-
MAINTENANCE ENGINEERING AND MANAGEMENT FOR MALAYSIAN
POLYTECHNIC
-
2013 Department of Polytechnic Education, Ministry of Education,
MALAYSIA.
ALL RIGHTS RESERVED
The text of this publication, or any part thereof, may not be
reproduced or transmitted in any
form or by any means, electronic or mechanical, including
photocopying, recording, storage in
an information retrieval system, or otherwise, without prior
permission of Department of
Polytechnic Education.
-
Preface
MAINTENANCE ENGINEERING AND MANAGEMENT covers topic such as
maintenance
organization, maintenance strategies system, system approach to
maintenance, maintenance
planning and scheduling and computerized maintenance management
system (CMMS). This
course also includes knowledge regarding maintenance of
facilities and equipment activities in a
good working condition and develops good management
knowledge.
Editor
Dr. Choong Chee Guan
-
Table of Contents
CHAPTER 2: MAINTENANCE STRATEGIES
2.1 Introduction
2.2 Maintenance Strategies
2.2.1 Functions
2.2.2 Basic selections
2.2.3 System approach to maintenance functions
2.3 Types of Maintenance
2.3.1 Categorization of types of maintenance based on functions
and advantages
2.3.2 Methods for each type of maintenance suitable in
industries and processes
2.4 Productive Maintenance (TPM).
2.4.1 Evolution towards TPM
2.4.2 Needs of TPM
2.4.3 Basic elements of TPM
2.4.4 TPM Methodology
2.4.5 Barriers in TPM implementation
2.4.6 Success factors in TPM implementation
2.5 Exercise
-
2
Mohd Iqbal Syazwan bin Azizan (PTSB)
Zabidi bin Saad (PSP) Mad Hafis bin Mohamed Yusof (PMU)
2.1 Introduction
In today's process industry, while managers are desperately
trying to reduce production costs, an
estimated one-third of maintenance expenditures are wasted.
Maintenance averages 14% of the
cost of goods sold in many industries, making it a prime target
for cost-reduction efforts.
According to a DuPont report (2012), "The largest single
controllable expenditure in a plant
today is maintenance, and in many plants the maintenance budget
exceeds annual net profit."
Optimizing the return on maintenance is now a key strategy for
most process plants. This course
outlines various maintenance strategies that you can combine to
develop an overall plant
maintenance strategy and make a dent in those rising costs.
Past and current maintenance practices in industry would imply
that maintenance is action
associated with equipment repair after it is broken. The
dictionary defines maintenance as
follows: the work of keeping something in proper condition;
upkeep. This would imply that maintenance should be actions taken
to prevent a device or component from failing or to repair
normal equipment degradation experienced with the operation of
the device to keep it in proper
working order.
Without a well-thought-out maintenance strategy, you may see
patterns like these in your
operation:-
(i) Equipment failures result in lost production and expensive
repairs.
(ii) The same equipment failures happen again and again.
(iii) Maintenance schedules are the same for all similar
equipment, regardless of application
or economic impact.
(iv) No maintenance standards or best practices exist.
(v) A good maintenance strategy can address all of these
symptoms, improving process
operations while reducing costs. In fact, your maintenance
strategy can be as important to
your business results as your quality program.
Maintenance
Strategies
Learning Outcomes
Upon completion of this chapter, students should be able
to:-
1. Understand maintenance strategies.
2. Classify types of maintenance.
-
2.2 Maintenance Strategies
A maintenance strategy means a scheme for maintenance, i.e. an
elaborate and systematic plan of
maintenance action.
Maintenance Strategy is a long-term plan, covering all aspects
of maintenance management
which sets the direction for maintenance management, and
contains firm action plans for
achieving a desired future state for the maintenance
function.
Several maintenance strategies are mainly used in technical
systems. The most common
strategies are: corrective, time-based, condition-based and
reliability-centered maintenance
(Balzer et al., 2001).
Maintenance strategic decision making involves selecting the
right care and repair
methodologies that maximize equipment life and performance for
the least cost to the user. But
to be able to make successful maintenance management strategy
choices you must understand
how equipment fails. When you know the equipments weaknesses and
strengths you can care for it properly and get maximum service from
it at least cost.
2.2.1 Functions
Maintenance function ensures that all the machines and equipment
related to the production and
other key functions in the organization are maintained and
function properly. Maintenance
Function plans for the spares and consumables for the
maintenance.
Maintenance functions will be limited to and defined as
follows:
(a) Inspect
To determine the serviceability an item by comparing its
physical, mechanical, and/or
electrical characteristics with established standards through
examination
(b) Test
To verify serviceability and to detect incipient failure by
measuring the mechanical or
electrical characteristics of an item and comparing those
characteristics with prescribed
standards.
(c) Service
Operations required periodically to keep an item in proper
operating condition, i.e., to
clean (decontaminate), to preserve, to drain, to paint, or to
replenish fuel, lubricants,
hydraulic fluids, or compressed air supplies
(d) Adjust
To maintain, within prescribed limits, by bringing into proper
or exact position, or by
setting the operating characteristics to the specified
parameters.
(e) Align
To adjust specified variable elements of an item to bring about
optimum or desired
performance.
(f) Calibrate
To determine and cause corrections to be made or to be adjusted
on instruments or test
measuring and diagnostic equipment used in precision
measurement. Consists of
-
comparisons of two instruments, one of which is a certified
standard of known accuracy,
to detect and adjust any discrepancy in the accuracy of the
instrument being compared.
(g) Install
The act of emplacing, seating, or fixing into position an item,
part, module (component or
assembly) in a manner to allow the proper functioning of the
equipment or system.
(h) Replace
The act of substituting a serviceable like type part,
subassembly, or module (component
or assembly) for an unserviceable counterpart.
(i) Repair
The application of maintenance services (inspect, test, service,
adjust, align, calibrate,
replace) or other maintenance actions (welding, grinding,
riveting, straightening, facing,
re-machining, or resurfacing) to restore serviceability to an
item by correcting specific
damage, fault, malfunction, or failure in a part, subassembly,
module (component or
assembly), end item, or system. This function does not include
the trial and error
replacement of running spare type items such as fuses, lamps, or
electron tubes
(j) Overhaul
That maintenance effort (service/action) necessary to restore an
item to a completely
serviceable/operational condition as prescribed by maintenance
standards (i.e., of
DMWR) in. appropriate technical publications. Overhaul is
normally the highest degree
of maintenance performed by the Army. Overhaul does not normally
return an item to
like new condition.
(k) Rebuild
Consists of those services/actions necessary for the restoration
of unserviceable
equipment to a like new condition in accordance with original
manufacturing standards.
