Embed Size (px)
Citation preview

A STUDY ON CASTING
METHODOLOGY AND DEFECTS
OF STEEL CASTINGS
AT PEEKAY STEELS Pvt. Ltd
PRESENTED BY
AKHIL VAS (404)
AKHIL NATH R (406)
JAI SHANKER S (427)
ASISH JO MATHEW (415)
GUIDED BY
SHAJAN S
ASSISTANT PROFESSOR
SCTCE
1

CONTENTS
• OBJECTIVE OF STUDY
• INTRODUCTION TO CASTING
• METHODOLOGY
• PHASE 1:INDUSTRIAL CASTING METHODOLOGY
• PHASE 2: DEFECT STUDY USING RADIOGRAPHY
TESTING
• CONCLUSIONS
• REFERENCES
2

OBJECTIVE OF STUDY
To study in depth the industrial casting methodology
adopted by Peekay steel Pvt. Ltd
To study casting defects by using radiography testing
method and find ways to minimize the defects by conducting
various experiments.
3

INTRODUCTION
•Casting is one of the oldest manufacturing processes, dates
back to 4000 B.C. when copper arrowheads were made.
•Casting processes basically involve the introduction of a
molten metal into a mold cavity, where upon solidification,
the metal takes on the shape of the mold cavity.
•Example of cast parts: frames, structural parts, machine
components, engine blocks, valves, pipes, statues, ornamental
artifacts etc.
•Casting sizes range form few mm (teeth of a zipper) to 10 m
(propellers of ocean liners).4

CASTING TERMS
5

METHODOLOGYMethodology adopted in the project work.
Stages Description Methodology adopted
STAGE 1
study of casting process
and defects.
Background study of
casting process and
defects is done basically
by referring the books and
websites.
STAGE 2
Study about Peekay steel’s
equipments and methods
used in casting process.
Information about the
company is collected
through their website and
by having a complete plant
visit.
STAGE 3
Study of the casting
methodology adopted to
produce a gate valve.
The proceedings at each
department is thoroughly
followed. The discussions
with the engineers and
other workers have
contributed much to collect
the information.
6

STAGE 4
Making of the casting
prototypes for conducting
the experiments.
With help of R&D
department the
required no. of
prototypes are made.
STAGE 5
Study of the radiography
testing devices, principle,
film processing and film
interpretation.
By referring books,
pdfs , websites and
information collected
from the NDT
department.
STAGE 5
Study of various factors
which affect certain
defects by radiography
testing.
Experiments are
conducted and defects
are analyzed using
radiography method.
Pareto charts are
plotted and results
with conclusions are
obtained.
7

PHASE 1
INDUSTRIAL CASTING
METHODOLOGY
AT PEEKAY STEEL Pvt. Ltd
8

VARIOUS DEPARTMENTS COORDINATING
THE CASTING PROCESS ARE:
METHODS AND DEVELOPMENT
PATTERN SHOP
MOULDING SHOP
MELTING DEPARTMENT
HEAT TREATMENT DEPARTMENT
FETTLING DEPARTMENT
QUALITY CONTROL
MACHINE SHOP
9

METHODS AND DEVELOPMENT•Pro - CAST Simulation software is used for the modeling of thermal
heat transfer including radiation with few factors, liquid flow, including
mold filling and also porosity modeling.
•This department also takes care of the pattern allowances, runner and
riser design, gating system design and prepares the product data sheet for
the moulding.
•The different allowances provided are:-
•Shrinkage allowance
•Draft allowance
•Machining allowance
•Shake allowance
10

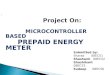
GATING SYSYTEM
11

Gating system design
• The liquid metal that runs through the various channels in the
mould obeys the bernoulli’s theorem which states that the total
energy head remains constant
• Another law which is useful in understanding the gating system
behaviour is the law of continuity.
A1V1=A2V2
Goals of Gating System
• To minimize turbulence to avoid trapping gasses in the mold.
• To get enough metal into the mold cavity before the metal starts to
solidify
• To avoid shrinkage
• Incorporates a system for trapping the non-metallic inclusions12

