Embed Size (px)
Citation preview

DESIGNING WITH RUBBER
Luis TormentoJanuary/2017

DESIGNING FOR MINIMUM COSTS
• While each component is designed to meet a set of operational requirements, there are a number of common principles that will reduce the time and cost to obtain an economical component. Many of these are evident, but some need a perfect understanding of the differences between molding thermoset rubbers and molding plastics.
• The parts will be obtained at a minimal cost when there are no surprises in the design, delivery or use. Good communication and prior contact with suppliers will particularly assist in the development of the new part

PRODUCING A SPECIFICATION
• A specification is valuable in the selection of suitable material for testing, as well as for the production of safe and economical parts through drawing. Over-specification can lead to the use of an expensive polymer and an inadequate or costly unnecessary tool or unnecessary processing cost.

PROTOTYPE
• A simple cavity prototype can be produced quickly and economically, allowing design testing, materials and a small number of parts for pre-production.

PROJECTING COMPONENTS• The following factors should be considered at the project stage:
– Location of the separation line.– How the piece will be removed from the mold when it is hot and soft.– Rubber parts usually do not require tightening.– Reentrant shapes are practicable with rubber.– The thick section core, which would increase cure times, should be
removed.– Geometric shapes make tooling more economical.
• Combine features - such as seals, springs, logos and tolerances - from other parts.

TOOL DESIGN• The designer must take into account the existence of significant
differences between molds for thermoset rubbers and plastics. Thermosetting materials are cured by heating around 150°C. Much of this heat is obtained from the walls of the tooling.
• Because the rubbers are good insulators, heat transfer in the thick sections of the part may be slow. Unlike thermoplastics, burrs, inlets, channels, and thermosetting rubber feeders are irreversibly cured and can not be reused.
• Burr is characteristic of normal rubber molding: rubber does not "freeze" as plastics - as they flow through very thin sections, they go into gaps of up to 0.002mm.

DESENHO DO FERRAMENTAL• Os projetistas não devem especificar o número de cavidades num
ferramental, pois a produção econômica depende de inúmeros fatores, como: – a precisão requerida – as dimensões e orientação da peça – características da prensa – as quantidades e taxas requeridas.
• Frequentemente existe uma variedade de possíveis meios para moldar um componente. Por exemplo, um cilindro pode ser moldado com a linha de separação no ferramental paralela ao eixo, ou em ângulos retos em relação a ele. Esta decisão afeta o número de possíveis cavidades e a aparência e preço do artefato final. Com frequência, depende da quantidade visível de rebarba permitida na linha de separação do ferramental. A escolha final será governada pela função da peça, pela aparência, pela economia da área do ferramental e a tolerância.

DESENHO DO FERRAMENTAL• Muitos ferramentais de produção de peças de borracha são feitos de aço suave.
Alguns compostos liberam halogênios durante a cura, que a longo prazo podem corroer a superfície do molde; no entanto, na maioria dos casos os compostos de borracha não são materiais agressivos. Quando injetados, fluem com relutância e necessitam de portas e alimentadores maiores, quando comparados com plásticos, e sua abrasão é mínima.
• É esperado que os ferramentais suportem cerca de 100.000 prensadas – um molde de quatro cavidades produz 400.000 peças durante sua vida normal. Peças de precisão e tolerâncias mais apertadas geralmente significam menor vida útil do ferramental e altos custos de manutenção. Mudanças frequentes e canais curtos também reduzem a vida útil do ferramental. Todos os ferramentais necessitarão de reparo periódico e deverão ser revisados anualmente.
• O desenho do ferramental deverá ser discutido com o fabricante do artefato de borracha nos estágios iniciais do projeto.

COST• The keys that determine the cost are: vulcanization cycle,
number of cavities in the mold, cost of the material and need for manual operations before and after molding.
• The vulcanization cycle usually rotates for two to ten minutes, however, for thick parts it can be much longer. By reducing the mass of a component, we not only reduce the material cost, but also the vulcanization cycle - this is especially true for thick sections.
• When zero defects are required to prevent quality inspections after molding, this inevitably adds cost to the process.

COLOR• The rubber gets much of its lightness, tensile strength and
heat resistance by the addition of carbon black, a factor by which most of the rubber compounds are black.
• Colored rubbers can be produced using other reinforcing fillers and suitable pigments. However, the changes that occur during vulcanization and the nature of the molding process make it difficult to maintain a constant color, particularly with very light colors. Silicone rubbers are the most suitable for obtaining clear and colored moldings, even with very clear and translucent colors.

SURFACE FINISH
• The rubber finish ranges from semi-gloss to extremely matte, using the same mold, but will always be less smooth and mirrored than plastic. The matte and non-reflective nature of its surface means that the colored rubbers will have different appearances depending on the hardness of the material.
• Attractive appearances can be obtained by molding in a standardized surface finish mold, such as a matte geometric pattern or "plated" finish.

TOLERANCES• The tables below are presented as a simple selection guide.• When applying tolerances, the following rules must be taken into
account:– (1) Fixed dimensional tolerances apply individually for each dimension
fixed by its own size.– (2) Closed dimensional tolerances are determined by the largest closed
dimension and this tolerance is used for all closed dimensions.– (3) Fixed or closed dimensions for a given table, do not necessarily walk
together and can be separated between tables.– (4) Tolerances not shown can be determined by consulting the
manufacturer of the artifact.– (5) Take care in the applications of standard tolerances in products that
have wide dimensional variation in sections.

