Embed Size (px)
Citation preview

SCREENING OF CPPs OF FLUID BED TOP SPRAY GRANULATION PROCESS FOR SOLID ORAL DOSAGE FORMS DEVELOPMENT AS PER QbD
3 LEVEL FACTORIAL
2 LEVEL FACTORIAL
PLACKETT- BURMAN
MIXTURE RESPONSE SURFACE FACTORIAL
© Created & Copyrighted by Shivang Chaudhary
SHIVANG CHAUDHARY
© Copyrighted by Shivang Chaudhary
Quality Risk Manager & iP Sentinel- CIIE, IIM Ahmedabad MS (Pharmaceutics)- National Institute of Pharmaceutical Education & Research (NIPER), INDIA
PGD (Patents Law)- National academy of Legal Studies & Research (NALSAR), INDIA
+91 -9904474045, +91-7567297579 [email protected]
https://in.linkedin.com/in/shivangchaudhary
facebook.com/QbD.PAT.Pharmaceutical.Development
CA
SE
STU
DY
A DoE/QbD Case Study For
A
B
I
H
G
F
E
D
C
J
K
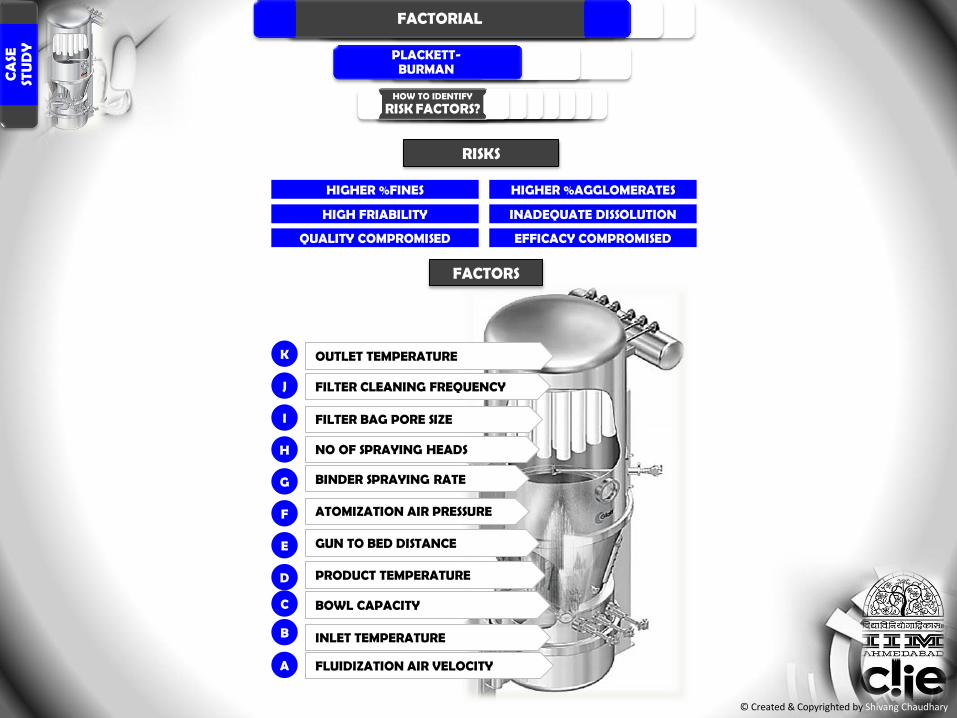
BINDER SPRAYING RATE
ATOMIZATION AIR PRESSURE
FLUIDIZATION AIR VELOCITY
INLET TEMPERATURE
PRODUCT TEMPERATURE
OUTLET TEMPERATURE
GUN TO BED DISTANCE
NO OF SPRAYING HEADS
FILTER BAG PORE SIZE
FILTER CLEANING FREQUENCY
BOWL CAPACITY
3 LEVEL FACTORIAL
2 LEVEL FACTORIAL
PLACKETT- BURMAN
MIXTURE RESPONSE SURFACE FACTORIAL C
ASE
ST
UD
Y
© Created & Copyrighted by Shivang Chaudhary
HOW TO CREATE OVERLAY PLOT?
HOW TO INTERPRET MODEL GRAPHS?
HOW TO DIAGNOSE RESIDUALS?
HOW TO SELECT MODEL?
HOW TO SELECT EFFECT TERMS?
HOW TO SELECT DESIGN?
HOW TO IDENTIFY
RISK FACTORS?
RISKS
QUALITY COMPROMISED EFFICACY COMPROMISED
HIGH FRIABILITY INADEQUATE DISSOLUTION
HIGHER %FINES HIGHER %AGGLOMERATES
FACTORS