Rebuild is the highest degree of materiel maintenance applied to
Army equipment. The
rebuild operation includes the act of returning to zero there
age measurements (hours,
miles, etc.) considered in classifying Army
equipment/components.
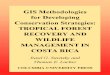
2.2.2 Basic selections
When setting up a maintenance program, a number of key stages
must be carried out. A typical
sequence of key stages in implementing maintenance is shown in
Figure 2.1 below. Many
organizations try to carry out maintenance without implementing
or managing some of the above
key stages. They may then use Key Performance Indicators (KPIs)
in their attempt to quantify
the cost effectiveness of their chosen approach, but unless each
stage has been carried out
effectively, they usually find it difficult or impossible to
measure the effectiveness of their
maintenance.
-
Figure 2.1: Overview of Typical Maintenance Implementation
Stages
Selecting and appropriate maintenance strategy and choosing one
or more techniques becomes a
simpler decision when the failure modes are understood. A
schematic of the decision process in
selecting an appropriate maintenance strategy or maintenance
technique is shown in Figure 2.2.
-
Figure 2.2: Selecting Maintenance Strategies &
Techniques
Selecting and appropriate maintenance strategy and choosing one
or more techniques become a
simpler decision when the failure modes are understood. A
schematic of the decision process in
selecting an appropriate maintenance strategy.
In practice the best way is to look down over few steps:-
(a) Prepare for the analysis
(b) Select the equipment to be analyzed
(c) Identify functions
(d) Identify functional failures
(e) Identify and evaluate (categorize) the effects of
failure
(f) Identify the causes of failure
(g) Select maintenance tasks
For example:- Maintenance of a Piston
(a) Prepare for the analysis
Problem: Seal damage
Effect: Oil leaking
(b) Select the equipment to be analyzed
- The new seal
- Oil
(c) Identify functions
- Reduce damage to the piston pump
-
(d) Identify functional failures
- Reduce damage to the piston pump
(e) Identify and evaluate (categorize) the effects of
failure
- Failure is always the case
- Still can be repaired
(f) Identify the causes of failure
- Seal that has been used and not changed
(g) Select maintenance tasks
- Corrective maintenance
2.2.3 System approach to maintenance functions
(a) Identification of the needs of maintenance related
activities, which may include repair,
reconditioning or replacement of components.
(b) Analyzing the requirement of the above needs.
(c) Determining the functional procedures for maintenance task
selection. Work planning
and scheduling, work order processing, etc.
(d) Outlining a reporting and controlling procedure of all
maintenance related activities.
(e) Development of supporting services and infrastructure for
efficient execution of
maintenance functions.
(f) Determining the cost account procedures for optimizing
maintenance related
expenditures.
(g) Adopting a policy for training of maintenance staff and
assurance of quality.
2.3 Types of Maintenance
There are many types of maintenance. Maintenance is an action
necessary for retaining or
restoring a piece of equipment, machine, or system to the
specified operable condition to achieve
its maximum useful life.
2.3.1 Categorization of types of maintenance based on functions
and advantages
A. Breakdown Maintenance
The first type of maintenance is breakdown maintenance.
Breakdown maintenance involves the
repair or replacement of equipment and components after they
have failed. This kind of
management strategy can be contrasted with preventive and
predictive maintenance, which are
designed to avoid equipment failures. The breakdown maintenance
approach is typically
employed when failures are unlikely to result in workplace
injuries or excessive downtime,
though the costs associated with emergency repairs are often
prohibitive. A policy of breakdown
maintenance is sometimes instituted when a facility or business
has scheduled to close or cease
operations, especially if there are no plans to continue using
the equipment afterward. This
method has no continuous activity associated with it.
Essentially, no maintenance activity is
performed on machinery until it fails or produces unacceptable
product. At first impression this
method seems the most cost effective because the manpower and
their associated costs are
minimal.
-
But closer examination shows that when the machinery fails,
considerable expense is required to
allocate manpower on an emergency basis, repair/replacement
parts, and lost revenues due to
non-production can mount rapidly depending upon the
manufacturing process or product.
Clearly, this method has the highest associated cost and
maintenance is unpredictable at best. In
addition, an unexpected failure can be dangerous to personnel
and the facility.
B. Corrective Maintenance
The second type of maintenance is the corrective maintenance.
Corrective maintenance is a form
of system maintenance which is performed after a fault or
problem emerges in a system, with the
goal of restoring operability to the system. It is a maintenance
task performed to identify, isolate,
and rectify a fault so that the failed equipment, machine, or
system can be restored to an
operational condition within the tolerances or limits
established for in-service operations. In
some cases, it can be impossible to predict or prevent a
failure, making corrective maintenance
the only option. In other instances, a poorly maintained system
can require repairs as a result of
insufficient preventive maintenance and in some situations
people may opt to focus on
corrective, rather than preventive, repairs as part of a
maintenance strategy.
The process of corrective maintenance begins with the failure
and a diagnosis of the failure to
determine why the failure appeared. The diagnostic process can
include a physical inspection of
a system, the use of a diagnostic computer to evaluate the
system, interviews with system users,
and a number of other steps. It is important to determine what
caused the problem in order to
take appropriate action, and to be aware that multiple failures
of components or software may
have occurred simultaneously. Examples of a corrective
maintenance are replacement of a failed
electrical breaker, weld repair of a cracked process line and
repair of a failed instrument
transmitter.
C. Preventive Maintenance
The third type of maintenance is the preventive maintenance.
Preventive maintenance is
predetermined work performed to a schedule with the aim of
preventing the wear and tear or
sudden failure of equipment components.
Preventive maintenance helps to:-
(i) Protect assets and prolong the useful life of production
equipment
(ii) Improve system reliability
(iii) Decrease cost of replacement
(iv) Decrease system downtime
(v) Reduce injury
Preventive maintenance function should incorporate the following
elements:-
1. Reliability of components (equipment failure is usually
caused by its least reliable
component).
(i) Check manufacturers information (ii) Check accepted industry
best practices
-
2. Maintaining equipment service records
3. Scheduling replacement of components at the end of their
useful service life
4. Acquiring and maintaining inventories of least reliable
component, critical component
and components scheduled for replacement.
5. Replacing service-prone equipment with more reliable
performer.
Advantages of preventive maintenance:-
1. Less standby equipment is needed
2. Cost of repairing is reduced
3. Lowers wear and tear of a machine and other equipment
4. Increases the life of the machine
5. Provide greater safety and protection to the workers
Examples of preventive maintenance are:-
Most preventive maintenance programs are a loose conglomeration
of inspections, cleaning,
adjustment, lubrication, and similar tasks that do little, if
anything, to preserve the reliability of
critical production assets.
D. Predictive Maintenance (PdM)
The most misunderstood and misused of the entire plant
improvement program. Users define it
as:-
(i) To prevent catastrophic failure of critical rotating
machinery.
