Embed Size (px)
Citation preview

1
Heat-Treatment Heat treatment is a method used to alter the
physical, and sometimes chemical properties of amaterial. The most common application ismetallurgical
It involves the use of heating or chilling, normally toextreme temperatures, to achieve a desired resultsuch as hardening or softening of a material
It applies only to processes where the heating andcooling are done for the specific purpose ofaltering properties intentionally
2
3
Metal Fabrication How do we fabricate metals?
Blacksmith - hammer (forged)
Molding - cast
Forming Operations
Rough stock formed to final shape
Hot working vs. Cold working• T high enough for • well below Tm
recrystallization • work hardening
• Larger deformations • smaller deformations
4
FORMING
roll
Ao
Adroll
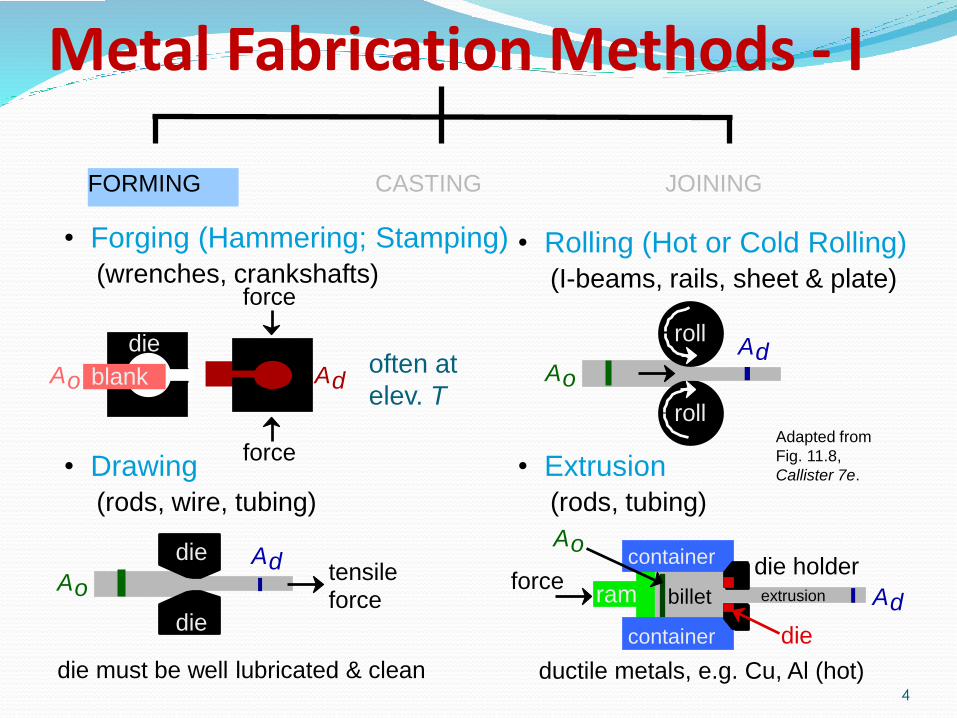
• Rolling (Hot or Cold Rolling)
(I-beams, rails, sheet & plate)
Ao Ad
force
die
blank
force
• Forging (Hammering; Stamping)
(wrenches, crankshafts)
often at
elev. T
Adapted from
Fig. 11.8,
Callister 7e.
Metal Fabrication Methods - I
ram billet
container
container
forcedie holder
die
Ao
Adextrusion
• Extrusion
(rods, tubing)
ductile metals, e.g. Cu, Al (hot)
tensile force
Ao
Addie
die
• Drawing
(rods, wire, tubing)
die must be well lubricated & clean
CASTING JOINING
5
plaster
die formed
around wax
prototype
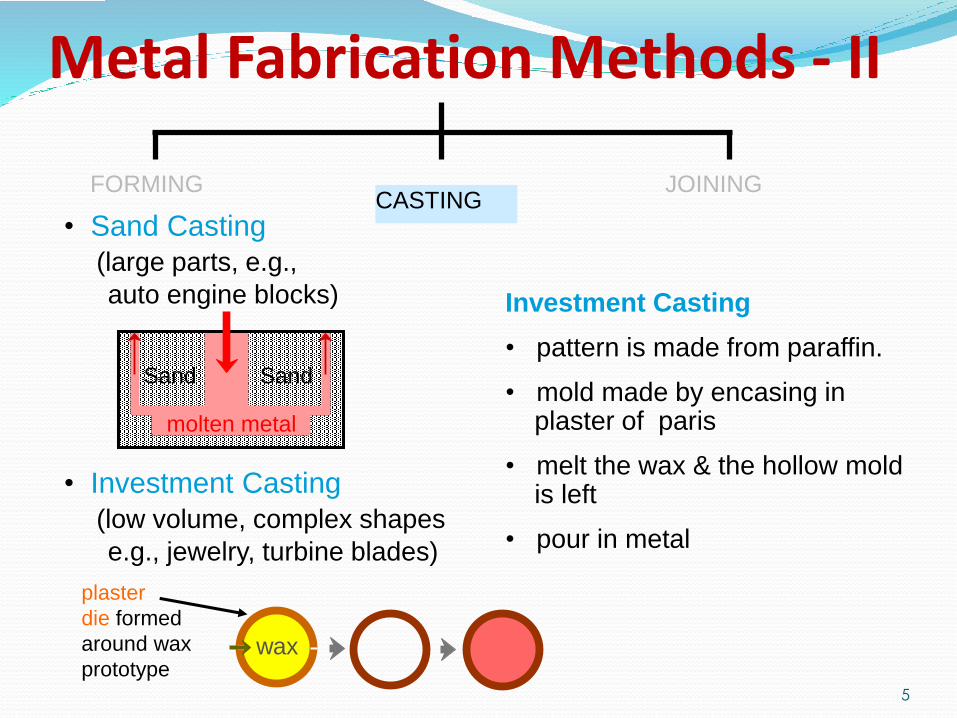
• Sand Casting
(large parts, e.g.,
auto engine blocks)
• Investment Casting
(low volume, complex shapes
e.g., jewelry, turbine blades)
Metal Fabrication Methods - II
Investment Casting
• pattern is made from paraffin.
• mold made by encasing in plaster of paris
• melt the wax & the hollow mold is left
• pour in metal
wax
FORMINGCASTING
JOINING
Sand Sand
molten metal
6
CASTING JOINING
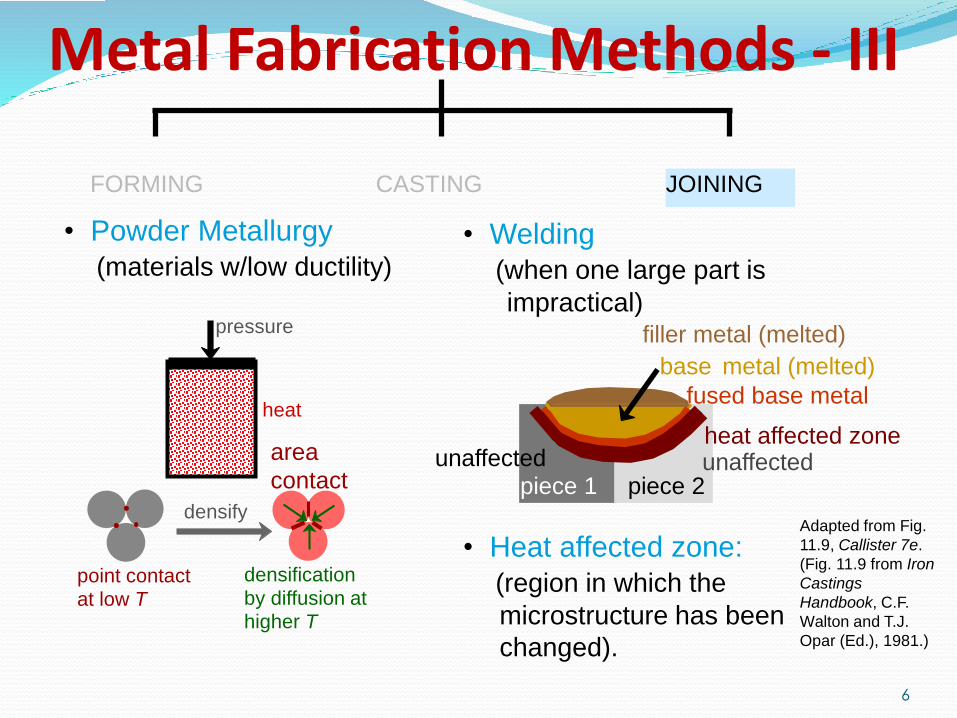
Metal Fabrication Methods - III
• Powder Metallurgy
(materials w/low ductility)
pressure
heat
point contact
at low T
densification
by diffusion at
higher T
area
contact
densify
• Welding
(when one large part is
impractical)
• Heat affected zone:
(region in which the
microstructure has been
changed).
Adapted from Fig.
11.9, Callister 7e.
(Fig. 11.9 from Iron
Castings
Handbook, C.F.
Walton and T.J.
Opar (Ed.), 1981.)
piece 1 piece 2
fused base metal
filler metal (melted)
base metal (melted)
unaffectedunaffectedheat affected zone
FORMING

7
Heat Treatment
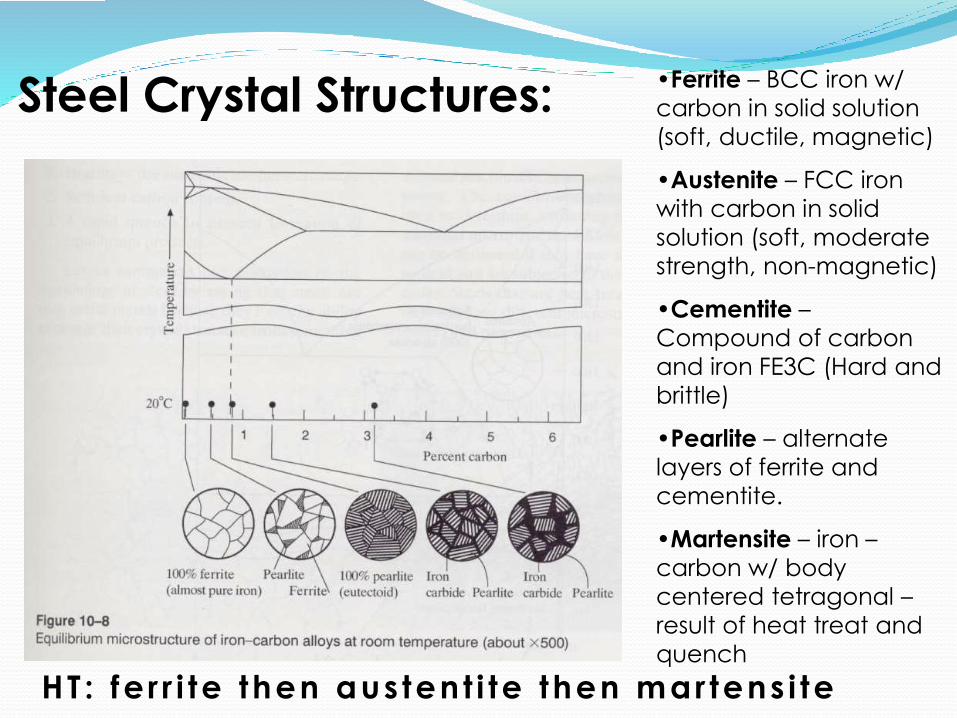
Steel Crystal Structures:•Ferrite – BCC iron w/
carbon in solid solution
(soft, ductile, magnetic)
•Austenite – FCC iron
with carbon in solid
solution (soft, moderate
strength, non-magnetic)
•Cementite –
Compound of carbon
and iron FE3C (Hard and
brittle)
•Pearlite – alternate
layers of ferrite and
cementite.
•Martensite – iron –
carbon w/ body
centered tetragonal –
result of heat treat and
quench
HT: fe r r i te then aus tent i te then mar tens i te
Review on Time-Temperature-Transformation (TTT)Curve
TTT diagram is a plot of temperature versus the logarithm of time for a steel alloy of definite composition.
It is used to determine when transformations begin and end for an isothermal heat treatment of a previously austenitized alloy
TTT diagram indicates when a specific transformation starts and ends and it also shows what percentage of transformation of austenite at a particular temperature is achieved.
