Embed Size (px)
Citation preview

AGHUniversity of Science and TechnologyIntroduction to Materials ScienceNicola Ergo
THE IMPORTANCE OF GRAIN SIZE
FROM COARSE-GRAIN TO ULTRAFINE GRAIN MATERIALS
Author: Nicola Ergo

PLAN
INTRODUCTION• WHAT ARE NANOMATERIALS?• THE IMPORTANCE OF THE GRAIN SIZE
MECHANICAL PROPERTIES
GRAIN SIZE
PRODUCTION METHODS
PROPERTIES AFTER SPD PROCESSING
SUMMARY OF PSD
APPLICATION
GLOSSARY

INTRODUCTION - WHAT ARE NANOMATERIALS?
Nanomaterials are defined as materials in which on of the dimensions (x, y, or z) is in the range (length scale) of 1 – 100 nanometers (nm=m-9).
• Nanoparticles are objects with all three external dimensions (x, y, and z) at the nanoscale (1 to 100 nm).
• Nanofibers (or nanowires) are objects with two external dimensions at the nanoscale.
• Nanosheets (or nanofilms) are objects with one external dimension at the nanoscale.

INTRODUCTION - THE IMPORTANCE OF THE GRAIN SIZE
The grain size is the major microstructural parameter in dictating the properties of a polycrystalline material.
The significance of decreasing grain size in order to improve the mechanical properties of a material is apparent in the production of ultrafine grain materials (UFG) which have one dimension in the order of 100-1000 nm. UFG materials are further deformed to produce nanomaterials.In order to improve mechanical properties, the grain structure of the material is systematically altered.
This includes:• increasing the number of dislocations and grain boundaries; • varying orientation of the grains and associated grain boundaries.
This is done through a process of Severe Plastic Deformation (SPD).

INTRODUCTION - THE IMPORTANCE OF THE GRAIN SIZE
Fig. 1 - Differences in grain size between conventional material and nanomaterial.
Nanocrystalline grain boundaries store interstitial defects, then fire them back into the matrix to annihilate passing vacancies, destroying both defects and healing the material.
In conventional materials, interstitials diffuse to the surface, leaving internal voids and causing the swell.

MECHANICAL PROPERTIES
HIGH STRENGTH TO WEIGHT RATIO
HIGH DUCTILITY
CREEP BEHAVIOUR
HIGH PURITY AND HOMOGENEITY
HIGH FRACTURE TOUGHNESS
HIGH DURABILITY
FATIGUE RESISTANT – cycling loading
INCREASED TENSILE STRENGTH – high dislocation density
HIGH THERMAL STABILITY
CORROSION RESISTANCE

MECHANICAL PROPERTIES
HIGH STRENGTH TO WEIGHT RATIOBy improving the strength quality of the materials, less of the material needs to be used in order for it to withstand specific loading.
HIGH DUCTILITYHigh ductility is a sought after property as this prevents fast fracture of the material and grain boundaries slide under conditions of superplastic flow, this combined with limited intragranular slip prevents the development of internal cavities. (at high temperatures)
CREEP BEHAVIOURCreep behaviour is the way in which the materials reacts to prolonged exposure to applied stress and usually at higher temperature than room temperature. Creep deformation depends on grain boundary diffusion described by Nabarro-Herring and Coble theory, so that smaller are the grains, more are the grain boundaries, less is the creep resistance. The creep resistance can be improved by post machining, thus improving the properties of the original coarse-grained material.

MECHANICAL PROPERTIES
HIGH PURITY AND HOMOGENEITYHigh purity is associated with homogeneity. The material has the same properties throughout the sample as the grain sizes are significantly small and do not allow for many impurities and irregularities. As the grain size decreases, the homogeneity of the sample increases.
HIGH FRACTURE TOUGHNESSFracture Toughness is defined as the property which describes the ability of a material containing a crack to resist fracture, and is one of the most important properties of any material for many design applications. The decrease in the grain size results in an increase in the amount of grain boundaries within the material. Grain boundaries and dislocations resist crack growth. Fracture toughness is directly related to durability.
HIGH DURABILITYDurability is the ability of the material to resist fracture and wear under the present of monotonic and cyclic loading and stress. This follows onto fatigue resistance.
FATIGUE RESISTANTFatigue is the wear of a material due to repeated exposure to variations in imposed stress such as cyclic loading.

