Embed Size (px)
Citation preview

Esterification of Palm Fatty Acid Distillate Using HeterogeneousSulfonated Microcrystalline Cellulose Catalyst and Its Comparisonwith H2SO4 Catalyzed ReactionDeepak D. Chabukswar, Parminder Kaur K. S. Heer, and Vilas G. Gaikar*
Department of Chemical Engineering, Institute of Chemical Technology, Matunga, Mumbai-400 019, India
*S Supporting Information
ABSTRACT: The kinetics of esterification of palm oil fatty acid distillate (PFAD) with methanol was investigated usingheterogeneous carbonized microcellulose sulfonic acid as catalyst and compared with the sulfuric acid catalyzed reaction,considering liquid−liquid phase split during the progress of the reaction in both the cases. The solid catalyst was characterized foracidity, thermal stability, and surface area. The residual glycerides in the PFAD were hydrolyzed prior to the esterification usingsulfuric acid as a catalyst. The esterification reaction was investigated for the effect of catalyst loading, temperature, and free fattyacids (FFA) to methanol ratio, on the conversion of the fatty acids. Sulfuric acid was a better catalyst than sulfonatedmicrocrystalline cellulose, but the solid catalyst provides the ease of recovery. The sulfonated microcrystalline cellulose renderedgood conversion and reusability for esterification. The process engineering aspects of the esterification reaction are also brieflydiscussed.
■ INTRODUCTIONBiodiesel, a mixture of fatty acid methyl esters (FAMEs), hasattracted considerable attention as an alternative to petro-basedtransport fuels. The renewable nature of the vegetable oilsfeedstock and the lower sulfur value of the biodiesel resulting inthe reduction of vehicular SOX emission and net carbon dioxideemissions are responsible for this increasing interest.1−4 Themajor feedstock for biodiesel comes from edible oils such assoyabean oil, palm oil, and nonedible oils such as jatropha andkaranja oils. The production of biodiesel by alkali catalyzedtransesterification of neat vegetable oils, which by far is thesimplest method of preparing the fatty acid esters, has not beencommercialized to a large extent because of the higher cost ofraw materials and also because of the limited availability of thefeedstock in developing countries despite bringing considerableland under cultivation for nonedible oil producing plants.5
The biodiesel manufacturing process has been underintensive study in the past decade for development of newtechnologies to enable the use of low cost waste oils as thefeedstock as compared to more expensive neat vegetable oils.The biodiesel production from waste oils from different sourcesis a challenging job because of the presence of free fatty acids(FFAs) in such oils to varying degrees.6−8 The FFAs react withthe alkali that is used as a catalyst in the transesterificationprocess, to form soap that hinders subsequent phase separationof the methyl esters from glycerol formed in the reaction. Theeffectiveness of the alkali catalyst is significantly reduced in thepresence of moisture generated by the neutralization reactionthat reduces the overall conversion in a desired time frame andthus demands larger amounts of the catalyst in the process. Thefatty acid salts also dissolve in the glycerol phase makingsubsequent glycerol recovery cumbersome. Completely dryconditions are the most essential to produce the fatty acidmethyl esters by the transesterification of triglycerides in theshortest possible time as the reaction is extremely fast in the
absence of moisture and gets limited only by the mixingconditions. The conventional alkali catalyzed transesterificationprocess, therefore, becomes inadequate to use cheaper rawmaterials having significant FFA content.8 The pretreatment ofthe waste oil to esterify the FFAs by acid catalyzed esterificationbecomes a prerequisite in the biodiesel production byconventional alkali catalyzed transesterification process.On the other hand, feed stocks containing of mostly FFAs
with a limited content of triglycerides can be handled by directesterification process. Palm fatty acid distillate (PFAD) is abyproduct of the palm oil refining process and mainly consistsof a mixture of fatty acids with a small percentage of mono-, di-,and triglycerides and is comparatively far cheaper than palm oilas a starting material for methyl esters production. Biodieselsynthesis, by direct esterification of waste oils with methanol,has been reported by many researchers using homogeneous andheterogeneous acid catalysts.9−27
Homogeneous mineral acids such as H2SO4, phosphoric acid(H3PO4), and organic acids like p-toluene sulfonic acid (p-TSA), trichloroacetic acid (TCA), and methanesulfonic acid(MSA) are routinely used as catalysts for the esterificationreactions.10−14 Since the recovery or post-treatment of thecatalyst remains the main concern in such homogeneouscatalyzed reactions, low cost sulfuric acid remains still thecatalyst of choice despite its corrosive nature, as it also can beeasily neutralized. The organic acids after neutralization, on theother hand, add a significant load to the chemical oxygendemand (COD) of the waste streams that is not easy to dealwith even by biological means.
Received: November 10, 2012Revised: April 4, 2013Accepted: May 13, 2013Published: May 13, 2013
Article
pubs.acs.org/IECR
© 2013 American Chemical Society 7316 dx.doi.org/10.1021/ie303089u | Ind. Eng. Chem. Res. 2013, 52, 7316−7326

Heterogeneous catalysts offer major advantages of facileseparation from the reaction mixture and reusability andsubstantial benefits from an environmental pollution point ofview. Inorganic solid acids such as niobic acid, silica and zeolitesupported Lewis acids, zirconium sulfate, and super acidcatalysts have been extensively studied for the esterificationreaction.16−20 Lipase catalyzed enzyme esterification has beenalso reported, but the reaction rates are much slower as thetemperature and pressure conditions are too mild, usually notexceeding 40−45 °C as enzyme denaturation leads to the lossof its activity at higher temperatures. This is a serious drawbackof the enzymatic reaction in industrial conditions because ofpoor volumetric productivity although enzymes can work verywell in the presence of water formed in the reversibleesterification reaction. Acidic ion-exchange resin catalysts,such as CT-175 cation exchage resin, Dowex monosphere550A, Amberlyst-15, and Nafion NR50, in H+ form, have allbeen reported, sometimes even with supercritical methanolconditions to take advantage of higher rates of the reaction athigher operating temperatures.20−27 Many of these resincatalysts, however, retain the water of esterification that oftendecreases the reaction rates and conversions. The priorliterature indicates that cheaper feedstock, driving reaction tocompletion, easily available and recyclable catalyst, andmoderate reaction times are the major concerns of the biodieselmanufacturing process.Kinetic modeling of esterification of fatty acids using
homogeneous and heterogeneous catalysts also has beenperformed by several authors.28−35 Most of these papers referto a homogeneous liquid phase reaction using a large excess ofmethanol and, therefore, use of a pseudohomogeneous powerlaw model or Eley−Rideal or Langmuir−Hinshelwood modelto describe the kinetics of homogeneous and heterogeneouscatalyzed reactions, respectively, is very common. However,generation of water during the esterification reaction andlimited miscibility of methyl esters with methanol lead to abiphasic reaction medium in both of these cases. The two liquidphases attain equilibrium with respect to each other veryquickly. Therefore, it becomes necessary to understand thethermodynamic framework of the reaction system, and theeffect of phase equilibrium between the two liquid phases onthe reaction kinetics of the esterification. Very few papers haveanalyzed the kinetics of the esterification considering thebiphasic nature of the system.36,37
In this paper, PFAD is used for the production of FAMEs byacid catalyzed esterification, after hydrolysis of residualglycerides in the feed. The esterification reaction is conductedwith concentrated sulfuric acid as the homogeneous catalyst forcomparison with the esterification using a carbonizedsulfonated microcrystalline cellulose solid acid (CSMC) as aheterogeneous catalyst. Sulfonation and incomplete carbon-ization of natural products results in a rigid carbon frameworkcomposed of small polycyclic carbon sheets in a three-dimensional sp3-bonded structure.38−42 Microcrystalline cellu-lose is a very strong organic material consisting ofpolysaccharide linear chains of β (1 → 4) linked D-glucoseunits. Cellulose, as such, has hydrophobic surface and a highamount of amorphous regions. Microcrystalline cellulosematerial has a lower content of amorphous regions and ahigher degree of crystallinity and is usually obtained by partiallyhydrolyzing cellulose with a mineral acid or by steam explosionprocess. Sulfonation of such carbonaceous materials, such asmicrocrystalline cellulose, is expected to afford a highly stable
solid with a high density of active sites, allowing high-performance catalysts to be prepared from natural products.The esterification of PFAD, with CSMC, is compared with thatusing Amberlyst-15 under similar conditions.