9
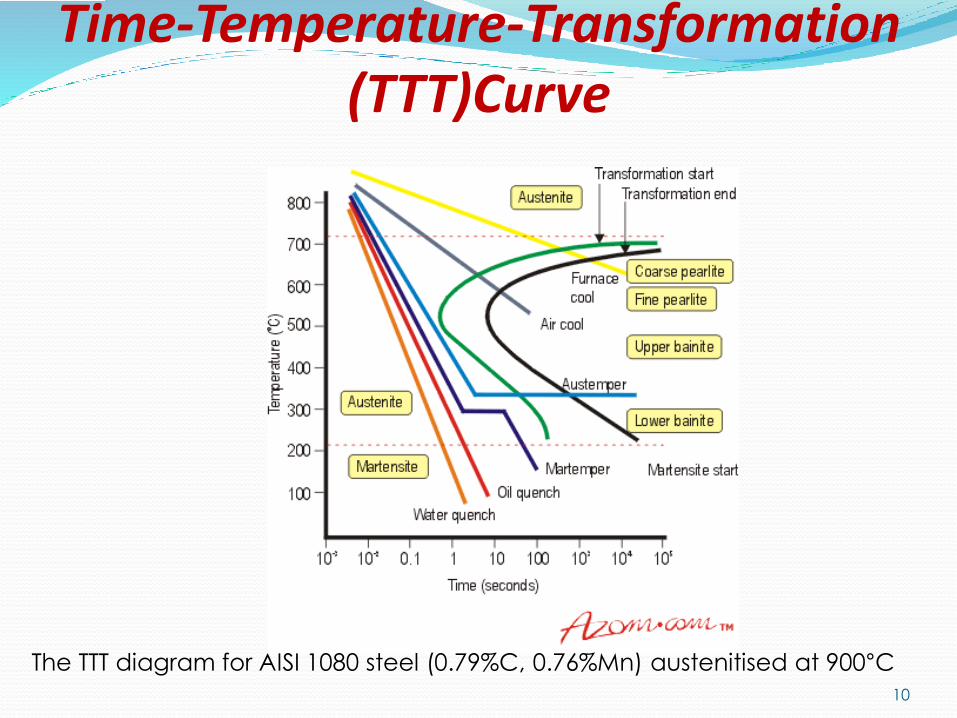
Time-Temperature-Transformation (TTT)Curve
The TTT diagram for AISI 1080 steel (0.79%C, 0.76%Mn) austenitised at 900°C
10
11
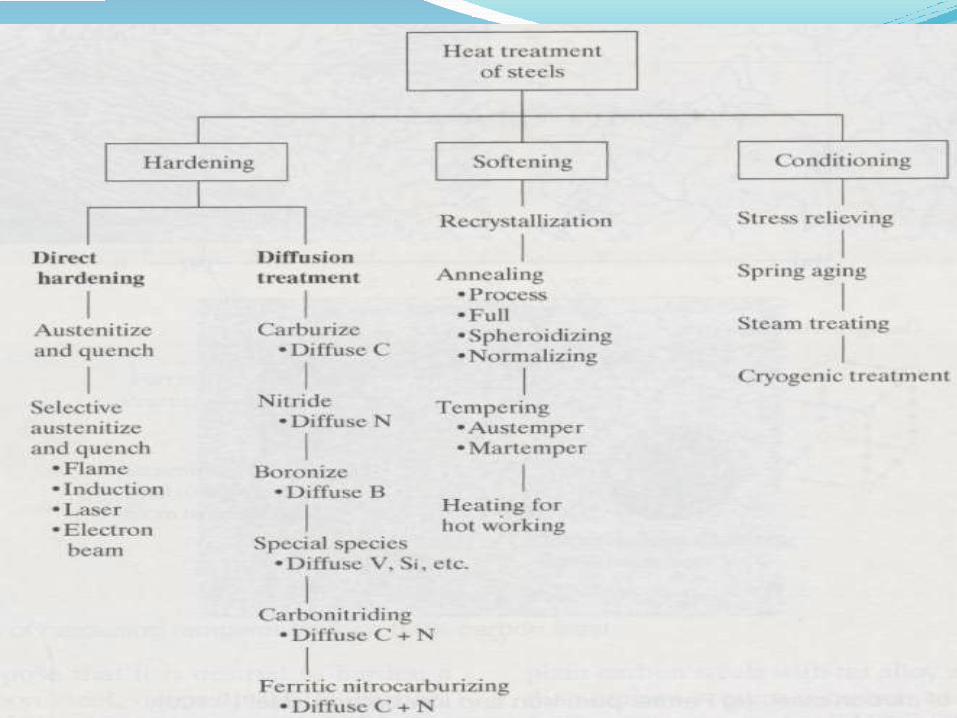
Types of Heat-Treatment (Steel)
Annealing / Normalizing,
Case hardening,
Precipitation hardening,
Tempering, and Quenching
12
Designer Alloys: Utilize heat treatments to design optimum microstructures and
mechanical properties (strength, ductility, ardness….)
Strength in steels correlates with how much martensite
remains in the final structure
Hardenability: The ability of a structure to transform to
martensite
Martensite
Has the Strongest microstructure.
Can be made more ductile by tempering.
Therefore, the optimum properties of quenched And tempered steel are realized if a high content of martensite is produced.
13
Problem:
It is difficult to maintain the same conditions throughout the entire volume of steel during cooling:
The surface cools more quickly than interior, producing a range of microstructures throughout.
The martensitic content, and the hardness, will drop from a high value at the surface to a lower value in the interior of the specimen.
14
Heat treatment of Steels
Heat Treatment:- Controlled heating and cooling of metals to alter their
physical and mechanical properties without changingthe product shape,
associated with increasing the strength of material,
alter certain manufacturability;
Improve machining,
improve formability, and
restore ductility after a cold working operation.
15
16
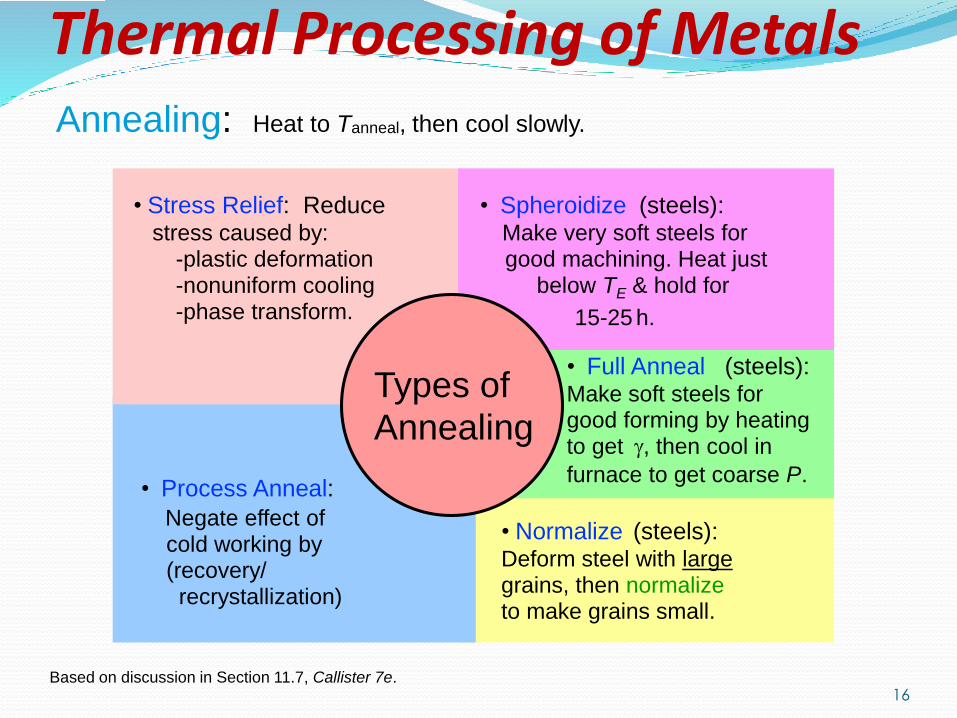
Annealing: Heat to Tanneal, then cool slowly.
Based on discussion in Section 11.7, Callister 7e.
Thermal Processing of Metals
Types of
Annealing
• Process Anneal:
Negate effect of cold working by (recovery/
recrystallization)
• Stress Relief: Reducestress caused by:
-plastic deformation -nonuniform cooling -phase transform.
• Normalize (steels): Deform steel with largegrains, then normalizeto make grains small.
• Full Anneal (steels): Make soft steels for good forming by heating to get g, then cool in
furnace to get coarse P.
• Spheroidize (steels): Make very soft steels for good machining. Heat just
below TE & hold for
15-25 h.
Decarburization during Heat Treatment
Decrease in content of carbon in metals is called Decarburization
It is based on the oxidation at the surface of carbon that is dissolved in the metal lattice
In heat treatment processes iron and carbon usually oxidize simultaneously
During the oxidation of carbon, gaseous products (CO and CO2) develop
In the case of a scale layer, substantial decarburization is possible only when the gaseous products can escape
17
Decarburization Effects The strength of a steel depends on the
presence of carbides in its structure
In such a case the wear resistance is obviously decreased
In many circumstances, there can be a serious drop in fatigue resistance
To avoid the real risk of failure of engineering components, it is essential to minimize decarburization at all stages in the processing of steel
18
Annealing Annealing: a heat treatment in which a
material is exposed to an elevatedtemperature for an extended time period andthen slowly/controlled cooled.
Annealing temperature and the control cooling rate depend on the alloy composition and the type of the annealing treatment.
Three stages of annealing
1. Heating to the desired temperature (austenite or Austenite-Cementite)
2. Holding or “soaking” at that temperature
3. Cooling, usually to room temperature 50 - 20 ºC/hr19
Types of Annealing
1. Stress-Relief Annealing (or Stress-relieving)
2. Normalizing
3. Isothermal Annealing
4. Spheroidizing Annealing (or Spheroidizing )
20
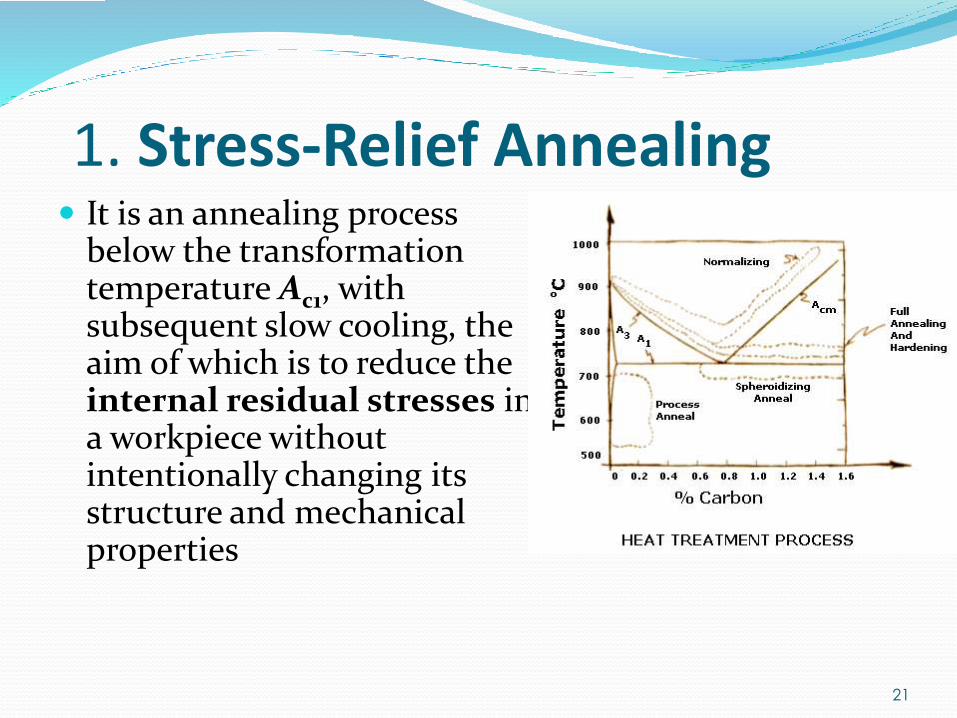
1. Stress-Relief Annealing It is an annealing process
below the transformation temperature Ac1, with subsequent slow cooling, the aim of which is to reduce the internal residual stresses in a workpiece without intentionally changing its structure and mechanical properties
21
Causes of Residual Stresses
1. Thermal factors (e.g., thermal stresses caused by temperature gradients within the workpiece during heating or cooling)
2. Mechanical factors (e.g., cold-working)
3. Metallurgical factors (e.g., transformation of the microstructure)
22
How to Remove Residual Stresses?
R.S. can be reduced only by a plastic deformation in the microstructure.
This requires that the yield strength of the material be lowered below the value of the residual stresses.
The more the yield strength is lowered, the greater the plastic deformation and correspondingly the greater the possibility or reducing the residual stresses
The yield strength and the ultimate tensile strengthof the steel both decrease with increasing temperature
23
Stress-Relief Annealing Process
For plain carbon and low-alloy steels the temperature to which the specimen is heated is usually between 450 and 650˚C, whereas for hot-working tool steels and high-speed steels it is between 600 and 750˚C
This treatment will not cause any phase changes, but recrystallization may take place.
Machining allowance sufficient to compensate for any warping resulting from stress relieving should be provided
24
Stress-Relief Annealing – R.S.
In the heat treatment of metals, quenching or rapid cooling is the cause of the greatest residual stresses
To activate plastic deformations, the local residual stresses must be above the yield strength of the material.
