Embed Size (px)
Citation preview

Group 5 1
FWT- 3203Panel Products, Adhesion, Adhesive and Finishes
Cement Bonded Particle Board, Gypsum Board, Binder less Board, Other board
Md. Sajjad Hossain Tuhin
Student ID: 100510
Forestry and Wood Technology Discipline
Khulna University
8/14/2014
Group 5 2
Presentation outline
2. Cement Bonded Particle Board
History
Manufacturing Process
Production
Uses
Advantages and Disadvantage
3. Gypsum Wood Particle Board
History
Manufacturing Process
Uses
Types
Advantages and Disadvantage8/14/2014
1. Binderless Wood Particle Board
Advantages and Dis-advantages
Uses
Manufacturing Process
Density profile

Group 5 3
Binderless Wood Particle Board
A panel of wood particles (e.g., cellulosic fibers) formed by using only
water, heat and pressure and without any adhesives.
Binder less particle Board is the type of panel where no external adhesives
are used and in wood lignin and hemicelluloses acts as adhesives.
Hot pressing Temperature can be 150°C- 250°C and for cold pressing it is
pressed with water and 20-25°C
Compression rate is depends on particle type and pressing system usually it
is 0.1-3Mpa
Density is around 450 kg/m3 - 1350 kg/m3
Heat and pressure is depends upon the particles properties.(e.g. density,
MC)
8/14/2014

Group 5 4
Particle preparation
Final pressing160-170°C
Mat Forming
Removal of the frame
Hot pressingMC: 20%Framing
Final panel
Manufacturing process
Hot Pressing
150°C- 250°C
0.6- 1 Mpa
8/14/2014
Group 5 5
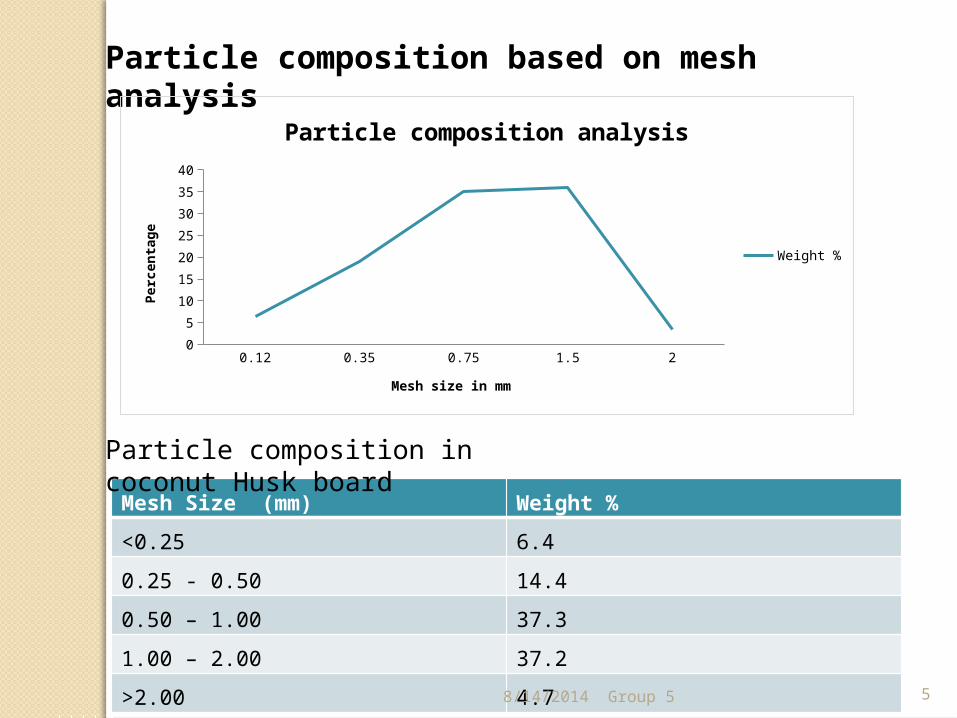
Particle composition based on mesh analysis
Mesh Size (mm) Weight %
<0.25 6.4
0.25 - 0.50 14.4
0.50 – 1.00 37.3
1.00 – 2.00 37.2
>2.00 4.7
Particle composition in coconut Husk board
0.12 0.35 0.75 1.5 20
5
10
15
20
25
30
35
40
Particle composition analysis
Weight %
Mesh size in mm
Perc
enta
ge
8/14/2014

