Embed Size (px)
Citation preview
Emerging Cutting Tool Materials for Improving
Performance of Machining DEPARTMENT OF MECHANICAL ENGINEERING
HALDIA INSTITUTE OF TECHNOLOGY,HALDIA
PURBA MEDINIPUR-721657,WEST BENGAL
2016-2017
HALDIA INSTITUTE OF technology
Submitted by.SUJAY KUMAR PATARRegistration no.161030410026 of 2016-17Roll no.10312416004M.Tech ME sem-1

What Do We Use To Cut A Apple ?
Which Tool ?

Knife is Harder_(material property) Knife is Sharper_(design) It is used to cut, with easei.e. Approach Angle_(technique orMechanism)

What Do We Use To Cut Steel or Cast Iron orStainless Steel?
Tungsten Carbide – Since it’s harder than most of the materials. Diamond is hardest than all other materials

Introduction
Machining is accomplished by cutting tools. Cutting tools undergo high force and temperature and temperature
gradient. Tool life
Two aspects of design 1) Tool Materials2)Tool Geometry
Cutting fluids

Machining is the process of removing unwanted materials from work piece. The major drawback of this process is loss of material in the form of chips.
Material removal process
Conventional
Cutting Axisymmetric cutting
Pismatic cutting
AbrasiveBonded cutting
Loose cutting
Un-conventional
CHEMICAL AND ELECTRO-CHEMICAL
ENERGY BASED PROCESSES
THERMAL ENERGY BASED
PROCESSES
ELECTRICAL ENERGY BASED
PROCESSESMECHANICAL
ENERGY BASED PROCESSES
Turning*Drilling*BoringMilling*SawingShaping
Grinding*HoningSuper finishing
Lapping

Tool as index of progress of civilizationRough estimation of time(in year)
Cultural stages
Types of tools
1,000,000800,000100,00050,0008,000 B.C5,500 B.C3,000 B.C1,400 B.C
Pre-Palaeolkthic
Lower-Palaeolithic
Middle –Paleolithic
Upper PalaeoithicMesolithic
NeolithicBronze AgeIron Age
StonesStones with chopping toolsTransinding bending of ancient tool typesBades,files fine flakesAgricultural implementations & animal domesticationUse of bronze elementsUses of metal and beginning of modern cutting tools.
Increase in productivity(MRR) with progress of cutting tool materials
What is Common in this Process?
TurningMilling
DrillingGrinding
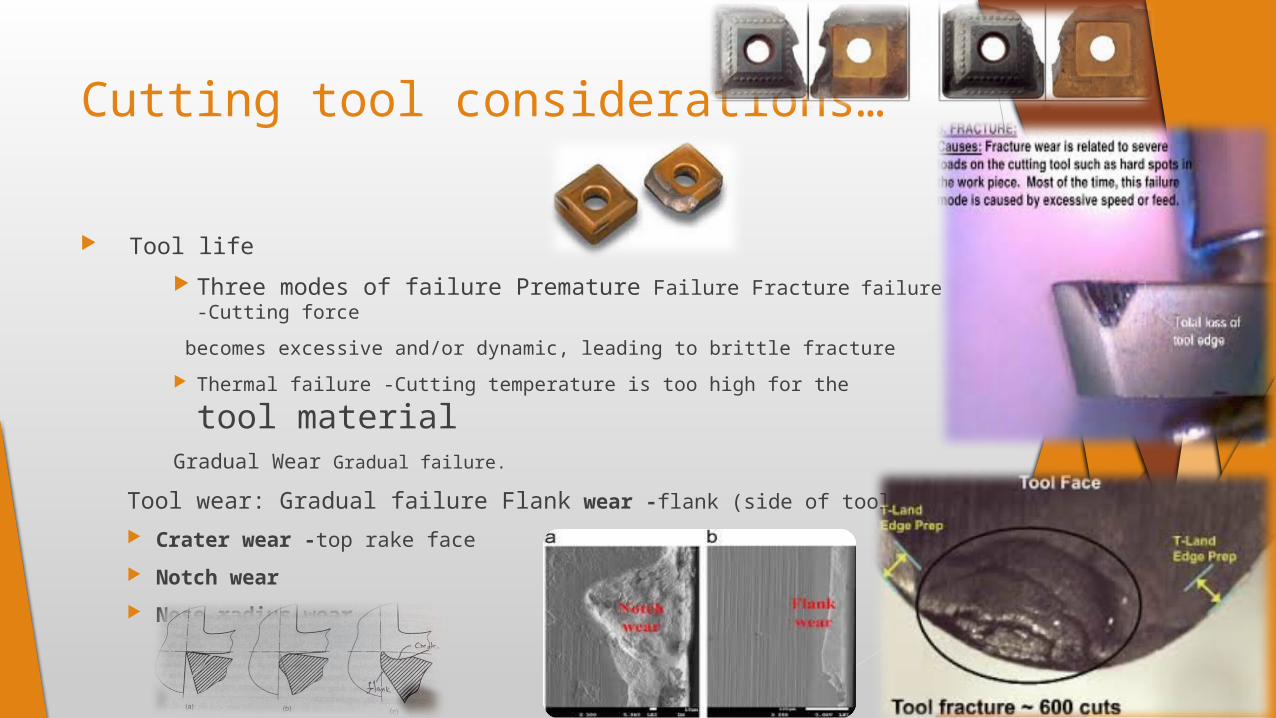
Cutting tool considerations…
Tool life Three modes of failure Premature Failure Fracture failure -Cutting force becomes excessive and/or dynamic, leading to brittle fracture Thermal failure -Cutting temperature is too high for the tool
material Gradual Wear Gradual failure.
Tool wear: Gradual failure Flank wear -flank (side of tool) Crater wear -top rake face Notch wear Nose radius wear

