Embed Size (px)
Citation preview
By Dick Slansky
ARC STRATEGIES
MAY 2003
Collaborative Discrete Automation Systems Define the Factory of the Future
Executive Overview ......................................................................3
Guiding Principles for the Factory of the Future ................................4
Manufacturing Operations Face Multiple Challenges ..........................6
CDAS Architecture Key Attributes...................................................8
Bridging Manufacturing Operations and Work Processes .................. 12
CDAS Expands S95 Manufacturing Model ...................................... 14
Information Driven Manufacturing ................................................ 16
Recommendations...................................................................... 17
THOUGHT LEADERS FOR MANUFACTURING & SUPPLY CHAIN
ARC Strategies • May 2003
2 • Copyright © ARC Advisory Group • ARCweb.com
Standard Control
& Device Networks
Business & Supply Chain Management
Business Applications
Business Processes
Collaborative Discrete Automation System
S95Compliant
Manufacturing Processes
Production Applications Production Management
Motion Logic
Equipment, Sensors, Devices
OPC XML-DA/DX
Standard Network
Safety Standard Control
& Device Networks
Business & Supply Chain Management
Business Applications
Business Processes
Collaborative Discrete Automation System
S95Compliant
Manufacturing Processes
Production Applications Production Management
Motion Logic
Equipment, Sensors, Devices
OPC XML-DA/DX
Standard Network
Safety
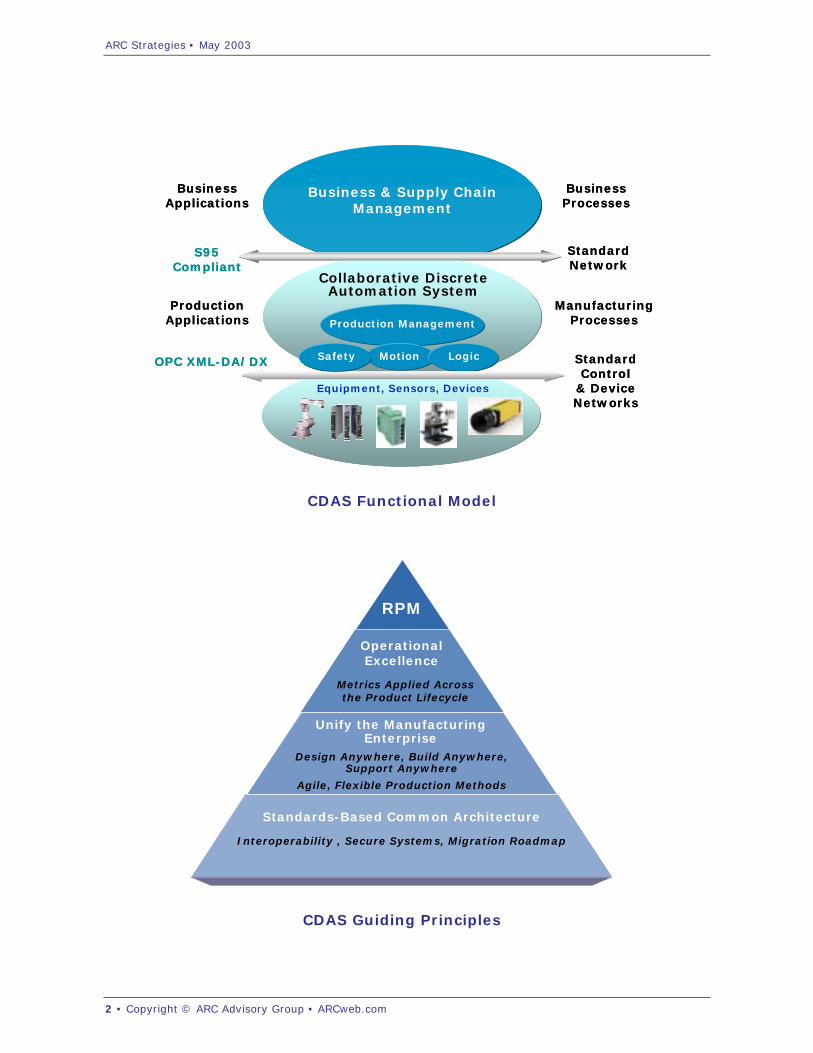
CDAS Functional Model
RPM
Operational Excellence
Standards-Based Common Architecture
Interoperability , Secure Systems, Migration Roadmap
Unify the Manufacturing Enterprise
Design Anywhere, Build Anywhere, Support Anywhere
Agile, Flexible Production Methods
Metrics Applied Across the Product Lifecycle
CDAS Guiding Principles

ARC Strategies • May 2003
Copyright © ARC Advisory Group • ARCweb.com • 3
Executive Overview
The primary function of the Collaborative Discrete Automation System (CDAS) architecture is to define the vision for the factory of the future and to provide an architectural roadmap based on the prevailing business driv-ers and emerging technologies for discrete manufacturing.
Manufacturing is moving into an era that requires levels of coordination and collaboration that existing legacy systems will not be able to deliver. It will be imperative that all the disparate organizations, business and manu-facturing processes, systems and applications that represent the manufacturing enterprise be brought together within the context of an all encompassing architecture. Future factories will be based on an entirely different set of business drivers and emerging technologies. It will be in-cumbent on manufacturers to set business plans and strategies into place based on an architecture that captures these strategies and processes.
Attribute Old NewBusiness Focus Diversified Core Competencies
Culture Hierarchical CollaborativeBusiness Strategy Technology Driven Performance Driven
Enterprise Integration N-Tiered Architecture Service-Based ArchitectureFactory Architectures Equipment-Based Standards-Based
Customer Focus Regional GlobalFactory Automation Product-Based Solutions-Based
Services Focus Maintenance PerformanceSpeed Weeks/Days Real-time
New Attributes Drive Factory of the Future
While the focus in recent years has been on the adoption of emerging tech-nologies and the resultant applications, many companies are re-focusing on core competencies and the optimization of manufacturing processes in a climate of correcting economy and intense competition. Becoming a low-cost producer has superceded the application of technology for technol-ogy’s sake and unbridled growth as corporate objectives. At the same time, companies must recognize the value and necessity to develop and imple-ment a comprehensive architecture that interprets and defines their manufacturing enterprise. Accomplishing this provides a coherent land-scape that affords a blueprint for connecting business and manufacturing processes within the context of their own business vision and growth.

ARC Strategies • May 2003
4 • Copyright © ARC Advisory Group • ARCweb.com
Guiding Principles for the Factory of the Future
A shift is taking place in industries where production based on machinery, equipment, and capacity is becoming production based on optimization of manufacturing processes driven by market intelligence information. Manu-facturers are structuring product lifecycles around the exchange of information across the manufacturing enterprise rather than the manufac-turing production machinery and equipment. We are moving from manufacturing-focused methods and processes to a more extended produc-tion environment that involves much more than automated equipment, machinery, and production lines. As information throughout the manufac-turing enterprise is shared, from the factory floor to product development groups and extended supply chains, the engine that runs the production line becomes information.