(ii) Maintenance scheduling tool that uses vibration and
infrared or lubricating oil analysis
data to determine the need for corrective maintenance
action.
Applying grease on the lubrication
line of the vertical centrifugal pump
(for the pump bearing).
Perform preventive maintenance on
the caterpillar gas engine by cleaning
the air filter, check on any leakage on
the gas engine and check on the lube
oil.
-
Definition:-
Techniques help determine the condition of in-service equipment
in order to predict when
maintenance should be performed. This approach offers cost
savings over routine or time-based
preventive maintenance, because tasks are performed only when
warranted.
The main value of (PdM) is to allow convenient scheduling of
corrective maintenance, and to
prevent unexpected equipment failures. The key is the right
information in the right time. By knowing which equipment needs
maintenance, maintenance work can be better planned (spare
parts, people etc.) and what would have been unplanned stops are
transformed to shorter and fewer planned stops, thus increasing
plant availability. Other advantages include increased equipment
lifetime, increased plant safety, fewer accidents with negative
impact on environment,
and optimized spare parts handling.
The ultimate goal of (PdM) is to perform maintenance at a
scheduled point in time when the
maintenance activity is most cost-effective and before the
equipment loses performance within a
threshold. This is in contrast to time- and/or operation
count-based maintenance, where a piece
of equipment gets maintained whether it needs it or not.
Time-based maintenance is labour
intensive, ineffective in identifying problems that develop
between scheduled inspections, and is
not cost-effective.
The predictive component of predictive maintenance stems from
the goal of predicting the future trend of the equipments
condition. This approach uses principles of statistical process
control to determine at what point in the future maintenance
activities will be appropriate. Most
(PdM) inspections are performed while equipment is in service,
thereby minimizing disruption of
normal system operations. Adoption of (PdM) can result in
substantial cost savings and higher
system reliability.
Predictive Maintenance (PdM) Process:-
1. Setup
(i) Develop a list of critical processes, applications and
equipment and prioritize each
item based on the impact a failure would have. High priority
equipment:-
- Directly impacts safety, the environment, revenue, or customer
relations
- Is unique or costly to replace, or used constantly (24x7)
- Is difficult to find spare parts for or has a long lead time
for repair
(ii) Determine how likely your equipment is to fail, using PdM
software, operator
knowledge and maintenance history.
(iii) Combine those two pieces of information failure
probability and impact and create an inspection schedule (see
sample at right).
(iv) Set up a database to store measurement results for each
piece of equipment.
Incorporate baseline data, repair histories, manufacturer
recommendations and
operator knowledge: when units broke/ how often, why, and what
they cost to fix.
-
2. Test
Test the equipment with the appropriate predictive technologies
and record the
measurements in the (PdM) database.
3. Monitor
Analyze and monitor your measurements for signs of change in
operating conditions:
vibration measurements trending up, increased current draw for
the same process, current
lead to ground, increasing bearing temperatures, and so
forth.
4. Repair
Investigate any warning signs and determine if repairs are
necessary. 8. Determine the
length of time before failure occurs. Again, if you lack the
(PdM) tools to determine this,
rely on technician experience and manufacturer data.
5. Schedule repair before failure
One of the powerful (PdM) paradigms is not to repair equipment
too early or too late.
You dont want equipment to go down, but you also dont want to
replace equipment if it will continue to run for a year or more.
Use your lead-time to properly align resources,
check for spare parts, and choose a shutdown time that minimizes
the down condition in
the plant.
6. Make the repair
Document the results and if appropriate, try to determine the
root cause of the failure of
the equipment. Take new baseline readings for the
repaired/replaced equipment.
7. Inspection schedules
Frequency of inspection is based on a number of factors,
including safety, the criticality
of the equipment, the expense of a failure, and the frequency
with which problems impact
production and/or maintenance. As assets age, are heavily
loaded, or are poorly
maintained, inspections may become more frequent. When repairs
or modifications are
made to equipment, conduct a follow-up inspection.
Advantages of Predictive Maintenance (PdM):-
(i) Increased equipment lifetime
(ii) Increased plant safety
(iii) Fewer accidents with negative impact on environment
(iv) Optimized spare parts handling
E. Reliability Centered Maintenance (RCM)
Reliability centered maintenance (RCM) is a process to ensure
that assets continue to do what
their users require in their present operating context. It is
generally used to achieve
improvements in fields such as the establishment of safe minimum
levels of maintenance,
changes to operating procedures and strategies and the
establishment of capital maintenance
regimes and plans. Successful implementation of RCM will lead to
increase in cost effectiveness,
-
machine uptime, and a greater understanding of the level of risk
that the organization is
managing.
Primary Principles of Reliability Centered Maintenance (RCM)
(i) Function oriented. It seeks to preserve system or equipment
function.
(ii) Device group focused. It is concerned with maintaining the
overall functionality of a
group of devices rather than an individual device.
(iii) Reliability centered. It uses failure statistics in an
actuarial manner to look at the
relationship between operating age and the failures. RCM is not
overly concerned with
simple failure rate; it seeks to know the probability of failure
at specific ages.
(iv) Acknowledges design limitations. Its objective is to
maintain the inherent reliability of
the equipment design, recognizing that changes in reliability
are the province of design
rather than maintenance. Maintenance can only achieve and
maintain the level provided
for by design.
(v) Driven by safety and economics. Safety must be ensured at
any cost; thereafter, cost-
effectiveness becomes the criterion.
(vi) Defines failure as any unsatisfactory condition. Therefore,
failure may be either a loss of
function (operation ceases) or a loss of acceptable quality
(operation continues).
(vii) Uses a logic tree to screen maintenance tasks. This
provides a consistent approach to the
maintenance of all kinds of equipment.
(viii) Tasks must be applicable. The tasks must address the
failure mode and consider the
failure mode characteristics.
(ix) Tasks must be effective. The tasks must reduce the
probability of failure and be cost
effective.
(x) Acknowledges two types of Maintenance tasks and
Run-to-Failure. The tasks are Interval
(Time or Cycle) Based and Condition Based. In RCM,
Run-to-Failure is a conscious
decision and is acceptable for some equipment.
(xi) A living system. It gathers data from the results achieved
and feeds this data back to
improve future maintenance. This feedback is an important part
of the Proactive
Maintenance element of the RCM program.
Requirements Analysis
Using RCM develops maintenance standards for ensuring that a
system or device meets its
designed reliability or availability (even in the procurement
and installation phases).
RCM determines maintenance requirements by considering the
following questions:-
(a) What does the device/system do?
(b) What is its function?
(c) What failures are likely to occur?
(d) What are the likely consequences of failure?
(e) What can be done to reduce the probability of the failure,
identify the onset of failure, or
reduce the consequences of the failure?
