Embed Size (px)
Citation preview

BENEFICIATION OF JORDANIAN IRON ORE: WARDA –
NORTH OF JORDAN

Content Page
List of Content I, II
List of Figure III
List of Table IV,V
Abstract VI
1. An Introduction 1
1.1. Geology and mineralogy of Jordanian iron ore 1
1.2. Production of iron from iron ore 4
1.3. Beneficiation of Iron ore 4
1.3.1. Milling 5
1.3.2. Magnetic Separation 6
1.3.3. Flotation 7
2. Experimental set up and Procedures 10
2.2. Comminutions 11
2.3. Selecting Sample 11
2.4. Size analysis 11
2.5. Magnetic Separation 11
2.6. Iron ore flotation 12
I

3. Results and discussions
14
3.1. Samples characterization 18
3.2. Sieve size analysis results 20
3.3. Magnetic Separation results 23
3.4. Iron ore flotation 25
4. Conclusions and Recommendation
33
5. References
35
II

Figure Page
Figure (1): Location of Warda iron deposit 1
Figure (2): Geological sequence of the region of Mugharet el- Warda 2
Figure (3): A fresh cut in the iron ore deposit of MeW 3
Figure (4): Magnetic separation mechanism 11
Figure (5): Magnetic separation procedure sample A 12
Figure (6): Magnetic separation procedure for sample B 13
Figure (7): The mechanism of flotation 14
Figure (8): fatty acid and amine flotation procedure 16
Figure (9): Mass reduction diagram for sieve. 18
Figure (10): Mass reduction diagram for magnetic separation. 19
Figure (11): chemical analysis of sample (A) 19
Figure (12): chemical analysis of sample (B) 20
Figure (13): Sieve size distribution for sample (A) 21
Figure (14): Sieve size distribution for sample (B) 21
Figure (15): relationship between recovery & grad of magnetic fraction of sample A 24
Figure (16): relationship between recovery & grad of magnetic fraction of sample B 25
Figure (17): chemical analysis of flotation head sample (A) 26
Figure (18): chemical analysis of flotation head sample (B) 26
Figure (19): the relationship between Fe% and Collector dosage for concentrate1 of
Sample A (Fatty Acid collector).
28
List of Figure
III

Figure (20): the relationship between Fe% and Collector dosage for concentrate1 of
Sample A (Fatty Acid collector).
28
Figure (21): the relationship between Fe% grad & Collector dosage for Tailing Sample A
(Amine).
30
Figure (22): the relationship between Fe% grad & pH for Tailing Sample B (Fatty acid). 32
IV

List of Table
Table Page
Table (1): Beneficiation methods commonly associated with iron ores and the percentage
of ore treated by each method
5
Table (2): Reagents commonly used in iron ore flotation activities 8
Table (3): fatty acid and amine flotation parameters 17
Table (4): iron (Fe) distribution in sample (A). 22
Table (5): iron (Fe) distribution in sample (B) 22
Table (6): Magnetic separation results for sample A 23
Table (7): Magnetic separation results for sample B (after regrinding the non -magnetic) 23
Table (8): Recovery of iron (Fe) to the magnetic fraction for sample A and B 24
Table (9): Table 11 Fatty acid flotation results for sample A (Test 1: 250g/tonne collector,
pH 9)
27
Table (10) : Fatty acid flotation results for sample A (Test 2: 500g/tonne collector, pH 9) 27
Table (11): Fatty acid flotation results for sample A (Test 3: 750g/tonne collector, pH 9) 27
Table (12): Amine flotation results for sample A (Test 4: 250g/tonne collector, pH 5) 29
Table (13): Amine flotation results for sample A (Test 5: 500g/tonne collector, pH 5) 29
Table (14): Amine flotation results for sample A (Test 5: 750g/tonne collector, pH 5) 29
Table (15): Fatty acid flotation results for sample B (Test 7: 500g/tonne collector, pH 7) 30
Table (16): Fatty acid flotation results for sample B (Test 8: 500g/tonne collector, pH 8) 31
Table (17): Amine flotation results for sample B (Test 9: 500g/tonne collector, pH 4) 32
Table (18): Amine flotation results for sample B (Test 10: 500g/tonne collector, pH 6) 32
V