Because of this fact, steels that have a high yield strength at elevated temperatures can withstand higher levels of residual stress than those that have a low yield strength at elevated temperatures
Soaking time also has an influence on the effect of stress-relief annealing
25
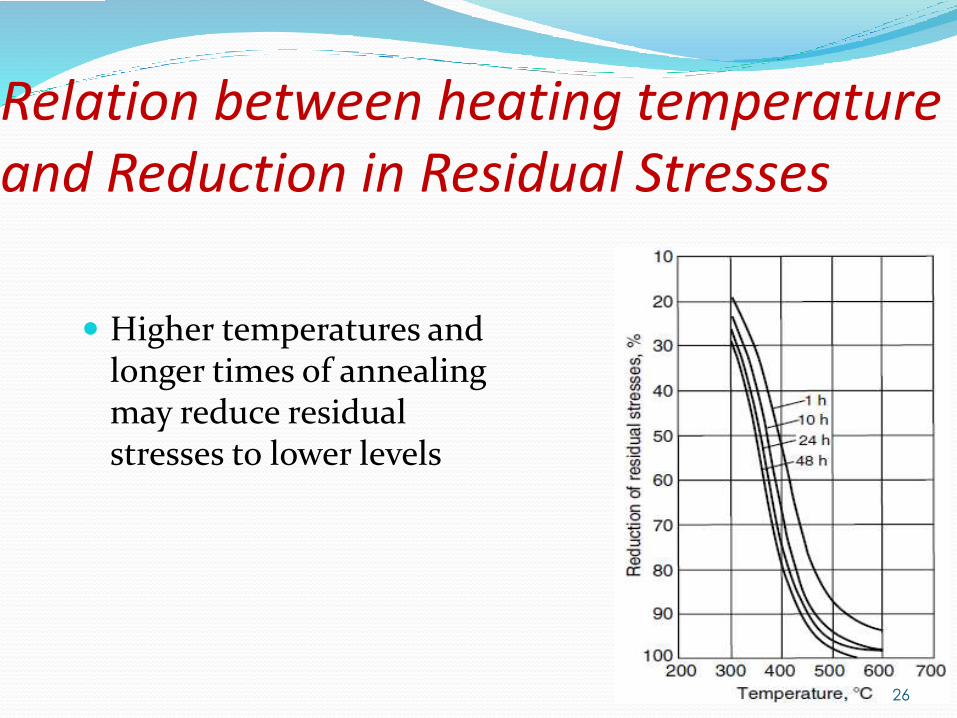
Relation between heating temperature and Reduction in Residual Stresses
Higher temperatures and longer times of annealing may reduce residual stresses to lower levels
26
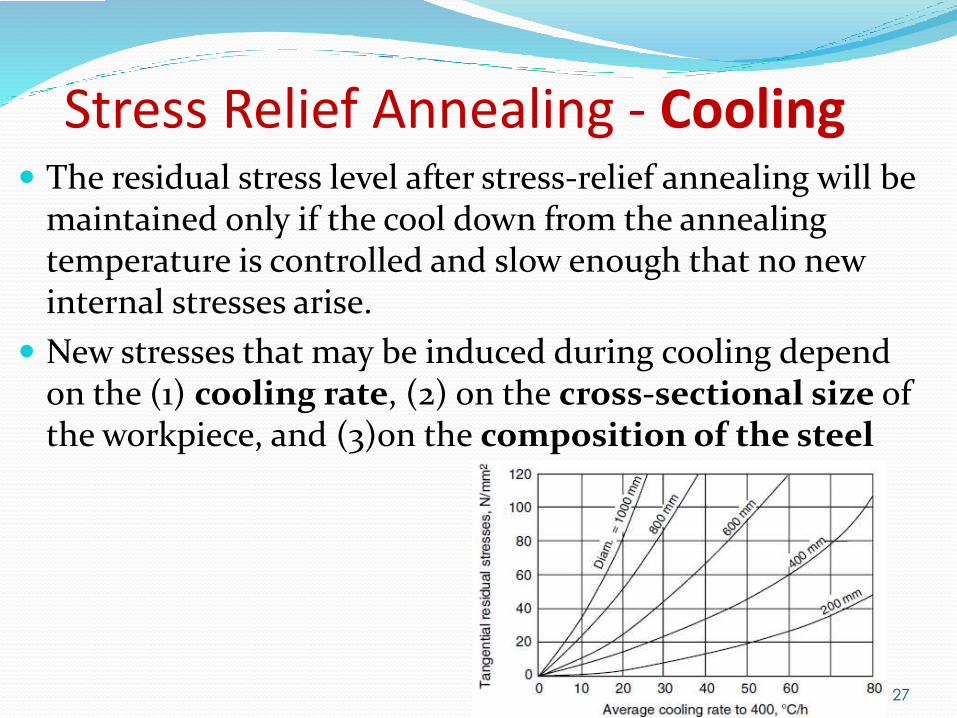
Stress Relief Annealing - Cooling The residual stress level after stress-relief annealing will be
maintained only if the cool down from the annealing temperature is controlled and slow enough that no new internal stresses arise.
New stresses that may be induced during cooling depend on the (1) cooling rate, (2) on the cross-sectional size of the workpiece, and (3)on the composition of the steel
27
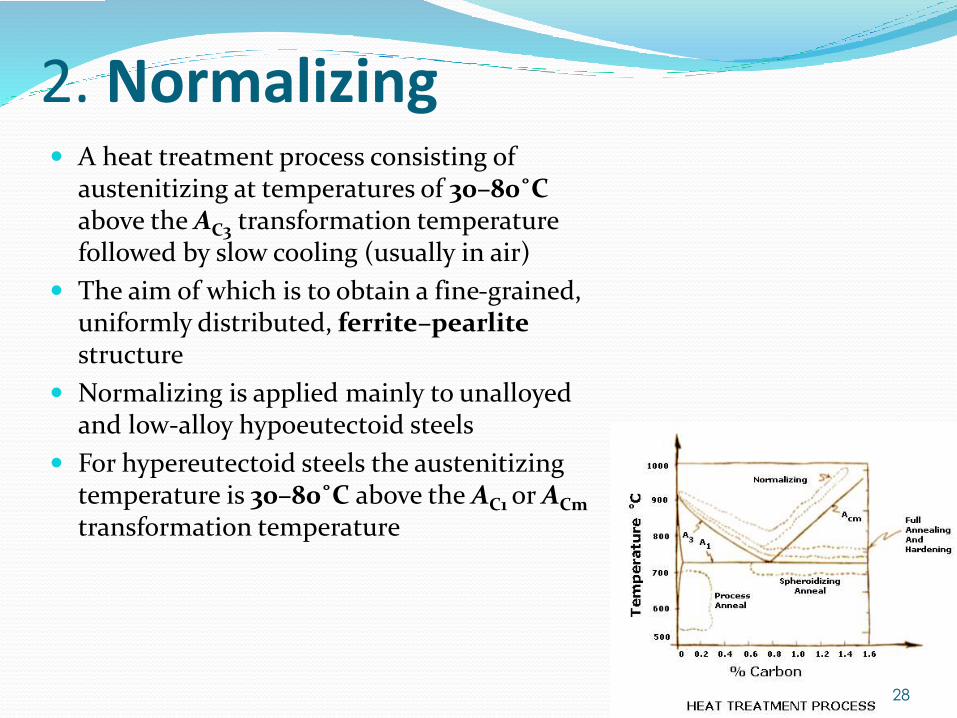
2. Normalizing A heat treatment process consisting of
austenitizing at temperatures of 30–80˚Cabove the AC3 transformation temperature followed by slow cooling (usually in air)
The aim of which is to obtain a fine-grained, uniformly distributed, ferrite–pearlitestructure
Normalizing is applied mainly to unalloyed and low-alloy hypoeutectoid steels
For hypereutectoid steels the austenitizing temperature is 30–80˚C above the AC1 or ACm
transformation temperature
28
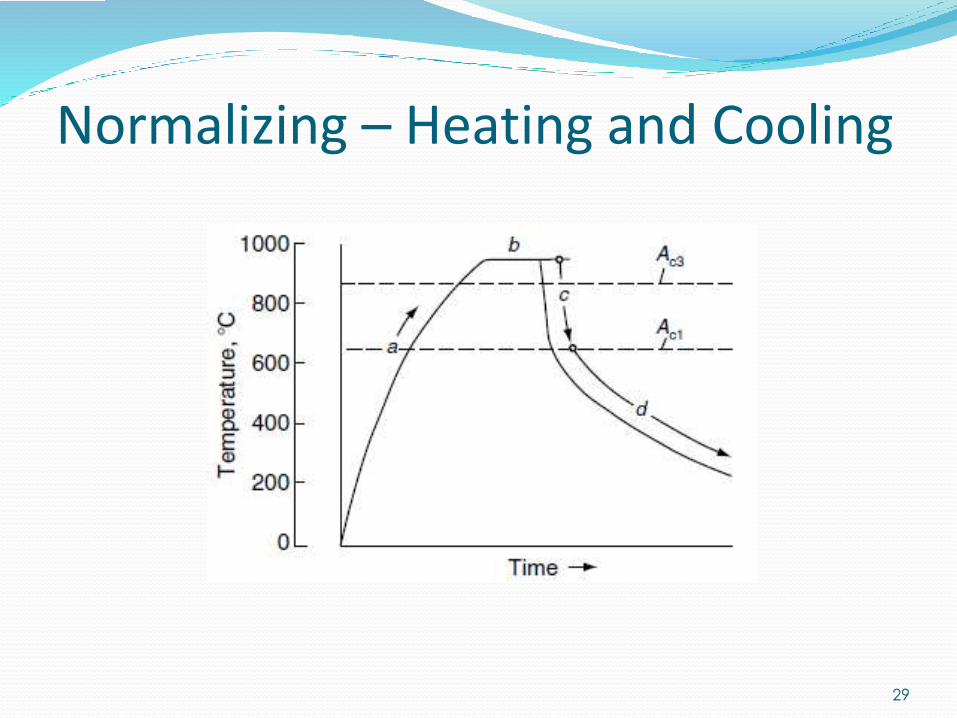
Normalizing – Heating and Cooling
29
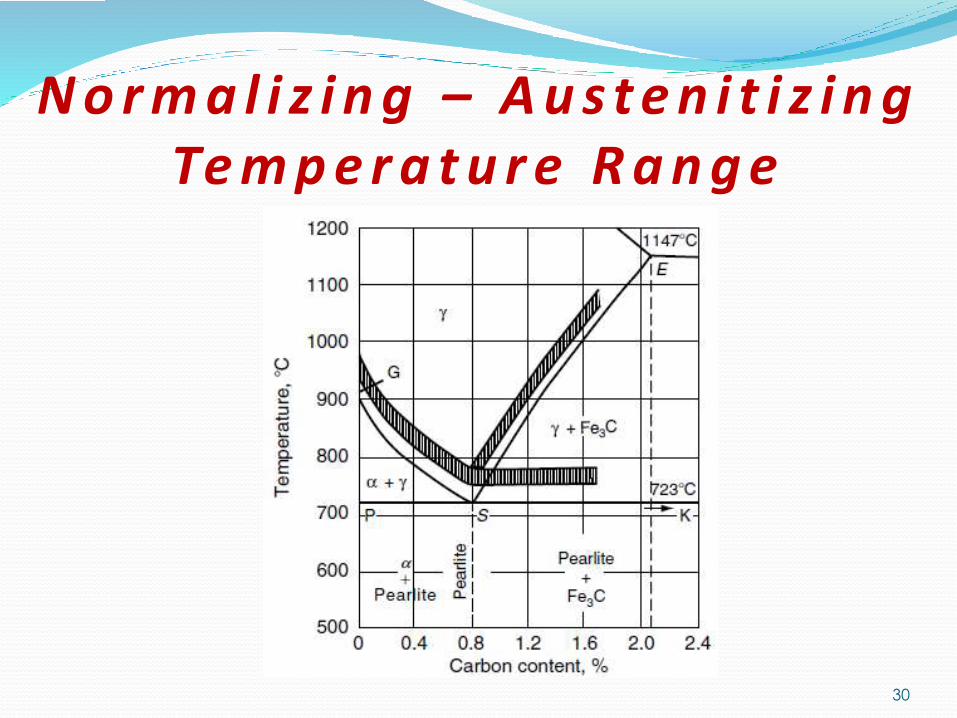
N o r m a l i z i n g – A u s t e n i t i z i n gTe m p e r a t u r e R a n g e
30
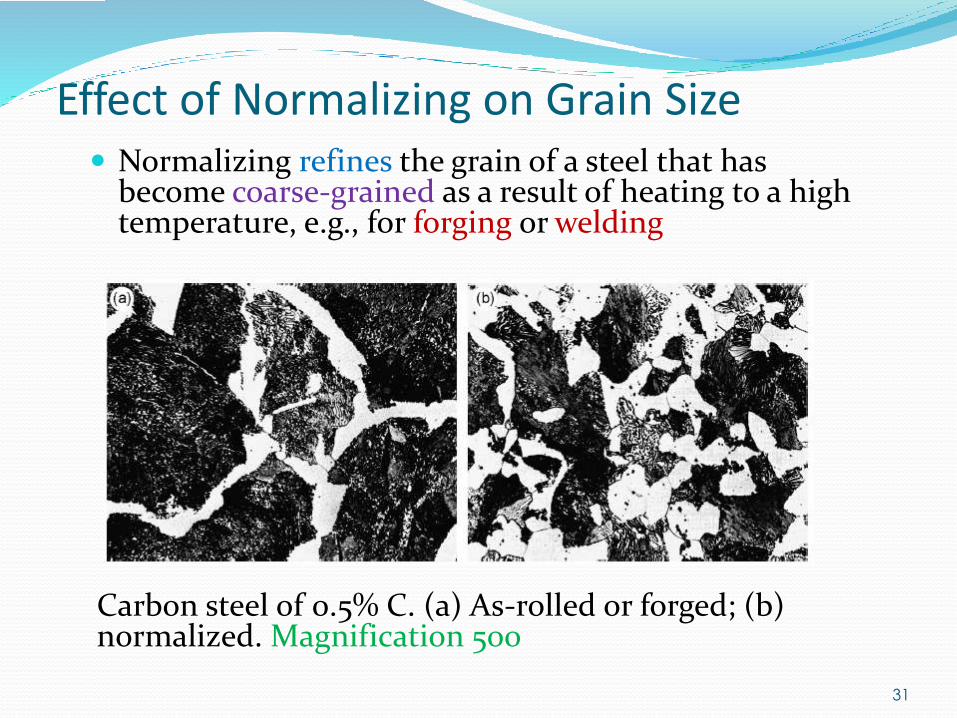
Effect of Normalizing on Grain Size Normalizing refines the grain of a steel that has
become coarse-grained as a result of heating to a high temperature, e.g., for forging or welding
Carbon steel of 0.5% C. (a) As-rolled or forged; (b) normalized. Magnification 500
31
Need for Normalizing
Grain refinement or homogenization of the structure by normalizing is usually performed either to improve the mechanical properties of the workpiece or (previous to hardening) to obtain better and more uniform results after hardening
Normalizing is also applied for better machinability of low-carbon steels
32
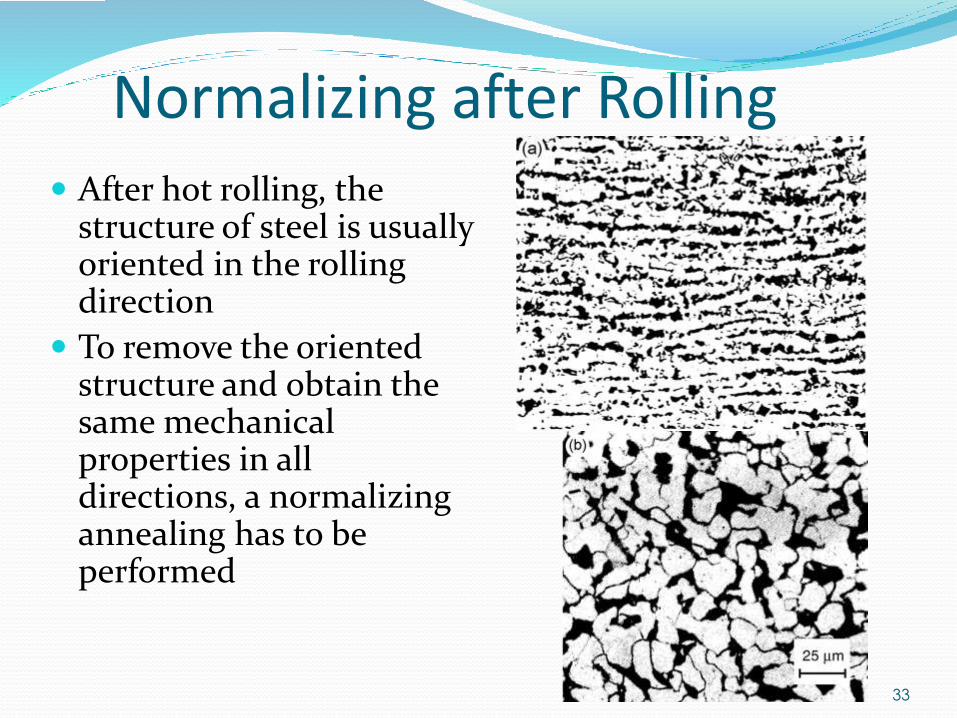
Normalizing after Rolling After hot rolling, the
structure of steel is usually oriented in the rolling direction
To remove the oriented structure and obtain the same mechanical properties in all directions, a normalizing annealing has to be performed
33
Normalizing after Forging
After forging at high temperatures, especially with workpieces that vary widely in crosssectional size, because of the different rates of cooling from the forging temperature, a heterogeneousstructure is obtained that can be made uniform by normalizing
34
Normalizing – Holding Time Holding time at austenitizing temperature may be
calculated using the empirical formula:
t = 60 + D
where t is the holding time (min) and D is the maximum diameter of the workpiece (mm).