NO. OF FACTORS
NO. OF LEVELS
EXPERIMENTAL DESIGN SELECTED
TOTAL NO OF EXPERIMENTAL RUNS (NO OF TRIALS)
11
2
PLACKETTE BURMAN DESIGN
12
3 LEVEL FACTORIAL
2 LEVEL FACTORIAL
PLACKETT- BURMAN
MIXTURE RESPONSE SURFACE FACTORIAL C
ASE
ST
UD
Y
© Created & Copyrighted by Shivang Chaudhary
OBJECTIVE To Screen Out Critical Processing Parameters of Fluid Bed Top Spray Granulation Process.
HOW TO IDENTIFY FACTORS?
HOW TO CREATE OVERLAY PLOT?
HOW TO INTERPRET MODEL GRAPHS?
HOW TO DIAGNOSE RESIDUALS?
HOW TO SELECT MODEL?
HOW TO SELECT EFFECT TERMS?
HOW TO SELECT
DESIGN?
Factors (Variables) Levels
-1 +1
A BINDER SPRAYING RATE (gm/min) 2 8 B ATOMIZATION AIR PRESSURE (bar) 1 3 C FLUIDIZATION AIR VELOCITY (cfm) 50 100 D INLET TEMPERATURE (˚C) 45 55 E PRODUCT TEMPERATURE (˚C) 25 35 F OUTLET TEMPERATURE (˚C) 35 45 G GUN TO BED DISTANCE (inches) 10 20 H NO OF SPRAYING HEADS 1 3 I FILTER BAG POROSITY (um) 20 40 J FILTER BAG CLEANING FREQUENCY (CPM) 2 10 K BOWL OCCUPANCY (%) 40 60
Responses (Effects) Goals for Individual Responses
Y1 %FINES To achieve minimum fines after granulation i.e. NMT 10%
Y2 % AGGLOMERATES To achieve minimum agglomerates after granulation i.e. NMT 10%
FACTORS TO BE STUDIED
RESPONSES TO BE MEASURED
SCREENING OF CRITICAL PROCESSING PARAMETERS OF FLUID BED TOP SPRAY GRANULATION PROCESS
• In Top Spray Fluid Bed Granulation, 11 different processing parameters were involved, from which real critical factors were required to be screened out to control PSD of Granules independent of interaction
• Plackett-burman was an economical SCREENING DESIGN option for numerous factors, when only main effects were concerned of interest, assuming all other interactions negligible

CQAs PPs
3 LEVEL FACTORIAL
2 LEVEL FACTORIAL
PLACKETT- BURMAN
SCREENING OF CRITICAL PROCESSING PARAMETERS OF FLUID BED TOP SPRAY GRANULATION PROCESS
MIXTURE RESPONSE SURFACE FACTORIAL C
ASE
ST
UD
Y
© Created & Copyrighted by Shivang Chaudhary
HOW TO IDENTIFY FACTORS?
HOW TO SELECT DESIGN?
HOW TO CREATE OVERLAY PLOT?
HOW TO INTERPRET MODEL GRAPHS?
HOW TO DIAGNOSE RESIDUALS?
HOW TO SELECT MODEL?
HOW TO DESIGN
EXPERIMENTS?
Qualitative & Quantitative Formulation Composition was kept constant for all 12 experimental runs. i.e. Drug (5%w/w) & Poly Vinyl Pyrrolidone k29/32 (5%w/w)-binder dissolved in Purified Water as a Granulating Agent
(q.s) was sprayed onto fluidized bed of Microcrystalline Cellulose 102 (90%w/w) as a substrate in a Fluid Bed Processor (12 liter). Sieve Shaker method was utilized to measure both in-process critical quality attributes
i.e. % Fines (%w/w passed through 100#) & % Agglomerates (%w/w retained on 20#)

