Embed Size (px)
Citation preview

Industrial Networks -the Choices for Real Time Motion Control
This webinar will be available afterwards at
designworldonline.com & email
Q&A at the end of the presentation
Hashtag for this webinar: #IndNet
Before We Start
Moderator
Leslie Langnau Design World
Shaun Kneller B&R Industrial Automation
Presenters
Joey Stubbs EtherCAT Technology Group
Joey Stubbs, PE, PMP
North American Representative
EtherCAT Technology Group
EtherCAT for Motion Control Overview
© EtherCAT Technology Group, 2009 6
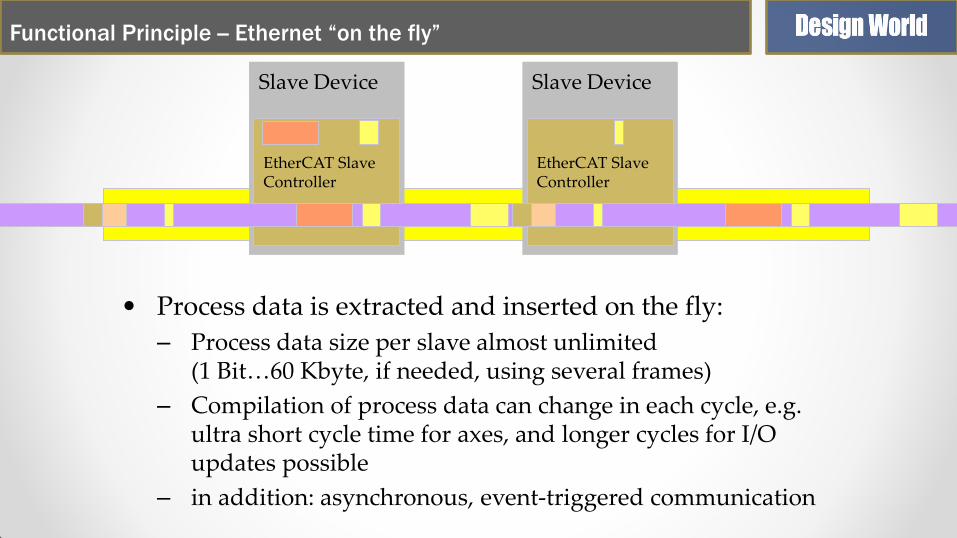
Slave Device
EtherCAT Slave Controller
Slave Device
EtherCAT Slave Controller
• Process data is extracted and inserted on the fly:
– Process data size per slave almost unlimited (1 Bit…60 Kbyte, if needed, using several frames)
– Compilation of process data can change in each cycle, e.g. ultra short cycle time for axes, and longer cycles for I/O updates possible
– in addition: asynchronous, event-triggered communication
Functional Principle -- Ethernet “on the fly”
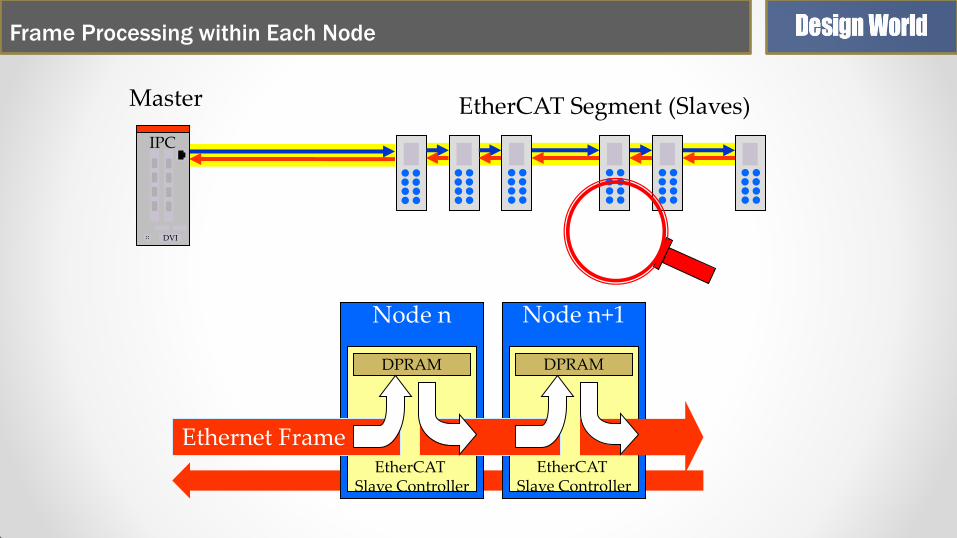
Frame Processing within Each Node
10.07.2008 EtherCAT Communication 7
DVI
IPC
.. ..