Group 5 6
Influence of temperature
By increasing of temperature MOR of the produced panel is increased , Water absorption and roughness is decreased. Internal board strength is increasing but decreasing after 190°C
8/14/2014
Group 5 7
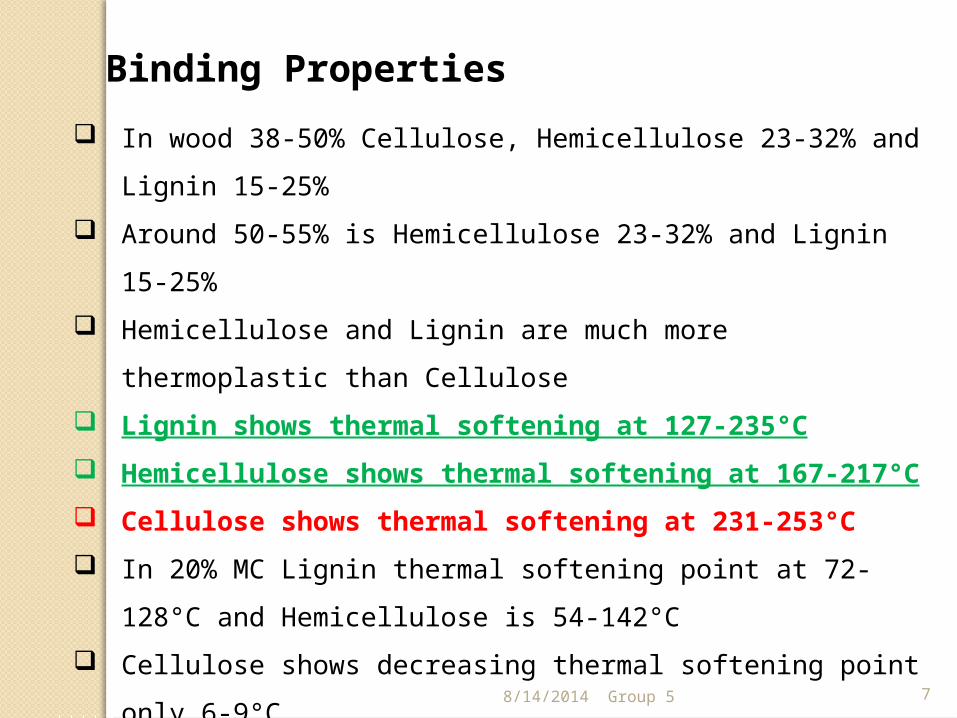
Binding Properties
In wood 38-50% Cellulose, Hemicellulose 23-32% and Lignin 15-25%
Around 50-55% is Hemicellulose 23-32% and Lignin 15-25%
Hemicellulose and Lignin are much more thermoplastic than Cellulose
Lignin shows thermal softening at 127-235°C
Hemicellulose shows thermal softening at 167-217°C
Cellulose shows thermal softening at 231-253°C
In 20% MC Lignin thermal softening point at 72-128°C and Hemicellulose
is 54-142°C
Cellulose shows decreasing thermal softening point only 6-9°C
So binding temperature used at 170-180°C with 20% MC
8/14/2014
Group 5 8
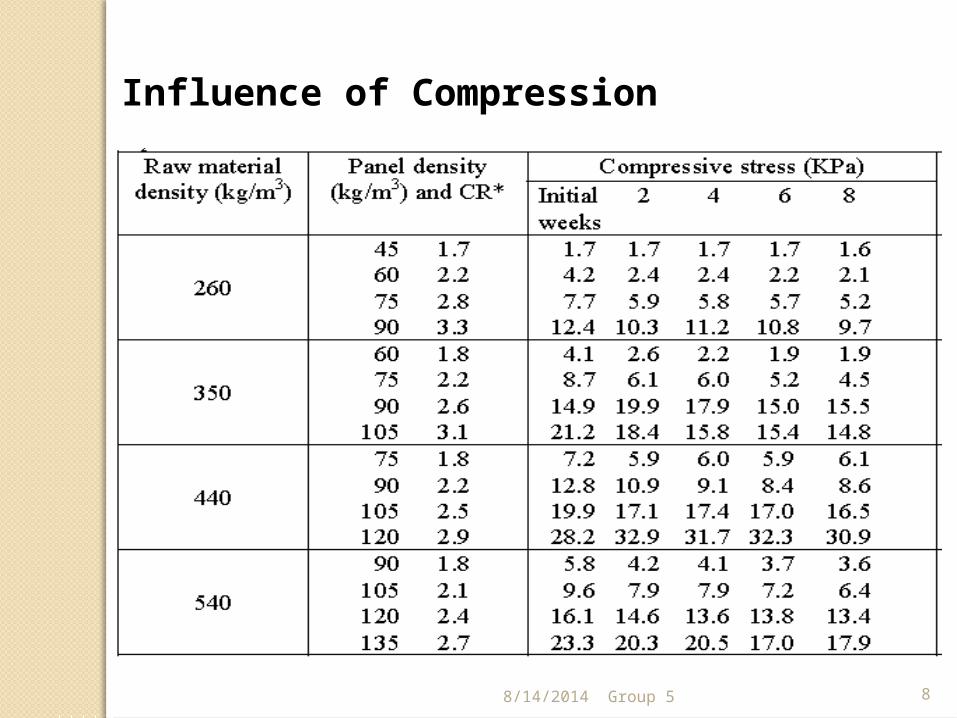
Influence of Compression
8/14/2014