-
RCM analysis determines the type of maintenance appropriate for
a given equipment item. It
results in a decision of whether a particular piece of equipment
should be reactively maintained
(Accept Risk and Install Redundant Units), PMed (Define PM Task
and Schedule) or predicatively maintained (Define PT&I Task and
Schedule).
Failure
Failure is the cessation of proper function or performance. RCM
can examine failure at device
group level, system level, component level, and sometimes even
the parts level. The maintenance
approach must be based on a clear understanding of the
consequences of failure at each level.
For example, a failed lamp on a device may have little effect on
overall performance; however,
several combined, minor components in degraded conditions could
collectively cause a failure of
the entire device.
(i) Identify the functions
This step involves examining the capability or purpose of the
device/system. Some items,
such as a dialysis pump, perform an on-line function (constantly
circulating a fluid); their
operational state can be determined immediately. Other items,
such as a compressor sump
pump, perform an off-line function (intermittently evacuating a
fluid when its level rises);
their condition can be ascertained only through an operational
test or check. Functions
may be active, such as pumping a fluid, or passive, such as
containing a fluid. Also,
functions may be hidden, in which case there is no immediate
indication of a failure. This
typically applies to an emergency or protective component such
as a circuit breaker that
operates only in case of a short circuit.
(ii) Identify failures
The proactive approach to maintenance analysis identifies
potential system failures and
ways to prevent them. It, along with human observations during
normal operations or
maintenance tasks, also identifies pre-failure conditions that
indicate when a failure is
imminent. (The latter is a basis for selecting PT&I
applications.). The Database
Maintenance Management System and work order form should include
fields for failure
codes in order to maintain historical data.
(iii) Identify the consequences of failure
The most important consequence of failure is a threat to safety.
Next is a threat to the
environment or operating capability. The RCM analysis should pay
close attention to the
consequences of the failure of infrequently used, off-line
equipment and hidden function
failures (e.g. over-pressure sensors, over-temperature sensors).
Also, it should consider
the benefit (reduced consequences of a failure) of redundant
systems.
(iv) Identify the failure process
Determining the methods and root causes of failures provides
insight into ways to detect
or avoid failures. The examination, which investigates the cause
of the problem and not
just its effect, should consider factors such as wear, overload,
fatigue, or other processes.
-
F. Reactive Maintenance
Reactive Maintenance also is referred to as breakdown, repair,
fix-when-fail, or Run-to-Failure
(RTF) maintenance. When applying this technique, maintenance,
equipment repair or
replacement occur only when the deterioration in an equipment
condition causes a functional
failure. This type of maintenance assumes that failure is
equally likely to occur in any part,
component or system. Thus, this assumption precludes identifying
a specific group of repair
parts as being more necessary or desirable than others. If an
item fails and repair parts are not
available, delays ensue while parts are obtained. If certain
parts are urgently needed to restore a
critical medical device or system to operation, a premium for
expedited delivery must be paid.
Stages of life-cycle cost commitment
Also, there is no ability to influence when the failures occur
because no (or minimal) action is
taken to control or prevent them. When this is the sole type of
maintenance practiced, a high
percentage of unplanned maintenance activities, high replacement
part inventories, and
inefficient use of the maintenance effort typify this strategy.
A purely reactive maintenance
program ignores the many opportunities to influence equipment
survivability. On the other hand,
reactive maintenance can be used effectively when it is
performed as a conscious decision based
on the results of an RCM analysis that compares the risk and
cost of failure with the cost of the
maintenance required to mitigate that risk and the cost of
failure. For example, periodic
maintenance on a standard, inexpensive bathroom fan could not be
cost-effective. Typically this
type of fan would be run-to-failure and simply replaced at that
time, since the cost of
maintenance or repair would probably exceed the cost of a
replacement fan.
2.3.2 Methods for each type of maintenance suitable in
industries and processes
2.3.2.1 Condition Based Maintenance System (CBM)
Methodology:-
(a) Condition based maintenance (CBM), shortly described, is
maintenance when need
arises. This maintenance is performed after one or more
indicators show that equipment
is going to fail or that equipment performance is
deteriorating.
(b) CBM. A maintenance technique closely related to PDM that
involves monitoring
machine condition and predicting machine failure. Many CBM
systems are controlled by
computers.
(c) This concept is applicable to mission critical systems that
incorporate active redundancy
and fault reporting. It is also applicable to non-mission
critical systems that lack
redundancy and fault reporting.
(d) CBM is based on using real-time data to prioritize and
optimize maintenance resources.
Observing the state of the system is known as condition
monitoring
(e) The system will determine the equipments health, and act
only when maintenance is actually necessary.
(f) Ideally condition-based maintenance will allow the
maintenance personnel to do only the
right things, minimizing spare parts cost, system downtime and
time spent on
maintenance.
-
CBM has some advantages over planned maintenance:-
(i) Improved system reliability
(ii) Decreased maintenance costs
(iii) Decreased number of maintenance operations causes a
reduction of human error
influences
Its disadvantages are:-
(i) High installation costs, for minor equipment items often
more than the value of the
equipment
(ii) Unpredictable maintenance periods cause costs to be divided
unequally
(iii) Increased number of parts (the CBM installation itself)
that need maintenance and
checking
The facts above are proven that even a small failure can lead to
a catastrophic one if not
addressed proactively. Monitoring machine health and controlling
contamination are keys to
eliminating failures. In addition, extending oil and filter
service internals through the use of
bypass filtration.
2.3.2.2 Risk Based Maintenance
Risk based maintenance is opportunities for incremental
improvement by eliminating low-value
tasks and introducing tasks that address high commercial risk
areas. Risk-based maintenance
evaluates the current commercial risk and analyzes the costs and
benefits of steps to mitigate
failures. The purpose of RBM is to develop and manage inspection
and maintenance plans for
new and existing assets (including offshore and onshore plants,
structures, pipelines).
Benefits
(i) Increased revenue due to higher uptime, a pro-active
maintenance and inspection strategy
and execution plans
(ii) Increased operating results as operation, maintenance and
inspection costs shrink
(iii) Longer asset life and lower costs for fixed asset
replacement
(iv) Less working capital needed due to better planning and
cash-flow management
Factors for Implementation
(i) Size of prize and rate of return depend on start point
(ii) Most problems have many possible solutions
-
Asset Risk Solution Risk
Sustainable Implementation
Common pitfalls:
A common approach inefficient and inappropriate:
Situational analysis to decide what to improve
Select solution
Solution is unworkable so rework based on feedback
Better approach right first time:
Situational analysis to decide what to improve
including analysis of implementation factors
Figure 2.3: Methods for each type of maintenance suitable in
industries and processes
Select optimum solution
-
2.4 Total Productive Maintenance (TPM)
Manufacturing organizations worldwide are facing many challenges
to achieve successful
Operation in todays competitive environment. Modern
manufacturing requires that, to be successful, organizations must
be supported by both effective and efficient maintenance
practices
and procedures. The global marketplace has necessitated many
organizations to implement
proactive lean manufacturing programs and organizational
structures to enhance their
competitiveness (Bonavia and Marin, 2006). Over the past two
decades, manufacturing
organizations have used different approaches to improve
maintenance effectiveness.