EtherCAT Segment (Slaves) Master
Node n
EtherCAT Slave Controller
DPRAM
Node n+1
EtherCAT Slave Controller
DPRAM
Ethernet Frame
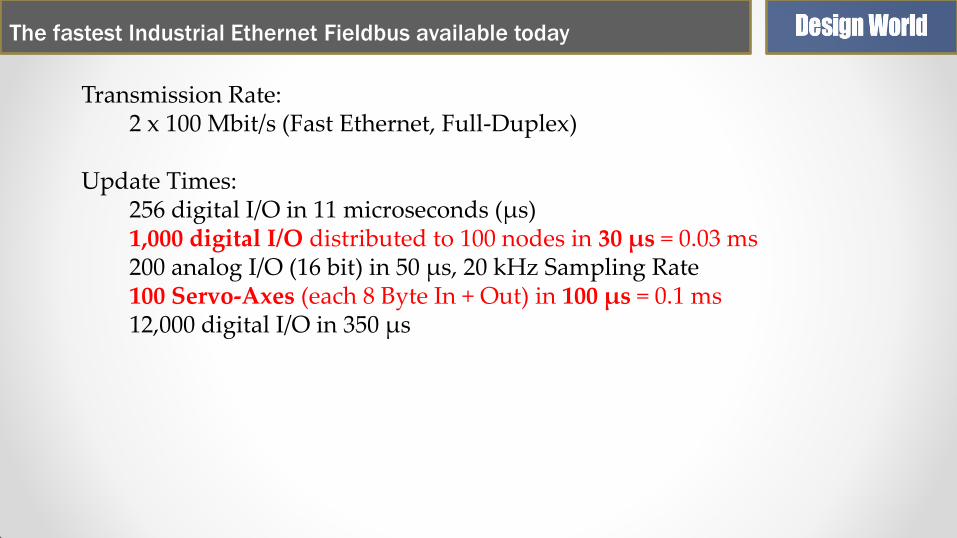
The fastest Industrial Ethernet Fieldbus available today
Transmission Rate: 2 x 100 Mbit/s (Fast Ethernet, Full-Duplex)
Update Times:
256 digital I/O in 11 microseconds (µs) 1,000 digital I/O distributed to 100 nodes in 30 µs = 0.03 ms 200 analog I/O (16 bit) in 50 µs, 20 kHz Sampling Rate 100 Servo-Axes (each 8 Byte In + Out) in 100 µs = 0.1 ms 12,000 digital I/O in 350 µs
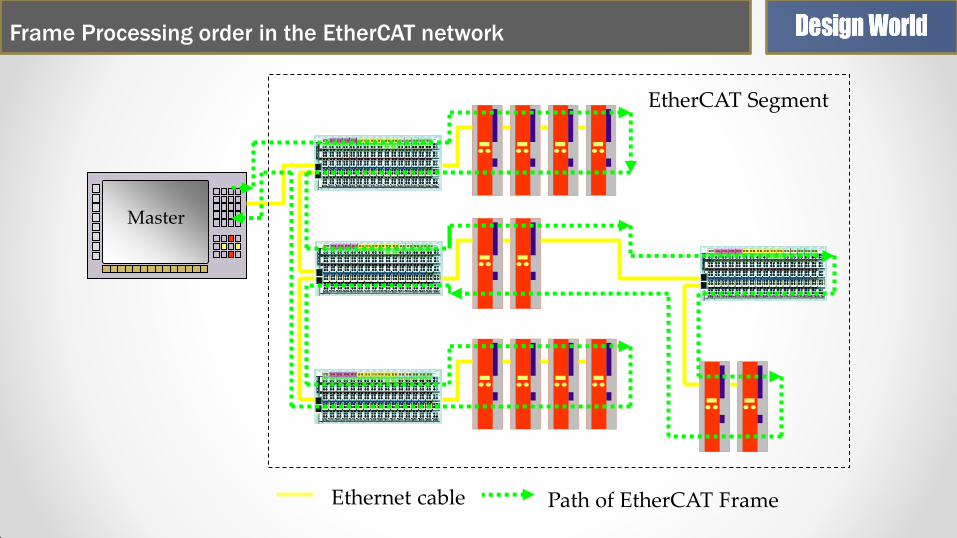
EtherCAT Segment
Master
Ethernet cable Path of EtherCAT Frame
Frame Processing order in the EtherCAT network
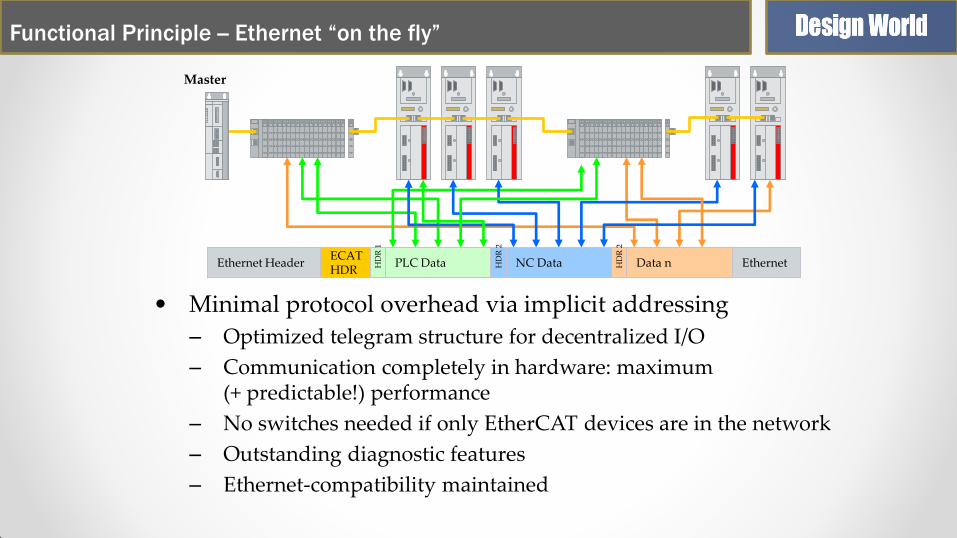
• Minimal protocol overhead via implicit addressing
– Optimized telegram structure for decentralized I/O
– Communication completely in hardware: maximum (+ predictable!) performance
– No switches needed if only EtherCAT devices are in the network
– Outstanding diagnostic features
– Ethernet-compatibility maintained