35
Normalizing - Cooling Care should be taken to ensure that the cooling rate
within the workpiece is in a range corresponding to the transformation behavior of the steel-in-question that results in a pure ferrite–pearlite structure
If, for round bars of different diameters cooled in air, the cooling curves in the core have been experimentally measured and recorded, then by using the appropriate CCT diagram for the steel grade in question, it is possible to predict the structure and hardness after normalizing
36
3. Isothermal Annealing Hypoeutectoid low-carbon steels as well as
medium-carbon structural steels are often isothermally annealed, for best machinability
An isothermally annealed structure should have the following characteristics:
1. High proportion of ferrite
2. Uniformly distributed pearlite grains
3. Fine lamellar pearlite grains
37
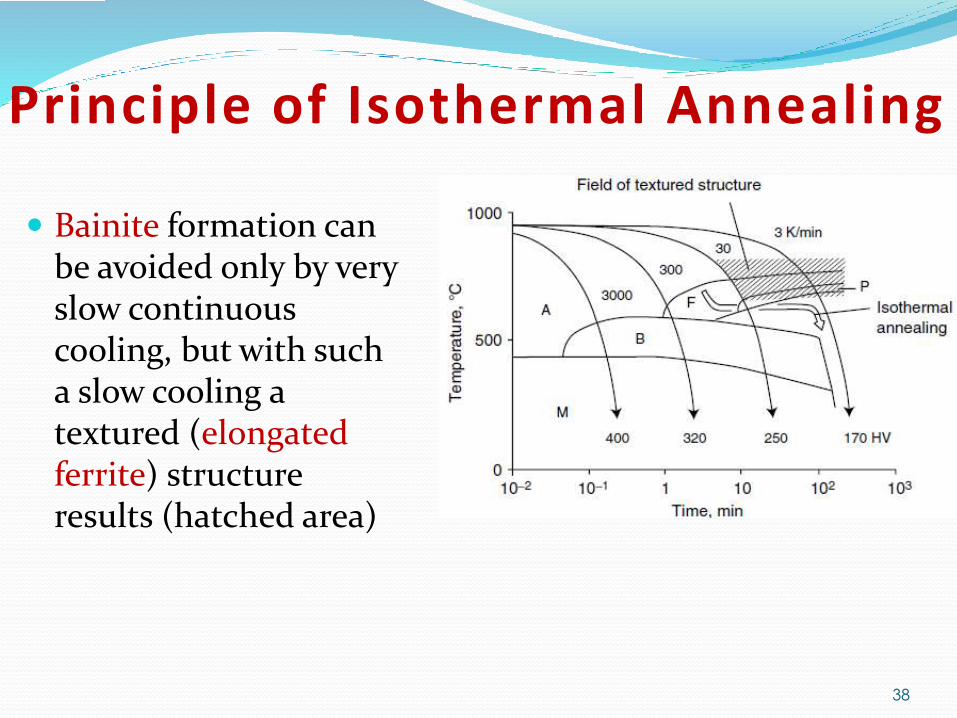
Principle of Isothermal Annealing
Bainite formation can be avoided only by very slow continuous cooling, but with such a slow cooling a textured (elongated ferrite) structure results (hatched area)
38
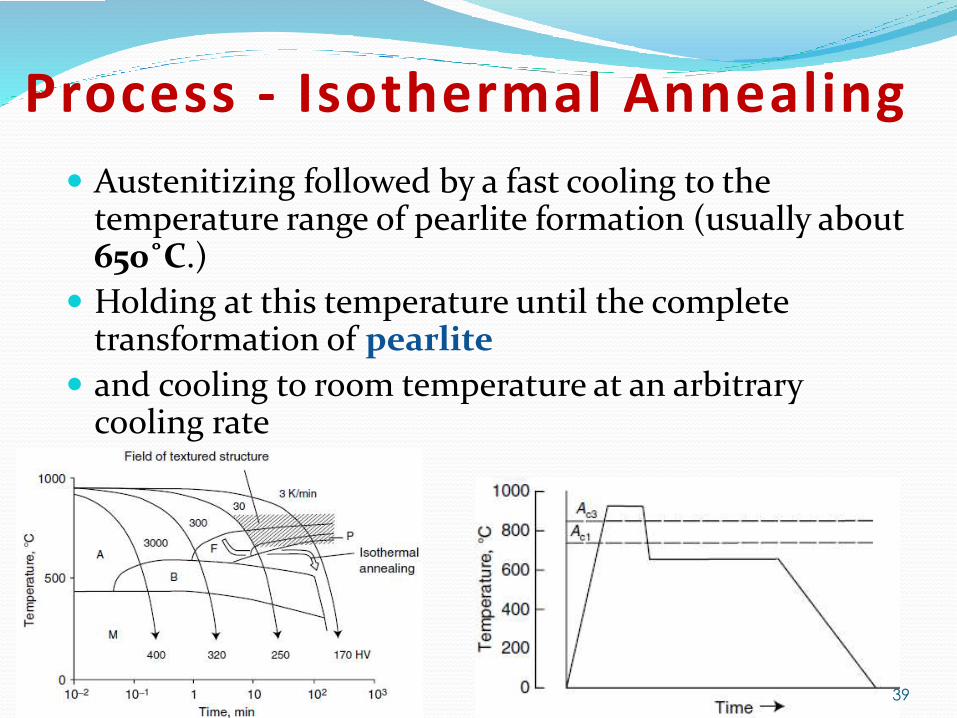
Process - Isothermal Annealing
Austenitizing followed by a fast cooling to the temperature range of pearlite formation (usually about 650˚C.)
Holding at this temperature until the complete transformation of pearlite
and cooling to room temperature at an arbitrary cooling rate
39
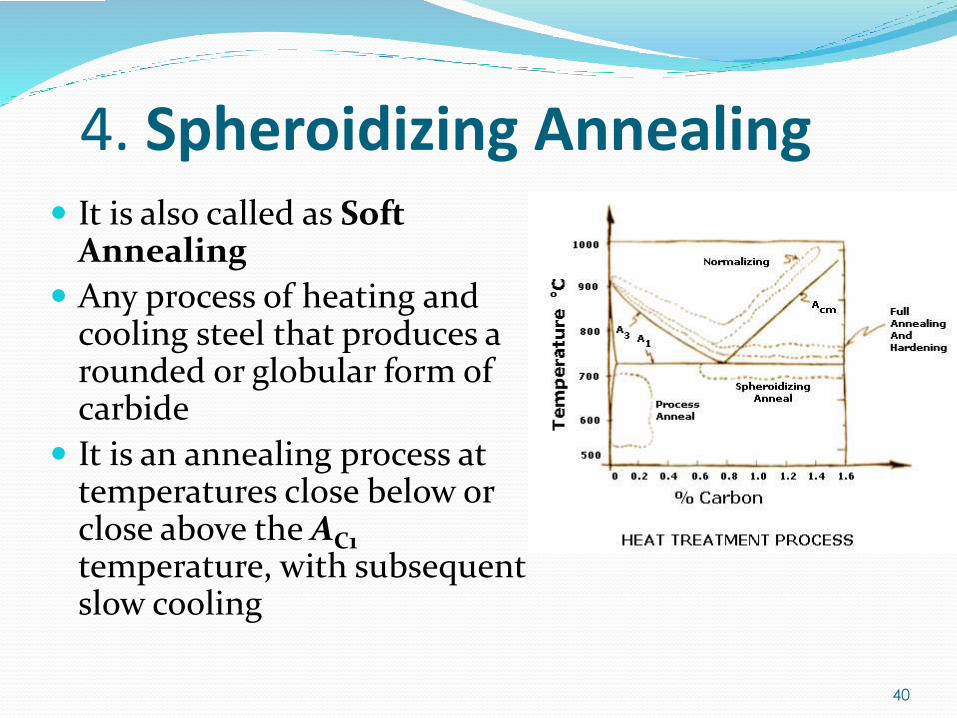
4. Spheroidizing Annealing It is also called as Soft
Annealing
Any process of heating and cooling steel that produces a rounded or globular form of carbide
It is an annealing process at temperatures close below or close above the AC1
temperature, with subsequent slow cooling
40
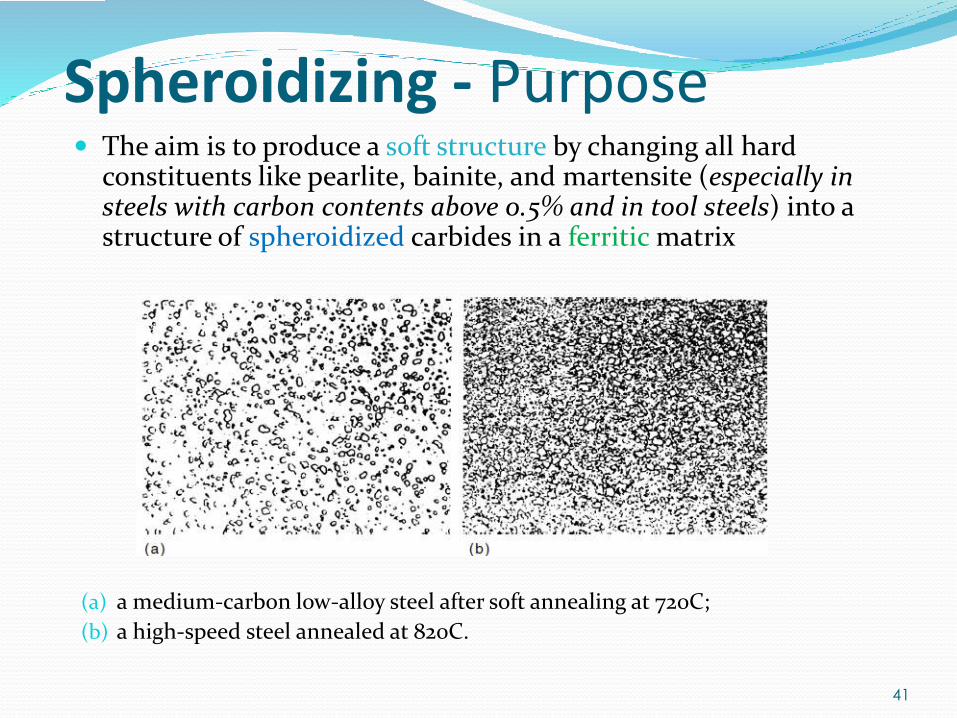
Spheroidizing - Purpose The aim is to produce a soft structure by changing all hard
constituents like pearlite, bainite, and martensite (especially in steels with carbon contents above 0.5% and in tool steels) into a structure of spheroidized carbides in a ferritic matrix
(a) a medium-carbon low-alloy steel after soft annealing at 720C;
(b) a high-speed steel annealed at 820C.