One approach to improving the performance of maintenance
activities is to develop and
implement strategic TPM programs (Ahuja and Khamba, 2007). Among
various manufacturing
programs, Total Quality Management (TQM), Just-in-Time (JIT),
Total Productive Maintenance
(TPM) and Total Employee Involvement (TEI) programs have often
been referred to as
components of World Class Manufacturing (Cua et al. 2001).
According to Nakajima (1988), vice-chairman of Japan Institute of
Plant Maintenance, TPM is a combination of American
preventive maintenance and Japanese concepts of total quality
management and total employee
involvement.
TPM is a methodology originated by Japan to support its lean
manufacturing system. TPM is a
proven manufacturing strategy that has been successfully
employed globally for achieving the
organizational objectives of core competence in the competitive
environment. TPM
implementation methodology provides organizations with
guidelines to transform fundamentally
their shop-floor by integrating culture, process and
technology.
Total Productive Maintenance (TPM) as the name suggests consists
of three words:
Total: signifies to consider every aspect and involving
everybody from top to bottom;
Productive: emphasis on trying to do it while production goes on
and minimize troubles for
production; and
Maintenance: means equipment upkeep autonomously by production
operators in good
condition - repair, clean, grease, and accept to spend necessary
time on it.
The TPM literature offers a number of definitions for Total
Productive Maintenance:-
(i) TPM is an innovative approach to maintenance that optimizes
equipment effectiveness, (ii) eliminates breakdowns, and promotes
autonomous maintenance by operators through
day-to-
(iii) day activities involving the total workforce (Nakajima,
1989); (iv) TPM is a partnership between maintenance and production
function organizations to
improve product quality, reduce waste, reduce manufacturing
cost, increase equipment
availability, and improve organizations state of maintenance
(Rhyne, 1990); (v) TPM is a maintenance improvement strategy that
involves all employees in the
organization and includes everyone from top management to the
line employee and
encompasses all departments including maintenance, operations,
design engineering,
project engineering, inventory and stores, purchasing,
accounting finances, and plant
management (Wireman, 1990);
-
(vi) TPM is a production-driven improvement methodology that is
designed to optimize equipment reliability and ensure efficient
management of plant assets (Robinson and
Ginder, 1995);
(vii) TPM is a program that addresses equipment maintenance
through a comprehensive productive-maintenance delivery system
covering the entire life cycle of equipment and
involving all employees from production, maintenance personnel
to top management
(McKone et al. 1999); and
(viii) TPM is about communication; it mandates that operators,
maintenance people and engineers collectively collaborate and
understand each others language (Witt, 2006).
In 1971, Japan Institute of Plant Maintenance (JIPM) defined TPM
(Nakajima, 1988; Heston,
2006), focusing mainly upon the production sector, as:-
(i) TPM aims to maximize equipment efficiency (overall
efficiency improvement); (ii) TPM aims to establish total system of
PM, designed for the entire life of equipment; (iii) TPM operates
in all sectors involved with equipment, including the planning,
using and
maintenance sector;
(iv) TPM is based on participation of all members, from top
management to frontline staff members; and
(v) TPM carries out PM through motivation management, i.e.,
small-group activities.
However, as TPM outgrew the production department, to be
implemented organization-wide,
TPM definition has been subsequently modified as (Shirose,
1996):-
(i) TPM aims to create a corporate system that maximizes the
efficiency of production system (Overall Efficiency
Improvement);
(ii) TPM establishes a mechanism for preventing the occurrence
of all losses on the front line and is focused on the end product,
this includes systems for realizing zero accidents, zero defects
and zero failures in the entire life cycle of the production
system;
(iii) TPM is applied in all sectors, including the production,
development and administration departments;
(iv) TPM is based on the participation of all members, ranging
from top management to frontline employees; and
(v) TPM achieves zero losses through overlapping small-group
activities.
-
2.4.1 Evolution towards TPM
Figure 2.4: Flow of evolution towards TPM
TPM initiative is targeted to enhance competitiveness of the
enterprises and encompasses a
powerful structured approach to change the mind-set of
employees, thereby making a visible
change in work culture of the organizations. TPM seeks to engage
all levels and functions in the
organizations to maximize overall effectiveness of production
facilities. TPM is a world class
manufacturing (WCM) initiative that seeks to optimize the
effectiveness of manufacturing
equipment. Whereas maintenance departments are the traditional
center of preventive
maintenance programs, TPM seeks to involve workers from all
departments and levels, including
plant-floor operators to senior executives, to ensure effective
equipment operation.
Breakdown maintenance (BM)
Preventive maintenance (PM)
Predictive maintenance (PdM)
Corrective maintenance (CM)
Maintenance prevention (MP)
Reliability centered maintenance (RCM)
Productive maintenance (PrM)
Computerized maintenance management systems (CMMS)
Total productive maintenance (TPM)
-
2.4.2 Needs of TPM
TPM harnesses participation of all the employees to improve
production equipment availability,
performance, quality, reliability, and safety. TPM endeavors to
tap the hidden capacity of unreliable and ineffective equipment.
TPM capitalizes on proactive and progressive maintenance
methodologies and calls upon knowledge and co-operation of
operators, equipment vendors,
engineering, and support personnel to optimize machine
performance, thereby resulting in
elimination of breakdowns, reduction of unscheduled and
scheduled downtime, improved
utilization, higher throughput, and better product quality.
The bottom-line achievements of successful TPM implementation
initiatives in an organization
include lower operating costs, longer equipment life and lower
overall maintenance costs. The
following aspects necessitate need for implementing TPM in the
contemporary manufacturing
scenario:-
(i) To become world class, satisfy global customers and achieve
sustained organizational growth;
(ii) Need to change and remain competitive; (iii) Need to
monitor critically and regulate work-in-process (WIP) out of Lean
production
processes owing to synchronization of manufacturing
processes;
(iv) Achieving enhanced manufacturing flexibility objectives;
(v) To improve organizations work culture and mindset; (vi) To
improve productivity and quality; (vii) Tapping significant cost
reduction opportunity regarding maintenance related expenses;
(viii) Minimizing investments in new technologies and maximizing
return on investment ROI; (ix) Ensuring appropriate manufacturing
quality and production quantities in JIT
manufacturing environment;
(x) Realizing paramount reliability and flexibility requirements
of the organizations; (xi) Regulating inventory levels and
production lead-times for realizing optimal equipment
available time or up-time;
(xii) Optimizing life cycle costs for realizing competitiveness
in the global market-place; (xiii) To obviate problems faced by
organizations in form of external factors like tough
competition, globalization, increase in raw material costs and
energy cost;
(xiv) Obviating problems faced by organizations in form of
internal factors like low productivity, high customer complaints,
high defect rates, non-adherence to delivery
time, increase in wages and salaries, lack of knowledge, skill
of workers, and high
production system losses;
(xv) Ensuring more effective use of human resources, supporting
personal growth and garnering of human resource competencies
through adequate training and multi-skilling;
(xvi) To liquidate the unsolved tasks (breakdown, setup time and
defects); (xvii) To make the job simpler and safer; and (xviii) To
work smarter and not harder (improve employee skill).