Guiding Principle Description
Operational Excellence Doing the right things well and consistently
Process Improvement Systematic process of reviewing and improving busi-ness and manufacturing processes
Agile Manufacturing Produce uniquely configured products cost effectively
Optimize Core Competencies
Shed difficult to manage operations that hamper profit-ability and growth
Design & Build Any-where
Leverage and share the body of expertise with the ex-tended supply chain
Reduced Cycle Time Optimization of all processes along the product lifecycle
Preserve Capital Assets Reduction of capital expenditures through maintenance optimization
Migration Roadmap for Manufacturers
Technology and architecture roadmap for connecting business and factory operations
Real-time Performance Management (RPM)
Factory of the Future must be driven to its optimum potential using dynamic performance targets
Common Architectures Use of industry standard networks and infrastructure technologies is essential
Guiding Principles for the Factory of the Future
A Unified Enterprise Remains the Goal
Manufacturers have realized the value of comprehensively linking all proc-esses across the enterprise from the equipment and devices on the factory
ARC Strategies • May 2003
Copyright © ARC Advisory Group • ARCweb.com • 5
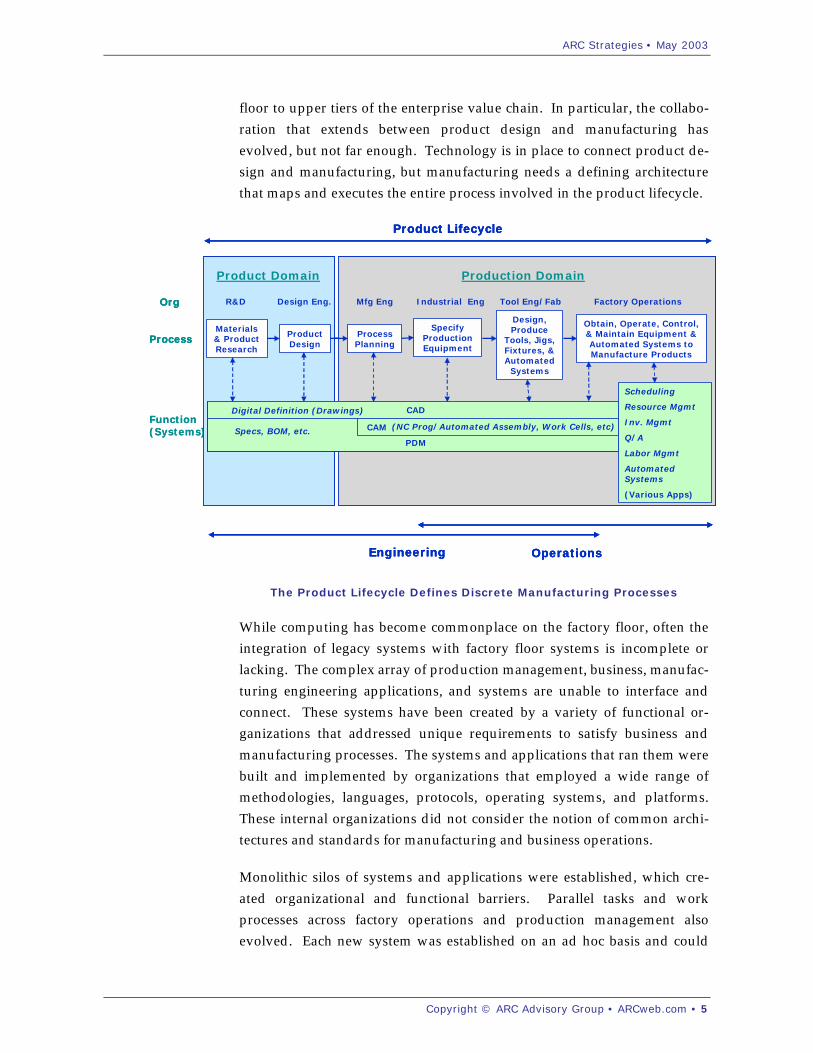
floor to upper tiers of the enterprise value chain. In particular, the collabo-ration that extends between product design and manufacturing has evolved, but not far enough. Technology is in place to connect product de-sign and manufacturing, but manufacturing needs a defining architecture that maps and executes the entire process involved in the product lifecycle.
Function (Systems)
R&D Design Eng.
Process Planning
Specify Production Equipment
Materials & Product Research
Product Design
Mfg Eng Industrial Eng
Design, Produce
Tools, Jigs, Fixtures, & Automated
Systems
Tool Eng/Fab
Obtain, Operate, Control, & Maintain Equipment & Automated Systems to Manufacture Products
Factory Operations
CAD
PDM
CAM
Product Domain Production Domain
Scheduling
Resource Mgmt
Inv. Mgmt
Q/A
Labor Mgmt
Automated Systems
(Various Apps)
Digital Definition (Drawings)
Specs, BOM, etc. (NC Prog/Automated Assembly, Work Cells, etc)
Process
Org
Engineering Operations
Product Lifecycle
Function (Systems)
R&D Design Eng.
Process Planning
Specify Production Equipment
Materials & Product Research
Product Design
Mfg Eng Industrial Eng
Design, Produce
Tools, Jigs, Fixtures, & Automated
Systems
Tool Eng/Fab
Obtain, Operate, Control, & Maintain Equipment & Automated Systems to Manufacture Products
Factory Operations
CAD
PDM
CAM
Product Domain Production Domain
Scheduling
Resource Mgmt
Inv. Mgmt
Q/A
Labor Mgmt
Automated Systems
(Various Apps)
Digital Definition (Drawings)
Specs, BOM, etc. (NC Prog/Automated Assembly, Work Cells, etc)
Process
Org
Engineering Operations
Product Lifecycle
R&D Design Eng.
Process Planning
Specify Production Equipment
Materials & Product Research
Product Design
Mfg Eng Industrial Eng
Design, Produce
Tools, Jigs, Fixtures, & Automated
Systems
Tool Eng/Fab
Obtain, Operate, Control, & Maintain Equipment & Automated Systems to Manufacture Products
Factory Operations
CAD
PDM
CAM
CAD
PDM
CAM
Product Domain Production Domain
Scheduling
Resource Mgmt
Inv. Mgmt
Q/A
Labor Mgmt
Automated Systems
(Various Apps)
Digital Definition (Drawings)
Specs, BOM, etc. (NC Prog/Automated Assembly, Work Cells, etc)
Process
Org
Engineering Operations
Product Lifecycle
The Product Lifecycle Defines Discrete Manufacturing Processes
While computing has become commonplace on the factory floor, often the integration of legacy systems with factory floor systems is incomplete or lacking. The complex array of production management, business, manufac-turing engineering applications, and systems are unable to interface and connect. These systems have been created by a variety of functional or-ganizations that addressed unique requirements to satisfy business and manufacturing processes. The systems and applications that ran them were built and implemented by organizations that employed a wide range of methodologies, languages, protocols, operating systems, and platforms. These internal organizations did not consider the notion of common archi-tectures and standards for manufacturing and business operations.