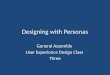
TOLERANCES• Table 1• The dimensional tolerance "A1" is the tightest tolerance
and indicates a high accuracy in the rubber artifact. Such artifacts require expensive molds, few mold cavities, process controls, and costly inspection procedures. It is desirable that the exact measurement method be agreed upon between the manufacturer of the rubber artifact and the customer, since measurement errors may be wide with respect to the tolerances. Some materials, particularly those in need of post-curing, alone do not meet the designation "A1" tolerances.

TOLERANCES
Dimension (In)
Fixed Closed Dimension (In)
Fixed Closed
0 - 0,40 0,004 0,005 0-10 0,10 0,13
0,40-0,63 0,005 0,006 10-16 0,13 0,16
0,63-1,00 0,006 0,008 16-25 0,16 0,20
1,00-1,60 0,008 0,01 25-40 0,20 0,25
1,60-2,50 0,01 0,013 40-63 0,25 0,32
2,50-4,00 0,013 0,016 63-100 0,32 0,40
4,00-6,30 0,016 0,02 100-160 0,40 0,50
Tabela padronizada de tolerância dimensional – produtos moldados de borrachaTolerância dimensional "A1"

TOLERANCES
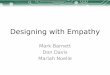
• Table 2• Dimensional tolerance "A2" indicates a
precision product. Molds must be precision machined and maintained under good care. Measurement methods are simpler than "A1" dimensional tolerance, but careful inspection should be done.

TOLERANCES
Dimension (In) Fixed Closed Dimension (In) Fixed Closed
0 - 0,40 0,006 0,008 0-10 0,16 0,2
0,40-0,63 0,008 0,01 10-16 0,2 0,25
0,63-1,00 0,01 0,013 16-25 0,25 0,32
1,00-1,60 0,013 0,016 25-40 0,32 0,4
1,60-2,50 0,016 0,02 40-63 0,4 0,5
2,50-4,00 0,02 0,025 63-100 0,5 0,63
4,00-6,30 0,025 0,032 100-160 0,63 0,8
Dimensional tolerance table - molded rubber productsDimensional tolerance "A2"

TOLERANCES
Dimension (In)
Fixed Closed Dimension (In)
Fixed Closed
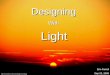
0 - 0,40 0,008 0,013 0-10 0,2 0,32
0,40-0,63 0,01 0,016 10-16 0,25 0,4
0,63-1,00 0,013 0,02 16-25 0,32 0,5
1,00-1,60 0,016 0,025 25-40 0,4 0,63
1,60-2,50 0,02 0,032 40-63 0,5 0,8
2,50-4,00 0,025 0,04 63-100 0,63 1
4,00-6,30 0,032 0,05 100-160 0,8 1,25
Table 3Dimensional tolerance "A3" indicates a "commercial" tolerance product and will normally be used in many products.Dimensional tolerance table - molded rubber productsDimensional tolerance "A3" Commercial

TOLERANCES
Dimension (In) Fixed Closed Dimension (In) Fixed losed
0 - 0,40 0,013 0,032 0-10 0,32 0,8
0,40-0,63 0,016 0,036 10-16 0,4 0,9
0,63-1,00 0,02 0,04 16-25 0,5 1
1,00-1,60 0,025 0,045 25-40 0,63 1,12
1,60-2,50 0,032 0,05 40-63 0,8 1,25
2,50-4,00 0,04 0,056 63-100 1 1,4
4,00-6,30 0,05 0,063 100-160 1,25 1,6
Table 4Dimensional tolerance "A4" applies to products where dimensional control is not critical and cost is secondary.Dimensional tolerance table - molded rubber productsDimensional Tolerance "A4" Not Critical

Dimension Measurement• Part Conditioning: Dimension measurements should be
made on pre-conditioned parts for at least 24 hours after the molding operation. The measurement should occur no later than 60 days after shipment, or before the part is put to use, choosing the one that has the least time. Care must be taken in storing the parts.
• In the case of reference measurements, particularly in the case of dimensional tolerance "A1" or for materials known to be sensitive to changes in temperature or relative humidity, the parts in question must be conditioned for at least 24 hours.

Dimension Measurement• Measurement Methods: depending on the characteristics of
the dimensions to be achieved, can be used:– A. Micrometer with dimensions agreed between the customer and
the rubber artifact manufacturer.– B. An optical device.– C. Appropriate to the dimensions to be measured.
• Under no circumstances should the part be distorted during measurement. For dimensions that are difficult to measure or for those unusual dimensional tolerances, the exact method of measurement must be agreed in advance between the customer and the manufacturer of the rubber artifact.

RELATIVE DIMENSIONS• General information: relative dimensions such as concentricity,
framing, leveling, parallelism or location of one or more inserts in the product are described dimensions in relation to some other dimension. Since it is impossible to visualize the many potential designs of all molded products on which the relative dimensions will be specified, it is impractical to establish tolerance standards for these dimensions. The designer must recognize that the higher the requirement, the more expensive the product will be. It shall enable the manufacturer of the rubber artifact to utilize support pins, supports or protrusions in the mold to ensure a positive location and registration of the insert or inserts in the mold cavity.

Contact
LT QuímicosAv. Pedro Severino Jr., 366 Cjto 35
04310-060 – São Paulo – SP – BrasilLuis TormentoNPD Director
[email protected]: +55 (11) 5581-0708