SIGNIFICANT EFFECTS: MODEL TERMS
SIGNIFICANT EFFECTS: MODEL TERMS
NEGLIGIBLE TERMS: ERROR ESTIMATES
NEGLIGIBLE TERMS: ERROR ESTIMATES
Thus, LIQUID SPRAYING RATE (A) & ATOMIZATION AIR PRESSURE (B) were the most critical factors those required to control the ultimate particle size during fluid bed granulation
3 LEVEL FACTORIAL
2 LEVEL FACTORIAL
PLACKETT- BURMAN
SCREENING OF CRITICAL PROCESSING PARAMETERS OF FLUID BED TOP SPRAY GRANULATION PROCESS
MIXTURE RESPONSE SURFACE FACTORIAL C
ASE
ST
UD
Y
© Created & Copyrighted by Shivang Chaudhary
HOW TO IDENTIFY FACTORS? HOW TO SELECT
DESIGN? HOW TO SELECT
EFFECT TERMS? HOW TO CREATE
OVERLAY PLOT? HOW TO INTERPRET
MODEL GRAPHS? HOW TO DIAGNOSE
RESIDUALS? HOW TO SELECT
MAIN EFFECTS?
Response 1: %AGGLOMERATES Response 2: FINES
PA
RE
TO C
HA
RT
HA
LF N
OR
MA
L P
LOT

3 LEVEL FACTORIAL
2 LEVEL FACTORIAL
PLACKETT- BURMAN
SCREENING OF CRITICAL PROCESSING PARAMETERS OF FLUID BED TOP SPRAY GRANULATION PROCESS
MIXTURE RESPONSE SURFACE FACTORIAL C
ASE
ST
UD
Y
© Created & Copyrighted by Shivang Chaudhary
HOW TO IDENTIFY FACTORS? HOW TO SELECT
DESIGN? HOW TO SELECT
EFFECT TERMS? HOW TO CREATE
OVERLAY PLOT? HOW TO INTERPRET
MODEL GRAPHS? HOW TO SELECT
MODEL? HOW TO ANALYZE
MODEL?
PREDICTION EFFECT EQUATION ON INDIVIDUAL RESPONSE BY QUADRATIC MODEL
%Agglomerates = +8.42 +5.58A -1.58B %Fines = +11.42 -5.25A +1.58B
ANOVA Response 1: AGGLOMERATES ANOVA Response 2: FINES
F Value = Test For Comparing MODEL VARIANCE
(SIGNAL=Predicted value) with RESIDUAL VARIANCE
(NOISE=(Observed-Predicted value))
p-value = Probability of Falsely Detecting the Significant Effect
(also called as a Level of Significance (α))
Reject Ho&
Accept Ha Conclude that there was a
significant effect of A & B Processing
Parameters on CQA p Value =α < 0.05 for CI= 95%
F Value= (MS Model/ MS Residuals) >1
Conclude that there was only a 0.01% chance that
A "Model F-Value" this large could
occur due to noise.
Significant Signal Negligible Noise
p Value<0.05 at 95%CI for SR & AP, ensuring RIGHT DETECTION OF SIGNIFICANT EFFECTS of both factors on response & giving 95% confidence that 99% population will meet the same specification within predefined targets
F values i.e. MS Model/ MS Residuals for both the factors i.e. SR & AP were found to be far greater than 1 confirming SHARP STRONG SIGNAL (Main effect) compared to other NOISE (residual or error term)
Numerical Analysis of Model Variance was carried out to confirm or validate that the MODEL ASSUMPTIONS for the response behavior were met with actual response behavior or not, via testing of significance of each
MODEL TERMs with F Value >>1 & p<0.05 par insignificant LACK OF FIT (p>0.10),