MECHANICAL PROPERTIES
INCREASED TENSILE STRENGTHTensile strength is the ability of the material to withstand fracture and damage under an applied tensile force. This is due to the increased presence of dislocations and grain boundaries which prevent the movement of dislocations thus preventing plastic deformation.
HIGH THERMAL STABILITYThermal stability is directly related to creep behaviour. Thermal stability is the ability of a material to maintain its mechanical properties at varying temperatures. Materials operating at low temperatures have a tendency to fast fracture as they lose their ductility, whereas materials operating at high temperatures lose their electro-mechanical properties and experience changes in strength of the material.
CORROSION RESISTANCECorrosion is a surface phenomenon in which a metal forms an oxidation layer which alters its mechanical properties. Corrosion occurs when there is a high presence of surface defects. The large amount of grain boundaries in UFG materials which intersect with the surface layer of the material should result in a decreased in the corrosion resistance of the materials, however these defects are infinitesimally small. Corrosion resistance can be improved with the correct surface post-machining.

GRAIN SIZE
The precise significance of the grain size is dependent upon two relationships that are applicable at either low or high operating temperature, respectively.
At low operating temperature, the strength generally follow the Hall-Petch relationship:
where σy is the yield stress, σo is the lattice friction stress, ky is a constant of yielding, and d is the grain size.
,
Thus, the strength of the material increases when the grain size is reduced.

GRAIN SIZE
The precise significance of the grain size is dependent upon two relationships that are applicable at either low or high operating temperature, respectively.
At high temperatures and under conditions of constant stress or load, the steady-state strain rate, , is given by a relationship of the form:
where D is the appropriate diffusion coefficient, T is the absolute temperature, G is the shear modulus, b is the Burger’s vector, d is the grain size, k is Boltzmann’s constant, σ is the applied stress, p and n are exponents of the inverse of grain size and stress, and A is a dimensionless constant.
Thus, grain refinement provides an opportunity for achieving superplastic elongations at elevated temperatures provided the small grains have reasonable thermal stability.
,

PRODUCTION METHODS
Metals having grain sizes smaller than 1μm (1000nm) may be produced in two fundamentally different ways:
Bottom-up approach:Bottom up approach refers to the build up of a material from the bottom: atom by atom, molecule by molecule or cluster by cluster.
• Deposition techniques• Nanoscale building blocks
Top-down approach:Top down approach refers to slicing or successive cutting of a bulk material to get nano sized particle.
• Severe plastic deformation (SPD)

PRODUCTION METHODS – SEVERE PLASTIC DEFORMATION (SPD)
Equal Channel Angular Pressing (ECAP) High Pressure Torsion (HPT)
Accumulative Roll Bonding
Multi-axial Forging
Twist Extrusion

PRODUCTION METHODS - ECAP
Equal-channel angular pressing (ECAP) makes use of a die containing a channel bent through a sharp angle near the centre of the die.
• A sample billet is fed through the channel using a plunger which has pressure P applied to it.
• The cross sectional dimensions remain unchanged throughout the process.
• The process is repeated in order to decrease the grain size.
The grain size and orientation is dependent on the angle between the two parts of the channel, φ, and the angle at the arc of curvature, Ψ. The angle at the arc of curvature becomes more important if it is below 90°.
The purpose is to introduce a high dislocation density without any change in the cross-sectional dimensions.
Fig. 2 – The principle of ECAP including an X, Y, and Z coordinate system.

PRODUCTION METHODS – ECAP: φ=90°, Ψ=20°, RT • The grain colours denote the orientation of
the individual grains.• Black lines denote low-angle boundaries
where the misorientations are between 2° and 15°.
• Red lines denote high-angle boundaries where the misorientations are >15°.
Fig. 3 - Microstructures in high purity Al in (a) and (b)–(g) after processing by ECAP.
60μm 10μm 10μm
10μm 10μm 2μm
After the first pass there is an array of elongated subgrains but thereafter the microstructure gradually evolves into arrays of reasonably equiaxed grains separated by boundaries having high-angles of misorientations.It is also possible to notice that since the lattice structure of adjacent grains differs in orientation, it requires more energy for a dislocation to change directions and move into the adjacent grain.

PRODUCTION METHODS - HPT
High pressure torsion occurs when a thin sample disk is placed between two anvils, subjected to a pressure P and then torsionally strained through rotation of either the lower or upper anvil.
Constrained HPT: sample placed in cavity in lower anvil preventing lateral flow.
Unconstrained HPT: anvils are flat and material flows outward during processing.
Quasi-constrained HPT: sample disk contained in depressions on both upper and lower anvils allowing for limited outward lateral flow during processing.
Fig. 4 – The principle of HPT.