Abstract
In this study, the iron ore deposit of the historic Warda Region, District of Ajloun, Northern
Jordan, were investigated, two samples were collected; the first sample A was higher in iron and
has some carbonate minerals predicted from high calcium content, while the second sample,
sample B, has low iron content and high calcium.
The two samples were subjected to crushing, grinding, followed by magnetic separation and
fatty acid and amine flotation. the results show that both samples were not amenable for magnetic
separation indicating the iron bearing mineral may be of low magnetization such as hematite which
require high intensity magnetic separator on the other hand, Sample B were more amenable for
flotation, and it was found that fatty acid floatation was more effective to separate carbonate
mineral (Ca) and silica.
VI

Beneficiation of Jordanian iron ore: Warda -north of Jordan
1
Chapter one: An Introduction
1.1. Geology and mineralogy of Jordanian iron ore ( Mugharet el-
Wardeh )
Jabal Ajloun , Ajloun Mountains, area is part of Jordanian eastern heights that divides the
eastern plateau of the Jordan valley rift. having an elevation of about 1600 m above sea level in
its highest point. these mountains have been submitted to continuous erosion that demolished the
so called Balqa Group of soft limestone and left the Ajloun limestone (Quennell 1952, Bender
1974).
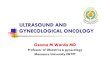
Mugharet el-Wardeh, which is part of Jabal Ajloun , is located east of the Dead Sea at an
altitude of about 620 as shown in figure 1 . it was called locally Jabal Al-Aqra, i.e. “bald mountain”
because of the absence of the trees, but it is currently called Jabal Al-Akdar, i.e. “Green Mountain
since it has been reforested. The name Warda, which means “rose” in Arabic, comes from the
brilliant colors of the iron ore in the locality (Boom & Lahloub1962, Zitzmann 1976).
Figure(1): Location of Warda iron deposit (Al-Malabeh, 2007)

Beneficiation of Jordanian iron ore: Warda -north of Jordan
2
According to Al-Malabeh et al. 2003, Wardah iron ore deposit (WID) occurs as a belt extending
in a N/NE-S/SW direction where the ore occurs in the upper cretaceous limestone of Cenomanian-
Touranian age. Iron ore is located within massive and chalky limestone of the upper Cretaceous in
Warda area, near Burma village (Jarash area).
The iron ore origin is due to hydrothermal and epithermal with Metasomatism of carbonate to
hematite; hydrothermal solutions containing high percentage of iron replaced the limestone in the
massive limestone layers. Then these solutions have moved upwards through faults and fractures
made by tectonics activities and were precipitated to form the iron ore body.
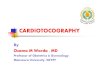
The iron ore deposit is vein-like shape up to 10 m thick, 300 long, and about 200 m thickness
(Figure 2). The average iron concentrate may reach 68%wt (Abu- Ajamieh et al. 1988).
Figure (2): Geological sequence of the region of Mugharet el- Warda ( Alomari
1991, Saffarini 1989).

Beneficiation of Jordanian iron ore: Warda -north of Jordan
3
Zitzmann (1976) studied the Wardah iron ore(WID) deposit in detail and estimated that deposit
deposits contain about 265000 tonne of iron(Fe).
The results of 15 boreholes indicate that the WID is 300 m long, 200 m wide, and 0.8 to 9.8 m
in thickness.
The deposit contains the following minerals : magnetite (Fe3O4, 72.4% Fe),
hematite(Fe2O3,69.9%Fe), goethite (FeO(OH),62.9%Fe) ,limonite(FeO(OH).n(H2O)) or siderite
(FeCO3,48.2% Fe).
Intercalation with the surrounding limestone and floating limestone blocks in the ore were
noticed as well as the absence of sulfides and the rarity of quartz and chalcedony. Figure 3 shows
a fresh cut in Warda iron ore deposit.
Figure (3): A fresh cut in the iron ore deposit of MeW , lim= limonite,
lst=limestone layer and C= Cave (Al-Malabeh et.al 2007).

