots.

26FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
ALUMINIUM ALLOYS PRODUCTS
• Aluminium alloys products are made from semi-finished products using rolling or extrusion facilities or directly cast into molds.
27FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
FORGING PROCESSES
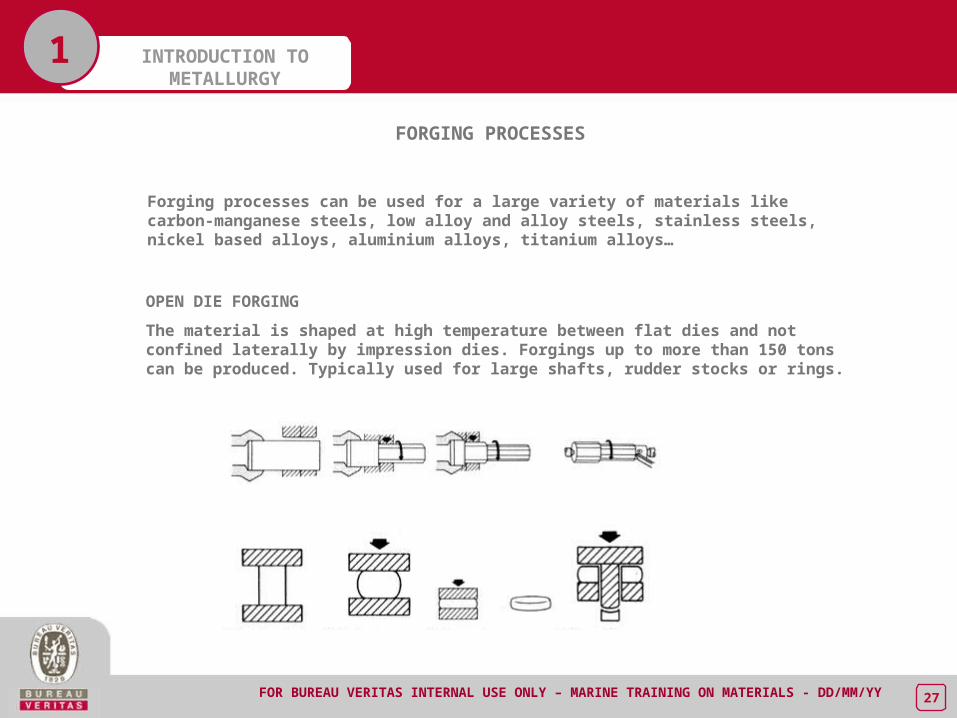
OPEN DIE FORGING
The material is shaped at high temperature between flat dies and not confined laterally by impression dies. Forgings up to more than 150 tons can be produced. Typically used for large shafts, rudder stocks or rings.
Forging processes can be used for a large variety of materials like carbon-manganese steels, low alloy and alloy steels, stainless steels, nickel based alloys, aluminium alloys, titanium alloys…

28FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
FORGING PROCESSES
OPEN DIE FORGING
29FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
FORGING PROCESSES
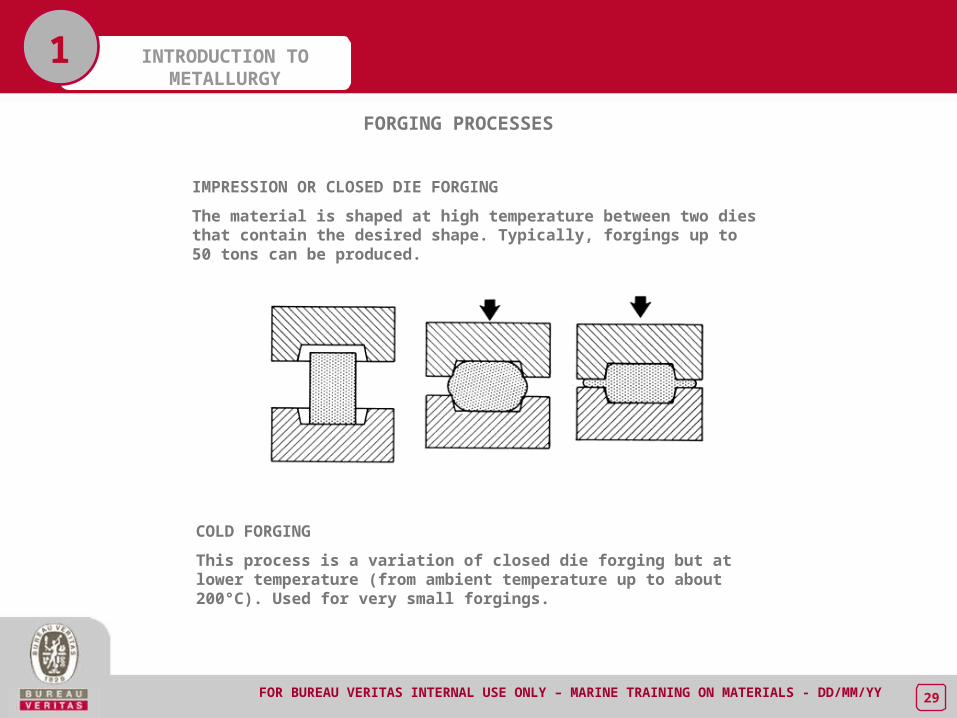
IMPRESSION OR CLOSED DIE FORGING
The material is shaped at high temperature between two dies that contain the desired shape. Typically, forgings up to 50 tons can be produced.
COLD FORGING
This process is a variation of closed die forging but at lower temperature (from ambient temperature up to about 200°C). Used for very small forgings.

30FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS - DD/MM/YY
INTRODUCTION TO METALLURGY
1
CASTING PROCESS
A casting can be defined as a product obtained by allowing molten metal to solidify in a mold.
Foundries can produce cast components for a large variety of materials like cast iron, carbon-manganese steels, low alloy and alloy steels, stainless steels, copper base alloys, nickel based alloys, aluminium alloys, titanium alloys…
STEPS IN THE PROCESS
• PATTERN MAKING
The pattern is a physical model of the casting and is used to make the mold. The mold is made by packing aggregate material, such as molding sand, around the pattern.
• CORE MAKING
If the casting is to be hollow, cores are used to form the cavities. Cores made of material such as molding sand are placed in the mold.
• MOLDING
All operations necessary to prepare a mold.
• MELTING AND POORING
All operations necessary to prepare molten metal and to pour it in the mold.
• CLEANING
All operations necessary to the removal of sand, scale and excess metal from the casting













![Metallurgy App Briefing[1]](https://img.pdfslide.us/doc/110x75/577d2ac31a28ab4e1eaa0642/metallurgy-app-briefing1.jpg)








![Secondary Metallurgy Solut en[1]](https://img.pdfslide.us/doc/110x75/577cd09f1a28ab9e7892b304/secondary-metallurgy-solut-en1.jpg)