Monolithic silos of systems and applications were established, which cre-ated organizational and functional barriers. Parallel tasks and work processes across factory operations and production management also evolved. Each new system was established on an ad hoc basis and could
ARC Strategies • May 2003
6 • Copyright © ARC Advisory Group • ARCweb.com
rarely interface with older systems. Typically, operations IT spent most of its resources building interfaces between systems that are critical for keep-ing the production lines operating. One goal of CDAS is to address these persistent interface and interoperability issues.
Manufacturing Operations Face Multiple Challenges
Manufacturing operations are facing the biggest challenges since the begin-ning of the industrial revolution. These involve a host of significant issues. As manufacturers move into a global business climate that demands the integration of manufacturing operations and business systems, collabora-
tion must become a com-monplace reality. This path transcends applica-tions and systems. Collaboration requires a cultural transition that moves beyond the organ-izational and functional “silos” that currently exist within most manufactur-ing enterprises.
Manufactures have strug-gled to unify their business and factory operations.
Early Enterprise Resource Planning (ERP) applications offered to connect business systems to production processes, but a top-down approach failed to deliver on this promise. Outsourcing, globalization, lean manufacturing, and time-to-market pressures are the principal factors in continuing the convergence of IT with production systems. These pressures remain as some of the principal drivers of collaboration, which will offer manufactur-ers the freedom to concentrate on core competencies and utilize others with skills and facilities that fill in the gaps. Manufacturers are transforming existing organizations into flexible, responsive, and dynamic entities that operate in a highly collaborative environment. But the mantra is: utilize existing applications and infrastructure to optimize these processes.
Scalability
SecurityFlexibility
Interoperability
Cost Reduction
Safety & LiabilityOperations &
Maintenance
Continuous Quality
Improvement
AssetManagement
Agility & Responsiveness
Integration of Operations & Enterprise Systems
Complexity
Scalability
SecurityFlexibility
Interoperability
Cost Reduction
Safety & LiabilityOperations &
Maintenance
Continuous Quality
Improvement
AssetManagement
Agility & Responsiveness
Integration of Operations & Enterprise Systems
Complexity
Flexibility
Interoperability
Cost Reduction
Flexibility
Interoperability
Cost Reduction
Safety & LiabilityOperations &
Maintenance
Continuous Quality
Improvement
AssetManagementSafety & Liability
Operations & Maintenance
Continuous Quality
Improvement
AssetManagement
Agility & Responsiveness
Integration of Operations & Enterprise Systems
Complexity
Agility & Responsiveness
Integration of Operations & Enterprise Systems
Complexity
Principle Challenges for Manufacturing Operations
ARC Strategies • May 2003
Copyright © ARC Advisory Group • ARCweb.com • 7
Interoperability
Manufacturing companies of every size face the problem of interoperabil-ity. Operations IT spends a large effort building interfaces and gateways to enable legacy systems to communicate with each other, new applications, or existing databases. Lack of interoperability is one of the most perplexing problems for manufacturing operations. Large companies tend to have multiple legacy systems that are usually a disparate mix of protocols, com-munication, and proprietary interfaces.
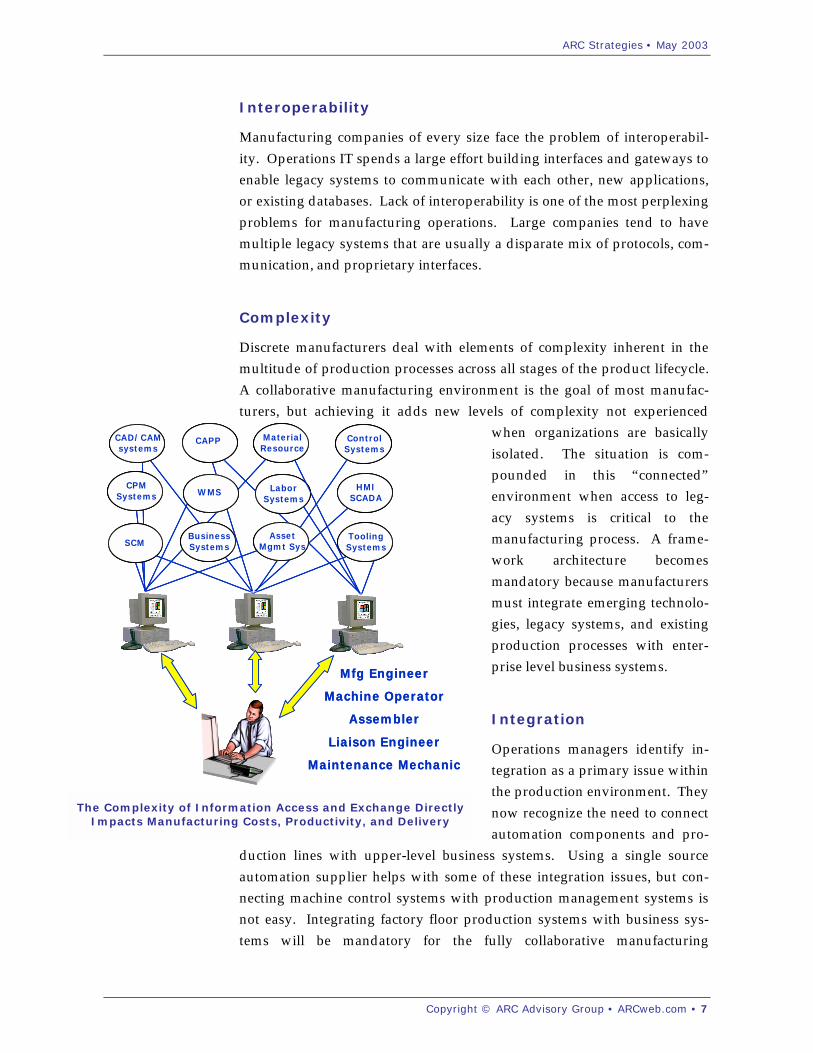
Complexity
Discrete manufacturers deal with elements of complexity inherent in the multitude of production processes across all stages of the product lifecycle. A collaborative manufacturing environment is the goal of most manufac-turers, but achieving it adds new levels of complexity not experienced
when organizations are basically isolated. The situation is com-pounded in this “connected” environment when access to leg-acy systems is critical to the manufacturing process. A frame-work architecture becomes mandatory because manufacturers must integrate emerging technolo-gies, legacy systems, and existing production processes with enter-prise level business systems.