■ EXPERIMENTAL SECTIONMaterials. The palm fatty acid distillate (PFAD) was
procured from Royal Energy Ltd., Mumbai, as a yellow colorsolid having melting point of 40 °C. Methanol (AR grade),sulfuric acid (98%), and Amberlyst-15 were procured from SD,Fine Chemicals, Mumbai. A crystalline powder sample ofmicrocrystalline cellulose (MC; surface area = 105.1 m2/g, poresize = 1.3 nm) was supplied by Godavari Biorefineries Ltd.,Mumbai. The HPLC grade acetonitrile and acetone wereprocured from Thermo Fischer Scientific, Mumbai, for theanalysis.
Catalyst Preparation. In a typical run, MC (10 g) wastaken along with dichloromethane (50 cm3) in a reaction vesseland chlorosulfonic acid (5 cm3) was added dropwise into thereaction vessel over a period of 2 h, under continuous stirringconditions at 0 °C in an ice bath. The stirring was continueduntil evolution of hydrochloric acid fumes stopped completely.The reaction mixture was then filtered and the solid waswashed thoroughly with methanol and then dried at 40 °C for 3h in an oven.Amberlyst-15 catalyst was treated with H2SO4 solutions (0.1
mol/dm3) and then washed with deionized water up to neutralpH to remove free ions and then dried in an oven at 120 °C for5 h before use.
Catalyst Characterization. The acidity of the catalyst wasdetermined by ammonia temperature programmed desorption(NH3-TPD). The catalyst (0.2 g) was charged into a U-shapedquartz sample tube and was heated at 180 °C under the flow ofhelium for degasification. After cooling to ambient temperatureof 30 °C, ammonia was injected into the sample to saturate it.The thermal desorption of ammonia was recorded under theflow of helium and by raising the temperature at a rate of 5 °C/min up to 180 °C.The thermal stability of the catalyst was checked by
differential scanning calorimetry and thermal gravimetricanalysis (DSC/TGA). The catalyst (2 mg) was heated in thesample compartment in the temperature range of 40−500 °C ata constant rate of 5 °C/min. The surface morphology ofcatalysts was studied by a scanning electron microscope(JEOL/JSM 6380 LA).The BET surface area was analyzed on Micrometrics unit
(ASAP 2020 V3.01 H). The catalyst (0.5 g) was charged intoU-shaped quartz sample tube that was put in a Dewar flaskcontaining liquid nitrogen. A prescribed amount of nitrogenwas passed for adsorption. The relative pressure difference wasmeasured to estimate the absorbed quantity of nitrogen.Desorption of nitrogen was further carried out at roomtemperature of 30 °C. The absorption and desorption valueswere used in BET equation to estimate the surface area andpore size. The X-ray diffraction of CSMC was also carried outto determine its crystallinity.
Hydrolysis of Residual Glycerides in PFAD. Thehydrolysis reaction was conducted in a stirred reactor ofvolume 250 cm3 (4.5 cm I.D.) equipped with a six blade turbineimpeller running at 1200 rpm. In a typical reaction, 100 g ofPFAD was first melted in the reactor at 90 °C for 10 min.Water (25 g) and sulfuric acid 0.5% (w/w), as a catalyst wereadded to the melt. The reaction mixture was vigorously agitated
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie303089u | Ind. Eng. Chem. Res. 2013, 52, 7316−73267317

at 1200 rpm for 30 min in an oil bath. After the reaction, thereaction mixture was kept in the oil bath for 5 min to separateinto two phases. The organic phase was separated from theaqueous phase and further used for the esterification reaction assuch. All esterification experiments were carried out with PFADpretreated by hydrolysis.During the reaction, samples were withdrawn for the analysis
of FFA by titration. The organic and aqueous phase sampleswere analyzed by HPLC equipped with a Hypersil C18 columnand a RI detector. A mixture of acetonitrile:acetone in the ratioof 70:30 was used as a mobile phase at a flow rate of 0.3 cm3/min for the analysis of glycerides. The aqueous samples wereanalyzed on the HPLC equipped with the RI detector.Deionized water was used as the mobile phase at a flow rateof 0.5 cm3/min.Esterification of PFAD. In a typical batch esterification
reaction, PFAD (50 g) was melted in a reaction vessel at 60 °Cfor 20 min. The reaction was started by addition of methanol(18 g) and 98% sulfuric acid (about 5% w/w of PFAD) or thesolid acid catalyst (about 3% w/w of PFAD). The reactionmixture was maintained at 60 °C in an oil bath for desired timeperiod with vigorous agitation at 1200 rpm to eliminate theeffect of the external mass transfer limitations, if any, on theconversion and/or rates. Samples were withdrawn from theliquid reaction mixture at specified intervals of time for theanalysis of FFA, methanol, and sulfuric acid in the organic aswell as the aqueous phases. In the case of solid catalyst, aftertermination of reaction, the reaction mixture was separatedfrom the solid acid catalyst by decantation.The samples (0.5 g), withdrawn at specified intervals from
the reaction mixture, were dissolved in methanol (20 cm3) toget a clear solution. The solution was then titrated with analcoholic KOH solution (0.1 mol/dm3) using phenolphthaleinas an indicator. The conversion was calculated from initial andfinal FFA concentrations of the reaction mixture. The samplewas also analyzed on a HPLC equipped with a RI detector(Jasco 1090 series) using a Hypersil C18 column (l 25 cm, D 5mm). A mixture of acetonitrile:acetone in the ratio of 70:30 wasused as a mobile phase at a flow rate of 0.3 cm3/min for theanalysis of methyl esters, methanol, and glycerides.Adsorption of Methanol/Water on Catalyst. The
adsorption of methanol and water on the heterogeneouscatalyst was separately studied by conducting the adsorptionexperiments of water and methanol from methyl estersolutions. Batch adsorption studies were carried out at 60 °Cby equilibrating 3 g of CSMC in the stoppered conical flaskwith 50 cm3 of water (or methanol) in methyl ester solutions atknown concentrations (0−2 wt %). Samples were prepared in10 μL of acetonitrile:acetone (70:30) and injected on an HPLCequipped with an RI detector (Jasco 1090 series) using aHypersil C18 column (l: 25 cm, D: 5 mm). The adsorbedamounts of water and methanol were estimated from HPLCanalysis of residual concentration in the organic phase.
