Embed Size (px)
DESCRIPTION
Engineering Process 2 Mechanical Engineering University of Gaziantep
Citation preview

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Chapter 30Fusion Welding Processes

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Fusion Welding Processes

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
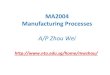
Oxyacetylene Flame Types
Figure 30.1 Three basic types of oxyacetylene flames used in oxyfuel-gas weldingand cutting operations: (a) neutral flame; (b) oxidizing flame; (c) carburizing, orreducing, flame. The gas mixture in (a) is basically equal volumes of oxygen andacetylene. (d) The principle of the oxyfuel-gas welding operation.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Oxyacetylene Torch
Figure 30.2 (a) General view ofand (b) cross-section of a torchused in oxyacetylene welding.The acetylene valve is openedfirst; the gas is lit with a sparklighter or a pilot light; then theoxygen valve is opened and theflame adjusted. (c) Basicequipment used in oxyfuel-gaswelding. To ensure correctconnections, all threads onacetylene fittings are left-handed,whereas those for oxygen areright-handed. Oxygen regulatorsare usually painted green, andacetylene regulators red.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Pressure-Gas Welding Process
Figure 30.3 Schematic illustration of the pressure-gas welding process; (a) before,and (b) after. Note the formation of a flash at the joint, which can later be trimmedoff.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Gas-Tungsten Arc Welding
Figure 30.4 (a) The gas tungsten-arcwelding process, formerly known asTIG (for tungsten inert gas) welding.(b) Equipment for gas tungsten-arcwelding operations.
Figure 30.5 The effect of polarity andcurrent type on weld beads: (a) dccurrent straight polarity; (b) dc currentreverse polarity; (c) ac current.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Plasma-Arc Welding Process
Figure 30.6 Two types of plasma-arc welding processes: (a) transferred, (b)nontransferred. Deep and narrow welds can be made by this process at highwelding speeds.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Shielded-Metal Arc Welding
Figure 30.7 Schematic illustration of the shielded metal-arcwelding process. About 50% of all large-scale industrial weldingoperations use this process.
Figure 30.8 A deep weld showing the buildup sequence ofeight individual weld beads.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Submerged-Arc Welding
Figure 30.9 Schematic illustration of the submerged arc welding process andequipment. The unfused flux is recovered and reused.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Gas Metal-ArcWelding
Figure 30.10 (a) Schematic illustration of the gas metal-arc welding process,formerly known as MIG (for metal inert gas) welding. (b) Basic equipment used ingas metal-arc welding operations.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Fluxed-Cored Arc-Welding
Figure 30.11 Schematic illustration of the flux-cored arc welding process. Thisoperation is similar to gas metal-arc welding, shown in Fig. 30.10.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Electrogas-Welding
Figure 30.12 Schematic illustration of the electrogas welding process.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Electroslag-Welding
Figure 30.13 Equipment used for electroslag welding operations.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Electrode Designations

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Weld Bead Comparison
Figure 30.14 Comparison of the size of weld beads: (a) laser-beam or electron-beam welding, and (b) tungsten-arc welding. Source: American Welding Society,Welding Handbook (8th ed.), 1991.
(a) (b)

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Example: Laser Welding of Razor Blades
Figure 30.15 Detail of Gillette Sensor razor cartridge, showing laser spot welds.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Flame Cutting
Figure 30.16 (a) Flame cutting of steel plate with an oxyacetylene torch, and across-section of the torch nozzle. (b) Cross-section of a flame-cut plate, showingdrag lines.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Weld Joint Structure
Figure 30.17 Characteristics of atypical fusion-weld zone in oxyfuel-gas and arc welding.
Figure 30.18 Grain structure in (a) deep weldand (b) shallow weld. Note that the grains in thesolidified weld metal are perpendicular to theirinterface with the base metal (see also Fig. 10.3).(c) Weld bead on a cold-rolled nickel stripproduced by a laser beam. (d) Microhardness(HV) profile across a weld bead.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Discontinuities and Defects in Fusion Welds
Figure 30.19 Examples ofvarious discontinuities in fusionwelds.
Figure 30.19 Examples ofvarious defects in fusion welds.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Cracks in Welded Joints
Figure 30.21 Types of cracks developed in welded joints. The cracks are causedby thermal stresses, similar to the development of hot tears in castings (see alsoFig. 10.12).

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Crack in Weld Bead
Figure 30.22 Crack in a weld bead. The two welded components were not allowedto contract freely after the weld was completed. Source: Courtesy of PackerEngineering.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Distortion of Parts After Welding
Figure 30.23 Distortion of parts after welding. (a) Butt joints and (b) fillet welds.Distortion is caused by differential thermal expansion and contraction of differentregions of the welded assembly.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Residual Stresses and Distortion
Figure 30.24 Residual stressesdeveloped in a straight butt joint.Note that the residual stresses in (b)must be internally balanced. (Seealso Fig. 2.29.)
Figure 30.25 Distortion of awelded structure.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Weld Testing
Figure 30.26 (a) Specimen for longitudinal tension-shear testing; (b) specimen fortransfer tension-shear testing; (c) wraparound bend test method; (d) three-pointbending of welded specimens (see also Fig. 2.11).

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Welded Joints
Figure 30.27 Examplesof welded joints and theirterminology.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Weld Symbols
Figure 30.28 Standard identification and symbols for welds.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Weld Design
Figure 30.29 Some design guidelines for welds. Source: After J.G. Bralla.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Example 30.2: Weld Designs
Figure 30.30 Examples of weld designs used in Example 30.2.