Group 5 9
FIG.1 shoes a density profile for a binderless fiberboard having uniform density throughout the thickness of the panel.
Density Profile
8/14/2014

Group 5 10
Uses of Binderless wood particle board
Decorative use
Light construction
Internal use
Sound insulation
Partition wall making
8/14/2014

Group 5 11
Produce thick board of medium density.
Density profile significantly more
uniform
Supplementary particle can be used,
Good appearance
Environmentally friendly.
Less costly
Can be recycled
Good insulating properties
Less water absorption
Advantages and Dis-advantages of Binderless wood panel
Dis-advantages
Not much durable
Require more pressure
Difficult to prepare
Low MOR and MOE
Advantages
8/14/2014
Group 5 12
Cement Bonded Particle Board
Also known as Wood- Cement Board (WCB)
First commercially manufactured in the early nineteen seventies (1970)
It is a mixture of wood particles and Portland cement together with some additives
Ratio: Cement 50-60%, Wood 20-25%, Water 25-30%. (2.2:1:1-1.1)
It is very good sound insulator and dimensionally stable
Density is around 1100 kg/m3 - 1200 kg/m3
Density can be decreased at 850 kg/m3 in Oriented-wood-cement Boards(OWCB)
8/14/2014
Group 5 13
1900 - The first mineral bonded board was produced by an Austrian carpenter using wood shavings and gypsum.
1920 - The first Wood Wool Cement Board (WWCB) is produced in Austria. Several others in Europe followed.
1930 - Wooden lath reinforced WWCB roofing boards produced in Holland, along with the first Cement Bonded Wood Chips (Durisol) boards.
1950 - Velox boards produced in Austria from course wood particles and cement.
1970 - The first Cement Bonded Particle Board (CBPB), called Duripanel, was produced in Switzerland.
2000 - Eltomation developed a fully automatic plant for Wood Strand Cement Board with approx. 1100 kg/m³, called EltoBoard
History
8/14/2014
Group 5 14
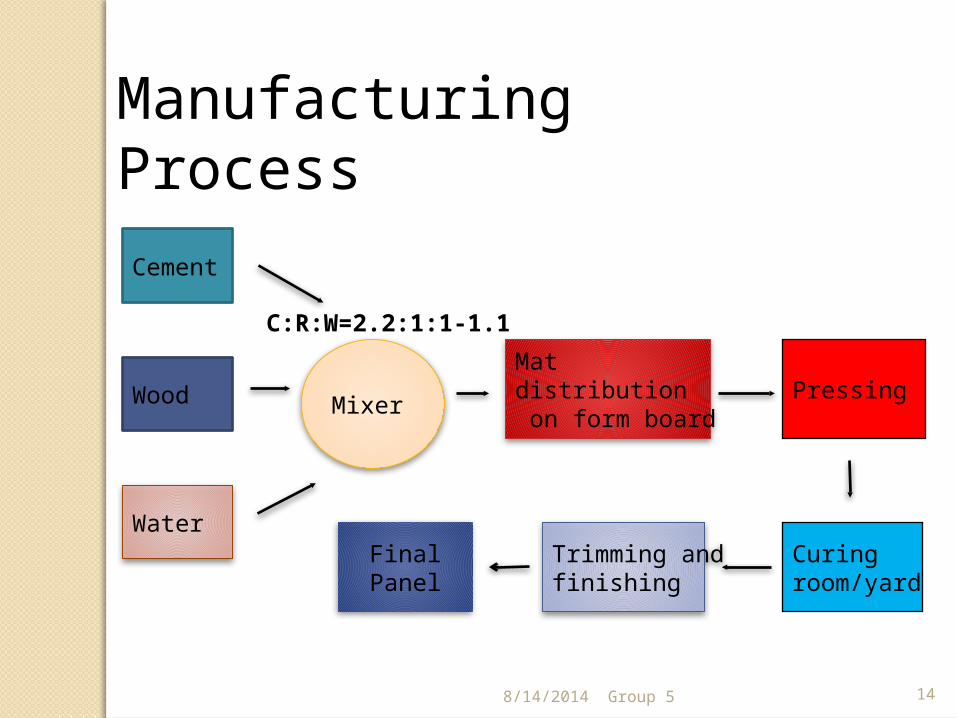
Manufacturing Process
Cement
Water
Wood Mixer
Mat distribution on form board
Pressing
Curing room/yard
Trimming andfinishing
Final Panel
C:R:W=2.2:1:1-1.1
8/14/2014