■ RESULTS AND DISCUSSIONCatalyst Characterization. The estimated acidity of
CSMC from the NH3-TPD plot is 2.5 mmol/g as comparedto 0.8 mmol/g for Amberlyst 15. The CSMC thus carries ahigher number of protonic acidic sites. The reported acidity ofanother solid acid catalyst prepared in the same manner fromsugar was in the range of 1.5−1.9 mmol/g.41,42 The DSC andTGA plots of CSMC (given in the Supporting Information)show a weight loss of only 3−4% up to 270 °C indicating its
very good thermal stability. Beyond 270 °C, the materialshowed a gradual weight loss up to 500 °C indicating the loss ofnongraphite carbon initially and then of the graphite carbon inthe higher temperature range. The scanning electron micro-scope (SEM) images of MC showed an irregular networkstructure and several closely linked pores which aftersulfonation and carbonization at 250 °C, disintegrated tosome extent with increased pore size to 4.25 nm. Microcrystal-line cellulose is a very strong organic material consisting ofpolysaccharide linear chains of β (1 → 4) linked D-glucoseunits. The carbonization of the polysaccharides results in a rigidcarbon framework composed of small polycyclic carbon sheetsin a three-dimensional sp3-bonded structure.38−40 Microcrystal-line cellulose material has a higher degree of crystallinity andthus relatively better hydrophobicity. It was expected that thecatalyst will have poorer water retention characteristics, helpingin maintaining the catalytic activity in the presence of watergenerated during the reaction.The BET surface area and mean pore size of the CSMC
catalyst are 105 m2/g and 4.25 nm, respectively, whereas MChad a BET surface area of 242 m2/g and pore size of 1.3 nm. Ascompared to reported D-glucose and sugar based catalysts,38−42
these values are higher and thus should be useful for dealingwith reacting molecules that are bigger in size. The mesoporicstructure also reduces the intraparticle diffusional limitationscommonly associated with the molecular sieve based acidcatalysts. The carbonization of carbohydrates, such as sugar,leads to the formation of polycyclic carbon rings. The surfacearea of the catalyst decreased as expected with increasing poresize. The carbonization of sulfonated MC causes an increase inpore size greatly that, however, allows easy migration of thereacting species inside the catalyst matrix. The natural sourcesthus produce carbon catalysts having different pore sizes afterthe carbonization process. The X-ray diffraction (XRD)spectrum of the CSMC exhibits one broad, strong diffractionpeak attributable to crystalline carbon composed of graphitecarbon sheets at an angle (2θ = 25°), oriented in a considerablyrandom fashion (given in the Supporting Information).The infrared spectrum of MC showed a strong alcoholic
−OH stretching at 3440 cm−1 attributed to the −OH of thepolycyclic cellulose ring. The IR spectrum of CSMC showsdevelopment of two new strong symmetric and asymmetricstretching bands of sulfonate groups at 1156 and 1134 cm−1,respectively. The spectrum also shows formation of etheralrings, characterized by a new peak at 1100−1164 cm−1 (givenin the Supporting Information). In the carbonization process,all the volatile impurities evaporated from the cellulosic matrix.
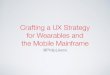
Catalytic Activity of the Catalyst for Esterification. Acomparative study of CSMC with strongly acidic resinAmberlyst-15 was done for the esterification reaction. TheCSMC catalyst showed a slightly higher esterification activitythan Amberlyst-15 at the same catalyst loading (Figure 1). Theesterification of PFAD:methanol (1:3 mol ratio) with theCSMC catalyst gave 62% conversion in 3 h, but the conversionwith Amberlyst-15 was 47%, in the same period. Since CSMCexhibited a remarkable activity for the esterification reaction,further studies were carried out by using only the CSMCcatalyst.
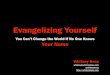
Effect of Reaction Temperature. Figure 2 shows theeffect of temperature on conversion with the same molar ratioof methanol:FFA (3:1) using sulphuric acid and CSMC ascatalyst, respectively. The FFA conversion increased from 26%at 40 °C to 52% at 50 °C and became 62% at 60 °C in 3 h of
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie303089u | Ind. Eng. Chem. Res. 2013, 52, 7316−73267318

the reaction time when CSMC was used as the catalyst in singlestage esterification. For the sulphuric acid catalyzed ester-ification, the FFA conversion was similar to that obtained withfresh CSMC catalyst, however, in much less time, 1 h.Effect of FFA to Methanol Molar Ratio. Figure 3 shows
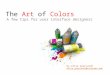
the effect of molar ratio of PFAD to methanol in the feed, from1:1 to 1:4 at same CSMC catalyst loading (3% w/w of PFAD)and reaction temperature. As the initial concentration ofmethanol in the initial feed mixture was increased, theconversion of FFA also increased in the given time period. At
60 °C the conversion of FFA was 54% for the molar ratio of 1:1in 3 h whereas the conversion increased to 62% and thereafterto 68% with molar ratio of 1:3 and 1:4 in 3 h, respectively. Theconversion increased in given time with the increasing molarratio of FFA:methanol because, for the kinetically controlledreaction, the rate depends on the concentrations of thereactants and the equilibrium limited reaction is pushed towardmore conversion in the presence of increased amount of one ofthe reactants. Higher temperatures and increasing methanolcontent of the reaction mixture thus increase the rate of thereaction and conversion in given time.
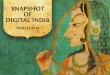
Effect of Catalyst Loading. Figure 4 shows the effect ofcatalyst loading, taken as ratio of CSMC catalyst and PFAD in
mass, from 3 to 7% (w/w) on the FFA conversion. About 62%conversion of FFA was achieved with 3% (w/w) CSMC catalystloading in 3 h. As the catalyst loading was increased, the FFAconversion increased to 74% for 5% (w/w) and 89% for 7%(w/w) catalyst loading, respectively, in the same time period.The reaction rate increased with the catalyst loading and thetime required for the reaction to approach the equilibriumconversion in turn reduced. An increase in the catalyst loadingincreases the number of the acidic sites and hence increases therate of conversion of FFA.The reusability of catalysts is an important aspect to be
considered for any solid catalytic system. Figure 5 shows thatCSMC catalyst could retain the activity efficiently better ascompared to Amberlyst-15 catalyst that lost its activity
Figure 1. Comparison of catalytic activity (temperature 60 °C, 1:3FFA:methanol molar ratio, 3% catalyst loading): ◊ CSMC, □
Amberlyst-15.
Figure 2. (A) Effect of temperature on FFA conversion using H2SO4as catalyst. (B) Effect of temperature on FFA conversion using CSMCcatalyst (1:3 FFA:methanol molar ratio, 3% catalyst loading): ◇ 60, □50, Δ 40 °C.
Figure 3. Effect of FFA to methanol molar ratio on FFA conversion(temperature 60 °C, 3% catalyst loading): ◇ 1:4, □ 1:3, Δ 1:1.
