19th International Conference on Production Research
COMPUTER AIDED GEOMETRIC MODELING AND 5-AXIS MILLING OF A SCREW
PROPELLER IN A SINGLE SETUP: A CASE STUDY
A.C. Munar1, E.L.J. Bohez2, M. Singh3, T. Lin4, S.S.
Makhanov5
1,2,3Industrial Systems Engineering Department, Asian Institute
of Technology (AIT), Pathumthani, Thailand 4Industrial Engineering
Department, Konkuk University, Seoul, Korea
5Sirindhorn International Institute of Technology (SIIT),
Thammasat University, Pathumthani, Thailand
Abstract This paper presents a geometric modeling method and
5-axis CNC machining algorithm for the manufacture of screw
propellers in one single setup. A novel approach for 5-axis
roughing is developed and implemented in addition to further
streamline finishing sequences. The toolpath is generated by
dividing the propeller model into milling regions viz. the front
& rear blade faces, the leading & trailing blade edges and
the lateral hub surfaces between adjacent blades. Cutting tools for
each region are then selected along with the appropriate tool
orientation for 5-axis flank milling. The CL-data is acquired using
UnigraphicsTM and translated into NC code using a postprocessor for
the Maho MH600E milling machine. The viability of the proposed
method is verified by virtual machining on VericutTM and actual
machining on Maho MH600E. Keywords: 5-Axis CNC machining, CAD/CAM,
sculptured surface machining.
1 INTRODUCTION Sculptured surface machining has significantly
developed ever since its inception in the 1950s under the historic
project called Automatic Programmed Tool Language (APT). The term
sculptured has earned popularity in machining as NC programmers
have gained more control of the cutting tool thus resembling the
movement of an artists chisel. Machining of free-form surfaces
called for advanced CNC multi-axis machines which have a higher
degree of flexibility and precision than conventional 3-axis types.
Its implementation also demanded even more sophisticated CAD/CAM
systems to ease designer work in modeling and programming. CAM
technology has assisted designers in selecting cutting parameters
in addition to preparing NC data based on the required design
surface tolerance. The selection of cutting variables involves
specifying cutting tools that are geometrically compatible with the
design surface as well as choosing the appropriate milling
technique. Countless research has been devoted to harness the full
potential of multi-axis NC machining in both hardware and software
aspects [1]. Manufacturing parts with complex geometry requires
flexible methods of CNC programming and machining especially when
the design part covers an area of several meters such as gas
turbine blades and marine propellers. Among the numerous advantages
of 5-axis machining, the three most significant are: reduced
process time due to higher material removal rates, reduced setup
time for intricate prismatic parts and improved surface quality
thus minimizing the time required for subsequent finishing [2,3].
The inherent ability of 5-axis machines to position the tool and
workpiece at any given relative point and angle allows them to
produce the design part using several approaches [2,4]] that which
is evidently a shortcoming of 3-axis machines. In contrast to their
predecessors, 5-axis machines have considerable advantage in terms
of accessibility and productivity. For example, the effect of
employing 5-axis machines in the manufacture of die molds has
resulted in 10-20 times more than the efficiency set by 3-axis
machines [5,6]. Moreover, parts with irregular shapes such as turbo
impellers can be machined using a single setup since areas
previously inaccessible to 3-axis machines are made workable with
added degress of freedom although under certain constraints
[7,8].
Apart from their benefits in sculptured surface machining,
5-axis machines have also introduced both computational and
functional difficulties. First, current CAM systems still do not
provide adequate support for toolpath generation and verification
such that designers still rely on iterative methods [8,9,10,11].
Apparently there are still huge numbers of research concerning the
effective control of scallop heights based on tool geometry and
positioning. Second, considering the rigorous task of developing
complicated algorithms for interference and collision detection in
addition to position correction [12], 5-axis is prone to machining
errors of which many are classified as NC programming related [5].
5-axis operations can be categorized as either point milling or
flank milling [8]. In conventional point milling, material is
removed using the tip of the tool. Although the process can be
applied to machine any complex surface, the main drawback in using
point milling is that is it time-consuming and the milled surface
would require polishing in order to remove scallops [13]. The
process of flank milling on the other hand removes material using
the side of the tool, which then leads to higher machining
efficiency and to a great extent eliminates the presence of surface
scallops [14]. Yet it has disadvantages involving large overcuts
and undercuts with increased chances of cutter interference and
collision. Flank milling can be further classified as either ruled
milling or skive cut [5]. Ruled milling refers to the machining of
flat ruled surfaces or the more convoluted hyperbolic paraboloid
surfaces both of which are bound by two guide strings. Common
applications of ruled-milling include the manufacture of fan,
compressor and impeller blade surfaces. The major drawback of ruled
milling includes relatively large deflections when slender tools
are employed as well as gouging for the case of concave or sharp
cornered features. While the cut also mills with the side of the
cutter, it is preferred for convex surfaces such as the leading and
trailing edges of airfoils found in gas turbine blades. Screw
propellers have been the primary products of 5-axis CNC machining
since the beginning. With their visibly complex geometry, the
manufacture of propellers presented NC programmers the difficulty
of guiding the tool through narrow areas between adjacent blade
surfaces without causing gouging or interference. Research on
5-axis machining of propellers however have
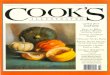
Figure 16: Lateral hub finishing verification
Table 4: Propeller blades and hub finishing performance
Milling Region Material Removed Cutting Time Concave Faces 14250
mm3 1213.4 min Convex Faces 37060 mm3 212.65 min
Hub Faces 22766 mm3 199.17 min Total 74076 mm3 1625.2 min
Results from the simulation show that the entire roughing phase
took a minimum total of 3 hours where an estimated 10.7x105mm3 of
material was removed or 70% of the initial part stock volume.