Group 5 15
It is manufactured by 43 companies world wide.
CBPB is currently produced by 16 manufacturers around the world
18% of world-wide cement board production.
Most of the major cement board producers are privately owned companies that do not publish financial reports, limiting the analysis of company progress
0 1 2 3 4 5 6 7
Developed countries
Global
2011
2012
2013
2014
Production
Percentages
8/14/2014
Source: http://www.globalcement.com
Group 5 16
Uses of WCB
Exterior and partition walls
Coating of the wall
Decoration
Acoustic and thermal insulation.
Flooring
Large size prefabricated elements for permanent shuttering of concrete walls
The production of complete prefabricated houses.
Roofing, shingles and shades.
Ceilings and architraves.
Fire resistant construction.
8/14/2014

Group 5 17
Floor
s
Office
con
tain
ers,
House
man
ufac
ture
rs
indu
stry
Faca
des
othe
r0%
5%
10%
15%
20%
25%
30%
15%
20%
15%
25%
5%
20%
Use Pattern of WCB
8/14/2014
Source: http://www.wbpionline.com/features/building-the-future-on-strong-foundations

Group 5 18
High fire resistance
Wet and dry rot resistance because of its high alkalinity (pH 11)
Freeze-thaw resistance
Termite and vermin resistance
Excellent workability
Exceptional insulation and acoustic performance
Low cost and ease of manufacture
Can be used in both exterior and interior purposes
Advantages of WCB
8/14/2014
Group 5 19
Disadvantage of WCB
High Density
For high density it is very difficult to handle in manufacturing and use. Need more transportation cost and can not used in light constructions like furniture.
For long curing time manufacturing process is more complex and time consuming. Needed extra care and attention in hydration process of cement. Need more labor.
Long curing time
8/14/2014
Group 5 20
Solution of the problems
Density Problem: Oriented wood-cement boards (OWCB)
Oriented wood-cement boards (OWCB) were manufactured with wood/cement (w/w) ratio of 1:1 and SiO2 used as cement replacement up to 20%. Specific gravity 850 kg/m3 and MOR 2.1 to 2.8 Mpa.