Manufacturing TechnologyMachining requirements
The blank and the cutting tool are properly mounted (in fixtures) and moved in a powerfuldevice called machine tool enabling gradual removal of layer of material from the worksurface resulting in its desired dimensions and surface finish. Additionally someenvironment called cutting fluid is generally used to ease machining by cooling andlubrication.
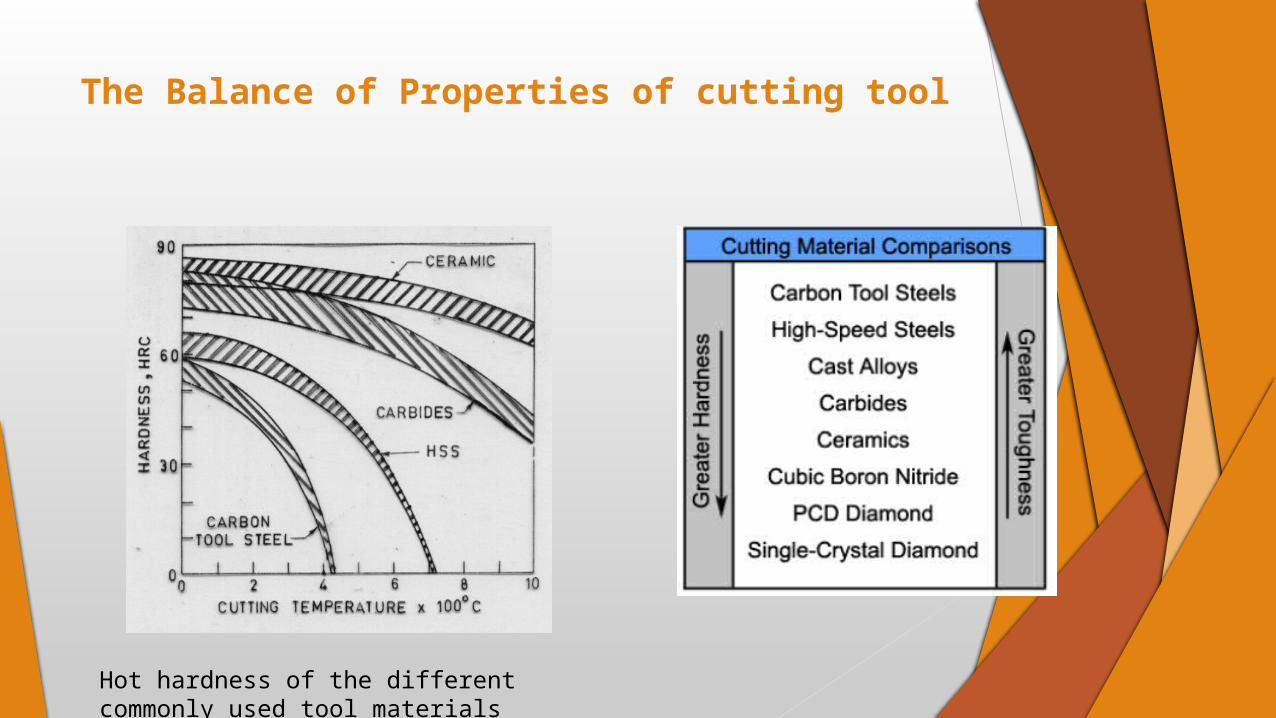
The Balance of Properties of cutting tool
Hot hardness of the different commonly used tool materials
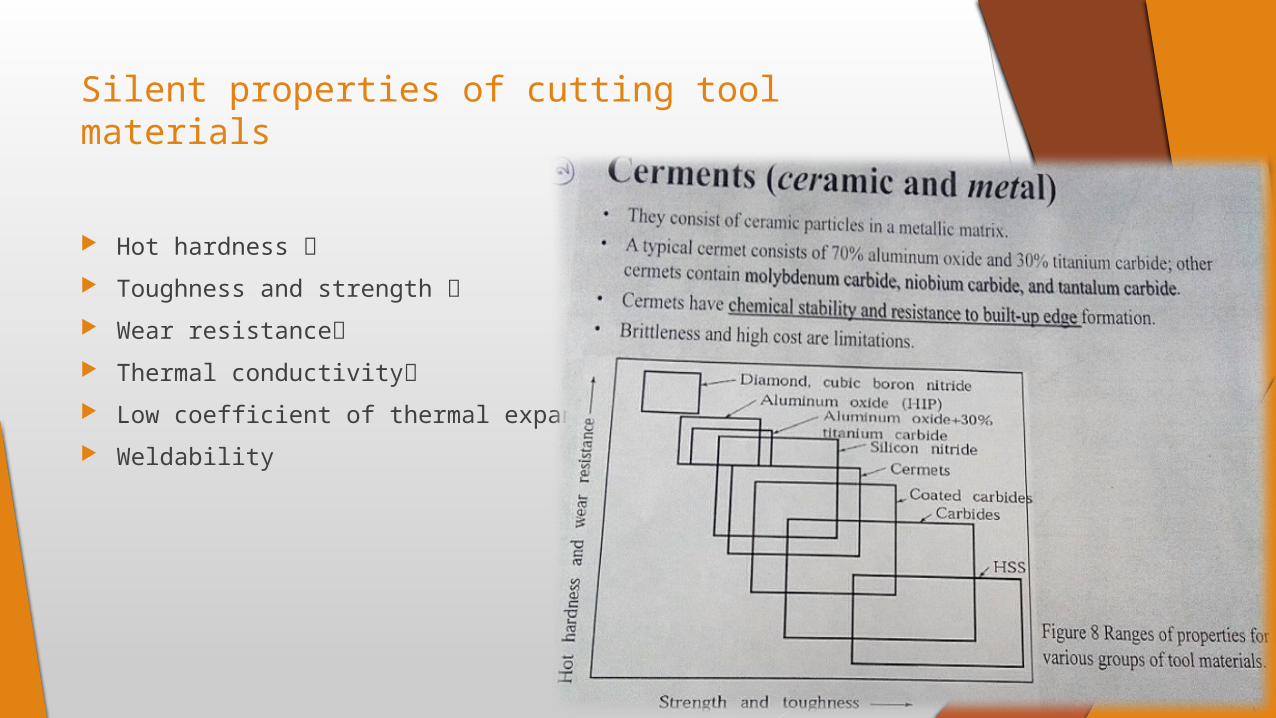
Silent properties of cutting tool materials
Hot hardness Toughness and strength Wear resistance Thermal conductivity Low coefficient of thermal expansion Weldability