Altogether it took 48 hours to transform a cylindrical blank part
into a propeller with 5 blades. A total of 15.64x105 mm3 of
material was milled during the roughing and finishing sequences. 4
CONCLUSION The proposed modeling and 5-axis machining approach for
marine propellers has highlighted the advantage of having the
roughing phase performed in 5-axis rather than in the conventional
3-axis mode. A huge reduction in setup and machining lead time was
achieved by having a more unified approach such that roughing and
finishing were conducted in a single setup. Moreover a higher
material removal rate was achieved for the roughing phase by using
a preform bounding boxes geometry combined with 5-axis flank
milling. Further research in the presented method would include the
optimization of toolpath parameters in order to address surface
quality and tool wear rate. 5 ACKNOWLEDGMENTS This research work
was funded by AIT and SIIT. The authors are greatly appreciative to
AIT CIM Laboratory supervisor Somchai Taopanich for his valuable
expertise in machining and also to Suradash Chungpaiboonpatana for
his assistance in editing this paper. 6 REFERENCES [1] Dragomatz,
D., Mann, S., A Classified Bibliography of
Literature on NC Toolpath Generation, Computer Aided Design,
29(3), 1997, 239-247.
[2] Bohez, E.L.J., Five-axis Milling Machine Tool Kinematic
Chain Design and Analysis, International Journal of Machine Tools
& Manufacture, 42, 2002, 505-520.
[3] Lai, X.D., Zhou, Y.F., Zhou, J., Peng, F.Y., Yan, S.J.,
Geometrical Error Analysis and Control for 5-Axis Machining of
Large Sculpture Surfaces, International Journal of Advanced
Manufacturing Technology, 21, 2003, 110-118.
[4] Lauwers, B., Kruth, J.P., Dejonghe, P., An Operation
Planning System for Multi-Axis Milling of Sculptured Surfaces,
International Journal of Advanced Manufacturing Technology, 17,
2001, 799-804.
[5] Choi, B.K., Jerard, R.B., Sculptured Surface Machining
Theory and Applications, Kluwer Academic Publishers, Dordrecht,
1998.
[6] Gray, P., Bedi, S., Ismaili, F., Rao, N., Morphy, G.,
Comparison of 5-Axis and 3-Axis Finish Machining of Hydro Forming
Die Inserts, International Journal of Advanced Manufacturing
Technology, 17, 2001, 562-569.
[7] Chen, S.L., Wang, W.T., Computer Aided Manufacturing
Technologies for Centrifugal Compressor Impellers, Journal of
Materials Processing Technology, 115, 2004, 284-293.
[8] Yilmaz, O., Noble, D., Gindy, N.N.Z., Gao, J., A Study of
Turbomachinery Components Machining and Repairing Methodologies,
International Journal of Aircraft Engineering and Aerospace
Technology, 77(6), 2005, 455-466.
[9] Bliko, I., Kowerich, S. and Paulik, P., Experiences from a
Quantum Leap Improvement in Turbine Manufacturing. In Machining
Impossible Shapes, ed. Gustav J. Olling, Byoung K. Choi and Robert
B. Jerard, Kluwer Academic Publishers, Boston, 1999, 8-23.
[10] Bohez, E.L.J., Senadhera, S.D.R, Pole, K., Duflou, J.R.,
Tar, T., A Geometric Modeling and Five-Axis Machining Algorithm for
Centrifugal Impellers, Journal of Manufacturing Systems 16(6),
1997, 422-436.
[11] Lai, X.D., Zhou, Y.F., Zhou, J., Peng, F.Y., Yan, S.J.,
Geometrical Error Analysis and Control for 5-Axis Machining of
Large Sculpture Surfaces, International Journal of Advanced
Manufacturing Technology, 21, 2003, 110-118.
[12] Bohez, E.L.,J., Minh, N.T.H., Kiatsrithanakorn, B.,
Natasukon, P., Ruei-Yun, H., Son, L.T., The Stencil Buffer Sweep
Plane Algorithm for 5-Axis CNC Tool Path Verification, Computer
Aided Design, 35(12), 2003, 1129-1142.
[13] Gong, H., Cao, L.X., and Liu, J. 2005. Improved Positioning
of Cylindrical Cutter for Flank Milling Ruled Surfaces.
Computer-Aided Design 37:1205-1213.
[14] Bedi, S., Mann, S., Menzel, C., Flank Milling with Flat End
Cutters, Computer Aided Design, 35, 2003, 293-300.
[15] Elber, G., Fish, R., 1994, 5-Axis Freeform Surface Milling
using Piecewise Ruled Surface Approximation, Technical Paper,
Israel Institute of Technology, Haifa.
[16] Youn, J.W., Jun, Y., Park, S., Interference-free Toolpath
Generation in Five-Axis Machining of a Marine Propeller,
International Journal of Production Research, 41(18), 2003,
4383-4402.
[17] Van Beek, T., Technology Guidelines for Efficient Design
and Operation of Ship Propulsors, Marine News, Wrtsill Propulsion,
Netherlands BV, 2004.
[18] Cortes, J.L., 2004, Do-It-Yourself Project, Designing and
drawing a classical wood propeller (in Solidworks),
http://www.nmine.com/propeller.htm.
[19] Kouh, J.S., Han, C.H., Chen, Y.J., 2004, A New Geometric
Modeling Method for Marine Propellers, 9th Symposium on Practical
Design of Ships and Other Floating Structures.
[20] Gao, J., Chen, X., Zhang, D., Yilmaz, O., Gindy, N.,
Adaptive Restoration of Complex Geometry Parts Through Reverse
Engineering Application, Advances in Engineering Software,
2006.