Time problem: Mainly reduction of alkalinity from 13-17 to around 10.
1. Using additives: CaCO3, CaSO4,Calcium Salfoaluminate (CSA). etc.
2. Carbon-di- oxide treatment.
3. Converting manufacturing temperature( 1500°C to 1200°C)
8/14/2014
Group 5 21
Gypsum
Gypsum is a mineral found in sedimentary rock formations in a crystalline form known as calcium sulfate di-hydrate CaSO4•2H2O
Gypsum Wood Particle Board (Drywall)
Gypsum Particle board Gypsum board is the generic name for a family of panel products that
consist of a noncombustible core, composed primarily of gypsum, and a paper surfacing on the face, back and long edges.
Gypsum board is often called drywall, wallboard, or plasterboard.
8/14/2014
Group 5 22
The first plasterboard plant in the UK was opened in 1888.
Rochester Kent Sackett Board was invented in 1894 by Augustine Sackett and
Fred Kane.
The first mineral bonded board was produced by an Austrian carpenter using
wood shavings and gypsum in 1900
In 1910 United States Gypsum Corporation bought Sackett Plaster Board
Company and by 1917 came out with a product they called Sheetrock.
Gypsum Board evolved between 1910 and 1930 beginning with wrapped
board edges, and elimination of the two inner layers of felt paper in favor of
paper-based facings.
History
8/14/2014

Group 5 23
Manufacturing Zones Sizes
Canada and the United States Width : 48-inch (1.2 m),54-inch (1.4 m) and 96-inch (2.4 m) Thicknesses: 1⁄2-inch (13 mm) , 5⁄8-inch (16 mm), and 1⁄4-inch.
Europe Width: 20 cm ,90 cm and 60 cm Lengths: 250, 260, 270, 280, 300 cm Thicknesses: 9.5 mm to 25 mm
Australia and New Zealand Thicknesses:10mm, 13mm, and 16mm, and up to 25mm.
Mainly Produced in U.S.A, Canada, Europe, Australia and New Zealand
Over 8 Billion Pounds of Drywall Scrap Annually in the U.S.A.
Production
8/14/2014
Group 5 24
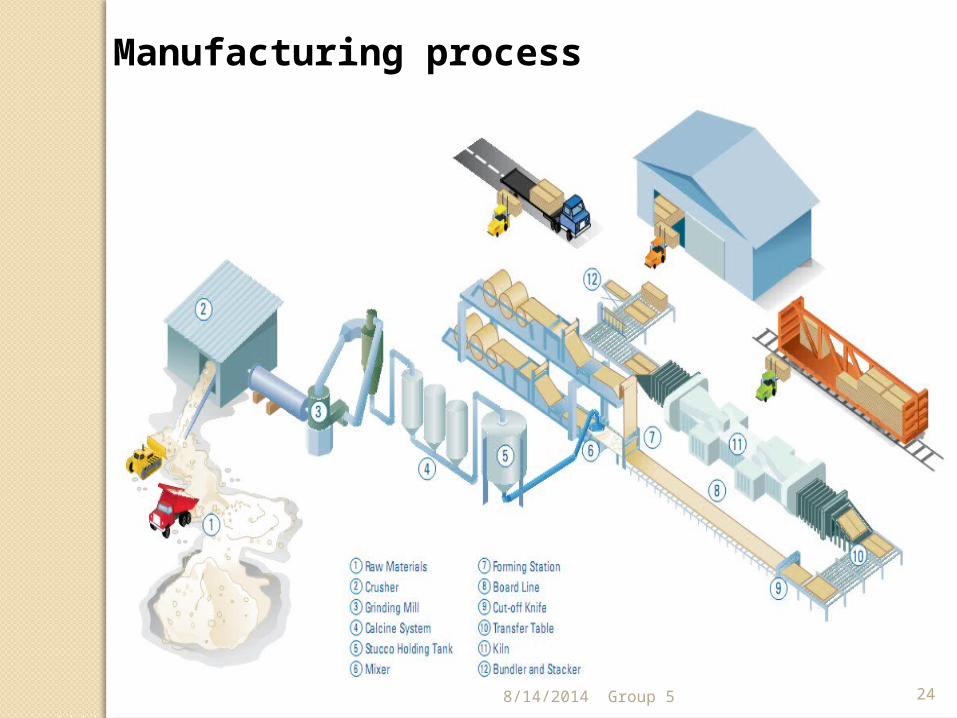
Manufacturing process
8/14/2014