Choke Area
•Choke area is the main control area which meters the metal flow into the
mould cavity, so that the mould is completely filled within the calculated
pouring time.
•the choke area happens to be at the bottom of the sprue and hence, the first
element to be designed in the gating system is the sprue size and its
proportions.
•Choke area = W
dtc(2gh)1/2
Where A = choke area, mm2
W = casting mass, kg
t = pouring time, s
d = mass density of the molten metal, kg/mm3
g = acceleration due to gravity, mm/s2
H = effective metal head (sprue height),
C = efficiency factor which is a function of the gating system.
13

Efficiency coefficients, C for various types of gating systems
effective sprue height ,H
14

Sprue
•Sprue is the channel through which the molten metal is brought into the
parting plane, where it enters the runners and gates to ultimately reach the
mould cavity.
•The molten metal when moving from top of the cope to the parting plane
gains in velocity, and as a consequence, requires a smaller area of cross
section for the same amount of metal to flow at the top.
•If the sprue were to be straight-cylindrical then the metal flow would not
be full at the bottom, but some low-pressure area would be created around
the metal in the sprue.
•Since the sand mould is permeable, atmospheric air would be breathed into
this low-pressure area, which would then be carried to the mould cavity.
•To eliminate this problem of air aspiration, the sprue is tapered to gradually
reduce the cross section as it moves away from the top of the cope.
15

•The exact tapering can be obtained by the equation of continuity.
Denoting the top and choke sections of the sprue by the subscripts t and c
respectively, we get:
AtVt = AcVc
At = AcVc
Vt
16

Runner and riser design•The gating ratio refer to the proportion of the cross-sectional areas
between the sprue, runner and in-gates, and is generally denoted as
sprue area : runner area : and in-gate area.
•By assuming a gating ratio say 1:2:1 the runner area is obtained.
•RISER diameter is six times modulus of cast
•Modulus of cast is the ratio of volume to surface area
17

PATTERN SHOP•This department works in close relation with the methods and development
dept.
•They receive the pattern design with all the allowances ,and modifications
to be made in the existing pattern.
•The pattern is then made accordingly using mainly teak wood ,it is finished
and coated with aluminium paint to avoid contact of wood with moisture.
•The chill positions are identified and marked with black paint as several
cross marks in a square.
•Different types of patterns generally used are:
i. Single piece pattern
ii. Split pattern
iii. Match plate pattern
iv. Loose piece pattern
v. Sweep pattern and skeleton pattern
18

Pattern materials•The usual pattern materials are wood, metal and plastics.
•The most commonly used pattern material for very large castings is wood,
the main reason being the easy availability and the low weight, it can be easily
shaped and is relatively cheap.
•The main disadvantage of wood is its absorption of moisture as a result of
which distortions and dimensional changes occur.
•Because of their durability and smooth surface finish, metal patterns are
extensively used for large-scale casting production and for closer dimensional
tolerances.
•Though many materials such as cast iron, brass etc. can be used as pattern
materials, aluminium and white metal are most commonly used.
19

MOULDING SHOP•A large variety of moulding materials are used in foundries for
manufacturing moulds and cores. They are:
a) moulding sand
b) system sand (backing sand)
c) rebonded sand
d) facing sand
e) parting sand
f) core sand.
•The properties that are generally required in moulding materials are the
following:
a) Refractoriness
b) Green strength
c) Dry strength
d) Hot strength
e) Permeability
f) Collapsibility
g) Adhesiveness
h) Cohesiveness
20

MOULDING SAND COMPOSITION
•The main ingredients are :
a) Silica grains (SiO2)
b) Clay as binder
c) Moisture to activate the clay and provide
plasticity.Sand preparation•For the uniform mixing of various sand ingriedients mullers are normally
used.
•Two types are : batch type and continuous type.
•A batch muller consists of one or two muller wheels and equal number of
plough blades, all of them connected to a single driving source.
•A continuous muller consists of two bowls with wheels and ploughs, such
that sand, clay, and moisture are fed through a hopper into one of the
bowls which after getting mulled moves into the second one and then
finally out.
21

MOULD MAKING PROCEDURE
No bake Moulding Process
•No bake is a casting process that involves the use of chemical binders (furan
or urethane) to bond the moulding sand in place of clay, which is normally
used in green-sand moulding.
•APNB (Alkaline Phenolic No Bake) moulding process is employed.
•A mixer is then used to thoroughly blend the sand with the chemical binder
and a catalyst.
•The chemical-mixed sand is then poured into the moulding flask fitted with
the cope/drag-pattern plate that is complete with the necessary gating and
risering system as designed.
•Each mould half is then compacted to form a strong and dense mould.22