Master
Ethernet Header ECAT HDR
PLC Data NC Data Data n Ethernet HD
R 1
HD
R 2
HD
R 2
Functional Principle -- Ethernet “on the fly”
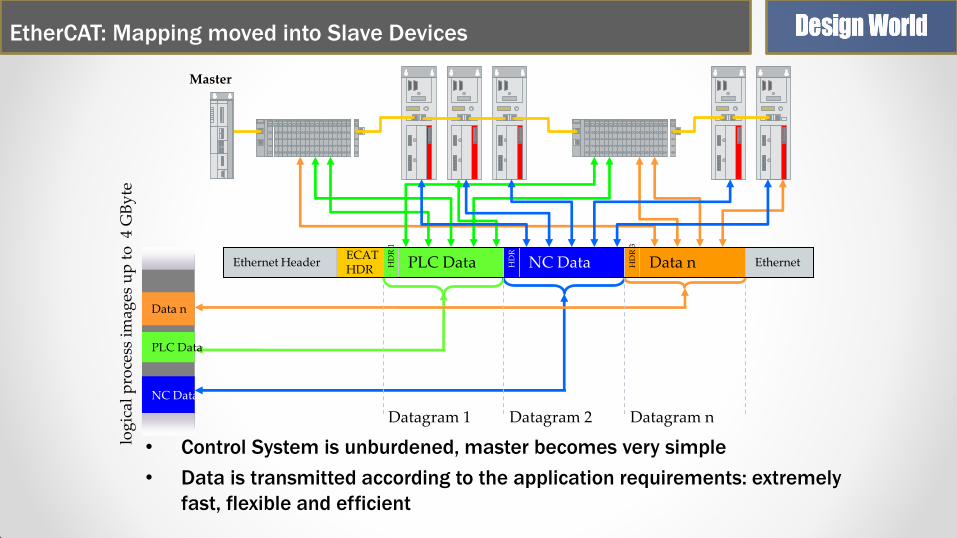
EtherCAT: Mapping moved into Slave Devices
• Control System is unburdened, master becomes very simple
• Data is transmitted according to the application requirements: extremely
fast, flexible and efficient
PLC Data NC Data Data n Ethernet
log
ical
pro
cess
im
ages
up
to
4 G
By
te
HD
R 1
HD
R 2
HD
R 3
Datagram 1 Datagram 2 Datagram n
PLC Data
Data n
NC Data
Master
Ethernet Header ECAT HDR
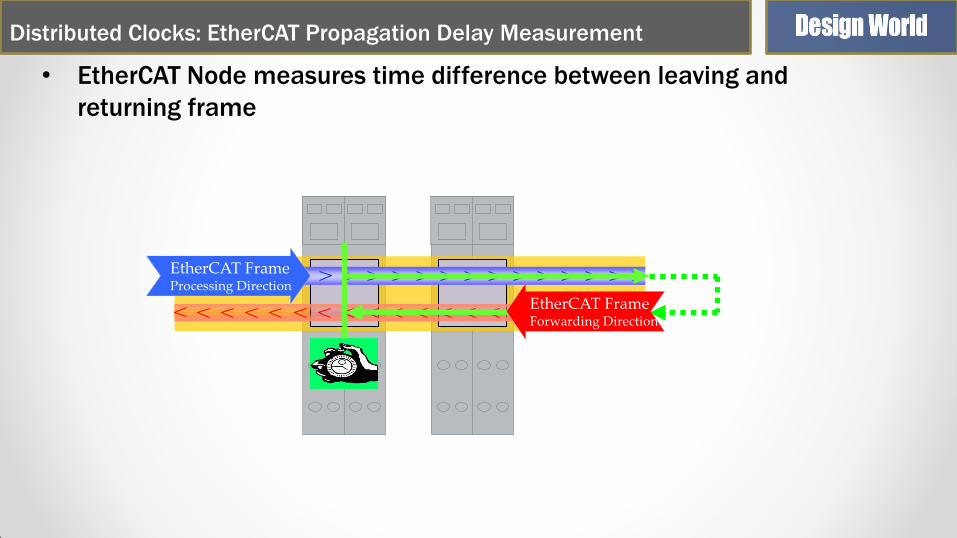
• EtherCAT Node measures time difference between leaving and
returning frame
EtherCAT Frame Processing Direction
EtherCAT Frame Forwarding Direction
Distributed Clocks: EtherCAT Propagation Delay Measurement
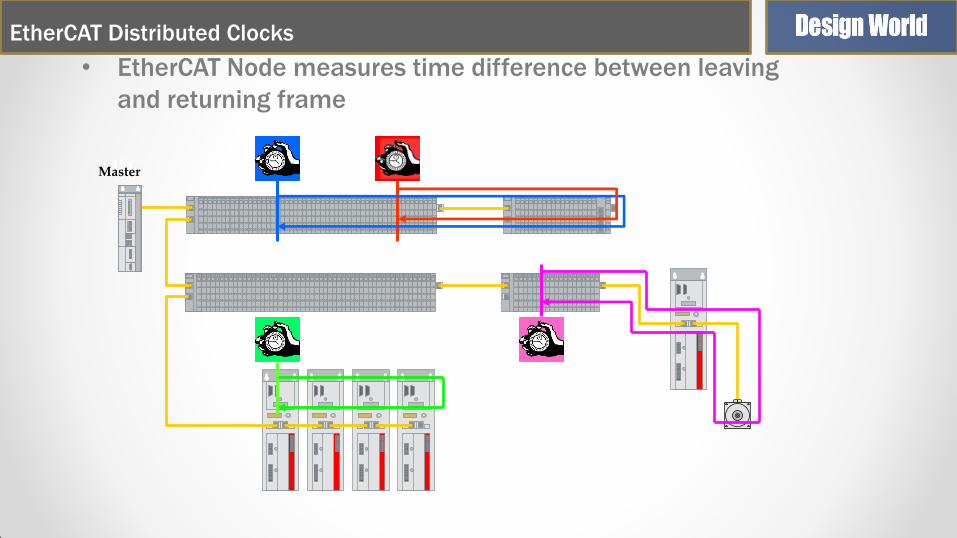
EtherCAT Distributed Clocks
© EtherCAT Technology Group, 2009 13
IPC
• EtherCAT Node measures time difference between leaving
and returning frame
Master
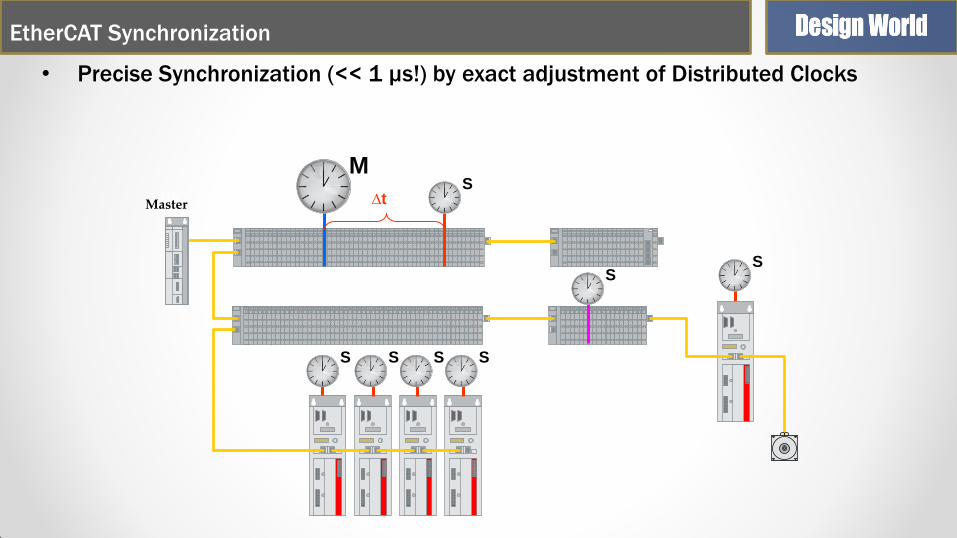