41
Spheroidizing - Process Process: A
Heat the part to a temperature just below the Ferrite-Austenite line, line A1 727 ºC.
Hold the temperature for a prolonged time,
Fairly slow cooling. Or
Process: B Cycle multiple times between temperatures
slightly above and slightly below the 727 ºC line, say for example between 700 and 750 ºC,
Slow cooling, or
Process: C For tool and alloy steels heat to 750 to 800 ºC,
Hold for several hours,
Slow cooling. 42
Spheroidizing - Uses
Such a soft structure is required for good machinability of steels having more than 0.6%C and for all cold-working processes
that include plastic deformation.
Spheroidite steel is the softest and most ductile form of steel
43
Spheroidizing - Mechanism
The physical mechanism of soft annealing is based on
the coagulation of cementite particles within the ferrite matrix, for which the diffusion of carbon is decisive
Globular cementite within the ferritic matrix is the
structure having the lowest energy content of all structures in the iron–carbon system
The carbon diffusion depends on temperature and
time
44
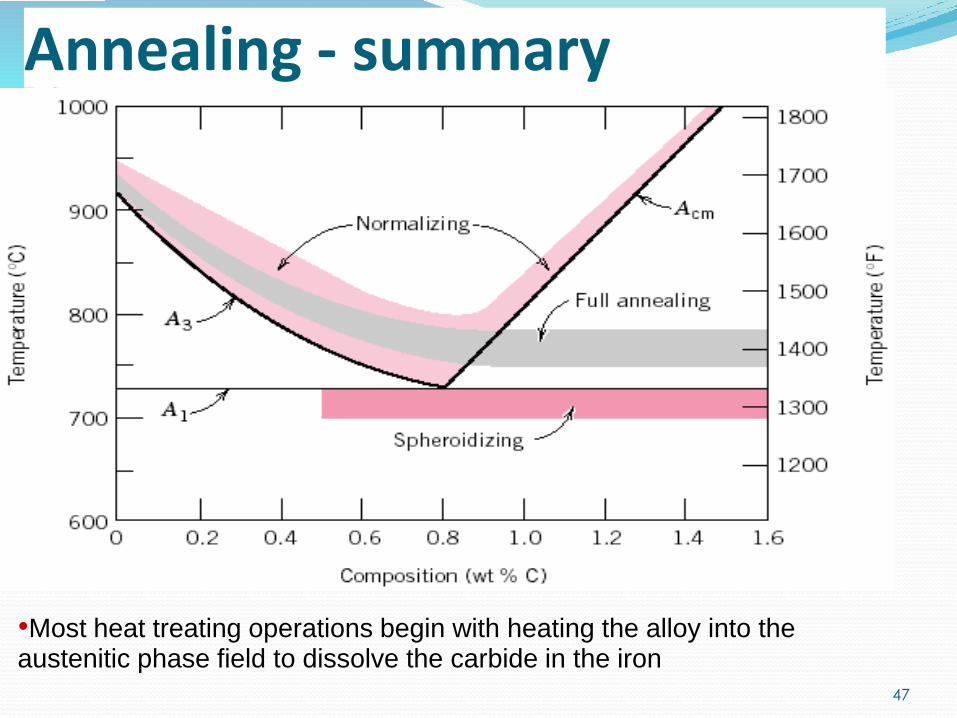
Annealing - summary
47
•Most heat treating operations begin with heating the alloy into the austenitic phase field to dissolve the carbide in the iron
48
©2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning™ is a trademark used herein
under license.
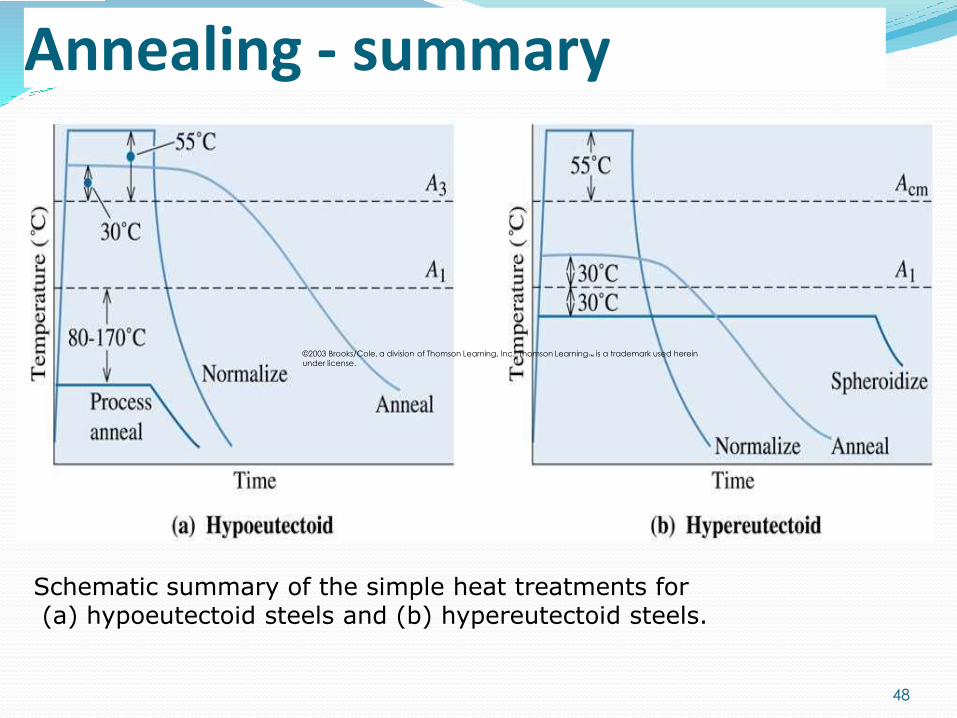
Annealing - summary
Schematic summary of the simple heat treatments for(a) hypoeutectoid steels and (b) hypereutectoid steels.
Recommend temperatures for the process annealing, annealing, normalizing, and spheroidizing of 1020, 1077, and 10120 steels.
49
Example: Design Heat Treatment Temp.
Austempering
Material is quenched above the temperature when Martensite forms MS, around 215 ºC ( Eutectoid steel)
Hold longer at this temperature, the Austenite transforms into Bainite
Tendency to crack is severely reduced.
50
Martempering
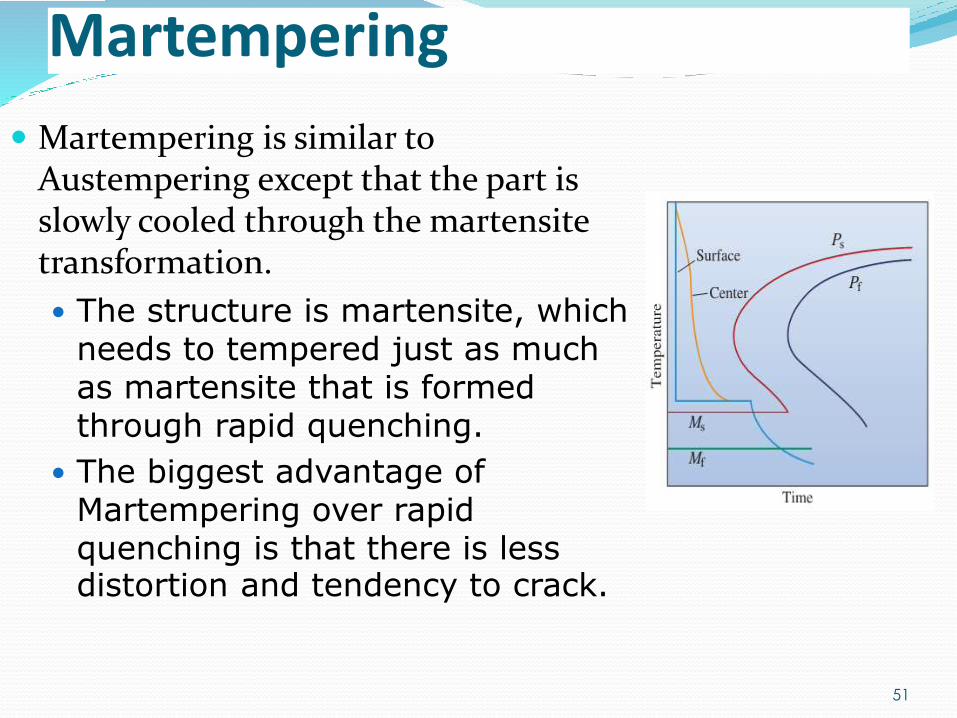
Martempering is similar to Austempering except that the part is slowly cooled through the martensite transformation.
The structure is martensite, which needs to tempered just as much as martensite that is formed through rapid quenching.
The biggest advantage of Martempering over rapid quenching is that there is less distortion and tendency to crack.
51
Tempering Process done subsequent to quench hardening
Quench-hardened parts are often too brittle.
Brittleness is caused by a predominance of martensite. This brittleness is removed by tempering.
Tempering results in a desired combination of hardness, ductility, toughness, strength, and structural stability.
The mechanism of tempering depends on the steel and the tempering temperature.
52
Tempering
Martensite is a somewhat unstable structure. When heated, the Carbon atoms diffuse from
Martensite to form a carbide precipitate and the concurrent formation of Ferrite and Cementite, which is the stable form.
Tool steels for example, lose about 2 to 4 points of hardness on the Rockwell C scale. Even though a little strength is sacrificed, toughness (as measured by impact strength) is increased substantially.
Springs and such parts need to be much tougher —these are tempered to a much lower hardness.
53
Tempering process Tempering at temperatures 300°C - 400°C.
– Soaking time varies (2 to 8 hr)s depending on the parts size.
– At these temperatures martensite transforms to trostite (very fine mixture of ferrite and cementite).
– Trostite is softer than martensite and more ductile.
Tempering at temperatures higher than 400°C but lower than lower critical point (A1).
Soaking time varies (2 to 8 hrs) depending on the parts size.
At these temperatures martensite transforms to sorbite (fine mixture of ferrite and cementite).
Sorbite and trostite are principally similar structures differing only in the particles size.
Sorbite is more more ductility and toughness, and less strong than trostite.
54
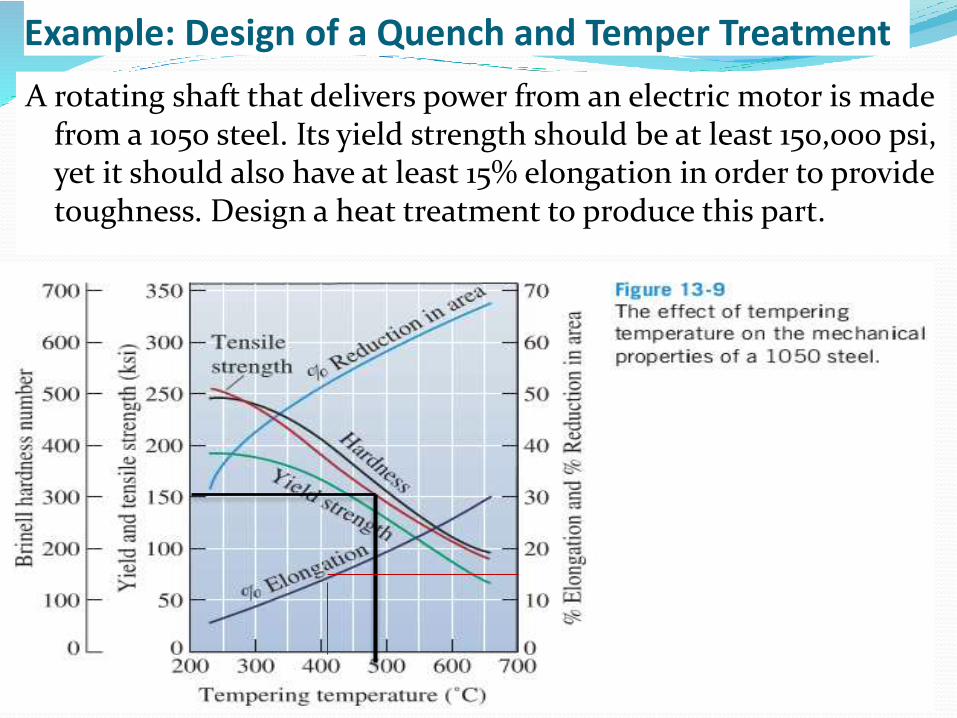
Example: Design of a Quench and Temper Treatment
A rotating shaft that delivers power from an electric motor is made from a 1050 steel. Its yield strength should be at least 150,000 psi, yet it should also have at least 15% elongation in order to provide toughness. Design a heat treatment to produce this part.
55
What happens during rapid cooling?
Phase diagrams only show stable phases that are formed during slow cooling
If cooling is rapid, the phase diagram becomes invalid and metastable phases may form In the case of steel, the formation of ferrite and cementite
requires the diffusion of carbon out of the ferrite phase.
What happens if cooling is too rapid to allow this?
The crystal lattice tries to switch from fcc (austenite) to bcc (ferrite).
Excess carbon distorted body centred lattice (BCT)
MARTENSITE56
Hardening and Tempering
Steels can be heat treated to high hardness and
strength (wear properties) levels. Structural
components subjected to high operating stress need the
high strength of a hardened structure. Similarly, tools such
as dies, knives, cutting devices, and forming devices
need a hardened structure to resist wear and deformation
As-quenched hardened steels are so brittle that even slight
impacts may cause fracture.