Integration
Operations managers identify in-tegration as a primary issue within the production environment. They now recognize the need to connect automation components and pro-
duction lines with upper-level business systems. Using a single source automation supplier helps with some of these integration issues, but con-necting machine control systems with production management systems is not easy. Integrating factory floor production systems with business sys-tems will be mandatory for the fully collaborative manufacturing
The Complexity of Information Access and Exchange Directly Impacts Manufacturing Costs, Productivity, and Delivery
Mfg Engineer
Machine Operator
Assembler
Liaison Engineer
Maintenance Mechanic
CAPPCAD/CAM systems
CPM Systems WMS
Material Resource
Labor Systems
SCMBusiness Systems
Asset Mgmt Sys
Control Systems
HMI SCADA
Tooling Systems
Mfg Engineer
Machine Operator
Assembler
Liaison Engineer
Maintenance Mechanic
CAPPCAD/CAM systems
CPM Systems WMS
Material Resource
Labor Systems
SCMBusiness Systems
Asset Mgmt Sys
Control Systems
HMI SCADA
Tooling Systems
CAPPCAPPCAD/CAM systems
CAD/CAM systems
CPM Systems
CPM Systems WMS WMS
Material ResourceMaterial Resource
Labor Systems
Labor Systems
SCMSCMBusiness SystemsBusiness Systems
Asset Mgmt Sys
Asset Mgmt Sys
Control SystemsControl Systems
HMI SCADA
HMI SCADA
Tooling SystemsTooling Systems
ARC Strategies • May 2003
8 • Copyright © ARC Advisory Group • ARCweb.com
Discrete manufacturers across all
industrial verticals will be
implementing more flexible systems
to meet increasing market demands
for more universal interoperability
and standards-based automation
and infrastructure.
environment. Manufacturers seek to establish common component and equipment standards. This practice appears to be at odds with the notion of a single source automation supplier, but manufacturers employing common standards are seeking to control costs and establish uniformity across production facilities.
Flexible Factory Systems
Flexible manufacturing methods identify fabrication and assembly layouts that reduce capital costs and operating costs while increasing equipment
utilization and capital productivity. Flexible factory automation allows for multiple configurations of fabrica-tion and assembly that has the ability to adapt and change to meet new product requirements. In a market-driven business environment, the ability to change and convert assembly lines and fabrication facilities to meet new product requirements is critical.
Security
The use of Web-enabling technologies such as XML, Java, and SOAP offer a new level of standardization and compatibility. Manufacturing visibility and data accessibility throughout the enterprise is facilitated by using these technologies. The enterprise, in turn, is able to respond agilely and flexibly to business processes, when armed with real-time data from the manufac-turing system. Along with the benefits of Internet-driven collaboration come the potential risks of security breaches that are inherent with the ul-timate open system, the Internet. Therefore, security procedures and tools are required to operate in an open environment of the Internet.
CDAS Architecture Key Attributes
The “shop floor to top floor” demands of collaborative manufacturing re-quire complete interoperability between production systems and enterprise level systems. This mandates an approach that provides access and ex-change of information from the device and machine level of the factory floor operations to power production management and business applica-tions. Embedded intelligence at the device tier, coupled with Internet-
ARC Strategies • May 2003
Copyright © ARC Advisory Group • ARCweb.com • 9
based technologies, will move this information to the enterprise tier to power SCM, PLM, EAM, CRM, and ERP applications. With the advent of Web-based technology and advances in embedded intelligence, information is accessible from low-level devices such as sensors, gages, motors, servos, and drives.
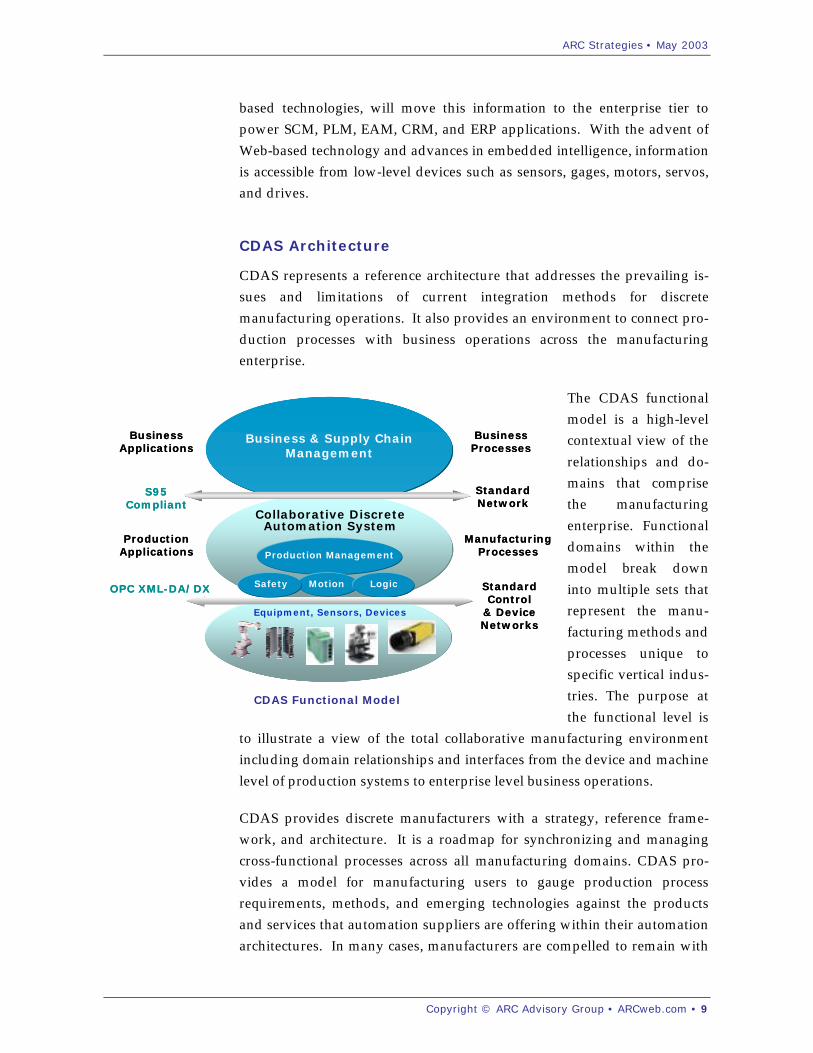
CDAS Architecture
CDAS represents a reference architecture that addresses the prevailing is-sues and limitations of current integration methods for discrete manufacturing operations. It also provides an environment to connect pro-duction processes with business operations across the manufacturing enterprise.
The CDAS functional model is a high-level contextual view of the relationships and do-mains that comprise the manufacturing enterprise. Functional domains within the model break down into multiple sets that represent the manu-facturing methods and processes unique to specific vertical indus-tries. The purpose at the functional level is
to illustrate a view of the total collaborative manufacturing environment including domain relationships and interfaces from the device and machine level of production systems to enterprise level business operations.