•After a specified period of time (usually 3 to 6 hrs depending upon mould
size) the sand mixture hardens to form the mould halves and the cope/drag-
pattern plates are removed.
•Cores can also be made using the same process.
•After the sand has set, a mould-wash may be applied.
•The cores are set into the drag and the cope is closed over the cores to
complete the mould.
ADVANTAGES
Possibility for reclamation of used sand and control on bench life and strip
time of mixed sand went in favor of the system.
good dimensional tolerances (± 0.125–0.375 mm) because of the high
strength of the mould.
No bake mould can withstand the pressure exerted by the molten metal
during casting. 23

24

MELTING DEPARTMENT
•Electric induction furnaces are used.
•Scrap & other melting components of the highest
quality are made use of.
•Within the furnace there is a coil of copper tubings.
•AC current is passed through the coil and an em field
is produced which induces an electric current in the
scrap metal.
•This induced electric current heats up the metal and thus molten metal is
obtained.
•Heating temp. can be adjusted by adjusting the frequency of induction furnace
•Method of Pouring: Lip Pouring and Bottom Pouring.25

AOD (ARGON OXYGEN DECARBURIZATION)
•Stainless steel refining process.
•In AOD process first scrap metal is melted in the furnace. It is then
poured to AOD vessel where it is decarburized and refined.
•Oxygen for decarburization is mixed with argon or nitrogen inert gasses.
•Argon dilution minimizes the oxidation of valuable elements like
chromium
26
Degasification process•It is the process of removing dissolved hydrogen from the molten metal.
•dissolved hydrogen creates porosity.
•The inert gas when purged through the melt collects the soluble
hydrogen atoms, allowing a hydrogen molecule to form inside the lower
pressure of the collector gas bubble.
•As these bubbles break, aluminium is lost to oxidation by the furnace
gases and entrapment in dross.

HEAT TREATMENT• ANNEALING is a generic term
denoting a treatment that consists of
heating to and holding at a suitable
temperature.
• It is followed by cooling at an
appropriate rate, primarily for the
softening of metallic materials.
• Steels may be annealed to facilitate
cold working or machining, to improve
mechanical or electrical properties, or
to promote dimensional stability.
• In plain carbon steels,
annealing produces a ferrite-pearlite
microstructure . 27

• QUENCHING refers to the process of rapidly cooling metal parts
from the austenite structure or solution treating temperature.
• It lies within the range of 815 to 870 °C (1500 to 1600 °F) for steel.
• Stainless and high-alloy steels may be quenched to minimize the
presence of grain boundary carbides or to improve the ferrite
distribution.
• But most steels including carbon, low-alloy, and tool steels, are
quenched to produce controlled amounts of martensite in the
microstructure.
28

FETTLING• It is the complete process of the
cleaning of the casting.
• It involves removal of the cores ,
gates,risers,cleaning of the cast
surface and chipping of any of the
unnecessary projections on the
surfaces.
• Core can be removed simply by
knocking of it with an iron bar or
by means of a cone vibrator.
• Gates and risers can be removed by hammering, chipping, hack
sawing, or by flame or arc cutting.
• Fins and other small projections can be removed by means of hand
tools
29

SHOT BLASTING
• Shot blasting is a method used to clean, strengthen (peen) or polish
metal.
• Shot blasting is used in almost every industry that uses metal, including
aerospace, automotive, construction, foundry, shipbuilding, rail, and
many others.
• Centrifugal wheel blasting is the more common blast cleaning
technique as well as the most economical and environmentally friendly
method.
• The turbine delivers abrasive shot by centrifugal force in a specific and
controlled direction, speed and quantity.
• Shot blasting machines may use one or a multitude of turbines
positioned in such a way that the abrasive blast pattern covers the entire
surface of the material to be shot cleaned.
30

QUALITY CONTROL•The properties of the casting are
studied in order to determine the
soundness of the casting.
•Also it is the duty of this dept. to
ensure that the casting is within the
quality specifications of the customer.
• two types of test are conducted :
Destructive and nondestructive
testing.•Destructive testing involves: hardness test, tensile
strength test etc.
•Non destructive involves : Visual and Optical Testing
(VT), Magnetic Particle Testing (MT) , Electromagnetic
Testing (ET) or Eddy Current Testing, Radiography (RT) ,
Ultrasonic Testing (UT). 31