EtherCAT Synchronization
© EtherCAT Technology Group, 2009 14
• Precise Synchronization (<< 1 µs!) by exact adjustment of Distributed Clocks
M
∆t IPC S
Master
S
S S S S
S
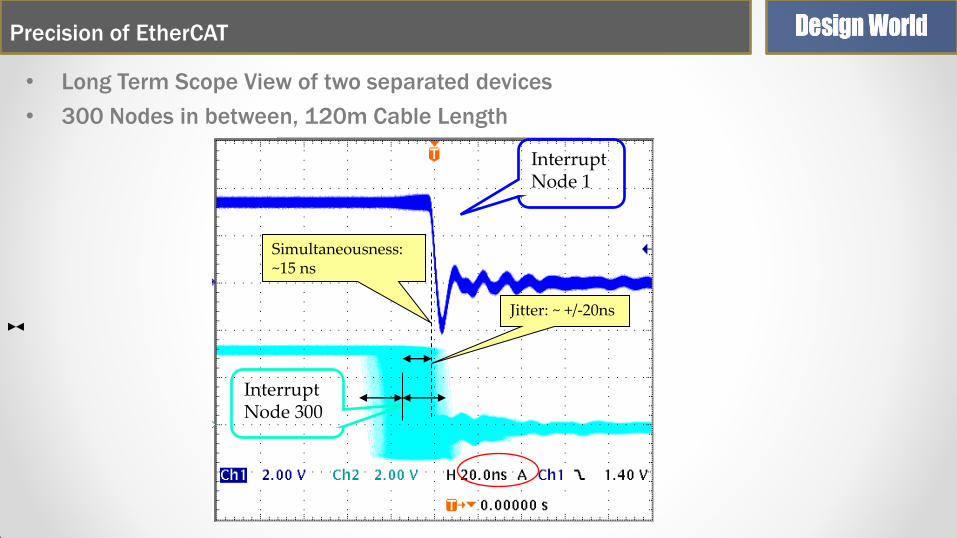
Precision of EtherCAT
• Long Term Scope View of two separated devices
• 300 Nodes in between, 120m Cable Length
Jitter: ~ +/-20ns
Simultaneousness: ~15 ns
Interrupt Node 1
Interrupt Node 300
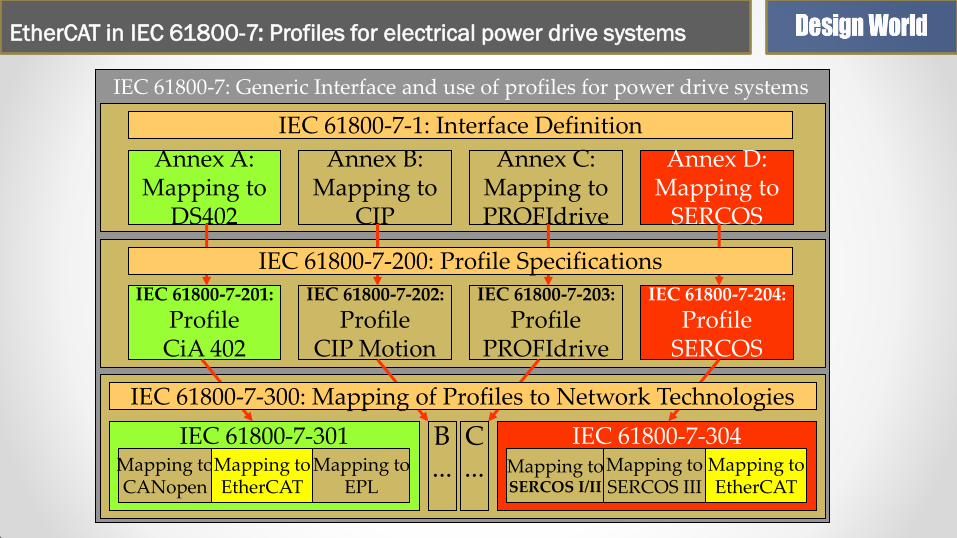
EtherCAT in IEC 61800-7: Profiles for electrical power drive systems
IEC 61800-7-304
IEC 61800-7-301
Mapping to CANopen
Mapping to EtherCAT
Mapping to EPL
Mapping to SERCOS I/II
Mapping to SERCOS III
Mapping to EtherCAT
IEC 61800-7-201:
Profile CiA 402
IEC 61800-7-202:
Profile CIP Motion
IEC 61800-7-203:
Profile PROFIdrive
IEC 61800-7-204:
Profile SERCOS
Annex A: Mapping to
DS402
Annex B: Mapping to
CIP
Annex C: Mapping to PROFIdrive
Annex D: Mapping to
SERCOS
IEC 61800-7-1: Interface Definition
IEC 61800-7-200: Profile Specifications
IEC 61800-7-300: Mapping of Profiles to Network Technologies
B ...
C ...