1)Carbon Steels
It is the oldest of tool material. The carbon content is 0.6~1.5% with small quantities of silicon,
chromium, manganese, and vanadium to refine grain size. Maximum hardness is about HRC 62.
This material has low wear resistance and low hot hardness. The use of these materials now is verylimited.

1)HSS
HSS
T type C%-0.75W%-18Cr%-4V%1
M type
C%-0.8W%-4
Mo%-8,V%-1.2Cr%-5
18-4-1

2)Carbide tools

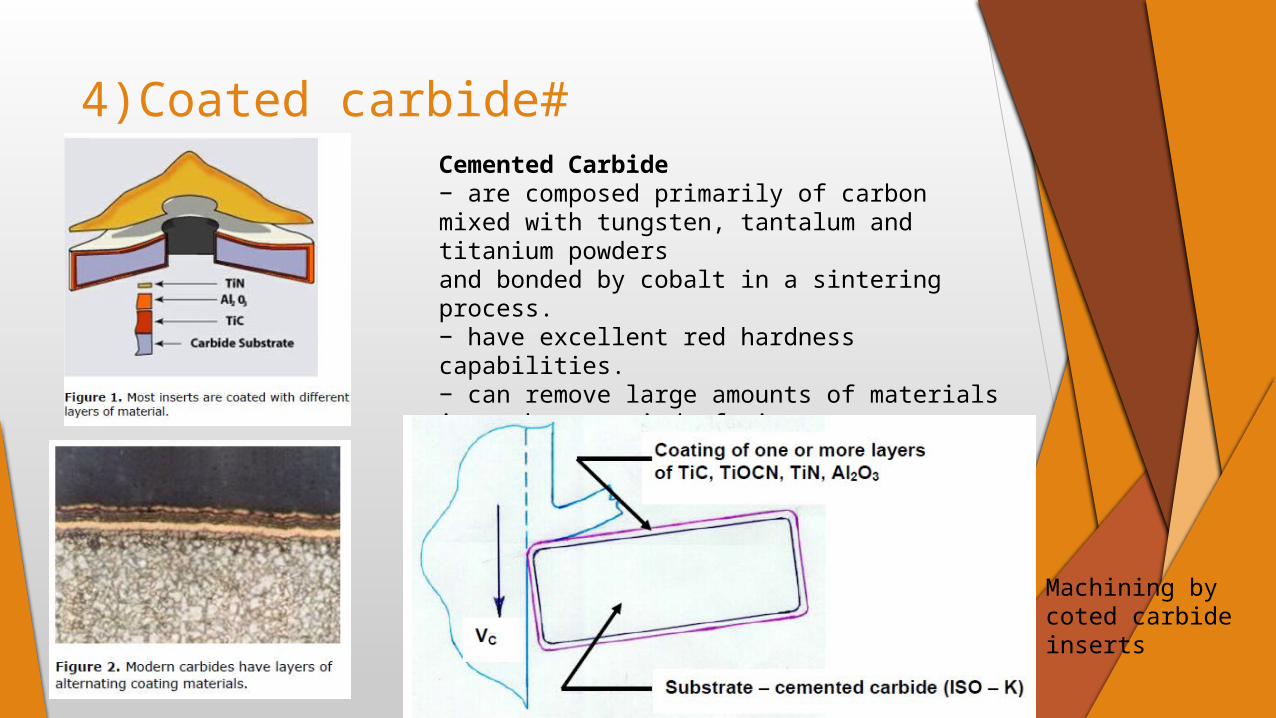
4)Coated carbide#Cemented Carbide− are composed primarily of carbon mixed with tungsten, tantalum and titanium powdersand bonded by cobalt in a sintering process.− have excellent red hardness capabilities.− can remove large amounts of materials in a short period of time.− are capable of CS 3−4 times greater than HSS cutting tools.
Machining by coted carbide inserts
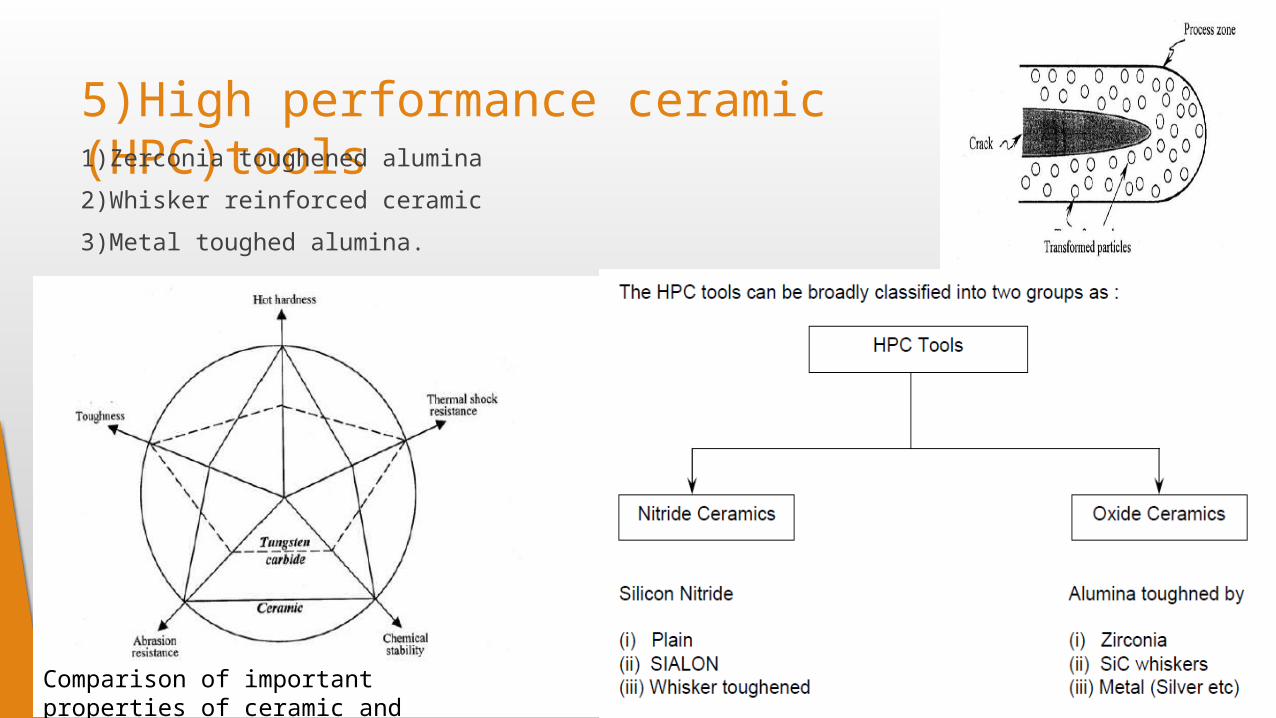