Beneficiation of Jordanian iron ore: Warda -north of Jordan
4
1.2. Production of iron from iron ore
Iron played an important role in both ancient and modern civilization. Iron ores are among the
most available ores, representing about 5 wt. % of the earth crust. However, to use it to make a
useful object, it needs to be smelted, purified, then shaped to the required objects (Buchwald 2005,
Tylecote et.al 1962).
According to Buchwarld (2005), Iron production process is divided into two stages smelting
and smithing. Iron smelting refers to the separation of tiron from the gangue by heating up the ore
with fluxes (limestone, lime) in a furnace up to 1200 °C or more in order to separate gangue
minerals as slag. on the other hand, smithing means all the different steps of the further treatment
of the produced bloom (iron blocks produced from iron furnace) to the finally shaped artifact
(Tylecote 1976, Pleiner 2000).
Iron ore may be pretreated in order to facilitate the separation of iron form gangue. for example,
when iron is heated to about 912 °C, it is transformed into a malleable phase (austenite), at which
iron is ductile and can absorb up to 2.1 wt. % carbon. Iron could be easily shaped or joined to
another similar piece of un-magnetic austenite (Buchwald 2005).Also, iron ore roasting improves
its quality and preparing it for the smelting process. It converts the sulphides and carbonates into
oxides and increases the porosity of the ore by heating the crushed lumps with an open air at
temperatures of about 400-800 °C (Bjorkenstam 1985, Pleiner 2000).
1.3. Beneficiation of Iron ore
Since iron ore is usually found associated with gangue, upgrading the ore deposit is required
prior to smelting in the furnace. The upgrading process is called beneficiation which includes the
following processes depending on the type and percentage of impurities. Most beneficiation
operations produce three fractions of materials: a concentrate; a middling or very low-grade
concentrate, which is either reprocessed (in modern plants) or stockpiled; and a tailing (waste),
which is discarded. The beneficiation processes used in iron ore upgrading are:
1. Milling (crushing and grinding)
2. Washing.
3. Sizing and sorting

Beneficiation of Jordanian iron ore: Warda -north of Jordan
5
4. Gravity separation
5. Magnetic separation
6. Flotation
Milling and magnetic separation are the most common methods in iron ore beneficiation while
gravity concentration is seldom used. On the other hand, flotation is primarily used to remove the
silica from the magnetic separation concentrate. to upgrade concentrates from magnetic separation
by reducing the silica content of the concentrate. Table 1 shows the percentage of iron ore treated
by various beneficiation processes (America) in 1990 (Ryan 1991).
Table (1): Beneficiation methods commonly associated with iron ores a6nd the percentage
of ore treated by each method, 1990 (Ryan 1991).
Beneficiation Method Percentage of Iron Ore Treated
Magnetic Separation 41.6
Flotation following
Magnetic Separation
51.2
Subtotal 93.8
Flotation 6.3
Gravity Concentration < 11
Total 100
1.3.1. Milling
Milling is the first stage of beneficiation, aiming at producing uniform size particles by
crushing, grinding, and wet or dry classification. Since the capital investment and operation costs
of milling equipment are high, economics plays a large part in determining the use of comminution
equipment and the degree of crushing and grinding performed to prepare ore for further
beneficiation. Other factors considered in determining the degree of milling are ore concentration
value, mineralogy, hardness, and moisture content. According to Weiss (1985) Milling is a
multistage process and may use dry or wet ore feed. Typically, primary crushing and screening
take place at the mine site which accomplished by using gyratory and cone crushers.

Beneficiation of Jordanian iron ore: Warda -north of Jordan
6
Primary crushing yields chunks of ore ranging in size from 10 to 25cm. Oversize material is
passed through additional crushers and classifiers to achieve the desired particle size. The ore is
then crushed and sized at a secondary milling facility. on the other hand, secondary milling
(comminution) further reduces particle size and prepares the ore for beneficiation processes that
require finely ground ore feed. The product resulting from this additional crushing is usually less
than 2.5 cm, ranging between (1.5 to 2cm), depending on crushing economics, secondary crushing,
is accomplished by using standard cone crushers, Jaw crushers, ball and rod mills.
1.3.2. Magnetic Separation
Magnetic separation is most commonly used iron ore beneficiation process used to separate
natural magnetic iron ore (magnetite) from less-magnetic or nonmagnetic gangue. According to
Ryan (1991), magnetic separation techniques are used to beneficiate more than 90 % of all USA
iron ore. However, between 20 and 35 % of beneficiated iron ore is lost to tailings because hematite
is magnetically week, rendering magnetic separation uneconomic in some cases.
Magnetic separation may be conducted in either a dry or wet environment, although wet systems
are more common. Magnetic separation operations can also be categorized as either low or high
intensity. In low intensity separators, magnetic fields between 1,000 and 3,000 Gauss (0.1-0.3
Tesla) are used., and these techniques are normally used on magnetite ore as an inexpensive and
effective separation method. However, the main disadvantage of low intensity separators is their
ability to capture only highly magnetic material, such as magnetite. High intensity separators, on
the other hand, employ fields as strong as 20,000 Gauss; therefore, they are used to separate weakly
magnetic iron minerals, such as hematite, from nonmagnetic or less magnetic gangue material.
Other factors important in determining which type of magnetic separator system is used include
particle size and the solids content of the ore slurry feed (Weiss 1985, United States Steel 1973).
Typically, magnetic separation involves three stages of separation: cobbling,
cleaning/roughing, and finishing. Each stage may employ several drums in a series to increase
separation efficiency, where each successive stage works on finer particles as a result of the
removal of oversized particles in earlier separations. according to Weiss 1985, cobbling is used to
separate larger particles (1cm) and may reject about 40 % of the feed as tails, while cleaners or
scavenger's separate particles in the range of 48 mesh (300 micron) and remove only 10 to 15
percent of the feed as tails. Finally, finishers separate fine ore particles, less than 100 mesh (150