IEC 61800-7: Generic Interface and use of profiles for power drive systems

Adoption Rate in Drive Suppliers

Adoption Rate in Master Controllers

Record setting number of vendors on one network
35 different Axes 24 different Vendors 1 EtherCAT Network
Additional Tools for Easy Drive implementation
Slave Sample code now contains CiA402 Drive implementation Conformance Test Tool (CTT)
• tests EtherCAT slave conformance to the specification • now tests drive profile conformance
CiA402 Drive Implementation Directive
• document referencing all CiA402 objects and how to implement them in an EtherCAT Servo Drive
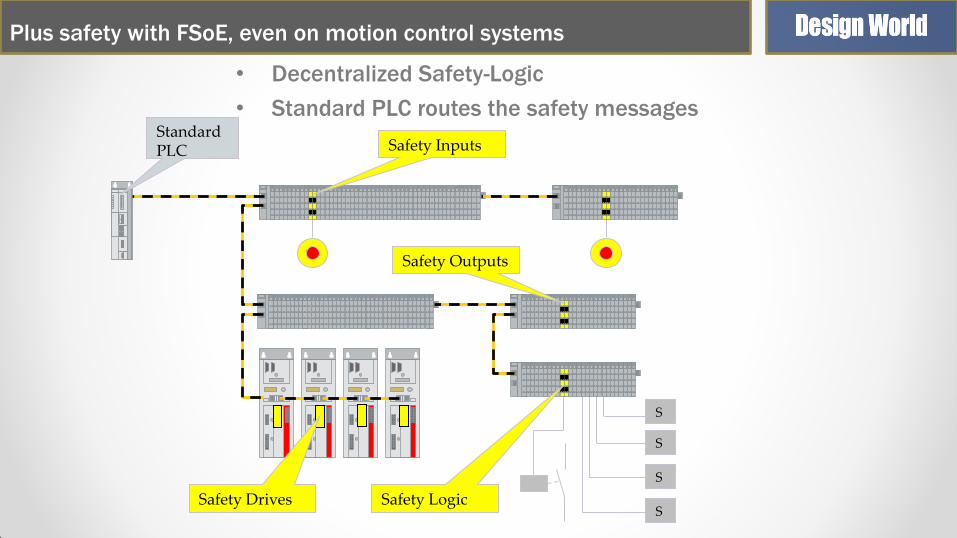
Plus safety with FSoE, even on motion control systems
© EtherCAT Technology Group, 2009 21
• Decentralized Safety-Logic
• Standard PLC routes the safety messages
S
S
S
Standard PLC Safety Inputs
Safety Logic
Safety Outputs
Safety Drives S
www.EtherCAT.org
For additional information:
EthernetPowerlink in Real-Time Motion Control
EthernetPowerlink in Real-Time Motion Control
Presented by Shaun Kneller Key Account Manager
B&R Industrial Automation
• 250 Axes per segment
• Network updates of less than 400µs with 250 Nodes
• Operating System, System configurations and Setups Automatically downloaded across the network
• Fast swap out of axes in the field • Easy update of axes • No requirement to preconfigured hardware from OEM.
•Worldwide available directly to User