Figure 4. Effect of CSMC catalyst loading on FFA conversion(temperature 60 °C, 1:3 FFA:methanol molar ratio): ◇ 7%, □ 5%, Δ3%.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie303089u | Ind. Eng. Chem. Res. 2013, 52, 7316−73267319

significantly over four cycles. After each run, the catalyst waswashed with methanol and used for the next run. Amberlyst-15catalyst showed a good activity in the first run with conversionof 39% which, however, reduced to 37%, in the second recycle.After the fourth recycle, the conversion decreased to 26%(Figure 5B). The catalyst also showed some physical damage,probably due to higher stirring speed used for the reaction. Thefree acidity of the reaction mixture also increased due toleaching of acidic groups during the reaction. Higher stirringspeed, retention of water, and swelling of resin resulted insignificant loss of the activity of the Amberlyst-15 catalyst.With CSMC as catalyst, in the first run, the conversion of
FFA was 62%, and in the fourth run, the conversion reduced to53%. The CSMC catalyst contains a more hydrophobic surfaceand, therefore, shows a better ability to withstand water formedin the reaction. The CSMC catalyst thus shows a relativelybetter reusability as compared to Amberlyst-15.Adsorption of Methanol and Water. Heterogeneously
catalyzed esterification reaction takes place via adsorption ofFFA and methanol on the solid catalyst and ends withdesorption of the products. In order to model the kinetics ofthis reaction, it was necessary to determine the equilibriumadsorption constants of these components. Thus, adsorption ofwater and methanol on the catalysts was studied from methylesters separately and the adsorption constants obtained werethereby used in the kinetic analysis of the reaction as givenbelow. The adsorption experiments were conducted from themethyl ester organic phase since the catalyst surface is wettedby the organic phase owing to its organic and hydrophobicnature. The adsorption constants thus obtained by fitting theadsorption data in Langmuir isotherm are given in Table 1.Tesser et al.29 have reported the partitioning of water and
methanol into the Amberlyst-15 catalyst without consideringany effect of FFA and methyl ester which may not trulyrepresent the actual adsorption process as the methyl esterphase is in large volume as compared to the aqueous phase.The adsorption constants in Table 1 thus show the partitioningof these components from the organic phase onto the solidcatalysts. The adsorption of FFA from the methyl ester organicphase (determined from the kinetics data as discussed later), ishigher as compared to that of methanol and/or water. It is thusexpected that the adsorption of FFA on the catalyst takes placepreferentially from the reaction medium of methyl ester due tovery low equilibrium concentrations of methanol and waterpresent in the organic phase.
Phase Equilibrium Analysis of Esterification ReactionMixtures. The starting reaction mixture of FFA and methanolforms a homogeneous mixture because of miscibility of thecomponents. But as the reaction proceeds, aqueous methanoland methyl ester form two separate phases because of limitedsolubility in each other. This results in distribution of all thecomponents of the mixture between the two phases. Theorganic phase consists mainly of unreacted FFA and methylester while the aqueous phase mostly consists of alcohol, water,and catalyst (in case of homogeneous catalyzed esterification),owing to the low solubility of FFA and methyl ester in theaqueous phase. The transfer of the alcohol and homogeneouscatalyst to the aqueous phase results in drastic reduction in therate of esterification reaction thereby, reducing the overallconversion of FFA in the given time. In order to determine thekinetics of such a reaction correctly it is necessary to consider aheterogeneous biphasic reaction system instead of following acommonly used pseudohomogeneous reaction phase approach,irrespective of the nature of the catalyst used for the reaction.Using both, homogeneous or heterogeneous, catalysts, thereaction phase will undergo liquid−liquid split, after formationof appropriate amounts of water and methyl esters as evenmethanol and methyl esters are not completely miscible. Thepresence of water formed in the reaction ensures transfer ofsignificant amount of methanol from the ester phase into theaqueous phase.It is not a straightforward determination of the kinetic
parameters as using a pseudohomogeneous power law model torepresent the reaction. In a batch process, at the beginning,FFA, catalyst, and methanol form a homogeneous mixture.However, once the water concentration in the reaction phasecrosses the saturation solubility, the phase split takes place.Since the exact time of the phase split for a batch reactor is notknown, we had to solve the batch reactor kinetic equations(given below) with time by checking the phase stability of themulticomponent mixture of FFA, methanol, methyl ester,water, and catalyst. The thermodynamic analysis of the reaction
Figure 5. (A) Reusability of CSMC catalyst. (B) Reusability ofAmberlyst-15 catalyst (temperature 60 °C, 1:3 FFA:methanol molarratio, 3% catalyst loading): ◇ run 1, □ run 2, Δ run 3, ○ run 4.
Table 1. Adsorption Constants for CSMC Catalyst andKinetic Rate Constants for Esterification Reaction
kinetic rateconstants
adsorption constants ×103 (m3/kmol) CSMC H2SO4
temperature(K) FFA methanol
methylester water
k1 × 10−7
(kg/(kmolmin))
k1 (m3/
kmol)2/min
333 0.614 0.407 0.283 0.453 4.3 0.22323 0.843 0.774 0.193 0.142 1.0 0.18313 1.139 1.043 0.11 0.092 0.25 0.11
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie303089u | Ind. Eng. Chem. Res. 2013, 52, 7316−73267320

mixture was thus performed by considering chemical and phaseequilibria simultaneously. At each time interval, the stability ofthe liquid phase was checked during numerical integration ofkinetic equations with initial guess values of the kineticparameters. Once the liquid−liquid split was detected bythermodynamic calculations, the concentrations of each speciesin both, methyl ester and aqueous alcohol, phases wereestimated. Palmitic acid can be used as a representative of FFAsince it is a major component of PFAD, the others being, oleicand linoleic acids. A modified UNIFAC-LLE (Dortmund)method43 was used to calculate the activity coefficients for thecomponents in both the phases and validated against the phasecompositions reported for esterification of oleic acid.44 Theexperimental values showed that about 90% of the waterproduced gets distributed into the methanol and sulphuric acidlayer at 1:3 molar ratio of oleic acid to methanol in the initialfeed. The value predicted by modified UNIFAC-LLE(Dortmund) method was 93.6% which was quite in agreementwith these experimental observations. The consideration ofpalmitic acid or oleic acid as a representative fatty acid did notshow significant difference in the phase split results. After thephase split, concentrations only in the organic phase wereconsidered responsible for determining the reaction rates. Areaction rate equation, first-order with respect to each reactant,was considered for the equilibrium reaction between methanoland FFA in the organic phase, while water solubilized in theorganic phase was considered to be responsible for the reversehydrolytic reaction, both reactions catalyzed by the acid presentin the reaction phase.The effect of speed of agitation was studied by performing
the reaction at different speeds of agitation. No effect ofagitation speed on conversion was observed beyond 1000 rpm.(given in the Supporting Information) The reaction was, thus,considered to be kinetically controlled since all the experimentswere performed at 1200 rpm which ensured elimination ofmass transfer resistance.Kinetic Analysis of Esterification Reaction Kinetics
Using H2SO4 as Catalyst. The equilibrium constant for thereversible esterification reaction (eq 1) was determined usingeq 2 from the standard Gibbs free energy and heat of formationvalues, predicted using the Joback method.45
+ ↔ +fatty acid methanol methyl ester water (1)
∫ ∫
=−Δ Δ
−
−Δ Δ
⎜ ⎟⎛⎝⎜
⎞⎠⎟
⎡⎣⎢
⎛⎝
⎞⎠⎤⎦⎥
⎡⎣⎢
⎤⎦⎥
⎡⎣⎢
⎤⎦⎥
KG
RTH
RTTT
T
C
RT
C
RTT
exp exp 1
exp1
d exp dT
T
T
T
R0
0
R0
0
0
p p
0 0 (2)
Since ΔCp ≈ 0, only first two factors are important. Thepredicted values of ΔG° and ΔH° for the components and thevalue of K are given in the Supporting Information.Equation 3 was used to represent the rate equation for
homogeneous catalyzed esterification considering the reactiononly in the organic phase because of very poor solubility of thefatty acid in the aqueous methanol and H2SO4 mixture.
= − = − = −⎜ ⎟⎛⎝
⎞⎠r
Ct
k c c c k c c c k c c cc c c
KddA
A1 A B E 2 C D E 1 A B E
C D E
(3)
where, cA, cB, cC, cD, and cE are concentrations of fatty acid,methanol, methyl ester, water, and sulfuric acid, respectively.