-
2.4.3 Basic elements of TPM
TPM initiatives as suggested by Japan Institute of Plant
Maintenance (JIPM) involve an eight
pillar implementation plan that results in substantial increase
in labor productivity through
controlled maintenance, reduction in maintenance costs, and
reduced setup and downtimes. The
basic principles of TPM are often called the pillars or elements
of TPM. The entire edifice of
TPM is built and stands on eight pillars.
TPM paves the way for excellent planning, organizing,
monitoring, and controlling practices
through its unique eight pillar methodology involving:
autonomous maintenance; focused
improvement; planned maintenance; quality maintenance; education
and training; safety, health
and environment; office TPM; and development management
(Rodriguez and
Hatakeyama,2006). The eight pillar Nakajima model of TPM
implementation has been depicted
in Figure 2.5, while Figure 2.6 shows maintenance and
organizational improvement initiatives
associated with the respective TPM pillars (Ahuja and Khamba,
2007).
Figure 2.5: Eight pillar approach for TPM implementation
(suggested by JIPM); I.P.S.
Ahuja, J.S. Khamba, (2008)
-
Figure 2.6: TPM initiatives associated with various pillars
The main goal of an effective TPM program is to bring critical
maintenance skilled trades and
production workers together. Total employee involvement,
autonomous maintenance by
operators, small group activities to improve equipment
reliability, maintainability, productivity,
and continuous improvement (Kaizen) are the principles embraced
by TPM.
TPM uses the following tools among others to analyze and solve
the equipment and process
related problems:
i) pareto analysis; ii) statistical process control (SPC -
control charts); iii) problem solving techniques (brainstorming,
cause-effect diagrams, and 5-M approach); iv) team based problem
solving; v) poka-yoke systems (mistake proofing); vi) autonomous
maintenance; vii) continuous improvement; viii) 5S; ix) setup time
reduction (SMED); x) waste minimization; benchmarking; xi)
bottleneck analysis; xii) reliability, maintainability and
availability (RMA) analysis; xiii) recognition and reward programs;
xiv) and system simulation.
Nakajima has also outlined a 12 step TPM methodology involving 4
phases of TPM
implementation (Nakajima, 1988; Shirose, 1996). These 12 steps
support basic developmental
activities, which constitute minimal requirements for the
development of TPM. The various steps
involved in the TPM implementation methodology have been
depicted in Table 2.1.
-
Table 2.1: Twelve step TPM implementation methodology
Phase of
Implementation
TPM Implementation Steps Activities Involved
Stage Preparation
1. Declaration by top
management decision to
introduce TPM
Declare TPM introduction at in-house seminar
Carried in organization magazine
2. Launch education and
campaign to introduce TPM
Managers: trained in seminar/camp at each level
General employees: seminar meetings using
slides
3. Create organizations to
promote TPM
Create organizational hierarchy for TPM
program
Constitute committees and sub-committees
4. Establish basic TPM
policies and goals
Benchmarks and targets evolved
Prediction of effects
5. Formulate master plan for
TPM development
Develop step-by-step TPM implementation plan
Framework of strategies to be adopted over time
Preliminary Implementation 6. Hold TPM kick-off Invite
suppliers, related
companies, affiliated
companies
TPM Implementation
7. Establishment of a system
for improving the efficiency of
production system
Pursuit of improvement of efficiency in production
department
8. Improve effectiveness of
each piece of equipment
Project team activities and small group activities
(SGA) at production
centers
9. Develop an autonomous
maintenance (AM) program
Step system, diagnosis, qualification certification
10. Develop a scheduled
maintenance program for the
maintenance department
Improvement maintenance, periodic
maintenance, predictive
maintenance
11. Conduct training to
improve operation and
maintenance skills
Group education of leaders and training members
-
TPM Implementation
12. Develop initial equipment
management program level
Development of easy to manufacture products and
easy to operate production
equipment
13. Establish quality
maintenance organization
Setting conditions without defectives, and its
maintenance and control
14. Establish systems to
improve efficiency of
administration and other
indirect departments
Support for production, improving efficiency of
related sectors
15. Establish systems to
control safety, health and
environment
Creation of systems for zero accidents and zero
pollution cases
Stabilization
16. Perfect TPM
implementation and raise
TPM performance
Sustaining maintenance improvement efforts
Challenging higher targets
Applying for PM awards
2.4.4 TPM Methodology
An ideal TPM Methodology (ITPMM) for manufacturing organizations
has been categorized
into three phases namely: introduction phase, TPM initiatives
implementation phase and
standardization phase. The initiatives associated with
respective phases of ITPMM have been
described in Figure 2.7.
The sequence of TPM implementation events can be modified
depending on the needs of
different organizations. ITPMM provides more capability of
customization. It can be modified to
meet the needs of the enterprises attempting to implement TPM.
ITPMM supports the user to
implement TPM in any time frame considered beneficial to the
enterprise.
-
PH
AS
E I
II
Sta
nd
ard
izati
on
Ph
ase
Sustain TPM initiatives
Deploy lean manufacturing practices
Deploying key performance indicators for assessing
manufacturing performance
PHASE II TPM initiatives implementation phase
Au
ton
om
ou
s
main
ten
an
ce
Focu
sed
imp
rovem
ent
Pla
nn
ed
main
ten
an
ce
Qu
ali
ty
main
ten
an
ce
Off
ice
TP
M
Safe
ty, h
ealt
h
an
d
envir
on
men
t
Dev
elop
men
t
man
agem
ent
Tool
man
agem
ent
Ma
inte
nan
ce
ben
chm
ark
ing
PH
AS
E I
In
trod
uct
ion
Ph
ase
Visual workplace
Computerized maintenance management system (CMMS)
Inculcate teamworking culture
Training and multi-skilling for TPM
Continuous improvement and Kaizen
Employee empowerment
Managing successful organizational cultural transformation
Top management commitment
Figure 2.7: Ideal TPM methodology (ITPMM) for manufacturing
organizations
2.4.5 Barriers in TPM implementation
TPM implementation is not an easy task by any means. The number
of organizations
successfully implementing TPM program is considered relatively
small. While there are several
success stories and research on TPM, there are also documented
cases of failures in
implementation of TPM programs in different situations. TPM
demands not only commitment,
but also structure and direction. The prominent problems in TPM
implementation include:-
i) cultural resistance to change, ii) partial implementation of
TPM, iii) overly optimistic expectations, iv) lack of a well
defined routine for attaining the objectives of implementation
(equipment
effectiveness),
v) lack of training and education of TPM teams on whats and whys
of TPM,
-
vi) failure to start with operator-involved maintenance, vii)
superficial TPM deployment, viii) ineffective rewards and
felicitation mechanisms, ix) lack of organizational communication,
x) and implementation of TPM to conform to societal norms rather
than for its
instrumentality to achieve world class manufacturing.