PRODUCTION METHODS - HPT
Thus, the two parameters, i.e. a number of turns applied to the disk, N, and a magnitude of the imposed pressure, P, are important in the HPT process.
• Applied pressure reduces diffusion rate and facilitates grain refinement and hardening.
• Imposed Von Mises Strain Ɛeq:
where N is the number of turns of torsional straining, r is the distance measured from the centre of the disk, and h is the initial height or thickness of the sample.
Thus, the strain varies across the disk with its maximum value at the outer edge and a value of 0 at the centre where r=0.
,

PRODUCTION METHODS – HPT: 6.0GPa, RT
Fig. 5 – Microstructures in a Cu–0.1% Zr alloy after processing by HPT through (a) 1 turn and (b) 5 turns.
2μm 2μm
2μm 2μm
It is apparent in Fig. 5(a) that there is an inhomogeneous microstructure after processing through one turn with average grain sizes measured as 580 nm in the central region and 410 nm near the edge.
After five turns the microstructure is more equiaxed and the grain size is 500 nm in the center and 410 nm at the edge.
This suggests the microstructure remains reasonably constant at the edge but there is continuous grain refinement in the central region.Thus, with more turns it’s possible to achieve an homogeneous condition.
(a) (b)

PROPERTIES AFTER SPD PROCESSING
HIGH STRENGTH
For all alloys, the proof stress increases sharply in the first pass but thereafter there is only a minor additional increase up to a maximum of 8 passes.
Fig. 6 - The increase in proof stress with increasing numbers of ECAP passes for a range of commercial aluminum alloys.

PROPERTIES AFTER SPD PROCESSING
SUPERPLASTIC PROPERTIES
A second important property is the ability to achieve superplastic properties when testing in tension at elevated temperatures.These properties can be achieved only when the grain size remains ultrafine at the high temperatures which are needed for diffusion-controlled superplastic flow.
Fig. 7 - Exceptional superplasticity in an extruded ZK60 magnesium alloy processed by ECAP for 2 passes and then tested in tension at
473 K: the elongation of 3050% is the highest elongation recorded to date in any magnesium-based alloy processed under any conditions.

SUMMARY OF SPD
Using severe plastic deformation it’s possible to achieve:
significant grain refinement of coarse-grained materials;
arrays of equiaxed grains having sizes within the submicrometer range;
grains separated by boundaries having high angles of misorientation;
reasonable levels of homogeneity;
in order to have high strength materials at room temperature and superplastic
properties at high temperatures.

APPLICATIONS
Nanomaterials are used in specialist applications due to the high production and processing costs. Applications such as: biomedical use in cranial drill bits and precision cutting tools; aerospace and aeronautics are also popular fields of use; materials which can cope with extreme environmental conditions such as the corrosive
properties of sea water and large imposed frictional forces experienced by aeroplanes and spaceships;
electronics such as nano-chips and nanotechnology; high performance sport equipment.

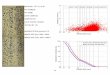
APPLICATIONSThis diagram demonstrates that these UFG materials will probably find major applications under extreme environmental conditions and where the required properties are unusually severe.
Fig. 8 - The innovation potential as a function of material strength showing the use of strong materials in extreme
environmental conditions.

REFERENCES
Extreme grain refinement by severe plastic deformation: A wealth of challenging science – Y. Estrin, A. Vinogradov
Advances in ultrafine-grained materials – Yi Huang, Terence G. Langdon

THANK YOUFOR THE ATTENTION

GLOSSARYMicrostructural parameter: a physical and measurable factor of the microstructure of the material defining and affecting a set of conditions.
Mechanical properties: a property that involves a relationship between stress and strain or a reaction to an applied force. They refer to how materials deform (elongate, compress, twist) or break as a function of applied load, time, temperature, and other conditions.
Systematically altered: to change the microstructure in order to achieve a particular set of results.
Fast fracture: a phenomenon in which a flaw (such as a crack) in a material expands quickly, and leads to catastrophic failure of the material.
Superplastic flow: a state in which solid crystalline material is deformed well beyond its usual breaking point, usually over about 200% during tensile deformation.
Intragranular slip: movement of grains in relation to one another (movement by slipping).
Coarse-grained material: a material made up of relatively large parts or particles (large grains).

GLOSSARYMonotonic loading: imposed stress having the property either of never increasing or of never decreasing as the values of the independent variable.
Cyclic loading: frequently encountered in rotating machinery where a bending moment is applied to a rotating part.
Infinitesimally small: indefinitely or exceedingly small.
Yield stress: it is defined in engineering and materials science as the stress at which a material begins to deform plastically.
Fig. 1 - Stress and strain diagram.1.True Elastic Limit2.Proportionality Limit3.Elastic Limit or Yield Strength4.Offset Yield Strength

GLOSSARYSteady-state: condition which does not change over time.
Deposition techniques: are special bottom up processes used to produce nano or ultrafine grain materials exploiting chemical or physical reactions.
Billet: cylindrical sample.