EthernetPowerlink in Real-Time Motion Control
• Network Features
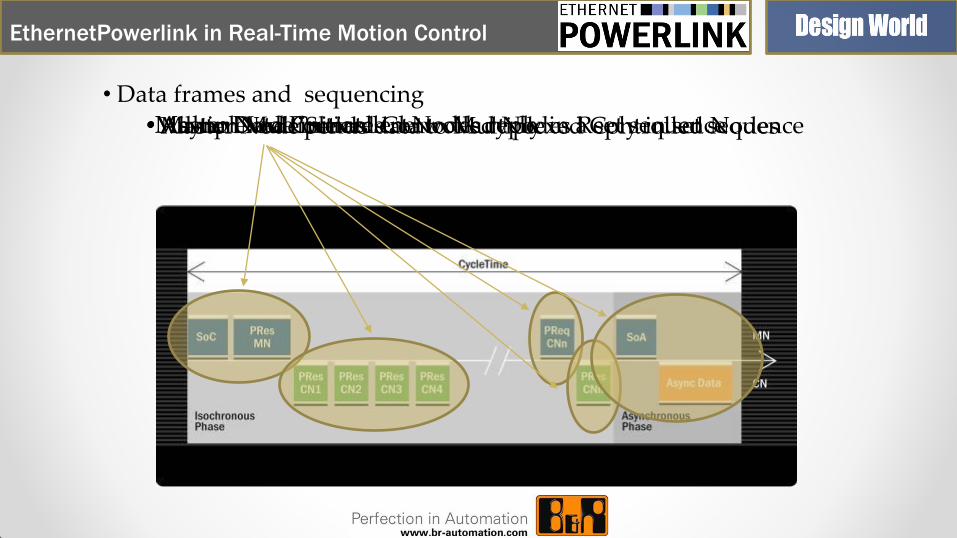
• Master Node Sends data to Multiplexed Controlled Nodes • Async Data Portion •Multiplexed Controlled Nodes reply in a set sequence •Master Node initiates network cycle • All non Multiplexed Controlled Nodes Reply in set sequence
EthernetPowerlink in Real-Time Motion Control
• Data frames and sequencing
EthernetPowerlink in Real-Time Motion Control
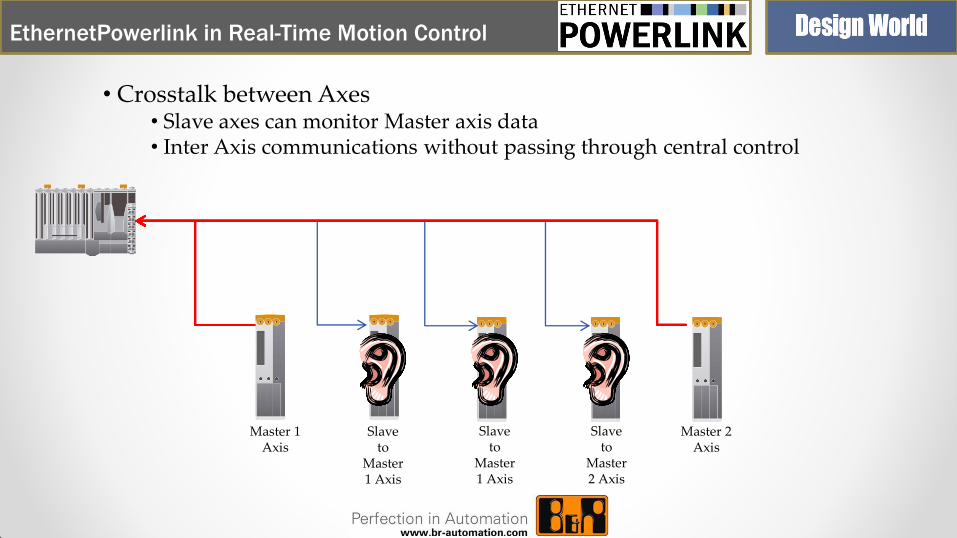
• Crosstalk between Axes • Slave axes can monitor Master axis data • Inter Axis communications without passing through central control
Master 1 Axis
Slave to
Master 1 Axis
Slave to
Master 1 Axis
Slave to
Master 2 Axis
Master 2 Axis
Cycle 1
EthernetPowerlink in Real-Time Motion Control
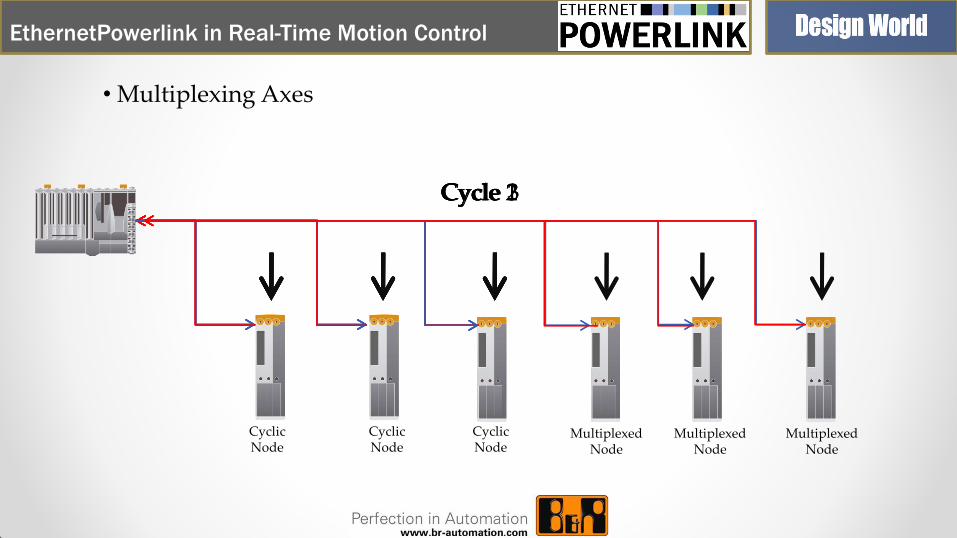
• Multiplexing Axes
Cycle 2 Cycle 3 Cycle 1 Cycle 2 Cycle 3
Cyclic Node
Cyclic Node
Cyclic Node
Multiplexed Node
Multiplexed Node
Multiplexed Node
EthernetPowerlink in Real-Time Motion Control
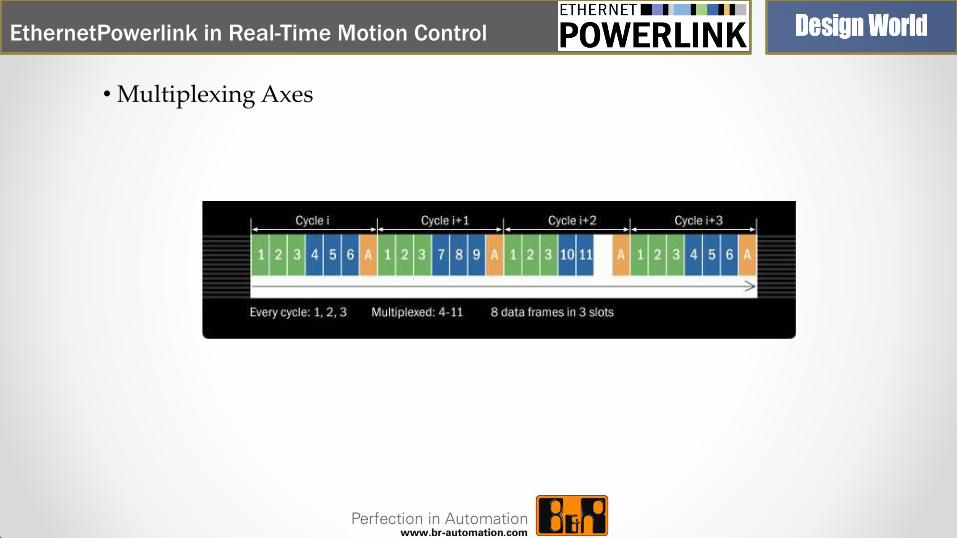
• Multiplexing Axes
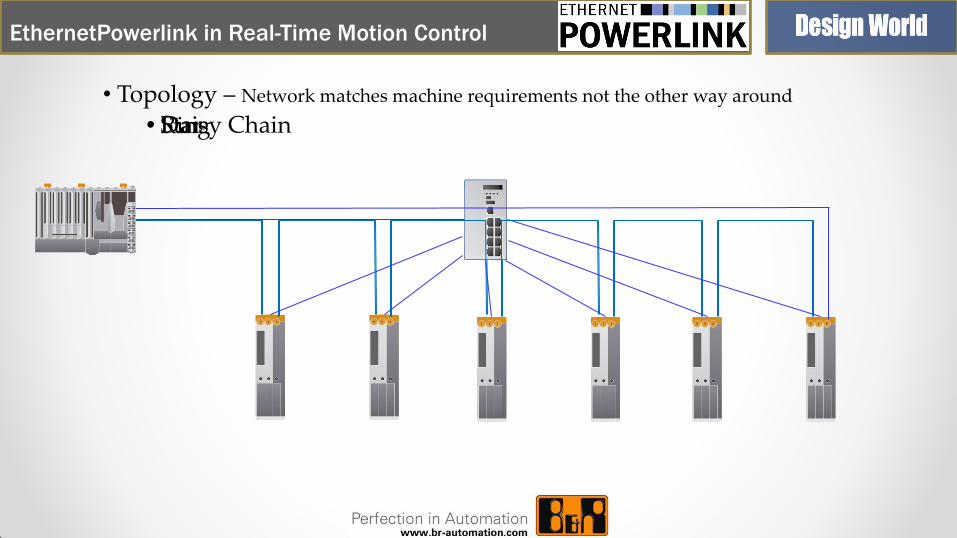
• Ring • Star • Daisy Chain
EthernetPowerlink in Real-Time Motion Control
• Topology – Network matches machine requirements not the other way around
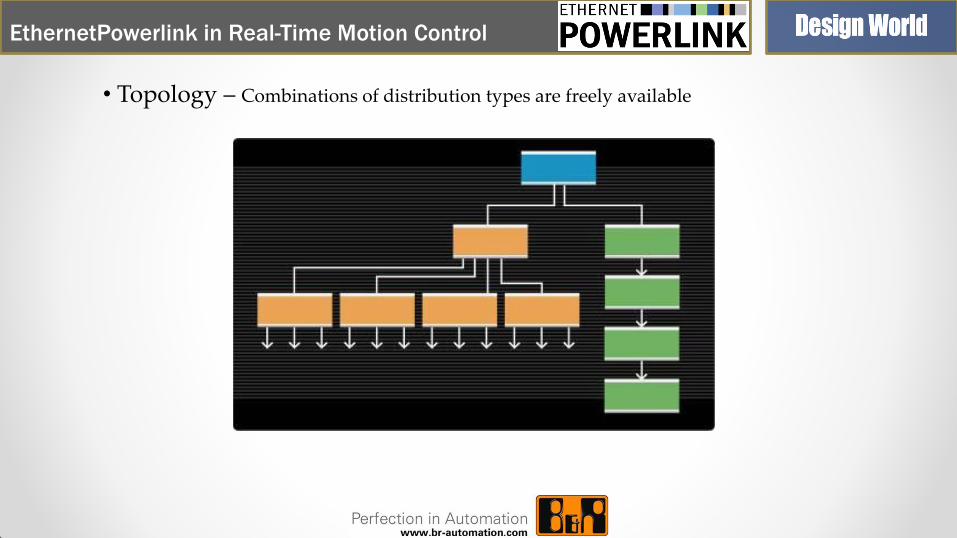
EthernetPowerlink in Real-Time Motion Control
• Topology – Combinations of distribution types are freely available