The various obstacles hindering an organizations quest for
achieving excellence through TPM initiatives have been classified
as:-
i) organizational, ii) cultural, iii) behavioral, iv)
technological, v) operational, financial, and departmental barriers
(Ahuja and Khamba, 2008b).
The organizational obstacles affecting successful TPM
implementation in organizations include:-
Organizations inability to bring about cultural
transformations;
Organizations inability to implement holistically change
management initiatives;
Lack of commitment from top management and communication
regarding TPM;
Lack of understanding of TPM concepts and principles;
Inability of management to educate stubborn employee unions
about true potential of TPM;
Organizations inability to change mindset of workforce to obtain
total employee involvement;
Wrong pace of TPM implementation and focusing on too many
improvement initiatives;
Inadequacies of reward and recognition mechanisms in the
organizations;
Inadequacies of master plan in the absence of a focused
approach;
Middle managements resistance towards offering empowerment and
recognition of bottom level operators due to fears of loss of
authority and respect;
Inability to adhere strictly to laid out TPM practices and
standards;
Organizations inability to enhance employee competencies towards
job;
Alienation of employees from growth and sustainability endeavors
of organizations;
Lack of awareness of TPM concepts and principles among the
employees;
Inadequate services for the employees in organizations; and
Absence of mechanisms to critically evaluate and monitor
maintenance performance metrics like overall equipment
effectiveness (OEE), return on net assets (RONA) and
return on capital employed (ROCE).
The cultural obstacles affecting successful TPM implementation
in organizations include:-
Inability to align employees to organizational goals and
objectives;
Lack of professionalism including lack of consistency,
resistance to change, poor quality consciousness coming in the way
of organizational transformations;
Strong unions, rigid mindsets, non-flexible approaches,
non-adaptable attitudes;
Stubborn attitudes regarding existing organization, knowledge
and beliefs;
Inability of top management to motivate employees to unlearn to
learn;
-
Concern of employees with whats in it for me attitude;
Low skill-base also a deterrent to accept changes in the
workplace;
Marginal employee participation in organizations towards
decision making; and
Compromising attitude on quality of production with rework
accepted as part of production activities.
The behavioral obstacles affecting successful TPM implementation
in organizations include:-
Resistance from employees to adapt to proactive, innovative
management concepts;
Occasional difficulties to succeed as cross functional teams
(CFT);
Lack of motivation on part of employees to contribute
effectively towards organizational development and sustainability
efforts;
Functional orientation and loyalty;
Inadequate efforts towards multi-skilling and periodic skill
updation of employees;
Lack of willingness on part of operators to learn more regarding
functioning of production systems; and
Resistance to accept changes due to job insecurity and
apprehension of loss of specialization due to technological
improvements.
The technological obstacles affecting successful TPM
implementation in organizations include:-
Little emphasis to improve production capabilities beyond the
design capabilities;
Inadequate initiatives to assess and improve reliability of
production systems and ensure the faster, dependable
deliveries;
Highly inadequate predictive maintenance (Pd.M.) infrastructural
facilities in the organizations;
Highly inadequate computerized maintenance management systems
(CMMS) infrastructural facilities in the organizations;
Absence of mechanisms for investigating inefficiencies of
production system (losses, wastes) leading to lack of impetus for
affecting manufacturing improvements;
Poor flexibilities offered by production systems due to long set
up and changeover times;
Less educated workforce due to inadequacies of training on
emerging technologies;
Lack of training opportunities and skills regarding quality
improvement techniques and problem diagnostics;
Little emphasis on maintenance prevention initiatives regarding
possibilities of improvements in existing products and
manufacturing systems; and
Poor energy efficiency of production systems.
The operational obstacles affecting successful TPM
implementation in organizations include:-
General acceptance of reasonably high levels of defects
associated with production systems with little emphasis on
realization of world-class six-sigma production
capabilities;
Non-adherence to standard operating procedures (SOP);
Little empowerment to operators to take equipment related or
improvement decisions;
Absence of planned maintenance (PM) check-sheets to conduct
routine maintenance jobs efficiently;
Apathy of top management to implement safe work practices at the
workplace;
-
Resistance from production operators to perform basic autonomous
maintenance tasks;
Poor and non-encouraging workplace environments in the absence
of 5S implementation;
Little motivation or time available for affecting process
related improvements, while major focus of organizations is on
meeting routine production targets by all means; and
Emphasis on restoration of equipment conditions rather than
prevention of failures.
The financial obstacles affecting successful TPM implementation
in organizations include:-
Requirement of significant additional resources in the beginning
of TPM implementation program with moderate performance
improvements in initial stages of TPM;
Inability of top management to support improvement initiatives
due to resource crunch; and
Absence of appropriate motivating reward and recognition
mechanisms.
The departmental obstacles affecting successful TPM
implementation in organizations include:-
Low synergy and coordination between maintenance and production
departments;
Reluctance of production operators to accept autonomous
maintenance initiatives as part of their routine jobs;
Firm divisions between maintenance and production function
responsibilities; and
A general lack of trust by maintenance department in productive
operators capabilities for performing basic autonomous maintenance
tasks.
TPM can be asserted that there are many factors that may
contribute to the failure of the
organizations to implement TPM successfully and reap the true
potential of TPM. TPM
implementation requires a long-term commitment to achieve the
benefits of improved equipment
effectiveness. Training, management support, and teamwork are
essential for the success of TPM
implementation programs.
It becomes pertinent to develop TPM support practices like
committed leadership, vision,
strategic planning, cross-functional training, employee
involvement, cultural changes in the
organizations, continuous improvement, motivation, and evolving
work related incentive
mechanisms in the organizations to facilitate TPM implementation
programs to realize world
class manufacturing attributes.