CDAS provides discrete manufacturers with a strategy, reference frame-work, and architecture. It is a roadmap for synchronizing and managing cross-functional processes across all manufacturing domains. CDAS pro-vides a model for manufacturing users to gauge production process requirements, methods, and emerging technologies against the products and services that automation suppliers are offering within their automation architectures. In many cases, manufacturers are compelled to remain with
Standard Control
& Device Networks
Business & Supply Chain Management
Business Applications
Business Processes
Collaborative Discrete Automation System
S95Compliant
Manufacturing Processes
Production Applications Production Management
Motion Logic
Equipment, Sensors, Devices
OPC XML-DA/DX
Standard Network
Safety Standard Control
& Device Networks
Business & Supply Chain Management
Business Applications
Business Processes
Collaborative Discrete Automation System
S95Compliant
Manufacturing Processes
Production Applications Production Management
Motion Logic
Equipment, Sensors, Devices
OPC XML-DA/DX
Standard Network
Safety
CDAS Functional Model

ARC Strategies • May 2003
10 • Copyright © ARC Advisory Group • ARCweb.com
automation suppliers that currently provide their automation solutions. However, common architectures enable users to consider more open, modular, and cost effective automation solutions.
Profibus
DeviceNet
Other Buses
OPC XML Servers
Production Management
APIs
PLCs
RobotsMotion
ControllersCNC PAC
Industrial Ethernet
Web Services
Drivers
Wireless
Factory Visualization
Ethernet
Firewall
Business Systems
OPC XML-DA/DX
ProfibusProfibusProfibus
DeviceNetDeviceNet
Other BusesOther Buses
OPC XML Servers
Production Management
APIs
PLCs
RobotsMotion
ControllersCNC PAC
Industrial Ethernet
Web Services
Drivers
Wireless
Factory Visualization
Ethernet
Firewall
Business Systems
OPC XML-DA/DX
CDAS Architecture Unifies the Discrete Manufacturing Enterprise
Manufacturers making the effort to develop enterprise manufacturing ar-chitectures that define production and business processes have a distinct advantage in the adoption of emerging methods and technologies. The CDAS architecture spans from the granularity of the device level to the en-terprise tiers within the context of interoperability and common standards. To reduce complexity and integration costs, an architecture that provides a structure allowing for a coherent method to incorporate new systems and emerging technologies is required.
Collaborative Production Management: More than MES
Production management functions are very critical to the execution of the production processes. While the importance of manufacturing engineering functions that develop manufacturing plans detailing the steps for fabrica-tion and assembly cannot be underestimated, the systems and applications that execute and manage these processes are vital. Manufacturing execu-tion systems (MES) functionality has consistently been ill-defined and unstructured, causing confusion among manufacturing users when con-fronted with choosing production management applications to fit their production processes. The problem was that many of these applications

ARC Strategies • May 2003
Copyright © ARC Advisory Group • ARCweb.com • 11
did not fit or were limited to a narrow vertical industry scope, and users resorted to building in-house highly customized production management solutions. COTS solutions were more often the exception than the rule.
Another key factor is the growing recognition that today’s Collaborative Production Management (CPM) solutions do far more than traditional MES systems. In spite of the perception of these MES systems as a middle layer; in reality, they rarely behaved that way. Typically, these systems were con-fined to support a narrow activity on the plant floor, and often deployed as an isolated system on its own LAN. They interacted primarily with certain
levels of factory floor operations. Little, if any, integration with ERP systems was implemented. New CPM systems start with connectivity, and easily encompass plant-level functionality previously delivered by separate applications.
The MES functionality problem has been further exacer-bated by the widely varying interpretation of just what constitutes a function within this domain. Each manufac-turer, depending on their specific vertical industry, has an explicit scope for the set of functions and applications that best fit their production processes. Some consider process planning steps combined with scheduling to be MES, while others might adhere to the traditional MESA definitions of production management systems.
Manufacturers, however, need to access and exchange information from automation lines, equipment, and devices with production management systems. Automation suppliers have not been able to provide a satisfactory means to move production operations data from their PLCs, controllers, devices, sensors, and infrastructure to production management systems. Furthermore, this data, often in very elemental formats such as tags and point data, needs to be aggregated and analyzed before it can become use-ful information to production management applications.
CPM enables more complete collaboration and a higher level of functional-ity. This is broader than an MES strategy in that it encompasses Real-Time Performance Management (RPM) components. CPM is a response to the need for more complete collaboration and a higher level of connectivity to business processes external to the factory floor. This represents a much wider domain of activities than the former MES strategy. The demands of a much more connected and integrated product lifecycle, along with more
Production Scheduling
Work Flow Execution
Resource Allocation Management
Work Flow Modeling
Dispatching
Historians
Labor Tracking
WIP Tracking
Quality Assurance
Typical MESA Production Management Functions
ARC Strategies • May 2003
12 • Copyright © ARC Advisory Group • ARCweb.com
explicit value chain requirements have levied the need to include activities such as regulatory compliance methods, process modeling, visibility, and analytics.
As Web services penetrate the factory operations envi-ronment, moving information from the controls tier to production management will become increasingly eas-ier to implement. Leading CPM suppliers are rapidly moving to embrace Web services in their product offer-ings. In manufacturing, this most likely means using Microsoft .NET Web Services platforms. Additionally, CPM providers with solutions based on J2EE and Java technology will implement Web services from this en-vironment. This will usher in a new era of interoperability between factory level control systems
and legacy production management systems.
Bridging Manufacturing Operations and Work Processes
Whether a company chooses to retain all of the product lifecycle within their manufacturing enterprise or outsource subassemblies, it is a good business decision to choose the element of the business that represents a core competency and keep those manufacturing processes within the boundaries of the factory. Given all the factors affecting manufacturing today such as outsourcing, geographical disparity, complexity, interopera-bility, and integration of production and business operations, manufacturers are compelled to develop and implement enterprise archi-tectures that define and tie these domains together.