The terms k1 and k2 are forward and backward rate constantswhich are related through the equilibrium constant K = k1/k2. Itwas assumed that the reaction occurs only in the organic phaseand thus organic phase concentrations determined by the phasesplit calculations at each time interval were used fordetermining the reaction kinetics. Since parameters for sulfuricacid were not available for the estimation of the distribution ofsulfuric acid, experimental values of sulfuric acid concentrationwere used to consider effect of the distribution of the catalyston the reaction rate. The forward rate constant (k1) can thus beestimated by solving the phase and chemical equilibria,simultaneously, by numerical integration of batch reactorequation and minimizing the error with respect to theexperimental conversions for the entire set. The ModifiedUNIFAC-LLE (Dortmund) parameters were used for an in-house code using gPROMS (version 3.3, Process SystemsEnterprise Ltd.) for thermodynamic calculations whereas theset of ordinary differential equations of batch reactor was solvedusing the Runga−Kutta 4 method.The experimental data as shown in Figure 2 for the H2SO4
catalyzed esterification of PFAD at three temperatures, 60, 50,and 40 °C, were used for the estimation of the rate constants atrespective temperatures. The k1 values thus obtained are givenin Table 1. The lines in Figure 2 indicate the predicted valuesusing the fitted rate constants for the reaction. The activationenergy and frequency factor were determined to be 30.1 kJ/moland 1.2 × 104 (m3/kmol)2/min, respectively. The sharp changein the slope after a few minutes of reaction in the reaction at alltemperatures indicates the phase-split of the reaction mixtureand, thereby, transfer of a major amount of the homogeneouscatalyst to the aqueous phase and the consequent reduction inthe rate of the reaction. The reaction does not stop though butproceeds with a much lower rate.
Analysis of Esterification Reaction Using Heteroge-neous Catalyst. The effect of internal diffusional resistance onconversion was studied by performing experiments withcatalysts of different particle sizes (given in the SupportingInformation). No significant difference in conversion wasobserved with different particle sizes indicating minimuminternal diffusional resistance. Thus, the reaction wasconsidered to be kinetically controlled. The kinetic rateequation used for heterogeneous catalyzed esterificationreaction was based on the Langmuir−Hinshelwood−Hou-gan−Watson (LHHW) model considering the following steps:(1) adsorption of fatty acid and methanol (eqs 4 and 5), (2)surface reaction (eq 6), and finally (3) desorption of methylester and water (eqs 7 and 8).Considering surface reaction to be the rate-controlling step,
the final eq 9 is obtained as the rate expression.
+ ↔A S ASKA (4)
+ ↔B S BSKB (5)
+ ↔ +AS BS CS DSKs (6)
↔ +CS C SKc (7)
↔ +DS D SKD (8)
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie303089u | Ind. Eng. Chem. Res. 2013, 52, 7316−73267321

= −
=−
+ + + +
=′ −
+ + + +
( )
( )
rW
Nt
k c K K c c
K c K c K c K c
k c c c
K c K c K c K c
1 dd
(1 )
(1 )
A
K K c cK
c cK
A
1 t2
A B A B
A A B B C C D D2
1 t2
A B
A A B B C C D D2
C D C D
s
C D
e
(9)
where, A, B, C, D, and S, represent fatty acid, methanol, methylester, water, and catalyst site, respectively. AS, BS, CS, and DSrepresent the adsorbed species of each of these components. k1is forward rate constant of the reaction (kg/(kmol min)) and k1′= k1KAKB while ct is total catalyst sites available (2.5 kmol/kg).The Ki are equilibrium adsorption constants of each of thespecies in the reaction mixture, i.e. fatty acid, methanol, methylester, and water, respectively (m3/kmol), while Ks is surfacereaction equilibrium constant and Ke is homogeneous reactionequilibrium constant. V is the volume of organic phase (m3),and W is the amount of catalyst (kg).The equilibrium adsorption constants of fatty acid and
methyl ester were estimated by fitting the data of experimentalconversion with respect to time in the LHHW model forexpressing the rate of the reaction. The equilibrium adsorptionconstants of methanol and water were obtained fromindependent adsorption experiments on the catalysts asdescribed previously. The fitted adsorption constants thatwere used for calculating the kinetics are given in Table 1. Thereaction mixture was analyzed for liquid−liquid phase split ateach time interval using modified UNIFAC-LLE (Dortmund)method as mentioned in the homogeneous catalyzed reactionwhile integrating the reaction rate expression at each timeinterval. The calculations similar to homogeneous system wereperformed to determine the forward rate constant of thereaction. The fitted conversions are shown in Figure 2B as solidlines. The forward rate constants thus obtained by fitting theexperimental data of esterification of PFAD at differenttemperatures are given in Table 1. The activation energy andfrequency factor were determined to be 123 kJ/mol and 8.8 ×1026 (kg/(kmol min)), respectively. In case of heterogeneouscatalyst, the phase splitting does not result into a sharp changein the slope as observed for the homogeneous catalyst. This isbecause the phase splitting of reaction mixture does not resultin distribution of the heterogeneous catalyst as in case ofhomogeneous catalyst owing to its solid nature. In addition tothis, the splitting leads to transfer of water to the aqueous phasethereby reducing the rate of backward reaction in the organicphase thus, driving the reaction more toward the desiredproduct. The kinetic rate constants determined by fitting thedata were further used to predict the effect of mole ratio(Figure 3) and catalyst loading (Figure 4) on conversion ofFFA. The predicted curves indicate that the estimated kineticrate constants are able to predict the behavior of theheterogeneously catalyzed esterification system at differentexperimental conditions.According to the amount of water initially present in the
reaction mixture and to the level of conversion achieved,reaction may proceed in a monophasic medium or in a biphasicmedium.37 Despite having initial water content of 0.5 wt % ofPFAD, the reaction proceeded to a significant extent and with avery high rate of reaction because of initial high concentrationsof reactants until the phase split took place. The biphasic
medium was thus formed immediately after the initial very fastrate of the reaction, unlike in enzymatic esterification of oleicacid where the aqueous phase separated when the conversionreached to about 15% after a period of 6 h.37 The simulationsshow that the initial rate of reaction was high leading to aconversion of FFA of about 30% in the first few minutes owingto the homogeneous starting reaction mixture. This resulted information of about 9% (mol basis) of water. Water is almostinsoluble with the fatty acid and its methyl ester. This was alsoobserved from the graph of Gibbs free energy of mixtures ofoleic acid−water and methyl oleate−water (given in theSupporting Information). Thus, water separated out immedi-ately, leading to a biphasic reaction medium. If the amount ofwater in the initial reaction mixture is low or if the methanolcontent of the reaction mixture is high, the water may remainback in the reaction phase favoring the backward hydrolyticreaction, thus decreasing the net rate of ester formation. Thepresence of water in the reaction mixture can limit theconversion. But as soon as the phase splits, the water istransferred to another phase, thereby favoring more esterformation albeit at slower rates. In principle, the phase splithelps in improving the extent of conversion as the reaction isdriven more toward the product formation and overcomes theequilibrium conversion limitations set by thermodynamics.Although a relatively large amount of experimental data
