Embed Size (px)
Citation preview

7/8/2013
1
Polymer Processing: การขนรปพอลเมอร
เทคโนโลยการเปลยนพอลเมอรหรอพอลเมอรคอมปาวน (polymer compound) ใหเปนชนงานทมรปทรงตางๆ
คอมปาวน คอ .....- Thermoplastic ทบรสทธ (virgin polymer) ผสมกบสารเตมเตม/สารเตมแตง (filler/additive)- มอนอเมอรส าหรบ Thermoset ผสมกบ filler/additiveและสารชวยเชอมขวาง (crosslinking agent)
ขนรป thermoplastic
คอมปาวน
หลอมเหลว และท าใหเยนในแมพมพ
ชนงานพลาสตก
ใสพมพ และใหความรอนเพอเกดการเชอมขวาง (curing)ขนรป thermoset
ปจจยทมผลตอการขนรป-flow or deformation or both (rheology)-heat transfer and thermal behaviour-ปจจยรองเชน mass transfer, chemical reaction
Batch Semicontinuous(Cyclical Process)
Continuous
CastingCompression moldingSheet formingThermoformingTransfer molding
Blow moldingInjection moldingRotational molding
CalenderingExtrusionPultrationFiber spinning
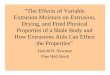
Extrusion การขนรปแบบอดรด
หลกการท างาน
polymer
สวนประกอบของ ExtruderFeed hopper
HeatersCores for cooling
water
Die
Screw
Drive shaft
Screw channel (Barrel)
1. Feed Zone หรอ solid conveying2.Compression Zone หรอ Transition หรอ Plasticating
123
3. Melt Zone หรอ metering
1. Feed zone-ท าใหเมดพลาสตกอนๆ (preheat) และล าเลยง (convey) สาร-ความกวางของสกร (screw) คงท

7/8/2013
2
การปอนวตถดบ-Flood feed
-Starved feed
2. Compression zone
-channel depth ↓-บดและผสมเมดพลาสตก (ไลอากาศ)-การถายเทความรอน (heat transfer) กบผนง barrel ดขน เนองจากความหนาของมวลสาร (thickness) ↓
หากสารมจดหลอมเหลวแคบ compression zone จะสนจดหลอมเหลวกวาง compression zone กวาง
3. Metering zone-screw depth คงท-หลอมละลายพลาสตกจนเปนเนอเดยว (homogenize to melt)-รกษา T & P ใหเหมาะกบการอดรด
4. Die zone ประกอบดวย breaker plate และ screen pack
สวนประกอบอนๆGear Pump
2 counter-rotating, intermeshing gearsควบคมอตราการไหลของพอลเมอรหลอมเหลว (polymer melt)
เหมาะกบงานทตองการความละเอยดสง น าหนกของผลตภณฑแนนอน
Single screw extruder
Twin screw extrude

7/8/2013
3
The limitation to high L/D ratios is the torque available from the motor (longer screws mean higher friction) and the capacity of the thrust bearings of the extruder.
Adiabatic ExtrusionA method of extrusion in which the sole source of heat is the conversion of the drive energy through the viscous resistance of the plastics mass in the extruder.
extrudate expansion
profile
การขนรปสายไฟ
การเคลอบวสดextrusion blow moulding

7/8/2013
4
Blow Molding — milk bottle
Extruded Parison-
Mold Open
Mold Closed and Bottle
Blown
Finished Bottle
Removed from Mold
Plastic
การขนรปแบบฉด (Injection Molding)
Hydraulic
Pressure
NozzleFeed hopper,
contains polymer pellets
Two Plates Hot Runner Mould
Tunnel Gate Tunnel Gate (Seperated)

7/8/2013
5
Moulding from Three Plates Mould Moulding from Three Plates Mould Reverse Pin gate
Injection blow molding
1
2
การขนรปแบบรด (carlendering)
Four-roll calender
Wad of plastic
To conditioning
equipment
Based on Billmeyer Fig. 17-4 (references Winding 1961)
การขนรปแบบอด (Compression Molding)
Platen
Mold
Plunger
Guide
Pins
Mold
Cavity
Platen
Hydraulic
Plunger
Heat and
Cooling
Heat and
Cooling
Hydraulic
Pressure
Compound to be molded

7/8/2013
6
การขนรปแบบถายเท(Transfer molding)
การขนรปแบบอด(Compression molding)
Vacuum thermoforming
pressure thermoforming (blow forming)
Negative mold
mechanical thermoforming
Rotational Molding