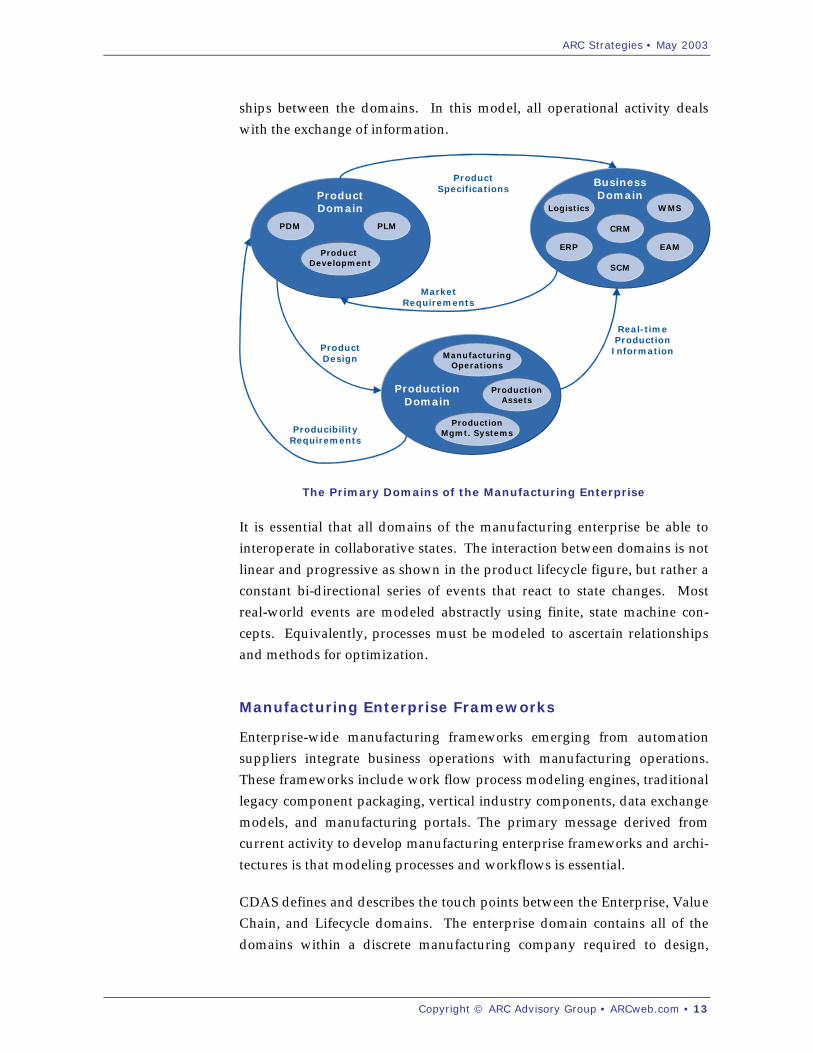
Within the manufacturing enterprise, the primary domains are product, production, and business domains. Design, manufacture, support, and marketing of the product falls within these primary domains. The func-tional models that define the enterprise encompass all activities from the very top level business systems, both internal and external to the company, to very bottom levels of production systems and equipment. The domains are used to capture the function of the operational activity and the relation-
Business Process Management
Integration of Factory Operations and Business Processes
Connect Factory Operations with Supply Chain
Visibility and Analytics
Manufacturing Intelligence
Workflow Planning
Production Process Simulation
Process Optimization
Regulatory Compliance Support
CPM Includes Wider Range of Functions
ARC Strategies • May 2003
Copyright © ARC Advisory Group • ARCweb.com • 13
ships between the domains. In this model, all operational activity deals with the exchange of information.
Product Specifications
ProductDomain
Product Development
PDM PLM
BusinessDomain
ERP
Logistics
SCM
WMS
CRM
EAM
Market Requirements
Product Design
Real-time Production
Information
ProducibilityRequirements
ManufacturingOperations
ProductionAssets
ProductionDomain
ProductionMgmt. Systems
The Primary Domains of the Manufacturing Enterprise
It is essential that all domains of the manufacturing enterprise be able to interoperate in collaborative states. The interaction between domains is not linear and progressive as shown in the product lifecycle figure, but rather a constant bi-directional series of events that react to state changes. Most real-world events are modeled abstractly using finite, state machine con-cepts. Equivalently, processes must be modeled to ascertain relationships and methods for optimization.
Manufacturing Enterprise Frameworks
Enterprise-wide manufacturing frameworks emerging from automation suppliers integrate business operations with manufacturing operations. These frameworks include work flow process modeling engines, traditional legacy component packaging, vertical industry components, data exchange models, and manufacturing portals. The primary message derived from current activity to develop manufacturing enterprise frameworks and archi-tectures is that modeling processes and workflows is essential.
CDAS defines and describes the touch points between the Enterprise, Value Chain, and Lifecycle domains. The enterprise domain contains all of the domains within a discrete manufacturing company required to design,
ARC Strategies • May 2003
14 • Copyright © ARC Advisory Group • ARCweb.com
The primary message derived from
current activity to develop
manufacturing enterprise
frameworks and architectures is
that modeling processes and
workflows is essential.
manufacture, and bring a product to market. Depend-ing on the functional organization, the application environment, or relative position on the product lifecy-cle some of these domains are integrated and interoperate well. Over time, suppliers will update ap-plications to expose more functionality such as Web services, but at present, it is possible to connect to criti-
cal functionality with existing APIs and component-based technologies such as OPC. The idea is to have systems and services that can interface with each other at all domains, enabling the entire manufacturing enter-prise to run like a well-oiled machine.
CDAS Expands S95 Manufacturing Model
An immediate benefit of defining manufacturing operations within the con-text of collaborative factory architecture is the flattening out of the tiered hierarchical architecture. A collaborative factory architecture must provide interfacing and connection on a functional level rather than on an applica-tion and system level. This way the relationships between manufacturing domains are based on executing the manufacturing processes, rather than concentrating on specific integration methods to connect a large array of disparate applications and systems.