Tempering is a heat treatment that reduces the brittleness
of a steel without significantly lowering its hardness and
strength. All hardened steels must be tempered before use.
57
Hardenability: is the ability of the Fe-C alloy to
be hardened by forming martensite. Hardenability is not “hardness”.
It is a qualitative measure of the rate at which hardness decreases with distance from the surface because of decreased martensite content.
Hardenability depends on Carbon content
Alloying elements
Geometry
Cooling media 58
Hardening and Tempering
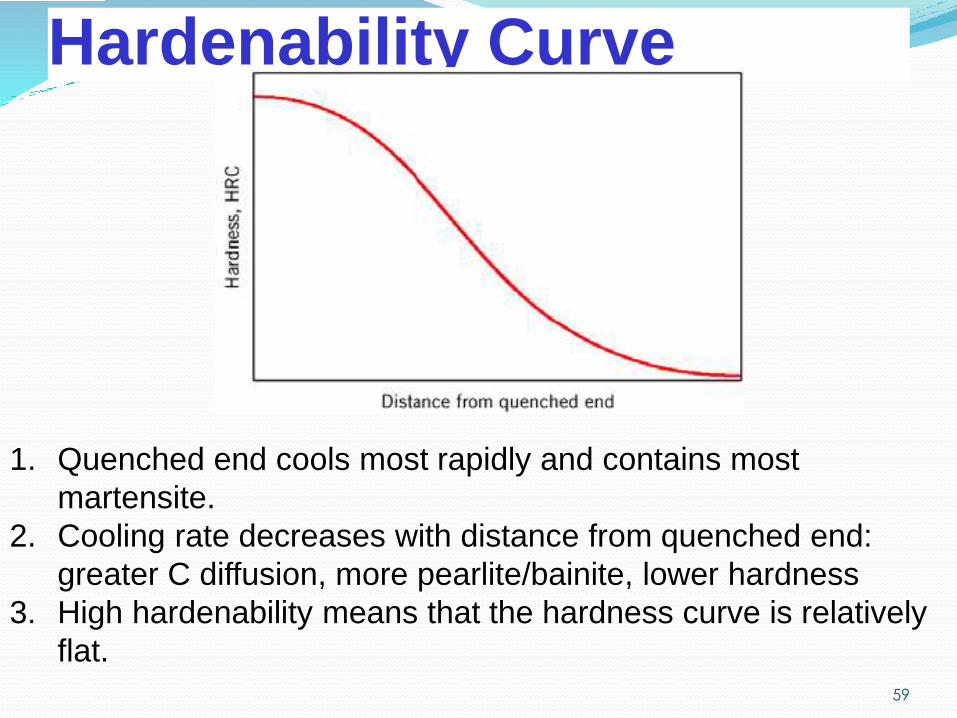
Hardenability Curve
59
1. Quenched end cools most rapidly and contains most
martensite.
2. Cooling rate decreases with distance from quenched end:
greater C diffusion, more pearlite/bainite, lower hardness
3. High hardenability means that the hardness curve is relatively
flat.
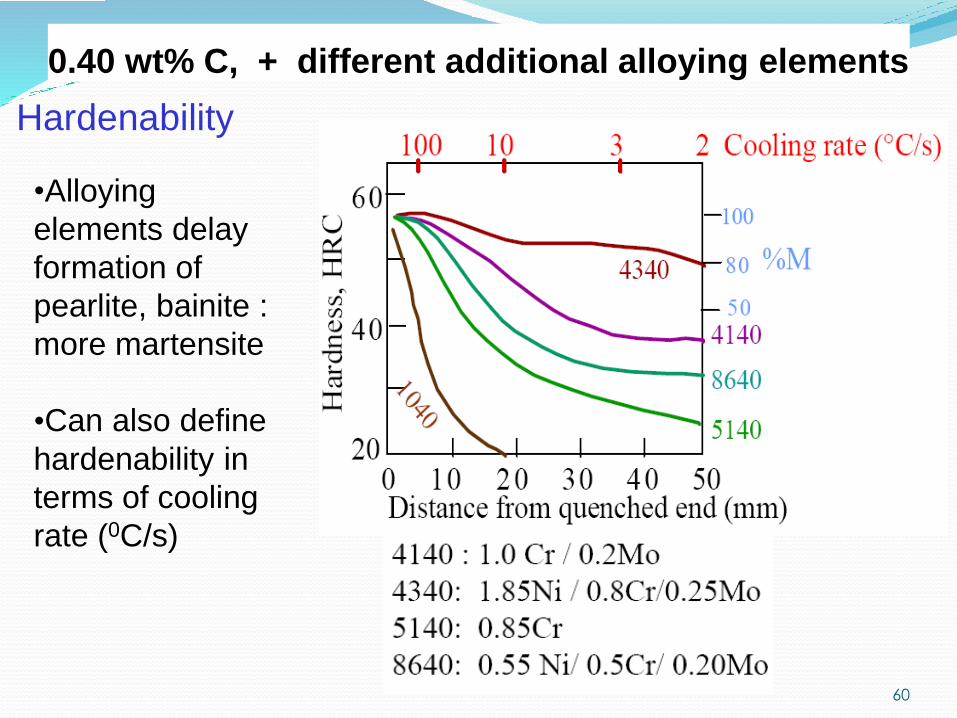
0.40 wt% C, + different additional alloying elements
60
•Alloying
elements delay
formation of
pearlite, bainite :
more martensite
•Can also define
hardenability in
terms of cooling
rate (0C/s)
Hardenability
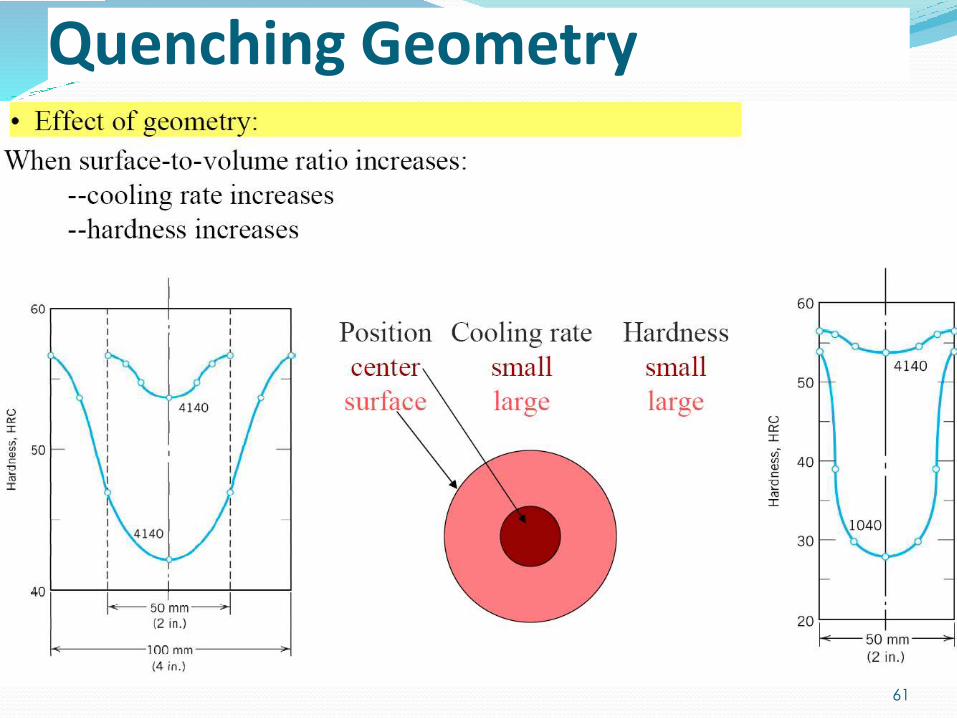
Quenching Geometry
61
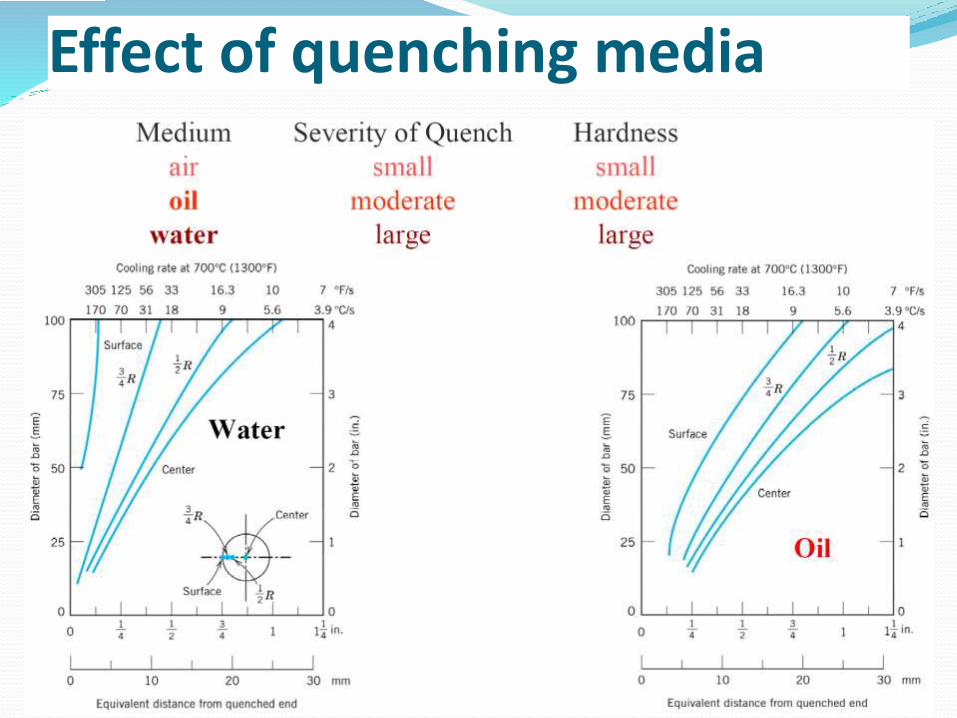
Effect of quenching media
62
Direct Hardening – Austenitizing and quench:
Austenitizing – again taking a steel with .6% carbon or greater and heating to the austenite region.
Rapid quench to trap the carbon in the crystal structure – called martensite (BCT)
Quench requirements determined from isothermal transformation diagram (IT diagram).
Get “Through” Hardness!!!
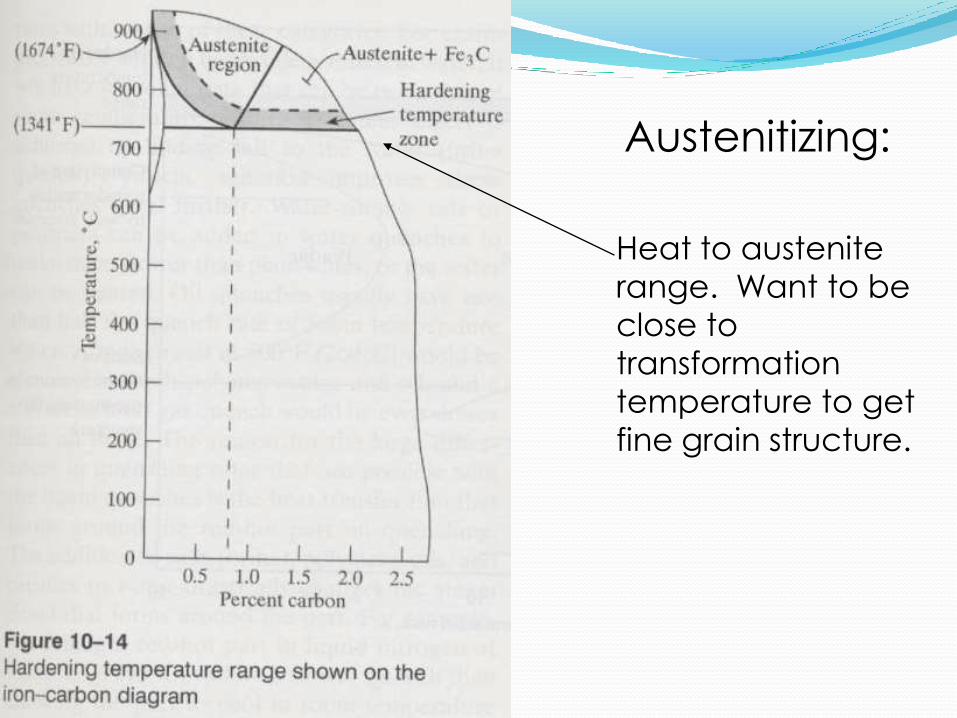
Heat to austenite
range. Want to be
close to
transformation
temperature to get
fine grain structure.