2.4.6 Success factors in TPM implementation
For TPM to be successful, the improvement initiatives must be
focused on benefiting both
organization and employees. There is a need to foster an
environment for facilitating employees
to adapt and implement smoothly the autonomous maintenance and
planned maintenance
postulates of TPM implementation.
There is an urgent need for establishing and holistically
adopting key enablers and success
factors in the organizations to ensure success of the TPM
implementation program by harnessing
total participation of all employees in the organizations. The
key enablers and success factors for
successful implementation of TPM have been classified into six
categories:-
-
a. Top management contributions; b. Cultural transformations; c.
Employee involvement; d. Traditional and proactive maintenance
policies; e. Training and education; and f. Maintenance prevention
and focused production system improvements.
TPM implementation in an organization can contribute effectively
in realization of world class
manufacturing. However, it must be understood that a TPM
implementation program does not
yield overnight success and it requires a reasonable period of
holistic interventions, varying
between 3 and 5 years, to realize the true potential of TPM. It
takes appropriate planning and a
focused TPM implementation plan, adequately assisted by top
management through imbibing
organizational cultural improvement over a considerable period
of time, to realize significant
manufacturing performance improvements from the holistic TPM
implementation program. Thus
it can be concluded that for the successful implementation of a
TPM program in the organization,
it becomes mandatory for the manufacturing managers to
understand the functioning and
interaction of the different facets of TPM, so that the concept
can fulfill its true potential.
2.5 Exercises
1. List and explain of maintenance function.
2. In practice the best way selecting and appropriate
maintenance strategy and choosing one or more techniques become a
simpler decision when the failure modes are understood is
to look down over few steps. Write are step for selecting the
type of maintenance.
3. Explain briefly for:- (a) Predictive Maintenance (b)
Preventive Maintenance (c) Corrective maintenance (d) Breakdown
Maintenance (e) Emergency Maintenance (f) Condition Based
Maintenance (g) Reliability Centered Maintenance (h) Reactive
Maintenance
4. Define the meaning of Total Productive Maintenance (TPM)
5. The maintenance function has undergone a significant change
in the last three decades. Equipment management has passed through
many phases. List the evolutions towards
TPM?
6. TPM paves the way for excellent planning, organizing,
monitoring, and controlling practices through its unique eight
pillar methodology. Identify the eight pillar of TPM?
-
7. Case Study:- Introduction
A maintenance strategy means a scheme for maintenance, i.e. an
elaborate and systematic
plan of maintenance action.
Maintenance Strategy is a long-term plan, covering all aspects
of maintenance
management which sets the direction for maintenance management,
and contains firm
action plans for achieving a desired future state for the
maintenance function.
Several maintenance strategies are mainly used in technical
systems. The most common
strategies are: corrective, time-based, condition-based and
reliability-centered
maintenance (Balzer et al., 2001).
Maintenance strategic decision making involves selecting the
right care and repair
methodologies that maximize equipment life and performance for
the least cost to the
user. But to be able to make successful maintenance management
strategy choices you
must understand how equipment fails. When you know the
equipments weaknesses and strengths you can care for it properly
and get maximum service from it at least cost.
Type Of Maintenance
There are many types of maintenance. Maintenance is an action
necessary for retaining or
restoring a piece of equipment, machine, or system to the
specified operable condition to
achieve its maximum useful
a) Predictive maintenance b) Preventive maintenance c)
Improvement Maintenance d) Corrective Maintenance e) Emergency
Maintenance f) Breakdown Maintenance
Selecting the method of Maintenance Strategies
Selecting and appropriate maintenance strategy and choosing one
or more techniques
become a simpler decision when the failure modes are understood.
A schematic of the
decision process in selecting an appropriate maintenance
strategy.
In practice the best way is to look down over few steps:-
(i) Prepare for the analysis (ii) Select the equipment to be
analyzed (iii) Identify functions (iv) Identify functional failures
(v) Identify and evaluate (categorize) the effects of failure (vi)
Identify the causes of failure (vii) Select maintenance tasks
Activity
-
In a group, find a company of any background which is applying
the method of
maintenance strategies. Study one of the six types of
maintenance above and applied by
that company. In your report, you must include:-
i) How they select the maintenance tasks? refer the steps
above
ii) How they apply that maintenance tasks in company?
iii) What is advantage when are using that maintenance tasks
compare the others?
iv) Who is a team member to implement that maintenance
tasks?
References
Nakajima, S. (1988). Introduction to TPM. Productivity Press
Inc., Cambridge, MA.
Nakajima, S. (1989). TPM Development Program: Implementing Total
Productive Maintenance.
Productivity Press Inc., Cambridge.
Rhyne, D.M. (1990). Total plant performance advantages through
total productive maintenance.
Conference Proceedings, APICS, Birmingham: Pp. 683-686.
Wireman, T. (1990). Total Productive Maintenance An American
Approach. Industrial Press Inc., New York.
Robinson, C.J. and Ginder, A.P. (1995). Implementing TPM: The
North American Experience.
Productivity Press Inc., New York.
Shirose, K. (1996). Total Productive Maintenance: New
Implementation Program in Fabrication
and Assembly Industries. Japan Institute of Plant Maintenance,
Tokyo, Japan.
McKone, K.E., Roger, G.S. and Cua, K.O. (1999). Total productive
maintenance: a contextual
view. Journal of Operation Management, Vol. 17(2): Pp.
123-144.
Cua, K.O., McKone, K.E. and Schroeder, R.G. (2001).
Relationships between implementation
of TQM, JIT and TPM and manufacturing performance. Journal of
Operation Management, Vol.
19(6): Pp. 675-694.
Bonavia, T. and Marin, J.A. (2006). An empirical study of lean
production in the ceramic tile
industry in Spain. International Journal of Operation and
Production Management, Vol. 26(5):
Pp. 505-531.
Heston, T. (2006). Culture change for maintenance. Fabrication
and Metalworking, Vol. 5(9): Pp
70-72.
Rodrigues, M. and Hatakeyama, K. (2006). Analysis of the fall of
TPM in companies. Journal of
Materials Processing Technology, Vol.179 (13): Pp. 276-279.
Witt, C.E. (2006). TPM: The Foundation of Lean. Material
Handling Management, Vol. 61(8):
Pp. 42-45.
-
Ahuja, IPS and Khamba, J.S. (2007). An evaluation of TPM
implementation initiatives in
an Indian manufacturing enterprise. Journal of Quality in
Maintenance Engineering, Vol. 13(4):
Pp. 338-352.
Ahuja, IPS and Khamba, J.S. (2007). Total productive
maintenance: literature review and
directions. International Journal of Quality & Reliability
Management, Vol. 25 (7) Pp.709- 756.
http://www.emeraldinsight.com/journals.htm?articleid=1736843&show=html.
Accessed on 21 May 2013.