Embed Size (px)
DESCRIPTION
Operation management
Citation preview

MUHAMAD NABIL FIKRI FAL 12031053 OPERATION MANAGEMENT
1
a. Provide a background of the company.
Toyota is one of the principal manufacturers of cars in the world, with scores of place
of work in lots of countries. Its standing in the automotive world as the most successful and
most profitable carmaker is unquestioned.
It was through Toyota Australia that the Japanese company learned many lessons
which have underpinned its global success, and it was Toyota Australia that achieved many
breakthroughs within the group, whereby, first successful LandCruiser exports, first
successful production outside Japan, first finance arm to fund dealers' inventory and first
exporter of the Camry apart from the parent company itself. It is a proud record which has
earned Australia a special place in Toyota's history.
In sharp distinction, Australia has one of the smallest car industries in the world and
while it is one of the oldest, it has never spread its manufacturing wings across the oceans.
And yet Australia has played an important role in the development of the world's largest
carmaker over a 50 year period, a length of association no other country outside Japan can
match.Toyota Australia's origins go back to 1958 when Thiess Brothers began importing the
first LandCruiser models for work on the Snowy Mountains Hydro-electric scheme and sold
the first Toyota LandCruiser in 1959. Assembly of Toyota cars began in the Melbourne
factory of Australian Motor Industries (later AMI-Toyota) in 1963 and within a decade the
Corolla and Corona (replaced by Camry in 1987) were well established in the market.It was
Australia where today's world car industry leader first tasted success beyond its Japanese
domestic market.
The commercial vehicle business became Thiess Toyota in 1971 and achieved
commercial leadership in 1979. Meantime AMI Toyota began investing in an engine and
stamping plant to consolidate its position as a high local content vehicle manufacturer.
In 1988 Toyota's local operations were unified to form Toyota Motor Corporation
Australia and work began on restructuring and strengthening the group as a major step
towards achieving international competitiveness and building vital export business. Toyota in
1994-95 consolidated vehicle production at its new world-ranking Altona plant in Melbourne.
So after 50 years in Australia, Toyota has grown to be one of Australia's leading
automotive companies. In just five decades, this proud organisation has grown from a
patchwork of import, sales, distribution and assembly activities into a major force. In doing

MUHAMAD NABIL FIKRI FAL 12031053 OPERATION MANAGEMENT
2
so, it has overcome great difficulties, brought forth strong leaders, fostered the talents of
many Australians and contributed to the social and economic development of this country.
It has been supported by loyal employees, customers, dealers, suppliers and has
earned the commitment of governments, and many other organisations and individuals in
Australia and throughout the world.The company can have confidence that Toyota Australia
and its people have built the solid foundations necessary to face the challenges of a dynamic
global automotive industry.

MUHAMAD NABIL FIKRI FAL 12031053 OPERATION MANAGEMENT
3
b. Please include the layout diagram in your explanation.
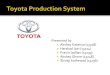
TOYOTA PRODUCTION SYSTEM
LAYOUT DIAGRAM
HIGHEST QUALITY, LOWEST
COST, SHORTEST LEAD TIME
JUST – IN - TIME JIDOKA
Continuous Flow
Takt Time
Pull System
Stop and Notify
abnormalities
Separate Man’s work
and Machine’s work
HEIJUNKA STANDARDIZED WORK KAIZEN
STABILITY

MUHAMAD NABIL FIKRI FAL 12031053 OPERATION MANAGEMENT
4
c. Explain the process management in the organization.
The practical expression of Toyota's people and customer-oriented philosophy is known
as the Toyota Production System (TPS). This is not a rigid company-imposed procedure but a
set of principles that have been proven in day-to-day practice over many years. Many of these
ideas have been adopted and imitated all over the world.
TPS has three desired outcomes, they are:
To provide the customer with the highest quality vehicles, at lowest possible cost, in a
timely manner with the shortest possible lead times.
To provide members with work satisfaction, job security and fair treatment.
It gives the company flexibility to respond to the market, achieve profit through cost
reduction activities and long-term prosperity.
TPS strives for the absolute elimination of waste, overburden and unevenness in all areas
to allow members to work smoothly and efficiently. The foundations of TPS are built on
standardisation to ensure a safe method of operation and a consistent approach to quality.
Toyota members seek to continually improve their standard processes and procedures in
order to ensure maximum quality, improve efficiency and eliminate waste. This is known as
kaizen and is applied to every sphere of the company's activities.
Just In Time
It is perhaps not widely known that the 'just in time' approach to production that has
now gained almost universal acceptance in world manufacturing was actually pioneered by
Toyota. In fact, a Toyota engineer coined the term itself.
This is a simple but stimulated application of common sense.Essentially, 'just in time'
industrial consists of allowing the entire production process to be regulated by the natural
laws of supply and demand.Customer demand stimulates production of a vehicle. In turn the
production of the vehicle stimulates production and delivery of the necessary parts and so on.
The result is that the right parts and materials are manufactured and provided in the
exact amount needed - and when and where they are needed.Under 'just in time' the ultimate
arbiter is always the customer. This is because activity in the system only occurs in response
to customer orders. Production is 'pulled' by the customer rather than being 'pushed' by the
needs or capabilities of the production system itself.