concerning the esterification reaction of fatty acids for alkylesters production is found in the literature, only a few reportstake into account the biphasic nature of the reaction intoconsideration. The thermodynamic phase analysis of theesterification of oleic and palmitic acids has been investigatedat low pressures using simultaneous chemical and phaseequilibria by Voll et al.36 But the authors did not discussabout the partitioning of the catalyst nor the kinetic parametersof the reaction were reported using the phase split. Aranda etal.14 also have reported the kinetics of the sulfuric acid catalyzedhomogeneous esterification of palm fatty acids for biodieselproduction but assuming homogeneous reaction, thus givingthe first-order rate constant to be 106.1 h−1 at 433 K. In view ofliquid phase split as discussed above, this rate constant remainsonly a fitted value. Aafaqi et al.35 studied the kinetics ofesterification of palmitic acid with isopropanol using p-toluenesulfonic acid as catalyst. They determined the kinetics byconsidering esterification again as an elementary second-orderreversible reaction. The forward rate constant was estimated tobe 0.317 m3/(kmol h) at 373 K, considering that all the catalystand methanol are completely miscible with the organic phaseand thus available for the reaction. The present work clearlyshows that formation of two liquid phases leads to distributionof the catalyst in the two phases leaving very lowconcentrations of the homogeneous catalyst in the organicphase. Since the reaction occurs in the organic phase, these rateconstants ought to be quite higher owing to the low organicphase catalyst concentrations. In the current work, theestimated forward rate constant is 13.2 (m3/kmol)2/h at 333K. The catalyst independent rate constant, therefore, becomes4.3 m3/(kmol h) for the given H2SO4 concentration. This valueis higher than those reported by previous researchers due toeffective concentration of the reactive components afterdistribution of the components of the mixture in two separateliquid phases.Similarly, in the case of heterogeneous catalyzed reaction,
though the studies in the literature use heterogeneous reactionmodels (solid−liquid), the effect of phase splitting was still not
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie303089u | Ind. Eng. Chem. Res. 2013, 52, 7316−73267322

considered. Esterification of palmitic acid with iso-propanol byusing zinc ethanoate supported over silica gel as catalyst wascarried out by Aafaqi et al.35 They have also used LHHWmodel considering surface reaction as the controllingmechanism for predicting the kinetics of the reaction. Theconcentrations used for the fitting were, however, the bulkoverall pseudophase concentrations neglecting the phaseseparation. The kinetics of esterification of oleic acid using anacid ion exchange polymeric resin has been studied by Tesser etal.29 using the Eley−Rideal model. The experimental data havebeen interpreted with a kinetic model based on an ion exchangereaction mechanism that takes into account also the physicalpartitioning effects of the various components of the reactingmixture between the liquid phase internal and external to theresins but not the formation of two separate liquid phases. Thecurrent work considers the similar LHHW model butincorporates the effect of phase splitting on the reactionkinetics by considering phase equilibria of the reaction system.The organic phase was considered as the reaction phase incontact with the catalyst active sites.At equilibrium, the water produced in the reaction is mainly
distributed into the aqueous phase, with a small amountremaining in the organic phase. The presence of water in amonophasic system would shift the reaction equilibrium to thereactants because of the hydrolysis reaction. Thus, consid-eration of a homogeneous/monophasic kinetics would lead toerroneous prediction of the rate constant. However, when twoliquid phases are considered, the water formed in the reactionmedium is not available in the organic phase, allowing the
reaction to proceed to products, thus representing the realscenario. Thus, prediction of liquid−liquid equilibrium must beused for reliable prediction of the chemical equilibrium ofesterification reaction of fatty acids. Even for the heterogeneouscatalyzed reactions, the separation of aqueous phase is animportant factor, which probably was not observed because ofsignificant water retention by the catalysts in the previousreports. The CSMC catalysts, being highly hydrophobic, retainsfar less water, as shown by the poor adsorption constant ofwater on the catalyst. An ideal catalyst of esterification would bea completely hydrophobic catalyst which would retain no waterat all. In that case, the reaction can be taken to completionwithout any large excess of methanol. Even if the reactionequilibrium constant seems to be low, the phase separationdrives the reaction toward more ester formation. Had waterformed in the reaction not separated into a second liquid phase,the reaction would have faced significant equilibrium limitation.Essentially, it is the liquid split that helps in driving the reactionto higher conversions due to limited water solubility in theorganic phase.
Process Engineering Aspects of PFAD Esterification. Asingle stage esterification reaction does not give completeconversion of PFAD as desired even with using 200% excessmethanol in a batch reactor. One can use a large excess ofmethanol to drive the reaction to almost complete conversion.Many laboratory batch kinetics studies are based on the molarratio of methanol to FFA from 6 to 10, in some cases using stillhigher values, to drive the reaction to completion. But theentire excess amount of methanol ends up in the aqueous phase
Figure 6. (A) Conversion with time in crosscurrent flow of reaction phases at three temperatures. (B) Concentration profiles in crosscurrent flowthree stage esterification.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie303089u | Ind. Eng. Chem. Res. 2013, 52, 7316−73267323

which has to be separated. This methanol is recovered bydistillation in subsequent operations for recycle. In order toobtain relatively anhydrous methanol, as required for theesterification reactions, a high reflux ratio is commonlyemployed. This distillation operation adds a significant energycost to the recovery operation and also to the product cost.The phase split, on one hand, helps in driving the reaction
toward formation of more esters in the organic phase whereonly the soluble amount of water can facilitate the hydrolyticreaction. A common engineering principle of separating one ofthe products from the equilibrium limited reaction mixture canbe exploited to reduce the excess amount of methanol used forthe reaction. The phase split, because of not only theimmiscibility of water with the organic esters and FFA butalso the partial immiscibility of methanol with the methylesters, can be judiciously exploited.We decided to, therefore, investigate a process where
methanol and FFA are brought in contact with each other incrosscurrent and countercurrent manners. The process wassimulated in a series of batch reaction operations of threestages.The crosscurrent operation is more common where fresh