ISA-S95 Manufacturing Model
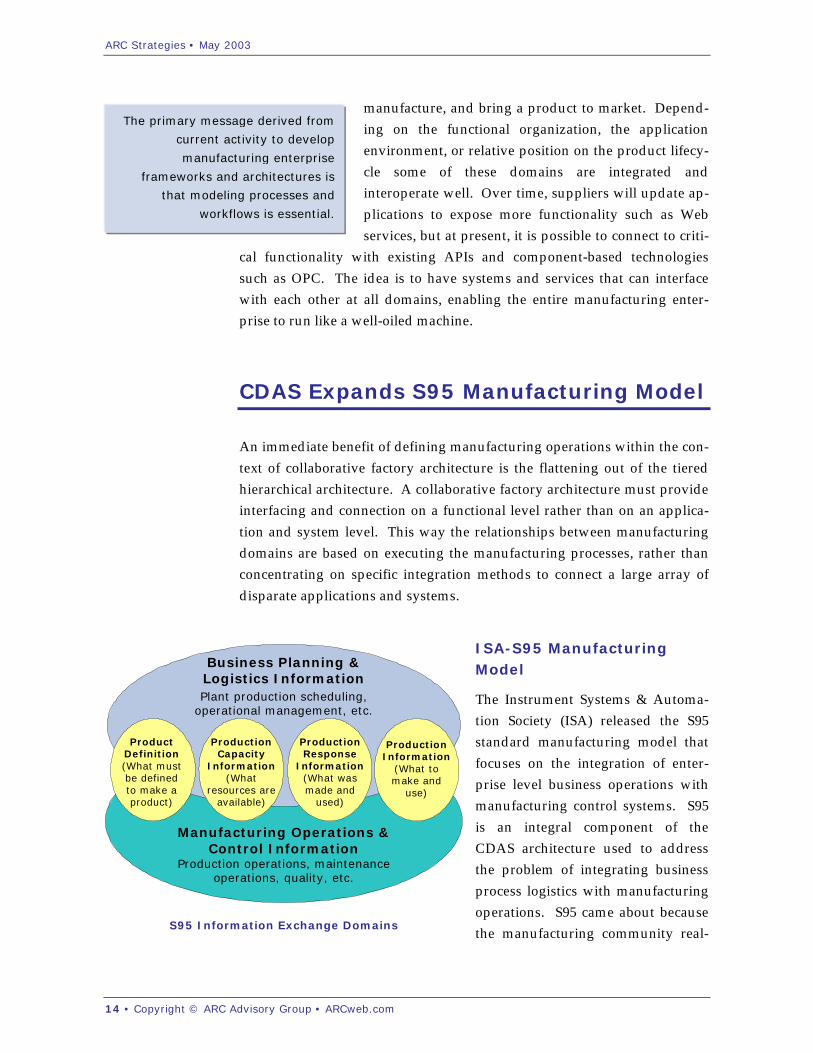
The Instrument Systems & Automa-tion Society (ISA) released the S95 standard manufacturing model that focuses on the integration of enter-prise level business operations with manufacturing control systems. S95 is an integral component of the CDAS architecture used to address the problem of integrating business process logistics with manufacturing operations. S95 came about because the manufacturing community real-S95 Information Exchange Domains
Business Planning & Logistics Information Plant production scheduling,
operational management, etc.
Manufacturing Operations & Control Information
Production operations, maintenance operations, quality, etc.
Production Response
Information (What was made and
used)
Production Information
(What to make and
use)
Production Capacity
Information (What
resources are available)
Product Definition (What must be defined to make a product)

ARC Strategies • May 2003
Copyright © ARC Advisory Group • ARCweb.com • 15
Why Manufacturers Will Need S95
• Integration of Business Systems to Manufacturing Operations Is Historically Difficult
• The Typical Manufacturing Enterprise Is a Heterogeneous Mix of Systems, Applications, Cultures, and Terminologies
• S95 Will Promote Standardization and Documentation of “Best Practices”
• Traditional MES Solutions Are Industry Specific and Fragmented
• Production Operations Are Isolated from Business Processes
• The Move to a Collaborative Manufacturing Environment Will Require Interaction Between the Factory Floor and Enterprise Business Systems
ized the need to establish the link between business systems and produc-tion systems.
One of the specific aims of S95 is to separate the business processes from manufacturing processes while at the same time expose and exchange in-formation. This allows changes in production processes without requiring corresponding and unnecessary changes to scheduling and logistics proc-esses. The goal of S95 is to provide a clear demarcation of responsibilities and functions while providing a clear description of all exchanged informa-tion.
The next step for industries and suppliers beyond S95 is the development of XML schemas that capture specific vertical industry processes. These schemas provide the basis for an industry-specific knowledge base. Being XML-based these schemas provide a format for structured in-formation that can employ methods for messaging ex-change. A consistent set of
S95 schemas will need to be defined for the information or document for-mat, and will serve as a reference format for the integration platform used. Automation and integration providers need to provide some type of S95 adapter that interfaces external formats to and from these industry stan-dard XML schemas.
S95 addresses the activities of manufacturing operations within the scope a production model that defines the domains, coordinates the activities, and manages information exchange for personnel, equipment, and material in the conversion of raw material and/or parts into products. This provides a model for integration of business planning and logistics with manufactur-ing operations.
The goal of CDAS is to expand the scope of S95 to include more of the fac-tory-level operations and provide a framework for connecting factory floor production equipment with the production management domain. The con-
ARC Strategies • May 2003
16 • Copyright © ARC Advisory Group • ARCweb.com
sideration here is that the manufacturing enterprise extends beyond the scope of S95 production operations.
Information Driven Manufacturing
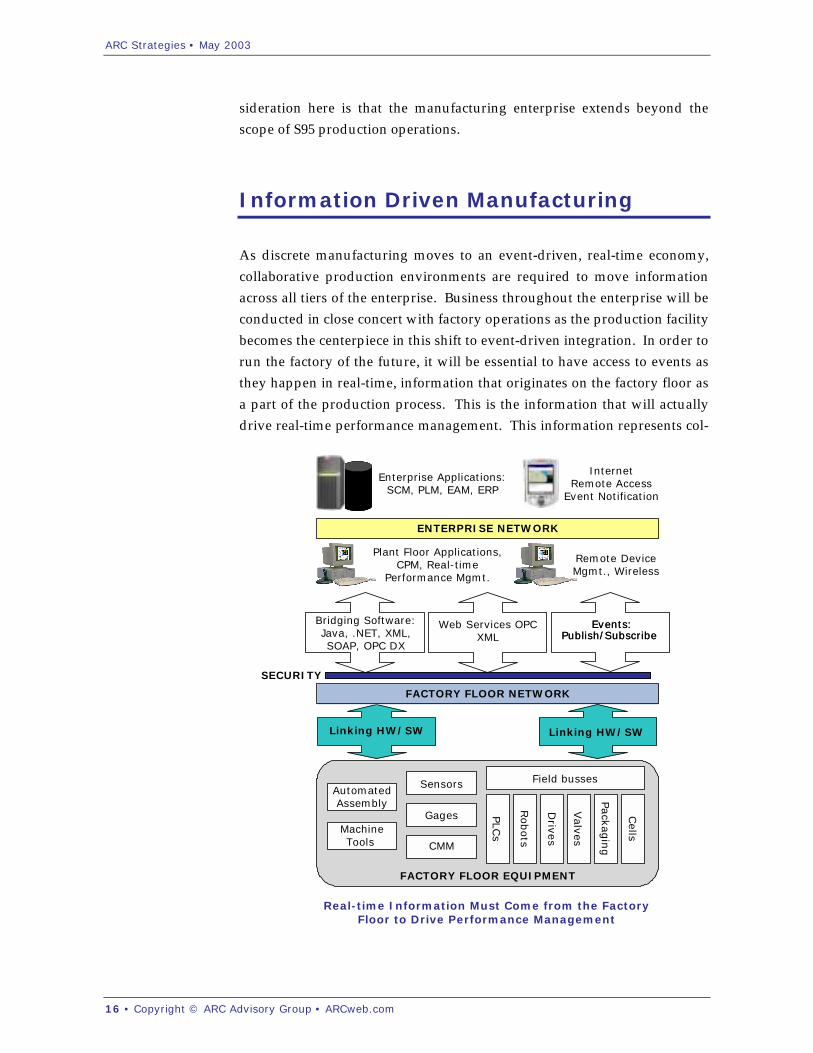
As discrete manufacturing moves to an event-driven, real-time economy, collaborative production environments are required to move information across all tiers of the enterprise. Business throughout the enterprise will be conducted in close concert with factory operations as the production facility becomes the centerpiece in this shift to event-driven integration. In order to run the factory of the future, it will be essential to have access to events as they happen in real-time, information that originates on the factory floor as a part of the production process. This is the information that will actually drive real-time performance management. This information represents col-
Real-time Information Must Come from the Factory Floor to Drive Performance Management
ENTERPRISE NETWORK
Enterprise Applications: SCM, PLM, EAM, ERP
Remote Device Mgmt., Wireless
FACTORY FLOOR NETWORK
SECURITY
Web Services OPC XML
Bridging Software: Java, .NET, XML, SOAP, OPC DX
Events: Publish/Subscribe
Events: Publish/Subscribe
Linking HW/SW
Internet Remote Access
Event Notification
Rob
ots
PLCs
Packag
ing
Valves
FACTORY FLOOR EQUIPMENT
MachineTools
AutomatedAssembly
Sensors
Gages
CMM
Field busses
Drive
s
Cells
Linking HW/SW
Plant Floor Applications, CPM, Real-time
Performance Mgmt.