Austenitizing:
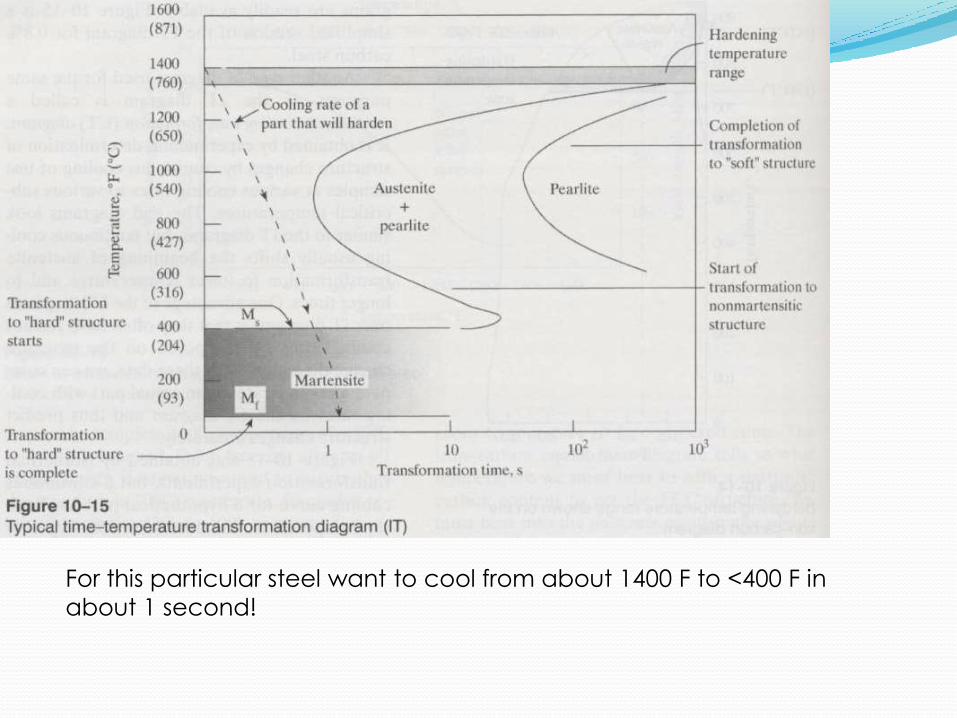
For this particular steel want to cool from about 1400 F to <400 F in
about 1 second!
Quenching: Depending on how fast steel must be quenched
(from IT diagram), the heat treater will determine type of quenching required:
Water (most severe)
Oil
Molten Salt
Gas/ Air (least severe)
Many phases in between!!! Ex: add water/polymer to water reduces quench time! Adding 10% sodium hydroxide or salt will have twice the cooling rate!
Same requirements as austenitizing: Must have sufficient carbon levels (>0.4%)
Heat to austenite region and quench
Why do? When only desire a select region to be hardened:
Knives, gears, etc.
Object to big to heat in furnace! Large casting w/ wear surface
Types: Flame hardening, induction hardening, laser beam
hardening
Direct Hardening - Selective Hardening :
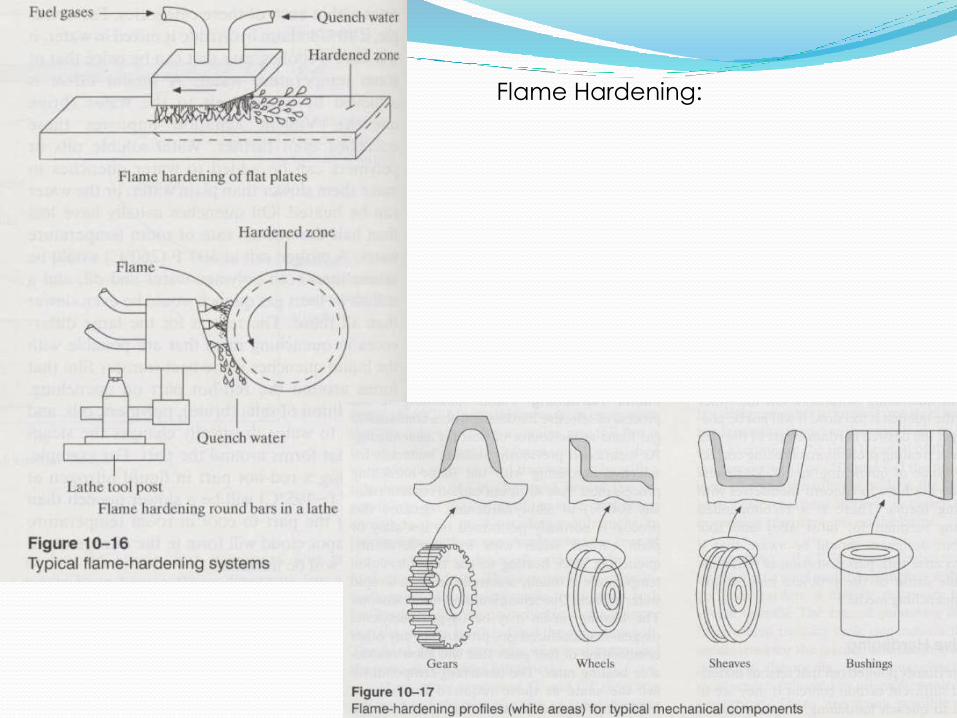
Flame Hardening:
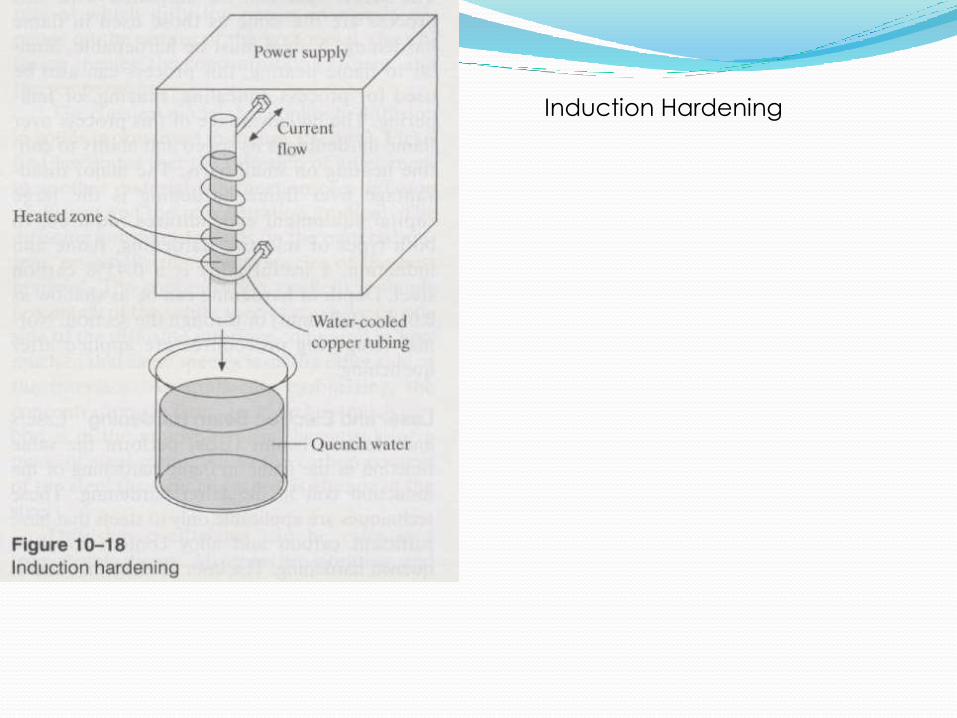
Induction Hardening
Diffusion Hardening (aka Case Hardening):
Why do? Carbon content to low to through harden with previous
processes. Desire hardness only in select area More controlled versus flame hardening and induction
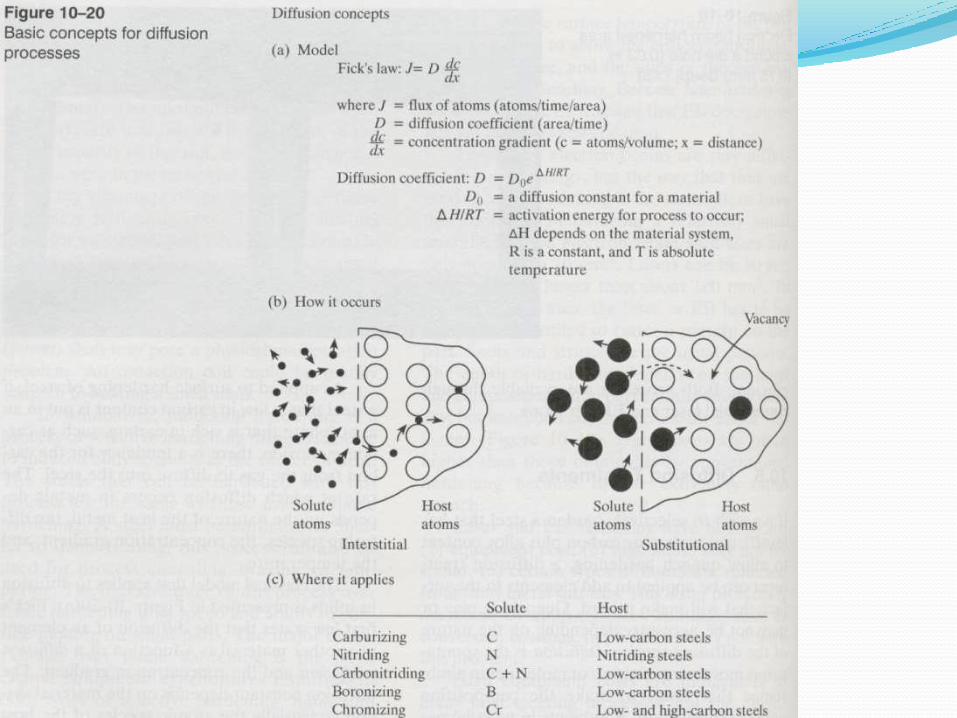
hardening. Can get VERY hard local areas (i.e. HRC of 60 or greater) Interstitial diffusion when tiny solute atoms diffuce into
spaces of host atoms Substitiutional diffusion when diffusion atoms to big to
occupy interstitial sites – then must occupy vacancies
Diffusion Hardening: Requirements:
High temp (> 900 F)
Host metal must have low concentration of the diffusing species
Must be atomic suitability between diffusing species and host metal
CASE HARDENING
Case hardening or surface hardening is the process of hardening the surface of a metal, often a low carbon steel, by infusing elements into the material's surface, forming a thin layer of a harder alloy.
Case hardening is usually done after the part in question has been formed into its final shape
73
Case-Hardening - Processes Flame/Induction Hardening
Carburizing
Nitriding
Cyaniding
Carbonitriding
74
Flame and induction hardening
Flame or induction hardening are processes in which the surface of the steel is heated to high temperatures (by direct application of a flame, or by induction heating) then cooled rapidly, generally using water
This creates a case of martensite on the surface.
A carbon content of 0.4–0.6 wt% C is needed for this type of hardening
Application Examples -> Lock shackle and Gears
75
Carburizing Carburizing is a process used to case harden steel
with a carbon content between 0.1 and 0.3 wt% C.
Steel is introduced to a carbon rich environment and elevated temperatures for a certain amount of time, and then quenched so that the carbon is locked in the structure
Example -> Heat a part with an acetylene torchset with a fuel-rich flame and quench it in a carbon-rich fluid such as oil
76
Carburizing
Carburization is a diffusion-controlled process, so the longer the steel is held in the carbon-rich environment the greater the carbon penetration will be and the higher the carbon content.
The carburized section will have a carbon content high enough that it can be hardened again through flame or induction hardening
77
Carburizing The carbon can come from a solid, liquid or gaseous
source
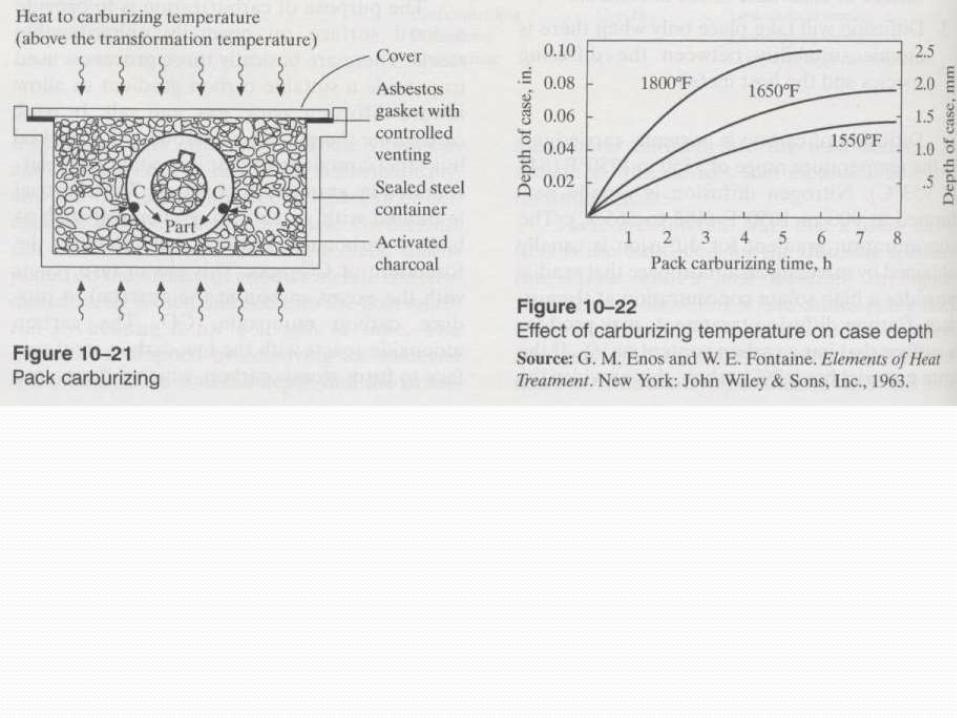
Solid source -> pack carburizing. Packing low carbon steel parts with a carbonaceous material and heating for some time diffuses carbon into the outer layers.
A heating period of a few hours might form a high-carbon layer about one millimeter thick
Liquid Source -> involves placing parts in a bath of a molten carbon-containing material, often a metal cyanide
Gaseous Source -> involves placing the parts in a furnace maintained with a methane-rich interior 78
Nitriding Nitriding heats the steel part to 482–621°C in an
atmosphere of NH3 gas and broken NH3.
