Embed Size (px)
Citation preview

#glexyzwhitepapers
New Approach to Complex Design Recipient Development
Keywords: thickness optimization, viscoelastic materials, virtual prototyping, material reduction
The optimization of a pre-mold shape led to a significantly more uniform thickness and to an 11%
material reduction.
In the recipient industry, whether it is plastic or glass based, manufacturers
often face the challenge of building new recipients with complex designs,
material restrictions and a very tight time-to-market.
Fulfilling such demands requires very high costs, especially due to the trial-
and-error nature of the mold building steps that necessarily happen in most
cases.
One of the available tools that can help this industry to solve these issues is
the CAE – Computer Assisted Engineering – software, which allows the
engineers to build virtual models of the products and of the manufacturing
process. The use of this type of tools eliminates material costs, besides
reducing greatly the timeframe between each mold iteration.
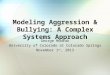
Figure 1 represents the thickness distribution achieved in the final form, where
it can be seen that, aside from the bottom and the neck, the bottle structure
has a very uniform thickness.
The two figures shown below represent the result of the pre-form mold
optimization of a glass bottle. These particular figures express the effort to
achieve the lowest variation possible in the bottle thickness and get it within
the predefined range of thicknesses.
Figure 2 shows a histogram of the percentage of how much of the bottle’s structure falls into a certain
thickness dimension range, and it clearly shows that most of it fits into a very small range.
The pre-form whose histogram is represented in figure 2 also had about an 11% reduction in material
quantity compared to the pre-form that matches the histogram of figure 3.
The model features for solving this problem include modelling the glass as a non-newtonian fluid, with a very
large density and an elasto-shear-thinning behavior. The forces imposed on the material are, in the first stage,
the gravity, and then the blowing pressure, in order to expand the material to the final mold’s wall.
Figure 1
Figure 3 Figure 2