5)High performance ceramic (HPC)tools1)Zerconia toughened alumina2)Whisker reinforced ceramic3)Metal toughed alumina.
Comparison of important properties of ceramic and tungsten carbide
5)Cermet's=cer(ceramic)+met(metal)The favourable cermets include TiC ,TiN,TiCN
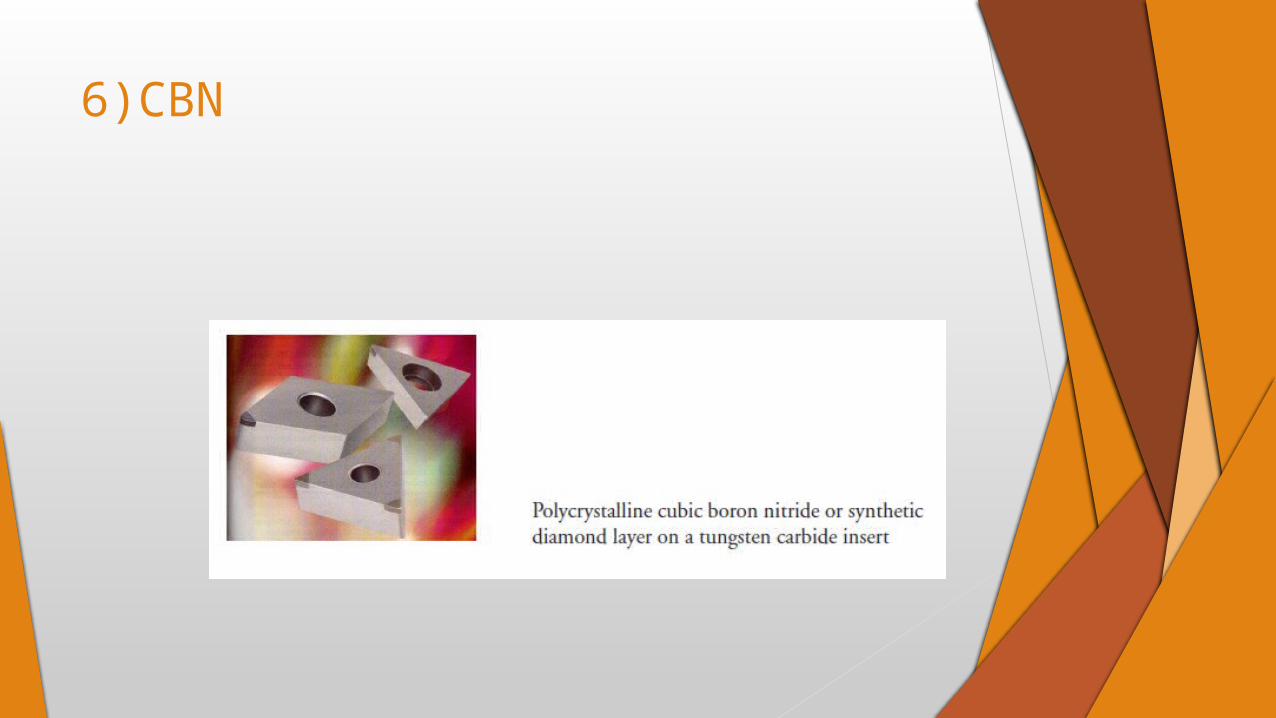
6)CBN

Diamond

Polycrystalline Diamond ( PCD )
unique PCD also suffers from some limitations like : • High tool cost • Presence of binder, cobalt, which reduces wear resistance and
thermal stability • Complex tool shapes like in-built chip breaker cannot be made • Size restriction, particularly in making very small diameter tools
The above mentioned limitations of polycrystalline diamond tools have been almost overcome by developing Diamond coated tools.

Diamond coated carbide tools
• Free from binder, higher hardness, resistance to heat and wear more than PCD and properties close to natural diamond
• Highly pure, dense and free from single crystal cleavage • Permits wider range of size and shape of tools and can be deposited
on any shape of the tool including rotary tools • Relatively less expensive

Future PossibilitiesFrom the above discussion it is evident that continuous interest is there for developing new cutting tool materials to meet the challenge of aerospace age.The following ideas appear t have some relevance to possible new material concepts:1.Thermo mechanical treatments2.Industry point of view cost and time benefits.2.Internal oxidations to produce small (10 nm) hard particle3.Multi phase material with each phase interconnected produced.4.Directional solidification of cast tool materials ,and casting technique.5.Continues and extended application of the composite concept- It is seen that there are many existing new possibilities for future improvement of cutting tool material capability.

THANK YOU