methanol and acid catalyst are added to the reaction phase toimprove the rate and conversion of the reaction. At eachtemperature, the reaction with sulfuric acid as catalyst wascarried in three steps by adding fresh methanol and the catalystin each step, keeping the reaction time of 1 h the same for eachstage. The organic phase was separated from the aqueous phaseand then treated with fresh methanol and catalyst in subsequentstep. Figure 6 shows typical concentrations of the componentsin different phases at each stage. The FFA conversion increasesfrom 81% at 40 °C to 98% at 60 °C after the third step in totalreaction time of 3 h. The breaks in FFA conversion profiles at 1h intervals in Figure 6 are because of the fresh methanoladdition. The second and third stages of the reaction start withtwo phases as methanol is partially miscible with the esterphase. Thus, a significant percentage of the homogeneouscatalyst gets transferred to the methanolic phase immediately,and therefore, no sudden change was observed in the secondand third stages of reaction as was seen in the first stage. Thelines in Figure 6 are predicted conversions in the second and
third stages using the rate constants fitted earlier that show thatthe FFA conversion can go beyond 98% when operated in threestages. This crosscurrent approach still uses a significantly largeamount of methanol for keeping the methanol to organic phaseat 3 in each stage. If the amount of the methanol is reduced inthe second and third stages to keep in line with reducedquantity of PFAD in the reaction phase, the rate goes downsubstantially, probably because of lower concentrations ofmethanol in the organic phase as methanol gets diluted bywater formed in the reaction.The conversion of FFA to corresponding methyl esters thus
can be increased to almost completion using sulfuric acid as thecatalyst and fresh methanol in each stage. However, the totalamount of methanol with respect to FFA can be stillprohibitively higher in such a multistage reaction system asall the methanol ends up in the aqueous phase and requiresrecovery later by distillation. The cost of distillation, to recoveralmost unhydrous methanol for the esterification reaction, addsto the cost of the product and thus this ratio has to be broughtdown to reasonable level.In the countercurrent manner of conducting this reaction,
however, in principle, the first stage gets fresh FFA feed, that iscontacted with the aqueous phase coming from the secondstage while the organic phase from the second phase iscontacted in the third stage reactor with fresh methanol feed.The limited miscibility of methyl ester product with methanolallows phase separation of methanol from the final product inthe third stage, and it can be charged into the second reactorafter the separation. All the three reactors thus work with two-phase systems, the first reactor giving aqueous methanol asanother product stream of the process that can be sent for themethanol recovery. The organic phase reaching to the thirdreactor attains almost 90% conversion and meets the entireamount of methanol charged in the system where the operatingratio of methanol to unreacted FFA in the organic phase is veryhigh and thus ensures FFA conversion in excess of 98%. Thefirst reactor has the highest feed concentration of FFA and thereaction is driven toward the ester formation to a significantextent even when the entire amount of water generated in thereaction in present in this stage. A typical concentration profilein experimentally simulated countercurrent flow of two
Figure 7. Concentration profiles in countercurrent flow three-stage esterification.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie303089u | Ind. Eng. Chem. Res. 2013, 52, 7316−73267324

reactants is given in Figure 7, with the methanol to FFA molarratio of 3:1. It is clear that even with the lower molar ratio forthe entire system, it is possible to approach the conversion inexcess of 98%. For still higher conversions, the organic phasewill have to be dried completely before it is fed to the thirdreactor. The reduced methanol feed to the system also meansless methanol to be distilled in the distillation column bringingdown the energy penalty by a factor more than two ascompared to commonly used crosscurrent operation. The lessload on the distillation column reduces the capital cost of theunit as a smaller diameter column is required for the distillation.We have also considered the removal of glycerides from the
PFAD by hydrolysis as pretreatment of the PFAD feed. Weconducted the hydrolysis step to convert the residual glyceridesin the feedstock to FFAs which are further converted to methylesters by the acid catalyzed esterification. The hydrolysisreaction, if conducted with dilute H2SO4, then the FFA feed isavailable for the esterification system directly without anydrying step as it anyway is contacted with aqueous methanol inthe first stage of the esterification. The major advantage of thehydrolysis step is the absence of glycerol in the aqueous acidicmethanol stream from the esterification process. The glycerol, ifpresent, makes methanol recovery from this aqueous streamdifficult due to its decomposition under acidic conditions in thepresence of homogeneous acid catalyst like H2SO4 unless it isneutralized. It is necessary to distill a major amount ofmethanol before the neutralization of the catalyst acid, as FFAssolubilized in the aqueous methanol can also undergo reactionwith the alkali. On distilling out the major amount of methanolfrom the aqueous phase, without increasing the temperatures ofthe solutions in excess of 100 °C, the FFAs separate out fromthe aqueous acidic solutions. After separation of the FFA fromthe acidic phase, and then neutralization of the homogeneousacid catalyst, the remaining amount of methanol, if any, can bedistilled out. Even a small amount of fatty acid carried intoaqueous methanol solutions can otherwise give rise to soapwhile neutralizing the mineral acid and then causing foaming inthe recovery column that makes the column operation difficult.H2SO4 still remains the cheapest catalyst for the esterificationprocess, as the other homogeneous catalysts like aromatic/aliphatic sulfonic catalysts on neutralization give rise asignificant organic load on microbial wastewater treatmentprocess. The development of carbonized sulfonated MC islikely to provide a better solution in such multistage reactionsystem. In principle the multistage esterification, eithercrosscurrent or countercurrent, can also be used for theheterogeneous catalyst, provided the activity is retained inpresence of large amount of water in the reaction phase.
■ CONCLUSIONS
Carbonized sulfonated microcrystalline cellulose (CSMC) gavebetter conversion and water tolerance in esterification reactionof PFAD with methanol as compared to Amberlyst-15 catalyst.The kinetic data analysis considering phase equilibriumsimultaneously with reaction equilibrium allows identificationof true kinetic parameters of the esterification reaction. Thepresented methodology represents the two phase esterificationreaction system in a more realistic way. Also a countercurrentapproach of two reaction phases has been demonstrated forhomogeneous catalyst to take the reaction to almostcompletion without using a large excess of methanol that ismore attractive for the industrial adoption of the process.
■ ASSOCIATED CONTENT
*S Supporting InformationThe characterization of CSMC catalyst using NH3-TPD, DSC-TGA, SEM, XRD, and FT-IR, esterification crosscurrent andcountercurrent flow block diagram, effect of particle size ofCSMC catalyst on conversion, Gibbs free energy of oleic acid−water and methyl oleate−water mixtures, and the values ofstandard Gibbs free energy, heat of formation, and thermody-namic equilibrium constant. This information is available free ofcharge via the Internet at http://pubs.acs.org/.
■ AUTHOR INFORMATION
Corresponding Author*E-mail: [email protected]. Phone: 091-22-33612013. Fax: 091-22-33611020.
NotesThe authors declare no competing financial interest.
■ ACKNOWLEDGMENTS
We would like to acknowledge financial support provided byUniversity Grant Commission (UGC).