Group 5 25
Uses of Drywall
Gypsum board can be applied over wood or metal framing.
It can be applied to masonry and concrete surfaces.
To overcome dampness in exterior walls.
Use for decorative purpose
Use pattern of Drywall from 1995-2008
8/14/2014
Group 5 26
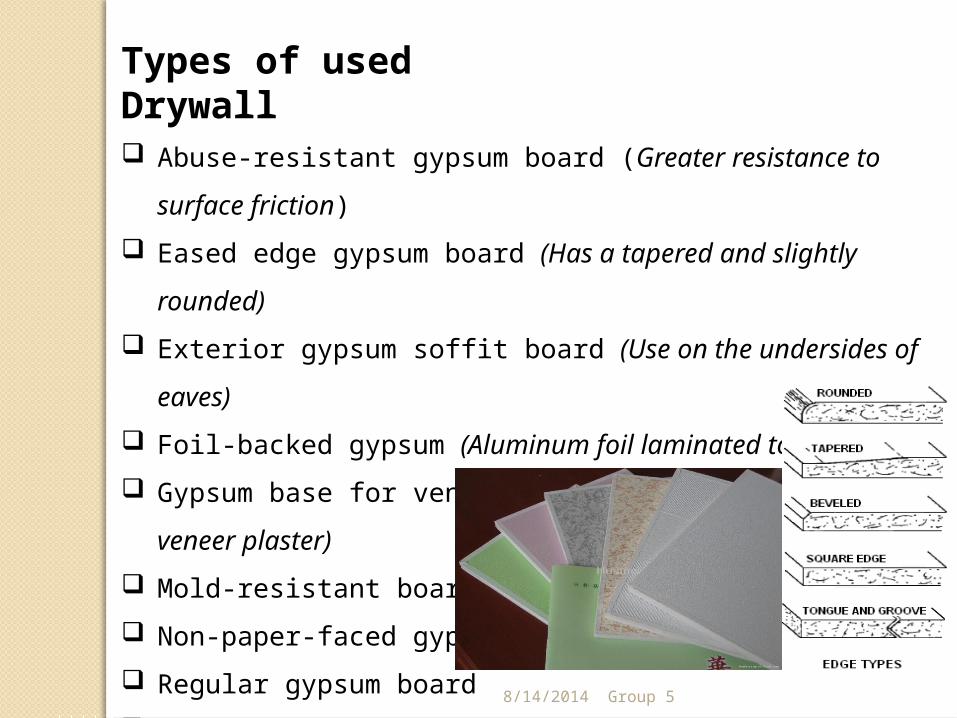
Abuse-resistant gypsum board (Greater resistance to surface friction)
Eased edge gypsum board (Has a tapered and slightly rounded)
Exterior gypsum soffit board (Use on the undersides of eaves)
Foil-backed gypsum (Aluminum foil laminated to the surface)
Gypsum base for veneer plaster (Coats with gypsum veneer plaster)
Mold-resistant board
Non-paper-faced gypsum (has a facing other than paper)
Regular gypsum board
Sag-resistant board
Types of used Drywall
8/14/2014

Group 5 27
Ease of installation
It can also be adhesively attached to many substrates.
Lightweight material.
It is an excellent fire-resistive building material.
Preventing the transfer of unwanted sound .
Gypsum board is used to construct strong, high quality walls and
ceilings.
Cheap manufacturing cost
Advantages of Gypsum Board
8/14/2014