OPTIMIZATION OF CRITICAL PROCESSING PARAMETERS OF TABLET COMPRESSION PROCESS © Created & Copyrighted by Shivang Chaudhary
HOW TO IDENTIFY FACTORS? HOW TO SELECT
DESIGN? HOW TO SELECT
EFFECT TERMS? HOW TO CREATE
OVERLAY PLOT? HOW TO SELECT
MODEL? HOW TO DIAGNOSE
RESIDUALS? HOW TO DIAGNOSE
MODEL?
CA
SE
STU
DY
3 LEVEL FACTORIAL
2 LEVEL FACTORIAL
PLACKETT- BURMAN
MIXTURE RESPONSE SURFACE FACTORIAL
After Numerical Analysis of Model, RESIDUAL ANALYSIS was necessary to confirm/validate that the MODEL ASSUMPTIONS were met or not by diagnostic plots as GRAPHICAL INDICATORS .
Residual (Experimental Error) Noise = (Observed Responses) Actual Data– (Predicted Responses) Model Value During RESIDUAL ANALYSIS, model predicted values were found higher than actual & lower than actual with equal
probability in Actual Vs Predicted Plot. In addition the level of error were independent of when the observation occurred in RESIDUALS Vs RUN PLOT, of the size of the observation being predicted in Residuals Vs Predicted Plot or
even of the factor setting involved in making the prediction in Residual Vs Factor Plot
R2:
%FI
NE
S R
1: A
GG
LOM
ER
ATE
S
ACTUAL VS PREDICTED PLOT
RESIDUALS VS RUN PLOT
RESIDUALS VS PREDICTED PLOT
RESIDUAL VS FACTOR PLOT
Points should be Random scatter along 45° line
with no increasing or
decreasing trend
Points should be Random scatter
with no pattern
Points should be Random scatter with
no megaphone “=<“ pattern
Points should be split by the zero line at either end of the range- no obvious main effects (up & down)

OPTIMIZATION OF CRITICAL PROCESSING PARAMETERS OF TABLET COMPRESSION PROCESS © Created & Copyrighted by Shivang Chaudhary
HOW TO IDENTIFY FACTORS? HOW TO SELECT
DESIGN? HOW TO SELECT
EFFECT TERMS? HOW TO SELECT
MODEL? HOW TO DIAGNOSE
RESIDUALS? HOW TO INTERPRET
MODEL GRAPHS? HOW TO GRAPH
MODEL?
CA
SE
STU
DY
Model Graphs gave a clear picture of how the response will behave at different levels of factors at a time in 2D & 3D
Interaction Plots
Contour Plots
Response Surface
3 LEVEL FACTORIAL
2 LEVEL FACTORIAL
PLACKETT- BURMAN
MIXTURE RESPONSE SURFACE FACTORIAL
Response 1: %AGGLOMERATES Response 2: FINES

THANK YOU SO MUCH FROM
DESIGNING IS A JOURNEY OF DISCOVERY…
© Created & Copyrighted by Shivang Chaudhary
SHIVANG CHAUDHARY
© Copyrighted by Shivang Chaudhary
Quality Risk Manager & Intellectual Property Sentinel- CIIE, IIM Ahmedabad MS (Pharmaceutics)- National Institute of Pharmaceutical Education & Research (NIPER), INDIA
PGD (Patents Law)- National academy of Legal Studies & Research (NALSAR), INDIA
+91 -9904474045, +91-7567297579 [email protected]
https://in.linkedin.com/in/shivangchaudhary
facebook.com/QbD.PAT.Pharmaceutical.Development





