■ REFERENCES(1) Ma, F. R.; Hanna, M. A. Biodiesel production: A review.Bioresour. Technol. 1999, 70, 1.(2) Kulkarni, M. G.; Dalai, A. K. Waste cooking oil − an economicalsource for biodiesel: A review. Ind. Eng. Chem. Res. 2006, 45, 2901.(3) Xing-cai, L.; Jian-guang, Y.; Wu-gao, Z.; Zhen, H. Effect of cetanenumber improver on heat release rate and emissions of high speeddiesel engine fueled with ethanol−diesel blend fuel. Fuel 2004, 83,2013.(4) Ajav, E. A.; Singh, B.; Bhattacharya, T. K. Experimental study ofsome performance parameters of a constant speed stationary dieselengine using ethanol−diesel blends as fuel. Biomass Bioenerg. 1999, 17,357.(5) Watanabe, Y.; Shimada, Y.; Sugihara, A.; Noda, H.; Fukuda, H.;Tominaga, Y. Production of biodiesel fuel from vegetable oil usingimmobilized Candida antarctica lipase. J. Am. Oil. Chem. Soc. 2000, 77,355.(6) Zafiropoulos, N. A.; Ngo, H. L.; Foglia, T. A.; Samulski, E. T.;Lin, W. Catalytic synthesis of biodiesel from high free fatty acid-containing feedstocks. Chem. Commun. 2007, 35, 3670.(7) Canakci, M.; Van, G. Pilot plant to produce biodiesel from highfree fatty acid feedstocks. T. ASAE 2003, 46, 945.(8) Meng, X.; Chen, G.; Wang, Y. Biodiesel production from wastecooking oil via alkali catalyst and its engine test. Fuel Process. Technol.2008, 89, 851.(9) Lotero, E.; Liu, Y. J.; Lopez, D. E.; Suwannakaran, K.; Bruce, D.A.; Goodwin, J. G. Synthesis of biodiesel via acid catalysis. Ind. Eng.Chem. Res. 2005, 44, 5353.(10) Berrios, M.; Siles, J.; Martin, M. A. A kinetics study of theEsterification of free fatty acids (FFA) in sunflower oil. Fuel 2007, 86,2383.(11) Sebos, I. Transesterification of vegetable oil to biodiesel fuelusing acid catalysts in the presence of diethyl ether. Fuel 2009, 88, 81.(12) Benson, T.; Hernandez, R.; French, T.; Alley, E.; Holmes, W.Reactions of fatty acids in superacid media: Identification ofequilibrium products. J. Mol. Catal. A: Chem. 2007, 274, 154.(13) Edgar, L.; James, G. Goodwin, Jr. Synthesis of Biodiesel via AcidCatalysis. Ind. Eng. Chem. Res. 2005, 44, 5353.(14) Aranda, D. A. G.; Santos, R. T. P.; Tapanes, N. C. O.; Ramos, A.L. D.; Antunes, O. A. C. Acid-catalyzed homogeneous esterificationreaction for biodiesel production from palm fatty acids. Catal. Lett.2008, 122, 20.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie303089u | Ind. Eng. Chem. Res. 2013, 52, 7316−73267325

(15) Chin, S. Y.; Bhatia, S. Characterization and activity of zincacetate complex supported over functionalized silica as a catalyst forthe production of isopropyl palmitate. Appl. Catal., A 2006, 297, 8.(16) Gerhard, K. A. Comparison of used cooking oils: A veryheterogeneous feedstock for biodiesel. Bioresour. Technol. 2009, 100,5796.(17) Teo, H.; Saha, B. Heterogeneous catalyzed esterification ofacetic acid with isoamyl alcohol: Kinetic studies. J. Catal. 2004, 228,174.(18) Yadav, G. D.; Nair, J. J. Sulfated zirconia and its modifiedversions as promising catalysts for industrial processes. MicroporousMesoporous Mater. 1999, 33, 1.(19) Dossin, T. F.; Reyniers, M. F.; Marin, G. B. Kinetics ofheterogeneously MgO-catalyzed Transesterification. Appl. Catal., B2006, 61, 35.(20) Van Rhijn, W. M.; Vos, De, D. E.; Sels, B. F.; Bossaert, W. D.;Jacobs, P. A. Sulfonic acid functionalised ordered mesoporousmaterials as catalysts for condensation and esterification reactions.Chem. Commun. 1998, 317.(21) Harmer, M. A.; Farneth, W. E.; Sun, Q. Towards the sulfuricacid of solids. Adv. Mater. 1998, 10, 1255.(22) Goto, S.; Takeuchi, M.; Matouq, M. H. Kinetics of Esterificationof Palmitic Acid with Isobutyl Alcohol on Ion-Exchange Resin Pellets.Int. J. Chem. Kinet. 1992, 24, 587.(23) Kulkarni, M. G.; Gopinath, R.; Meher, L. C.; Dalai, A. K. Solidacid catalyzed biodiesel production by simultaneous esterification andtransesterification. Green Chem. 2006, 8, 1056.(24) Alime, I. Z. C. I.; Halit, L. H. Kinetics of synthesis of Isobutylpropionate over Amberlyst-15. Turk. J. Chem. 2007, 31, 493.(25) Amelia, Q. Y.; Bhatia, S. Esterification of palmitic acid withmethanol in the presence of microprous ion exchange resin as catalyst.IIUM Eng. J. 2004, 5, 35.(26) Kiss, A. A.; Dimian, A. C.; Rothenberg, G. Solid acid catalystsfor biodiesel production − towards sustainable energy. Adv. Synth.Catal. 2006, 348, 75.(27) Nalan, O. Z.; Nuray, O. Esterification of free fatty acid in wastecooking oil WCO: Role of ion exchange resin. Fuel 2008, 87, 1789.(28) Tesser, R. L.; Casale, D.; Verde, M.; Serio, E.; Santacesaria, E.Kinetics of free fatty acids esterification: batch and loop reactormodeling. Chem. Eng. J. 2009, 154, 25.(29) Tesser, R. L.; Casale, D. V.; Serio, E.; Santacesaria, E. Kineticsand modeling of fatty acids esterification on acid exchange resins.Chem. Eng. J. 2010, 157, 539.(30) Mengyu, G.; Deng, P.; Li, M.; Jainbing, H.; En, Y. The Kineticsof the esterification of free fatty acids in waste cooking oil usingFe2(SO4)3/C catalyst. Chin. J. Chem. Eng. 2009, 17, 83.(31) Berrios, M. J.; Siles, M. A.; Martin, A. Kinetic study of theesterification of free fatty acids (FFA) in sunflower oil. Fuel 2007, 86,2383.(32) Tesser, R.; Serio, M.; Guida, M.; Nastasi, M.; Santacesaria, E.Kinetics of oleic acid esterification with methanol in the presence oftriglycerides. Ind. Eng. Chem. Res. 2005, 44, 7978.(33) Marchetti, J. M.; Errazu, A. F. Comparison of differentheterogeneous catalysts and different alcohols for the esterificationreaction of oleic acid. Fuel 2008, 87, 3477.(34) Marchetti, J. M.; Errazu, A. F. Esterification of free fatty acidsusing sulfuric acid as catalyst in the presence of triglycerides. BiomassBioenerg. 2008, 32, 892.(35) Aafaqi, R.; Mohamed, A. R.; Bhatia, S. Kinetics of esterificationof palmitic acid with isopropanol using p-toluene sulfonic acid and zincethanoate supported over silica gel as catalysts. J. Chem. Technol.Biotechnol. 2004, 79, 1127.(36) Voll, F. A. P.; Silva, C.; Rossi, C. C. R. S.; Guirardello, R.;Castilhos, F.; Oliveira, J. V.; Cardozo-Filho, L. Thermodynamicanalysis of fatty acid esterification for fatty acid alkyl esters production.Biomass Bioenerg. 2011, 35, 781.(37) Foresti, M. L.; Pedernera, M.; Ferreira, M. L.; Bucala, V. Kineticmodeling of enzymatic ethyl oleate synthesis carried out in biphasicsystems. Appl. Catal. A: Gen. 2008, 334, 65.
(38) Takagaki, A.; Toda, M.; Okamura, M.; Kondo, J. N.; Hayashi, S.;Domen, K.; Hara, M. Esterification of higher fatty acids by a novelstrong solid acid. Catal. Today 2006, 116, 157.(39) Toda, M.; Takagaki, A.; Okamura, M.; Kondo, J. N.; Hayashi, S.;Domen, K.; Hara, M. Green chemistry − biodiesel made with sugarcatalyst. Nature 2005, 438, 178.(40) Okamura, M.; Takagaki, A.; Toda, M.; Kondo, J. N.; Domen, K.;Tatsumi, T.; Hara, M.; Hayashi, S. Acid-catalyzed reactions on flexiblepolycyclic aromatic carbon in amorphous carbon. Chem. Mater. 2006,18, 3039.(41) Lou, W. Efficient production of biodiesel from high free fattyacid-containing waste oils using various carbohydrate-derived solidacid catalysts. Bioresour. Technol. 2008, 99, 8752.(42) Zong, M. H.; Wu, H. Preparation of a sugar catalyst and its usefor highly efficient Production of biodiesel. Green Chem. 2007, 9, 434.(43) Jurgen, G.; Jiding, L.; Martin, S. A. Modified UNIFAC Model. 2.Present Parameter Matrix and Results for Different ThermodynamicProperties. Ind. Eng. Chem. Res. 1993, 32, 178.(44) Park, J. Y.; Wang, Z. M.; Kima, D. K.; Lee, J. S. Effects of wateron the esterification of free fatty acids by acid catalysts. RenewableEnergy 2010, 35, 614.(45) Poling, B. E.; Prausnitz, J. M.; O’Connell, J. P. The Properties ofGases and Liquids; McGraw-Hill: New York, 1977.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie303089u | Ind. Eng. Chem. Res. 2013, 52, 7316−73267326



















![ROI in the age of keyword not provided [Mozinar]](https://img.pdfslide.us/doc/110x75/53eabc7a8d7f7289708b51f7/roi-in-the-age-of-keyword-not-provided-mozinar.jpg)