ARC Strategies • May 2003
Copyright © ARC Advisory Group • ARCweb.com • 17
lected data that is aggregated, compiled, and analyzed to drive continuous process improvement through quality assurance engineering groups. In current, event-driven business environments, the more prevalent use of data is the real-time snapshot of the production process that provides perti-nent information to supply chain execution systems that require more dynamic and relative information.
The premise of Operational Excellence entails multiple systems and proc-esses orchestrated to work in concert. Supply chain execution, product lifecycle management, continuous process improvement, operations asset management, real-time performance management, production execution systems, and quality assurance are all initiatives within manufacturing that will directly benefit from receiving timely information. Enterprise level systems like SCM, ERP, and CRM can also be driven with the real-time snapshots of the events as they occur at the machine and device level. Based on the degree of embedded intelligence at the device level, processed information - rather than just raw point data - can be provided to the busi-ness systems that require it. This processed data now arrives with content, context, and contact information that can instantly interact with higher-level applications and serve to optimize that part of the process.
Recommendations
Developing an Enterprise Architecture Is Essential
To reduce complexity and integration costs, an architecture that provides a structure allowing for a coherent method to incorporate new systems and emerging technologies is required. The path to an architecture that defines a working framework for all process domains, systems, and applications is a migration from disparate functions and organizations to a unified enter-prise.
One of the primary value propositions of adopting an architecture based on the CDAS vision for interoperability and collaboration is the fostering of an environment that promotes breakdown of the functional and organizational barriers that currently exist throughout much of discrete manufacturing today. While technologies are in place that can connect systems and appli-cation, companies face the requirement of designing and implementing an

ARC Strategies • May 2003
18 • Copyright © ARC Advisory Group • ARCweb.com
architecture that brings coherent order and structure to all business and manufacturing processes.
Factory Operations Drive the Product Lifecycle
All domains of the company are ultimately dependent on the factory as the focal point of the product lifecycle. While product conception and design can represent significant elements of a company’s intellectual property, manufacturing methods and processes also constitute vital and proprietary components that can often enable a manufacturer to gain a competitive edge in their respective markets. In order to leverage advanced manufac-turing methods, it is highly advantageous to integrate production systems to not only business operations across the enterprise domain, but also to the value chain domain and product lifecycle domain as portrayed by the ARC CMM functional model.
ARC Strategies • May 2003
Copyright © ARC Advisory Group • ARCweb.com • 19
Analyst: Dick Slansky
Editor: Chantal Polsonetti
Distribution: MAS-D & MAS-H Clients
Acronym Reference: For a complete list of industry acronyms, refer to our web page at www.arcweb.com/Community/terms/terms.htm
ANSI American National Standards
Institute
B2B Business-to-Business
BOM Bill of Materials
BPM Business Process Management
CAD Computer Aided Design
CAM Computer Aided Manufacturing
CDAS Collaborative Discrete Automation
System
CMM Collaborative Manufacturing
Management
CNC Computer Numeric Control
COTS Commercial-Off-The-Shelf
CPM Collaborative Production
Management
CPAS Collaborative Process Automation
System
CRM Customer Relationship
Management
EAM Enterprise Asset Management
ERP Enterprise Resource Planning
HMI Human Machine Interface
ISA Instrumentation, Systems &
Automation Society
IT Information Technology
LAN Local Area Network
MES Measurement Execution System
OpX Operational Excellence
OLE Object Linking & Embedding
OPC OLE for Process Control
PAC Programmable Auto. Controller
PLC Programmable Logic Controller
PLM Product Lifecycle Management
RPM Real-time Performance
Management
SCADA Supervisory Control and Data
Acquisition
SCM Supply Chain Management
WMS Warehouse Management System
XML eXtensible Markup Language
Founded in 1986, ARC Advisory Group has grown to become the Thought Leader in Manufacturing and Supply Chain solutions. For even your most complex business issues, our analysts have the expert industry knowledge and firsthand experience to help you find the best answer. We focus on simple, yet critical goals: improving your return on assets, operational performance, total cost of ownership, project time-to-benefit, and shareholder value.
ARC Strategies is published monthly by ARC. All information in this report is proprietary to and copyrighted by ARC. No part of it may be reproduced with-out prior permission from ARC.
You can take advantage of ARC's extensive ongoing research plus experience of our staff members through our Advisory Services. ARC’s Advisory Services are specifically designed for executives responsible for developing strategies and directions for their organizations. For subscription information, please call, fax, or write to:
ARC Advisory Group, Three Allied Drive, Dedham, MA 02026 USA Tel: 781-471-1000, Fax: 781-471-1100, Email: [email protected]
Visit our web page at ARCweb.com

3 ALLIED DRIVE DEDHAM MA 02026 USA 781-471-1000
BOSTON, MA | PITTSBURGH, PA | PHOENIX, AZ | SAN FRANCISCO, CA
CAMBRIDGE, U.K. | Düsseldorf, GERMANY | MUNICH, GERMANY | HAMBURG, GERMANY | TOKYO, JAPAN | BANGALORE, INDIA

















![“Charlie and the Chocolate Factory” - TypePadsfxschoolnews.typepad.com/files/charlie-and-the-choc… · Web viewCharlie and the Chocolate Factory, ... define, and use word[s]](https://img.pdfslide.us/doc/110x75/5aba86c47f8b9a567c8ba0fc/charlie-and-the-chocolate-factory-web-viewcharlie-and-the-chocolate-factory.jpg)