Group 5 28
Drywall may become damaged when exposed to water.
Water mold damage.
Environmentally not sound
Harmful for health produce toxic SO2 gas
High wastage in use and manufacturing 2,000 Square Foot
House = 1 Ton of Waste
High density about 1.1-1.4
Disadvantages of Drywall
8/14/2014
Group 5 29
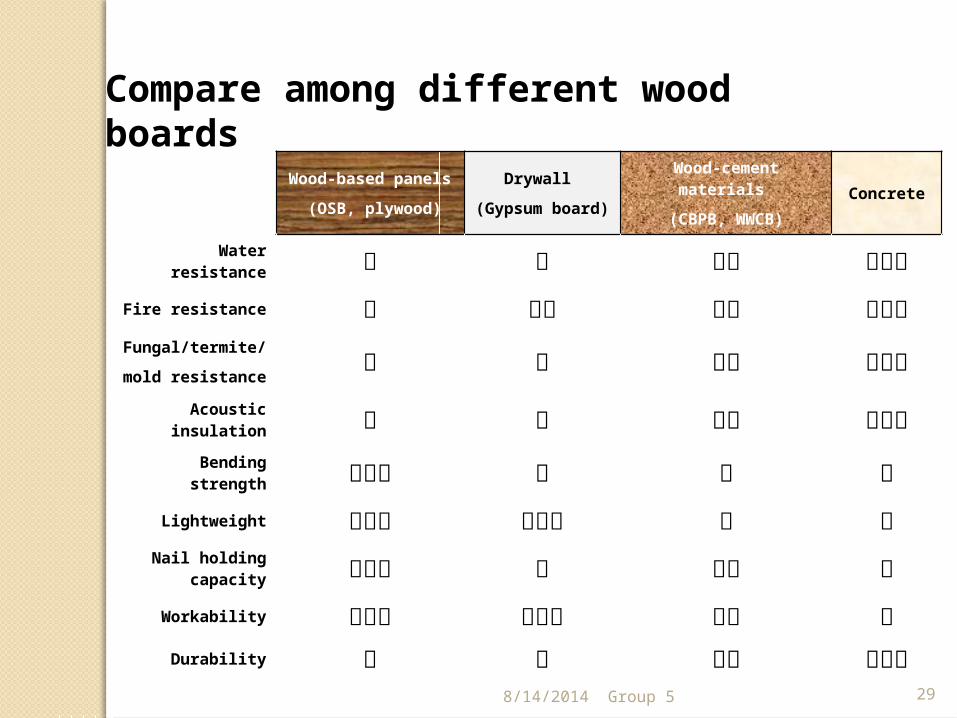
Wood-based panels
(OSB, plywood)
Drywall
(Gypsum board)
Wood-cement materials
(CBPB, WWCB)Concrete
Water resistance
Fire resistance
Fungal/termite/
mold resistance
Acoustic insulation
Bending strength
Lightweight
Nail holding capacity
Workability
Durability
Compare among different wood boards
8/14/2014

Group 5 30
References Almeida, R. R.; Del Menezzi, C. H. S.; Teixeira, D. E. 2002. Utilization of the coconut shell of
Babaçu (Orbignya sp.) to produce cement-bonded particleboards. Bioresource Technology 85 (2): 159-163.
Hashim R ,Hamid SHA , Sulaiman O, Ismail N, Ibrahim M H, Jais H, et al. 2009, Extractable formaldehyde from waste medium density fibreboard .J Trop ForestSci2009;21:25–33
Hermawan D (2001). Manufacture of cement-bonded particleboard using carbon dioxide curing technology. A Dissertation present to the Department of Forest and Biomass Science, Graduate School of the Faculty of Agriculture, Kyoto University, Japan
http://books.google.com.bd http://en.wikipedia.org/wiki/Cement_board http://en.wikipedia.org/wiki/Drywall http://www.thefreelibrary.com/Binderless+particleboard+resistance+to+termite+attack.-
a0318492657 M. Sato, 2002 “Study on manufacture and mechanical properties of kenaf binderless
board”,Timber construction in the new millennium, World Conference on Timber Engineering, vol.2, 2002, pp.262-268.
Mobarak F,Fahmy Y,Augustin H.1982, Binderless lignocelluloses composite from bagasse and mechanism of self bonding. Holzforshung 1982;36:131–5
Viswanathan, R., and Gothandapani, L., 1999. Pressure density relationships and stress relaxation characteristics of coirpith". Journal of Agricultural Engineering Research, 73 ,pp.217-225.
Widyorini R, XuJ, Watanabe T, Kawai S. 2005, Chemical changes in steam-pressed kenaf core binderless particleboard. J Wood Sci 2005;51:26–32.
8/14/2014

Group 5 31
Question?????
8/14/2014

Group 5 328/14/2014





