MUHAMAD NABIL FIKRI FAL 12031053 OPERATION MANAGEMENT
5
The linkage between customer demand and production is made by analysing ‘takt’
time, a device for measuring the pace of sales in the market in relation to the capacity of a
manufacturing plant. For example, if a plant operates for 920 minutes per day and daily
demand is for 400 vehicles, then ‘takt’ time will be 2.3 minutes. If ‘takt’ times are reduced
more resources are allocated. Toyota never tries to accommodate changes in demand by
making substantial changes in individuals' workloads.
Transmission more members to a line mean that each handles a narrower range of
work. Assigning fewer means that each handles a broader range and the principal importance
of having a well-trained, flexible and multi-skilled workforce.
Within the plant itself, the mechanism whereby production is regulated in this way is
known as the ‘kanban’.A ‘kanban’ is simply a message. For example, in the assembly shop
this message takes the form of a card attached to every component that is removed and
returned when the component is used. The return of the ‘kanban’ to its source stimulates the
automatic re-ordering of the component in question whereby paperwork is lessened and
efficiency is maximised and also the members themselves are completely in charge.
Jidoka
In Japanese 'jidoka' simply means automation. At Toyota it means 'automation with a
human touch'.In 1902 Sakichi Toyoda invented the world's first automatic loom that would
stop automatically if any of the threads snapped. This principal, jidoka, of designing
equipment and processes to stop and call attention to problems immediately when they sense
a problem is a central concept of TPS.
The most visible manifestation of 'automation with a human touch' at the Altona plant
is the andon cord situated above the line. The presence of the andon cord permits any Team
Member to intervene and bring production to a halt if abnormalities occur.
The Toyota Production System has inherited the principle originated by Henry Ford
of breaking down work into simple steps and distributing those steps amongst employees on
the line. But employees in the Toyota system are in charge of their own jobs. Through their
teams, they run their own worksites. They identify opportunities for making improvements
and take the initiative in implementing those improvements in co-operation with
management.

MUHAMAD NABIL FIKRI FAL 12031053 OPERATION MANAGEMENT
6
Kaizen - Continuous Improvement (Kaizen is the heart of the Toyota Production
System)
Like all mass-production systems, the Toyota process requires that all tasks, both
human and mechanical, be very precisely defined and standardised to ensure maximum
quality, eliminate waste and improve efficiency.
Toyota Members have a responsibility not only to follow closely these standardised
work guidelines but also to seek their continual improvement. This is simply common sense -
since it is clear that inherent inefficiencies or problems in any procedure will always be most
apparent to those closest to the process.
The day-to-day improvements that Members and their Team Leaders make to their
working practices and equipment are known as kaizen. But the term also has a wider meeting:
it means a continual striving for improvement in every sphere of the Company's activities -
from the most basic manufacturing process to serving the customer and the wider community
beyond.

MUHAMAD NABIL FIKRI FAL 12031053 OPERATION MANAGEMENT
7
d. Explain the Job Analysis for a selected job in the operation that you involve.
UTILITIES ENGINEER
The utilities engineer is happened to be responsible in the ‘Energy Management’
department whereby the person in charge have to overlook the activities on how the operation
utilises energy and how will the outcome going to look from managing and handling the
energies.
Precisely, the person who hold the position will conservative involve in ‘Special
Projects Implementation’, whereby, activities involving electrical fire safety, power plant,
plant rehabilitation and energy efficiency projects.
Besides that, the person has to get themselves involve in ‘Electrical System Management’
whereby it is their responsibilities to overlook the overall electrical system in the plant. This
is because it is very important to manage the electricity system as it will cause higher costs to
the company if it is poorly managed.
Moreover, the person in charge also have to encompass in the plant operation under
‘Energy Retail Competition’, which are load forecasting, monitoring and control of
contracted energy, power profile monitoring and power metering system maintenance.
The Toyota managers who share their insights with us on our study missions to Japan tell us
that there are two things that are part of every Toyota' employee's job. They are:
1. Follow the standard
2. Find a better way
This is the essence of kaizen. These simple yet profound rules are what drive every
employee to maintain safety, quality, low cost, and on-time, and strive to make it better. It
sounds so simple, yet how many of us who think we've made good progress on our Lean
journey could say that our organizations live by these rules.
The term "standard" can be misunderstood as something rigid, unchanging, and
absolute. If it is misunderstood in this way, it becomes an obstacle to kaizen.Take the
example of a 1st tier automotive supplier of rubber products. After redesigning the assembly
lines and implementing one-piece flow, it came time to create Standard Work

MUHAMAD NABIL FIKRI FAL 12031053 OPERATION MANAGEMENT
8
The employees who had been actively participating in kaizen resisted documenting
Standard Work. When finally confronted, he explained that he didn't want a published
standard time because he wanted to keep challenging guys to beat their times and get higher
production in fewer hours. What he was talking about was "the record" you had to beat to
have your picture up on the "wall of fame" at the factory. Standard Work is the method used
to achieve that record and must be redrawn each time the record is broken. It is how you train
to beat the new record.
The second part of their concern had to do with the fact that now that they had
freedom to change settings, they did often based on variation in the quality of the cooked
candy and the recipe. The fact that this level of variation exists and requires constant
adjustment is a waste of processing, and demands that standards are set, followed, and
improved.
It was not an easy process, but once we listened to these points and discussed how
setting and improving standards could address their concerns, the kaizen efforts were back on
track.
Another example is during a series of Lean Enterprise overview sessions conducted to
train engineers on how to apply kaizen in their areas. We were warned by the Lean Manager
"Whatever you do, don't mention standards to engineers." We were puzzled, and discovered
that yet again there is a strong belief that standards get in the way of creativity or freedom to
make a better product design or a better process.
Even in engineering "knowledge work", whatever is the most effective current
method is the standard. "Most effective" needs to be based on fact. With engineering work, so
little of it is measured in terms of time or quality that this can be difficult, nonetheless,
standards needs to be documented and shared so that kaizen can happen.