Beneficiation of Jordanian iron ore: Warda -north of Jordan
7
micron) and remove the remaining 5 percent of gangues; because of the highly concentrated nature
of the feed at this point (Weiss 1985).
1.3.3. Flotation
Flotation is a technique where particles of one mineral or group of minerals surface are modified
to adhere preferentially to air bubbles in the presence of a chemical reagent called reagents. This
is achieved by using chemical reagents (collectors) that preferentially react with the desired
mineral. Several factors are important to the success of flotation activities, including uniformity of
particle size, use of reagents compatible with the mineral, and water conditions that will not
interfere with the attachment of the reagents to the mineral or air bubbles (U.S. EPA 1982;
Ryan1991). Today, flotation is primarily used to upgrade concentrates resulting from magnetic
separation where over 50 % of all USA iron ore is upgraded using this technique.
Reagents used in flotation can be classified as follows:
1. Collectors, amines or fatty acids, facilitate adherence between solid particles and air
bubbles in a flotation cell.
2. Frothers which are used to stabilize air bubbles by reducing surface tension, thus allowing
Collection of valuable material by skimming from the top of the cell.
3. Antifoams which react with particle surfaces in the flotation cell to keep materials from
remaining in the froth. Instead, materials fall to the bottom as tailings.
In iron ore flotation, several factors are important when conditioning ore with reagents for
flotation, including thorough mixing and dispersal of reagents through the pulp, repeated contact
between the reagents and all of the relevant ore particles, and time for the development of contacts
with the reagents and ore particles to produce the desired reactions.
Reagents may be added in a number of forms including solid, immiscible liquid, emulsion, and
solution in water, the concentration of reagents must be closely controlled during conditioning;
adding more reagent than is required may retard the reaction and reduce efficiency. Table 2
summaries the reagents used in cationic iron ore flotation (Fuerstenau, 1970; Ryan, 1991; Weiss
1985).

Beneficiation of Jordanian iron ore: Warda -north of Jordan
8
Table (2): Reagents commonly used in iron ore flotation activities (Weiss 1985).
According to Quats (2015), iron flotation systems can be divided into the following categories:
1. Hematite flotation using oleic acid and tall oils:
2. Hematite and ferric activated quartz flotation using petroleum sulphonates.
3. Flotation of other gangue minerals with oleic acid.
4. Flotation of limonite with oleic acid and tall oils.
5. Mineral flotation with lauric acid.
In hematite flotation with oleic acid from apatite gangue, the collector was added as an emulsion
comprising tall oil and neutral oil emulsified in water using a water-soluble agent, generally an
alkyl–aryl sulphonate. Under these conditions, hematite flotation from the ore was very rapid,
completed in 1–2 min. To increase hematite selectivity over the apatite associated with the ore,
relatively long conditioning times between the addition of the emulsion and the commencement
of flotation was required. In the flotation of hematite this was required to ensure a sharp change
from hematite flotation at the start to a general non-selective gangue flotation at the end of the
Reagent Type Chemical Composition Producing
Company
A-Frothers
Methyl isobutyl
Carbinol
Methyl isobutyl Carbinol Shell
TX-4733
C4-18 alcohols, aldehydes, and
esters; butyric acid; 2-
ethyl hexane
Nalco
DP-SC-79-139 Mixed aldehydes, alcohols, and
esters
Sherex
B-Collectors/Amines
Arosurf MG83A 1,3-propendiamine, N-[3-
branched tridecyloxyl propyl]
derivatives; acetic acid
Sherex
MG-580 1,3-propendiamine, N-[3-
branched tridecyloxyl propyl]
derivatives
Sherex
C-Antifoams
7810 Polyglycol esters in hydrocarbon
solvent
Nalco

