Embed Size (px)
Citation preview

HYDROKOTE – N3HYDROKOTE – N3HVOF CARBIDE COATING HVOF CARBIDE COATING
For Hydro turbine components For Hydro turbine components
Spraymet Surface Technologies Pvt Ltd Spraymet Surface Technologies Pvt Ltd Bangalore and Pune Bangalore and Pune [email protected]@gmail.com

Hydro turbine tribology Hydro turbine tribology
Hydro turbine and under water parts undergo severe :Hydro turbine and under water parts undergo severe :
SILT EROSION AND CAVITATION SILT EROSION AND CAVITATION
To resist these severe conditions we can adopt any or combination To resist these severe conditions we can adopt any or combination following technologies following technologies
• Higher grade material Higher grade material • Weld Hardfacing Weld Hardfacing • Nitriding Nitriding
• HVOF carbide coating HVOF carbide coating • Poly Urethane type coatingsPoly Urethane type coatings

COMMON SURFACE TREATMENT METHODSCOMMON SURFACE TREATMENT METHODS VS HVOF in Hydro turbine applications VS HVOF in Hydro turbine applications
Plating – Hard chrome,Anodising, ENP etc Plating – Hard chrome,Anodising, ENP etc ( bath type proocess and non environment firendly) ( bath type proocess and non environment firendly)
Weld Cladding – MMAW, TIG, Weld Cladding – MMAW, TIG, ( hot Process and involves lot of distortion) ( hot Process and involves lot of distortion)
Gas Nitriding /Plasma nitriding Gas Nitriding /Plasma nitriding (needs nitradable steel and huge furnace size and can not be done in-situ)(needs nitradable steel and huge furnace size and can not be done in-situ)
Physical Vapor Deposition TechnologyPhysical Vapor Deposition Technology ( Not suitable for sever silt condition and huge furnace size and can not be done in-situ) \( Not suitable for sever silt condition and huge furnace size and can not be done in-situ) \
Thermal Spraying – HVOF : Popular option now. Thermal Spraying – HVOF : Popular option now. ( High Hardness ( Rc 72), Thcik coatings ( 500 mic and In-situ capability( High Hardness ( Rc 72), Thcik coatings ( 500 mic and In-situ capability) )

FacilityFacility
HVOF Spray Room HVOF Spray Room
Robotic HP/HVOFRobotic HP/HVOF

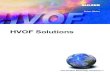
HVOF (High Velocity Oxygen Fuel) spray processHVOF (High Velocity Oxygen Fuel) spray process
The HP/HVOF spray process uses the high pressure (8-The HP/HVOF spray process uses the high pressure (8-10bar) combustion pressure of Oxygen and Fuel to 10bar) combustion pressure of Oxygen and Fuel to generate 3500 deg C heat and Mach 3 velocity generate 3500 deg C heat and Mach 3 velocity
The process creates a very high velocity >1200m/s The process creates a very high velocity >1200m/s
Propel the particles at supersonic speeds ~800- 1200m/sPropel the particles at supersonic speeds ~800- 1200m/s
High impact force results in Bond strength >10000PSI and High impact force results in Bond strength >10000PSI and porosity of less than 1 % porosity of less than 1 % ( almost dense like wrought material ) ( almost dense like wrought material )
SPRAYMETSURFACE COATING
7-8 schock diamonds in supersonioc flame
Sharp Hi velocity flame > 1200m/sec

PROCESS INSIGHT PROCESS INSIGHT
Process Flow Process Flow Coating Formation Coating Formation

Comparison of Thermal spray ProcessesComparison of Thermal spray Processes

HVOF carbide coating
Typical micrographTypical micrograph
Hardness 72 RC, 1 % porosity, > 10000PSI adhesion strength Hardness 72 RC, 1 % porosity, > 10000PSI adhesion strength

Evaluation of coatingsEvaluation of coatings
Micro Hardness HV 0.3 E 389Micro Hardness HV 0.3 E 389
Porosity ASTM 2109Porosity ASTM 2109
Micrograph 400X voids, oxides etcMicrograph 400X voids, oxides etc
Bond strength ASTM C 633Bond strength ASTM C 633
Bend test Bend test
Salt Spray Test ASTM B 117 Salt Spray Test ASTM B 117
Surface rough nessSurface rough ness