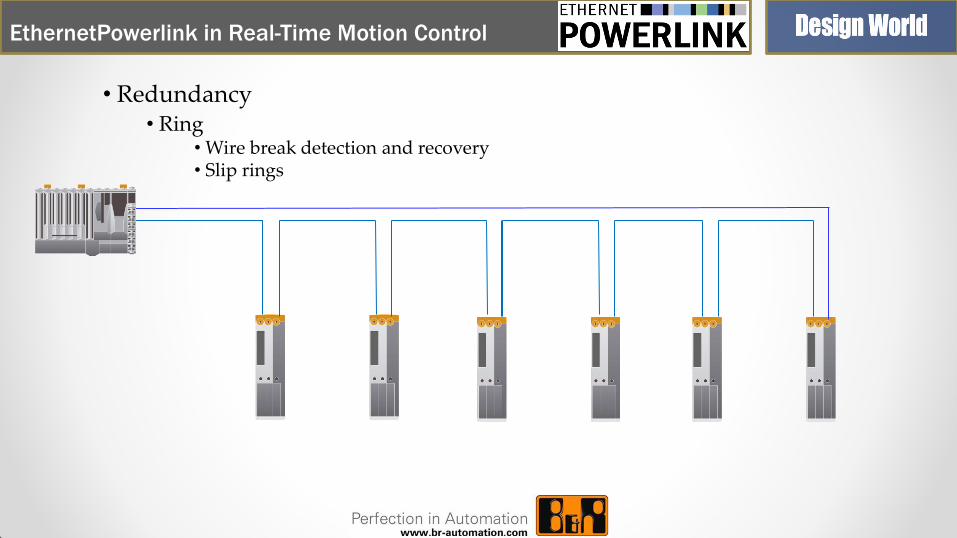
• Ring • Wire break detection and recovery • Slip rings
EthernetPowerlink in Real-Time Motion Control
• Redundancy
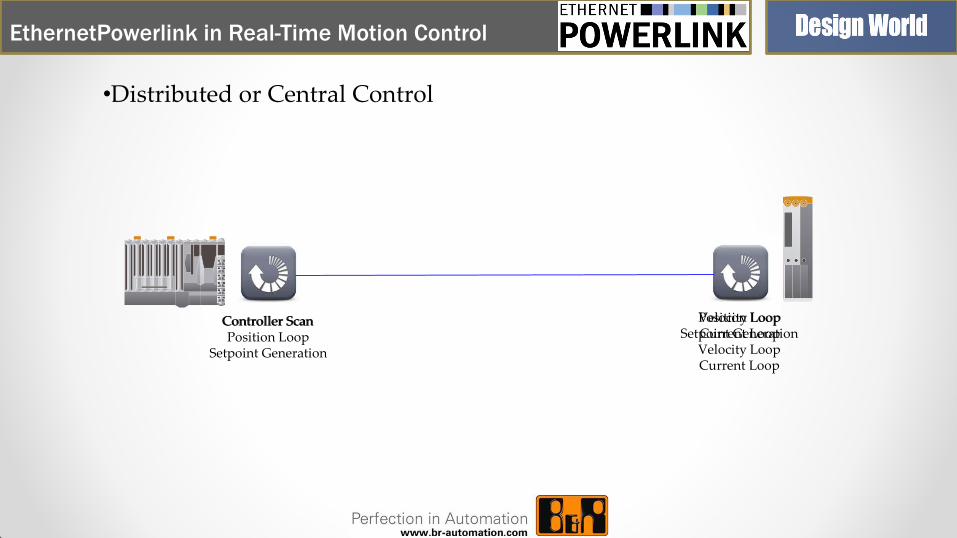
EthernetPowerlink in Real-Time Motion Control
•Distributed or Central Control
Controller Scan Position Loop Setpoint Generation
Velocity Loop Current Loop
Controller Scan Position Loop
Setpoint Generation
Velocity Loop Current Loop
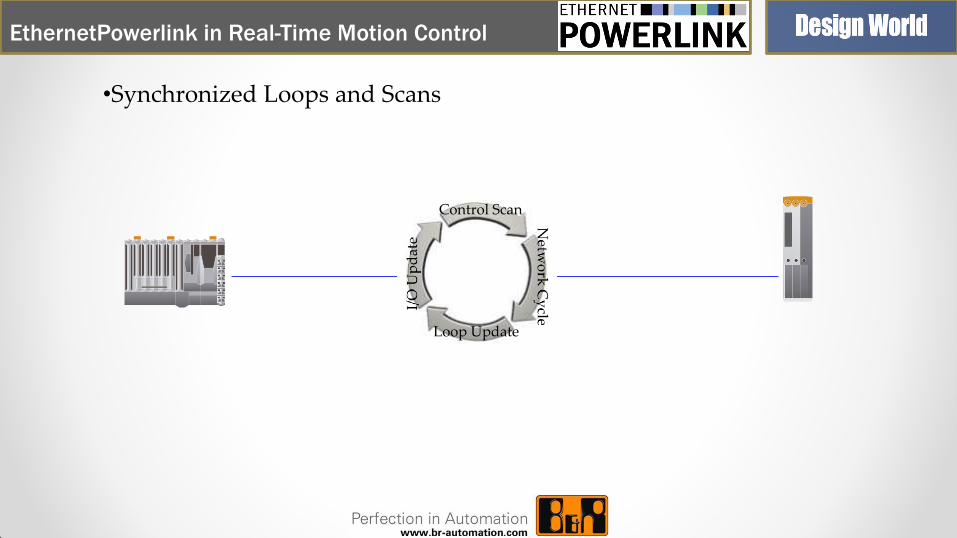
EthernetPowerlink in Real-Time Motion Control
•Synchronized Loops and Scans
Control Scan
Loop Update
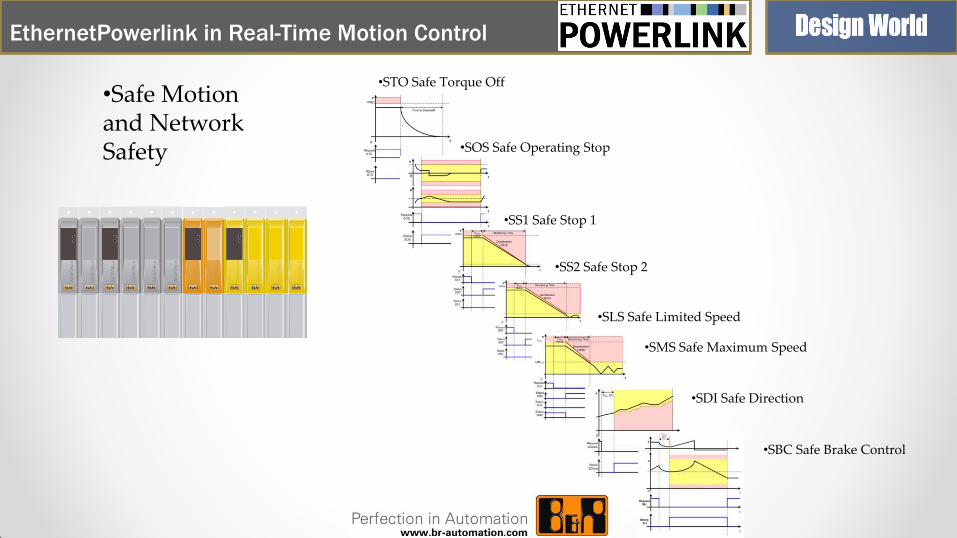
EthernetPowerlink in Real-Time Motion Control
•Safe Motion and Network Safety
•STO Safe Torque Off
•SOS Safe Operating Stop
•SS1 Safe Stop 1
•SS2 Safe Stop 2
•SLS Safe Limited Speed
•SMS Safe Maximum Speed
•SDI Safe Direction
•SBC Safe Brake Control
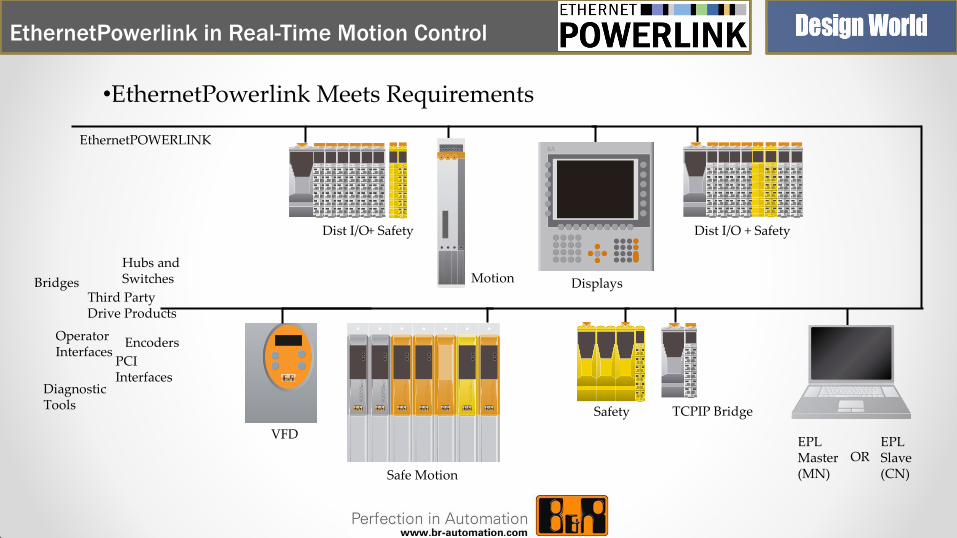
EthernetPowerlink in Real-Time Motion Control
•EthernetPowerlink Meets Requirements
+ Safety Dist I/O
EthernetPOWERLINK
Motion Displays
Safety
Dist I/O + Safety
Safe Motion
VFD
Third Party Drive Products
Encoders Operator Interfaces
PCI Interfaces
Bridges
Hubs and Switches
EPL Master (MN)
EPL Slave (CN)
OR
Diagnostic Tools TCPIP Bridge
• Synchronized Loops, Scans and Updates • Allows simple access to drive parameters in sync with motion functions
• Network Safety Motion features