Beneficiation of Jordanian iron ore: Warda -north of Jordan
9
circuit, probably due to calcium activation of the gangue minerals. The iron ions appeared to be
slower in their reaction with the oleate ions than the calcium ions, but, if sufficient mixing time
was allowed, the iron mineral interaction with collector had time to provide complete dominance
for the hematite flotation and a ‘‘deactivation’’ of the gangue took place. This means that apatite
flotation occurs ahead of hematite flotation, both using tall oil/fuel oil emulsions. conditioning of
iron ore with fatty acid usually occurs at alkaline or neutral pH because of lower fatty acid
solubility at alkaline pH (Jung et al. ,1987).

Beneficiation of Jordanian iron ore: Warda -north of Jordan
10
Chapter Two: Experimental set up and Procedures
2.1. Sampling
Two samples , 16 kg each , were collectoed from two different locations from Maghert Al-
Wardain Ajloun area .one of the samples has high iron content , named sample A, and the other
one was low in iron, named sample B. both samples ,consisting of lumps 5-10 cm in diameter ,
were kept in sealed plastic bags to prevent oxidation.
2.2. Comminutions
The samples were crushed by Jaw crusher inlet and exit opening size respectively , then the size
of crushed samples was further reduced by ball mill at the following operating parameters: 8kg
rock charge ,12 kg of different ball size, and 25 minutes grinding.
2.3. Sampling
A riffle splitter was used to seperated a representative samples from the ground rock to be used
in seive analysis and magentic seperation . It is a device having an equal number of narrow sloping
chutes with alternate chutes discharging the sample in opposite directions into two collection bins
Sample homogenization is achieved by repeated pouring of soil through the splitter and combining
the halves between passes.
2.4. Size analysis
seive analysis was conducted using 500 g seive charge for 10 minutes at 60 Hz bibration . the
seives apertures were chosen acccording to the square root of 2( 2 =1.414) rule and the availbility
of sieves sets . seiving were condeucted three times and the average were used to calculate the D50
and D80 of the ground rock,
2.5. Magnetic Separation
Magnetic separation is one of minerals processing methods that beneficiate ore based on the
differences in their magnetic properties .as shown in Figure 4,the materials is feed through a hopper

Beneficiation of Jordanian iron ore: Warda -north of Jordan
11
and feeder into a rotating magnetic drum whichremoved later from the drum by scraper while the
non-magnetic materials pass it and fall into the collecting tank
The parameters affect the magnetic separation efficiency are solids feed rate, the time that
particles are exposed to the magnetic field, as well as the rotational speed of the drum i.e.
centrifugal force on particles. The feed flow rate is controlled by the height of thehooper from the
feeding conveyor as well as the frequency of the feeding duct. The exposure time to magnetic feed
is controlled by the magnetic drum rotating speed.
Magentatic seperation for sample A was conducted by using 1000 g sample at constant feed
vibration frequency 45 hz but at the following drum rotational speeds: 10,20,30, and 40 rpm. The
nonmagentic fraction was then repassed over the drum fro 6 times and the total magentic fraction
was combined from these trials . the nonmagentic fraction was reground by ball mill for 10 mines
and 10 kg balls , and then passed over the magnetic drum for 6 times . Figure 5 shows a schematic
diagram of the magentic sepertion of sample A.
Figure (4): Magnetic separation mechanism (Althyabat, 2015).

Beneficiation of Jordanian iron ore: Warda -north of Jordan
12
Figure (5): Magnetic separation procedure sample (A).