MACHINE SHOP
•The final finishing is done in this dept.
•Several high tech equipments like CNCs,
LECO gas analyser, hydro analyser etc. with
High capacity to machine parts upto 20 T.
32

PHASE 2
DEFECT STUDY USING
RADIOGRAPHY TESTING
33

RADIOGRAPHY
• Radiography today is one of the most important, most
versatile, of all the non-destructive test methods used by
modern industry.
• Employing highly penetrating x-rays, gamma rays, and other
forms of radiation that do not damage the part itself.
• It is equally apparent in cost reductions. And it is found be in
a value such that it is profitable for the user.
• Objects radiographed range in size from micro miniature
electronic parts to mammoth missile components.
34

PRINCIPLE OF RADIOGRAPHY
35

RADIOGRAPHY TESTING
MACHINE
30 Ci / Item No:ENK-IRS-024
•Iridium-192 sources are constructed using iridium metal discs or
pellets confined within welded stainless steel capsule.
•Cobalt-60 sources are constructed using compression fused cobalt
metal pellets confined within welded titanium and stainless steel
capsules.
36

TESTING PROCESS
• A radiograph is a photographic record produced by the passage of x-rays
or gamma rays through an object onto a film.
• When film is exposed to gamma rays, an invisible change called a latent
image is produced in the film emulsion.
• The areas so exposed become dark when the film is immersed in a
developing solution, the degree of darkening depending on the amount of
exposure.
• After development, the film is rinsed, preferably in a special bath, to stop
development.
• The film is next put into a fixing bath, which dissolves the undarkened
portions of the sensitive salt. It is then washed to remove the fixer and
dried so that it may be handled, interpreted, and filed either manually or
automatically. 37

CASTING DEFECTSMost common casting defects are:
1. Blow holes and open blows
2. Air inclusions
3. Shrinkage
4. Cavities
5. Hot tears
6. Sand inclusions
7. Mis runs and cold shuts
8. Metal penatration
38

Radiographic Interpretation of Casting Defects
o Gas porosity or blow holes are
caused by accumulated gas or air
which is trapped by the metal.
o These discontinuities are usually
smooth-walled rounded cavities of a
spherical, elongated or flattened
shape.
o If the sprue is not high enough to
provide the necessary heat transfer
needed to force the gas or air out of
the mold, the gas or air will be trapped
as the molten metal begins to solidify.
o Blows can also be caused by sand
that is too fine, too wet, or by sand
that has a low permeability so that gas
cannot escape..
39

o Sand inclusions and dross are
nonmetallic oxides, which appear
on the radiograph as irregular,
dark blotches.
o These come from disintegrated
portions of mold or core walls
and/or from oxides (formed in
the melt) which have not been
skimmed off prior to the
introduction of the metal into the
mold gates
.
40

shrinkage
o Shrinkage is a form of discontinuity
that appears as dark spots on the
radiograph.
o Shrinkage assumes various forms, but
in all cases it occurs because molten
metal shrinks as it solidifies, in all
portions of the final casting.
o Shrinkage is avoided by making sure
that the volume of the casting is
adequately fed by risers which
sacrificially retain the shrinkage.
o There are at least four types of
shrinkage: (1) cavity; (2) dendritic; (3)
filamentary; and (4) sponge types.
Some documents designate these types
by numbers, without actual names, to
avoid possible misunderstanding
41

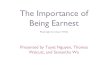
cracks
42
Cracks are thin (straight or jagged) linearly disposed discontinuities that occur after the melt has solidified. They generally appear singly and originate at casting surfaces.