• Eliminating Safety relays and E-Stop wiring
• Limitless capabilities on one network • I/O, VFDs, Visualization, Motion, Safety, etc.
EthernetPowerlink in Real-Time Motion Control
• Multiplexing and Crosstalk • Allow fast communication between axis without Manager involvement
• Electronic Gears, Cams, Axis synchronization
• Reduces Network Cycle time
• High speed network
• I/O networks and drives <200µs
EthernetPowerlink in Real-Time Motion Control
• Flexibility in Network Architecture • Bus, Star, Ring and Daisy Chain • Cable Redundancy
• Centralized or Distributed control • High integrity localized control • High Speed centralized control • Distributed control speed not limited by the network
EthernetPowerlink in Real-Time Motion Control
Thank You for your time and Attention
Presented by Shaun Kneller Key Account Manager
B&R Industrial Automation

Questions?
Design World Leslie Langnau [email protected] Phone: 440.234.4531 Twitter: @wtwh_rapidmfg
B&R Industrial Automation Shaun Kneller [email protected] Phone: 770-410-3212 LinkedIn: http://linkd.in/q6ibLY Twitter: @BR_Automation
EtherCAT Technology Group Joey Stubbs [email protected]
Thank You
This webinar will be available at designworldonline.com & email
Tweet with hashtag #IndNet
Connect with
Twitter: @Design_World
Facebook: /engineeringexchange
LinkedIn: Design World Group
YouTube: /designworldvideo
Discuss this on EngineeringExchange.com