7/8/2013
7
กระบวนการขนรปแบบหมน จะประกอบไปดวย 4 ขนตอนหลก ไดแก
การใสพลาสตก (loading)
การใหความรอน (heating)
การหลอเยน (cooling)
การน าชนงานออก (unloading)
หลกการท างานของกระบวนการหมน หลกการท างานของกระบวนการหมน
วงจรการใหความรอนของกระบวนการหมน
Reactive Injection Molding (RIM)
Dry Spinning ปนแหง
ฉดพอลเมอรใหอยในรปสารละลาย ผานหวฉด (spinnerets) ท าการระเหยตวท าลายและสวนทเหลอในเสนใยโดยการใชลมรอน (hot air) เปา จากนนท าการดงยดเพอเพมความแขงแรง
ขนรปเสนใยพอลอะซเทต พอลไตรอะซเทต และพอลอะไครลค
Melt Spinningปนหลอม
หลอมพอลเมอรในเครองปนหลอม (melt extruder) แลวฉดผานหวฉด แลวดงยด
เสนใยสงเคราะหสวนใหญผลตโดยวธน เชน ไนลอน พอลเอสเทอร พอลเอทลน เปนตน

7/8/2013
8
Wet Spinning ปนเปยก (e.g. Kevlar)
ฉดสารละลายพอลเมอรผานหวฉดทจมอยในอางของสารละลายตกตะกอน (coagulation bath) เสนใยทตกตะกอนออกมาจากสารละลาย จะถกดงยดเพอเพมความแขงแรง แลวท าใหแหงโดยการใชลมรอนเปา ตวอยางเสนใยทผลตโดยวธนคอ เรยอน
Fiber Drawing
Drive roll
Heater (Optional)
Drawn yarn to
bobbin
Undrawn
pretwisted yarn
Control
rolls
Snubbing
pin
Skewed idler roll
1
2
(2 > 1)
Stretching Zone
ดายจากเสนใยสน (Spun yarn)ประกอบดวยเสนใยสนทขนเกลยว (twist) เพอใหยดตดกนเปนเสนดาย
ผวมกจะไมเรยบ เนองจากมปลายของเสนใยโผลออกมา
ดายจากเสนใยยาว (Filament yarn)ประกอบดวยเสนใยยาว (filament) ทรวมกนเปนกลมโดยอาจจะมการขนเกลยว
เพยงเลกนอย ผวมลกษณะเรยบ เสนใยอาจมลกษณะเปนเสนตรงเรยงกน หรอมลกษณะฟ (bulky) เนองจากการท าหยก (crimp) บนเสนใยยาว
ดายชนดพเศษ (Special yarn)เปนดายทมผลตขนเพอใชในงานเฉพาะทาง
ดาย (Yarns)
ลกษณะของเสนใย
ดเนยร (Denier) เปนหนวยการวดขนาดของเสนใย โดยเปนน าหนกในหนวยกรมของเสนใยทมความยาว 9,000 เมตร เสนใยทมคาดเนยรต าจงมความละเอยดมากกวา เสนใยทมคาดเนยรสงเนองจากมน าหนกนอยกวาในความยาวทเทากน
เทกซ (Tex) เปนหนวยการวดขนาดของเสนใยคลายกบดเนยร แตเปนน าหนกในหนวยกรมของเสนใยทมความยาว 1,000 เมตร
ดเนยรตอฟลาเมนต (Denier per filament, DPF) เปนคาทวดความละเอยดของเสนใยทอยในเสนดายซงมจ านวนเสนใยตงแต 2 ขนไป DPF = ดเนยรของฟลาเมนตนนหารดวยจ านวนฟลาเมนต (หรอจ านวนเสนใย) ทงหมด
โดยทวไปเสนใยทใชส าหรบเสอผามขนาดอยในชวง 1 ถง 7 ดเนยร เสนใยส าหรบท าพรมมขนาดใหญอยในชวง 15 ถง 24 ดเนยร
ขนาดเสนใย Basic Techniques
dipping
casting
Slush castingPouring of excess resin from mold
Hollow doll head

7/8/2013
9
Techniques used in Composites Industry
Hand Lay-up Spray
Pultration
Resin Bath
Heating
Reinforced Thermoset
Filament Winding
Winding of Kevlar Pressure Vessel
Filament Wound Pressure Vessel
Filament Wound Carbon/Epoxy Pipe Melt fracture