DEFECT ANALYSIS USING
RADIOGRAPHIC TESTING
• The experiment is conducted on a prototype of a gate valve.
• The material used is ASTMA 995/CD3MWCuN .
• Its composition as obtained from sparks spectroscopy test is shown in the table..
Carbon 0.027%
Manganese 0.9%
Silicon 0.87%
Phosphorus 0.029%
Sulfur 0.026%
Nickel 7.2%
Chromium 24.3%
Molybdenum 3.7%
Copper 0.7%
Tungsten 0.69%
Nitrogen 0.28%
43

44

45

CASTING DEFECT ANALYSIS ON A
RANGE OF POURING TEMPERATURE
• Aim: To create three casting models poured at three
temperatures(1560,1590,1620)and to conduct RT defect
analysis of the same.
• Materials required:cope,drag,rand York chromite
grade4B_60B,runner,riser,muller,binder,hardner(h740,h8
00),patern,core,chaplets,induction furnace, radiographic
testing machine, radiographic film.
46

• Procedure: Required mould is created by following APNB method. The molten metal is poured into the mould at three different temperatures and the prototypes are created.This prototypes are tested with radiographic technique and the result are find out and recorded.
OBSERVATIONS:
47

48

49

INFERENCE
• Air inclusions increases with increase in pouring temperature
because as the pouring temp increases the air aspiration of the molten
metal is also increased as more voids are created as temp increases.
• Shrinkage defects shows a narrow decrease as the pouring temp
increases because as temp increases viscosity of the fluid is
decreased which results in increase in fluidity. As fluidity increases
the rate of compensation of the metal from the riser to the mold
cavity increases
• It is observed that there is a drastic increase in the total defect as
temp is increased, so an optimum pouring temp is to be found out to
reduce casting defects

DEFECT ANALYSIS ON A CAST WHICH IS MANUFACTURED WITHOUT
PERFORMING DEGASIFICATION
• Aim: To create a casting models ,which is manufactured without performing de gasificaton and to conduct RT defect analysis of the same
• Materials required:cope,drag,rand York chromate grade4B_60B,runner,riser,muller,resin,binder(h740,h800),pattern,core,chaplets,induction furnace, radiographic testing machine, radiographic film.

Procedure: Required mould is created by following APNB method. The molten metal is poured into the mould without performing AOD and the prototype is created.This prototype is tested with radiographic technique and the result is found out and recorded.
OBSERVATION:
52

53

INFERENCE
• Air inclusions increases as the model is prepared without degasification. Due to the presence of gases such as hydrogen which inhibits air inclusions.
• Presence of cracks is also an effect of lack of degasification.

DEFECT ANALYSIS ON CAST WHICH IS RAPIDLY COOLED
• Aim:To create a casting model and to conduct chilling of the model, and to conduct RT defect analysis of the same
• Materials required:cope,drag,rand york chromite grade4B_60B,runner,riser,muller,resin,binder(h740,h800),patern,core,chaplets,induction furnace,radiographic testing machine,radiographic film.
55

Procedure: Required mould is created by following APNB method. The molten metal is poured into the mould and the prototype is created.The model is then chilled using a pressurised air blower.This prototype is tested with radiographic technique and the result is found out and recorded
OBSERVATIONS:
56

57

INFERENCE
• Due to rapid cooling there is an increase in the no of
voids as a result an increase in air inclusion is observed.
• Due to its fine grain structure there is an increase in its
shrinkage.

CONCLUSION
• The pouring temperature must be made as low as
possible inoder to reduce air inclusion.but it should not
fall beyond a particular level since the metal starts to
solidify while flowing through the spure.
• It is preferred to use de gasification since it reduce the
defects considerably. And as a result it eventually reduces
defect curing cost.
• Rapid cooling is only preffered when high strength is
needed.
59

REFERENCES
60
•Blair, M., Monroe, R., Hardin, R.A., and Beckermann, C., “A New
Standard for Radiographic Acceptance Criteria for Steel Castings,” in
Proceedings of the 62nd SFSA Technical and Operating Conference,
Paper No. 5.5, Steel Founders' Society of America, Chicago, IL, 2008.
•Steel Castings Handbook Supplement 2 ,Summary of Standard
Specifications
For Steel Castings – 2009.
•CASTINGS HANDBOOK Supplement 8, High Alloy Data Sheets
Corrosion Series, Steel Founders' Society of America 2004
•Standard Reference Radiographs for Steel Castings Up to 2 in. (51 mm)
in Thickness , ASTM.
•K. SIEKAŃSKI , S BORKOWSKI, ANALYSIS OF FOUNDRY
DEFECTS AND PREVENTIVE ACTIVITIES FOR QUALITY
IMPROVEMENT OF CASTINGS,2003.