Reports and Documentation Reports and Documentation
Powder composition Powder composition ( WcCoCr 86/10/4 ) ( WcCoCr 86/10/4 )
Coating Hardness HV 0.3( On coupon) Coating Hardness HV 0.3( On coupon)
Bond test at IMR SingaporeBond test at IMR Singapore
Bend test ( at request ) ASTM B 571 Bend test ( at request ) ASTM B 571
Porosity test at NABL Lab Porosity test at NABL Lab
Silt Erosion test ( at request)Silt Erosion test ( at request)

Bend Test ReportBend Test Report

Adhesion Strength report as per Adhesion Strength report as per ASTM C 633 ASTM C 633

Porocity and Hardness ReportsPorocity and Hardness Reports

HVOF COATING OPTION FOR HARD Hydroturbine
Carbides Process Hardness Thickness Notes
Tungsten carbide/Cobalt 88/12 or 83/17
HVOF 1100 to 1350 HV 0.3
150-200 to Microns
Dense and hard Coatings wear, Applications for temperatures up to 450 Deg C
Tungsten carbide/Cobalt/Chromium86/10/4
HVOF 1100 HV to 1200 Hv 0.3
150-200 to Microns
Improved corrosion protection overWC-Co and WC-Ni.
Carbide Blends
*** Tungsten carbide+NiCrBSi50/50 , 65/35
HVOF 1000 to 1300 Hv 0.3
150-200 to Microns
A blend of Tungsten carbide and NiCrBSi for fretting wear, erosion, abrasion
Chrome carbide /NiCr (75/25)
HVOF 850-1100 HV 150-200 to Microns
Good and lower cost replacement for Hardchrome temp resistance 850 C
SPRAYMET HYDROKOTE –N3
NANO CARBIDE WITH HIGHER HARDNESS
HP/HVOF or HVAF
> 1200 -1400HV
500 mic Very dense and hard coatings easily finsihable to 0.4 ra

SPRAYMET HYDROKOTE -N3SPRAYMET HYDROKOTE -N3nano carbide coating for higher performance nano carbide coating for higher performance
Advantages : over traditional HVOF carbide Advantages : over traditional HVOF carbide
Nano carbides provide densest coating Nano carbides provide densest coating
Porosity < 0.6 % Porosity < 0.6 %
Hardness over 1300 HVHardness over 1300 HV
Option of Super finishsihing to 0.2 Ra Option of Super finishsihing to 0.2 Ra
Fully sealed with Phenolic sealer Fully sealed with Phenolic sealer

Hardness ComparisonHardness Comparison

Abrasion Comparison Abrasion Comparison

Salt Spray test results of Wc/Co/Cr HVOF coating Salt Spray test results of Wc/Co/Cr HVOF coating HVOF coatings sustain > 2000 Hrs ( sub sea applicaions ) HVOF coatings sustain > 2000 Hrs ( sub sea applicaions )
vs Hard Chrome 200 hrsvs Hard Chrome 200 hrs

Pelton turbine HVOF spray Pelton turbine HVOF spray stages stages
As received turbine Grit Blasted surface
HVOF coating in progress HVOF carbide 300/500mic thick


S P R A Y M E TS P R A Y M E T
ContactContactBangalore : Bangalore :
A 413, 9A 413, 9thth main, 2 main, 2ndnd stage, Peenya Indl Area,Bangalore 560058, stage, Peenya Indl Area,Bangalore 560058,Tel/Fax ; 080- 28364565 E mail : Tel/Fax ; 080- 28364565 E mail : [email protected]@gmail.com , ,
Pune : Plot 244, Sector 7 , PCNTDA, MIDC Bhosari , Pune Pune : Plot 244, Sector 7 , PCNTDA, MIDC Bhosari , Pune Tel : 8149046272Tel : 8149046272E mail : [email protected] E mail : [email protected]
Thank you Thank you
SPRAYMETSURFACE COATING