The time the part spends in this environment dictates the depth of the case.
The hardness is achieved by the formation of nitrides.
Nitride forming elements must be present in the workpiece for this method to work.
Advantage -> it causes little distortion, so the part can be case hardened after being quenched, tempered and machined
81
Cyaniding Cyaniding is mainly used on low carbon steels.
The part is heated to 870-950°C in a bath of sodium cyanide (NaCN)and then is quenched and rinsed, in water or oil, to remove any residual cyanide.
The process produces a thin, hard shell (0.5-0.75mm) that is harder than the one produced by carburizing, and can be completed in 20 to 30 minutes compared to several hours.
It is typically used on small parts.
The major drawback of cyaniding is that cyanide salts are poisonous
82
Carbonitriding
Carbonitriding is similar to cyaniding except a gaseous atmosphere of ammonia and hydrocarbons (e.g. CH4)is used instead of sodium cyanide.
If the part is to be quenched then the part is heated to 775–885°C; if not then the part is heated to 649–788°C
83

Example Design of Surface-Hardening Treatments for a Drive Train
Design the materials and heat treatments for an automobile axle and drive gear.
84
PRECIPITATION HARDENING
Precipitation hardening (or age hardening), is a heat treatment technique used to increase the yield strength of malleable materials
Malleable materials are those, which are capable of deforming under compressive stress
It relies on changes in solid solubility with temperature to produce fine particles of an impurity phase, which blocks the movement of dislocations in a crystal's lattice
85
Precipitation Hardening
Since dislocations are often the dominant carriers of plasticity, this serves to hardenthe material
The impurities play the same role as the particle substances in particle-reinforced composite materials.
Alloys must be kept at elevated temperature for hours to allow precipitation to take place. This time delay is called aging
86
Precipitation Hardening Two different heat treatments involving
precipitates can change the strength of a material:
1. solution heat treating
2. precipitation heat treating
Solution treatment involves formation of a single-phase solid solution via quenching and leaves a material softer
Precipitation treating involves the addition of impurity particles to increase a material's strength
87
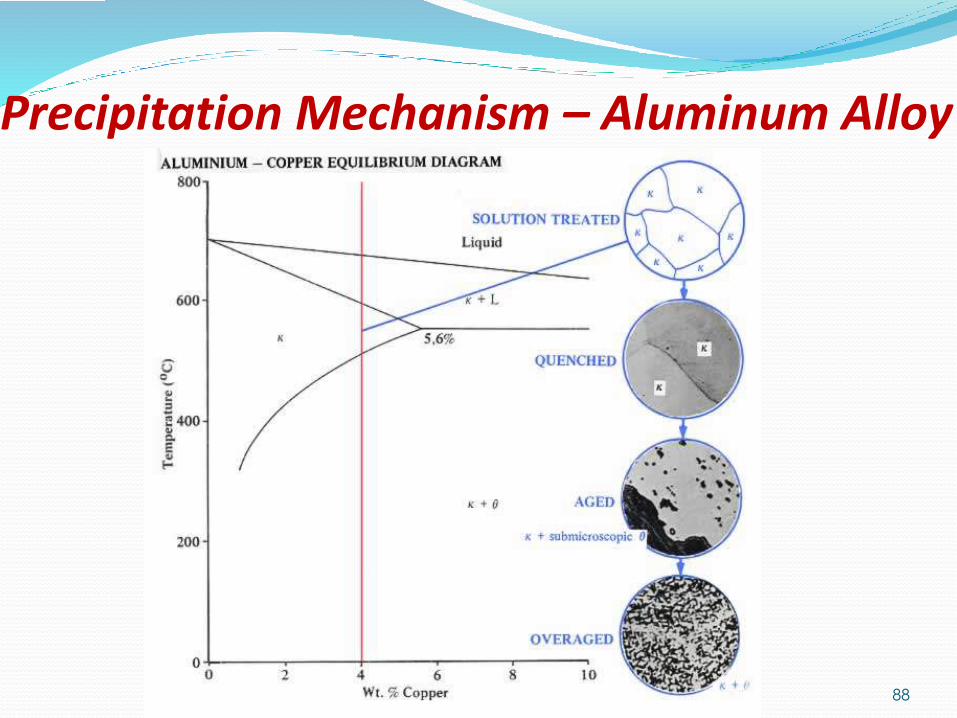
Precipitation Mechanism – Aluminum Alloy
88
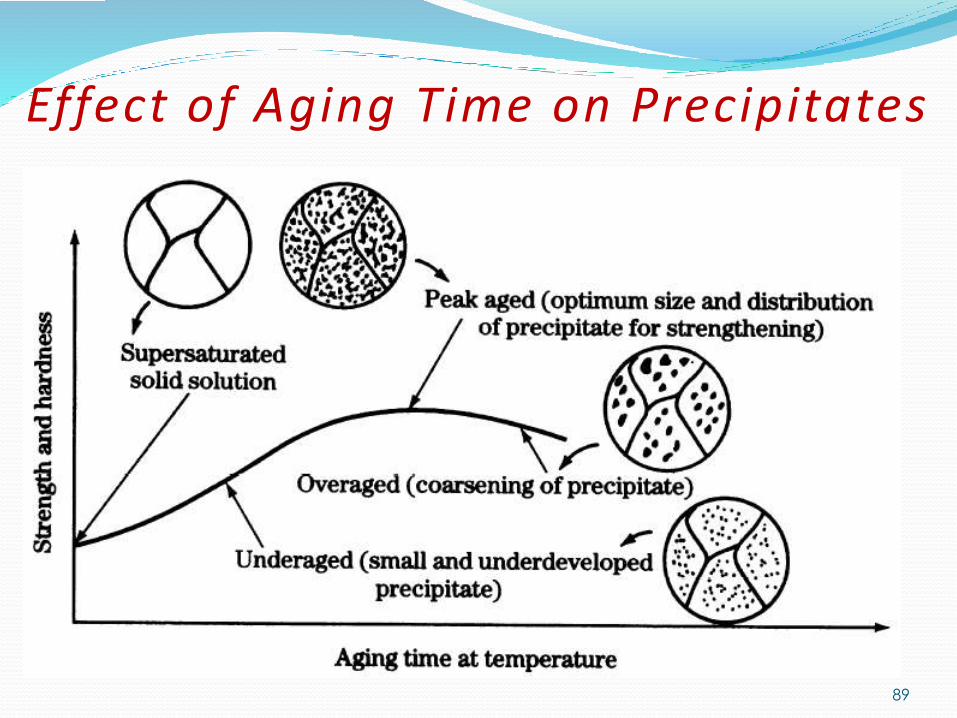
Effect of Aging Time on Precipitates
89
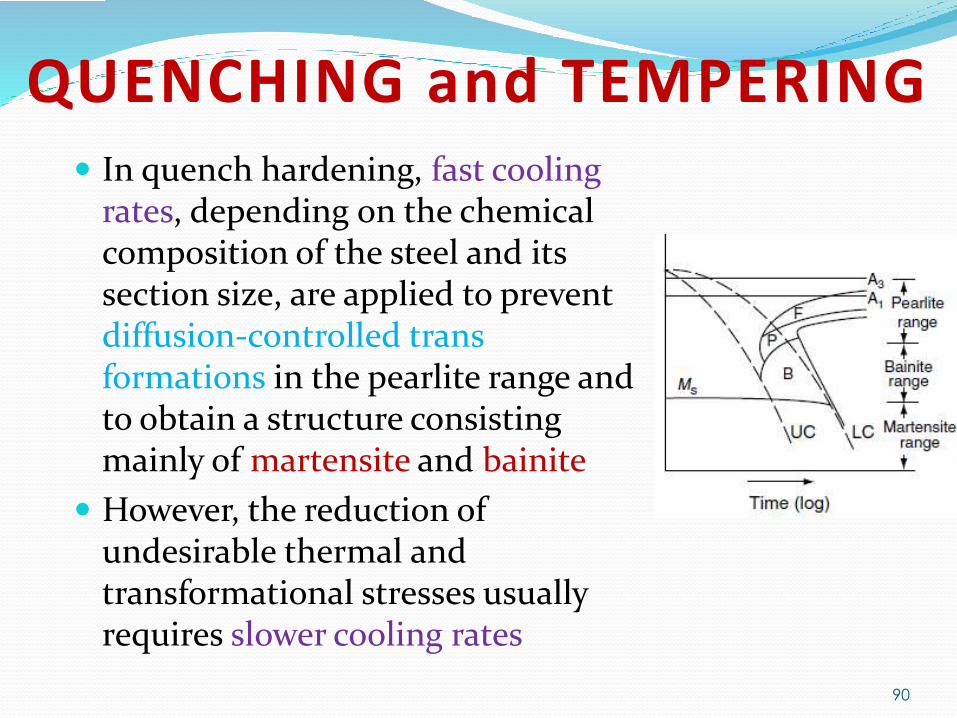
QUENCHING and TEMPERING In quench hardening, fast cooling
rates, depending on the chemical composition of the steel and its section size, are applied to prevent diffusion-controlled trans formations in the pearlite range and to obtain a structure consisting mainly of martensite and bainite
However, the reduction of undesirable thermal and transformational stresses usually requires slower cooling rates
90
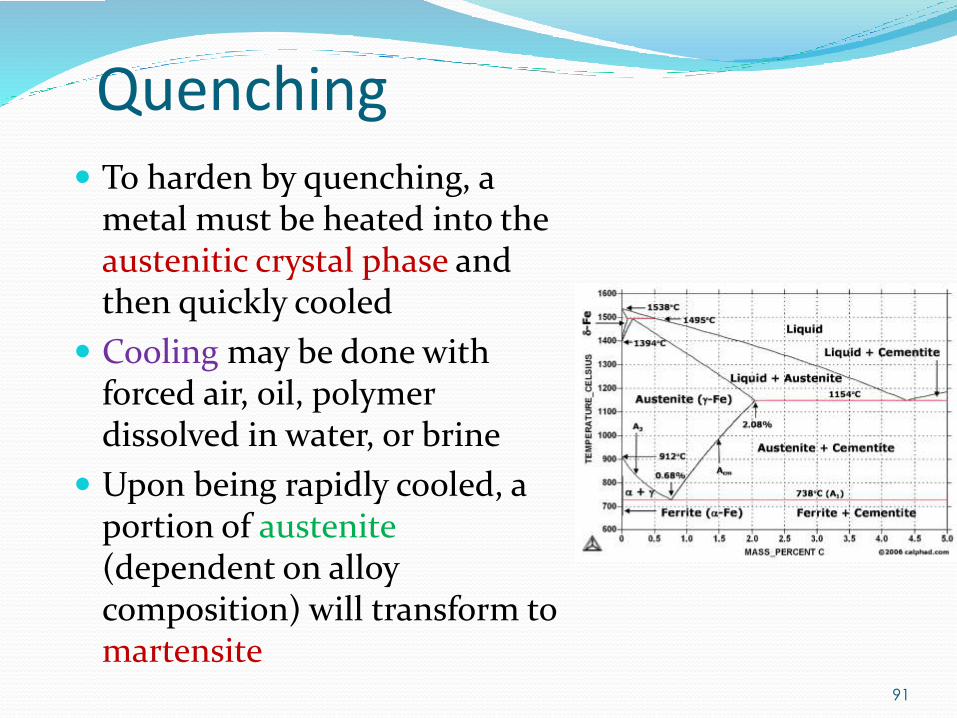
Quenching To harden by quenching, a
metal must be heated into the austenitic crystal phase and then quickly cooled
Cooling may be done with forced air, oil, polymer dissolved in water, or brine
Upon being rapidly cooled, a portion of austenite(dependent on alloy composition) will transform to martensite
91
Quenching Cooling speeds, from fastest to slowest, go from
polymer, brine, fresh water, oil, and forced air
However, quenching a certain steel too fast can result in cracking, which is why high-tensile steels such as AISI 4140 should be quenched in oil, tool steels such as H13 should be quenched in forced air, and low alloy such as AISI 1040 should be quenched in brine
Metals such as austenitic stainless steel (304, 316), and copper, produce an opposite effect when these are quenched: they anneal
92
Tempering Untempered martensite, while very hard, is too
brittle to be useful for most applications.
In tempering, it is required that quenched parts be tempered (heat treated at a low temperature, often 150˚C) to impart some toughness.
Higher tempering temperatures (may be up to 700˚C, depending on alloy and application) are sometimes used to impart further ductility, although some yield strength is lost
93
Tempering
Tempering is done to toughen the metal by transforming brittle martensite or bainite into a combination of ferrite and cementite or sometimes Tempered martensite
Tempered martensite is much finer-grained than just-quenched martensite
The brittle martensite becomes tough and ductile after it is tempered.
Carbon atoms were trapped in the austenitewhen it was rapidly cooled, typically by oil or water quenching, forming the martensite
94
Tempering
The martensite becomes tough after being tempered because when reheated, the microstructure can rearrange and the carbon atoms can diffuse out of the distorted body-centred-tetragonal (BCT) structure.
After the carbon diffuses out, the result is nearly pure ferrite with body-centred structure.
95
96
Example Design of a Quench and Temper Treatment
A rotating shaft that delivers power from an electric motoris made from a 1050 steel. Its yield strength should be atleast 145,000 psi, yet it should also have at least 15%elongation in order to provide toughness. Design a heattreatment to produce this part.
97