Beneficiation of Jordanian iron ore: Warda -north of Jordan
13
For sample B, the magnetic separation was conducted using 3 kg samples at constant feed
vibration of 45 hz but at the following drum rotational speed :10, 20, and 30 rpm. The nonmagtic
fraction was repassed over the magnetic drum from 6 times. figure 5 shows a schematic diagram
of magnetic separation of sample B .
Figure (6): Magnetic separation procedure for sample B

Beneficiation of Jordanian iron ore: Warda -north of Jordan
14
2.6. Iron ore flotation
Flotation is the most widely used separation method in minerals industry. It is a selective
method used to separate a certain mineral from the rest of ore (gangue). In mechanical flotation or
induced air flotation as shown in Figur6, the hydrophobic particles attached themselves to air
bubbles and rise to the surface of the froth due to buoyancy force where they skimmed to
concentrate launder while the hydrophilic particles (gangue) remains in the bottom of the cell and
removed as gangue .
Since the samples , both of sample A and B , contains iron as hemtite , magnetite ,
goethite,limonite, or siderite as shown in previous mineralogical studies as well as other minerals
Figure (7): The mechanism of flotation (Althyabat,2015).

Beneficiation of Jordanian iron ore: Warda -north of Jordan
15
such as silica , calcite , and other trace metals , both fatty acid and amine floation werer tested on
both samples . fatty acid flotation was conducted by the CUSTOFlOT7080 while -CUSTAMIN690
was used in amine flotation .
400 g of iron ore was conditined with the required dosage of collector ash shown in table
3 at 72% solids for 10 minutes then the slurry was transferred to flotation tank and diluted
to 25 % solids , and floated for 10 minutes . the sink from rougher floation was refloated
and the float was combined with the float of rougher floation .

Beneficiation of Jordanian iron ore: Warda -north of Jordan
16
two stages of cleaner floation was conducted on the float. figure 7 shows a schematic
diagram of the procedure for both of fatty acid and amine floation .
Figure (8): fatty acid and amine flotation procedure

Beneficiation of Jordanian iron ore: Warda -north of Jordan
17
Table (3): fatty acid and amine flotation parameters
Test
number Feed type
Collector
type
Collector
dosage(g/tonne) pH
1 Sample A Fatty acid 250 9
2 Sample A Fatty acid 500 9
3 Sample A Fatty acid 750 9
4 Sample A Amine 250 5
5 Sample A Amine 500 5
6 Sample A Amine 750 5
7 Sample B Fatty acid 500 7
8 Sample B Fatty acid 500 8
9 Sample B Amine 500 4
10 Sample B Amine 500 6

Beneficiation of Jordanian iron ore: Warda -north of Jordan
18
Chapter Three: Results and discussions
3.1. Samples characterization
Figures 9 and 10 show the reduction diagram for the samples used for sieve analysis and
magnetic separation, respectively. Figure 9 shows that 500 g sample was separated from the 16kg
original sample after 5 trials, while figure 10 shows that only 3 trials were required to separate
3000 kg to be used in Magnetic separation .
Acomparison between sample A and sample B is depicted in Figures 11 abd 12 . it shows that
sample A contains more iron than sample B, and sample B contain more calcium and magnesium
, indicatiing the presence of carbonaeous materials such as calcite and dolomite in larger amount
in sample B than sample A. on the other hand , both samples almost have the same amount of silica
, but sample A has slighlty higher silica content than sample B.
Figure (9): Mass reduction diagram for sieve sample
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
0 1 2 3 4 5 6
weight (g)
No. of traial
Mass Reduction Diagram For Seive

Beneficiation of Jordanian iron ore: Warda -north of Jordan
19
Figure (10): Mass reduction diagram for magnetic separation sample
0
2000
4000
6000
8000
10000
12000
14000
0 0.5 1 1.5 2 2.5 3 3.5
We
igh
t (g
)
No. of traial
Mass Reduction Diagram For Magnetic Separation
Figure (11): chemical analysis of sample (A)
Fe 64.241%
Ca 32.886%
Si 2.873%

Beneficiation of Jordanian iron ore: Warda -north of Jordan
20
3.2. Sieve size analysis results
Sieve size results for sample A and B are shown in Figures 13 and 14 , respectively . Figure 13
shows that the sample D80 and D50 is 1050 micron and 700 micron , respectively . on the other
hand , sample B D80 and D50 were 1050 micron and 850 micron , respectively .
Distrbution of iron (Fe) calculated by eqauion1 and tabualted in tables 4 and 5 for both of
sample A and sample B shows that no trend of iron concentration in specific size fraction indicating
that grinding and seiving only are not sufficent to concentrate iron in both samples. The results
also indicate extensive grinding is required to liberate iron from the feed .
𝑫𝒊𝒔𝒕𝒓𝒊𝒃𝒖𝒕𝒊𝒐𝒏(%) = [%𝑭𝒆 × 𝒘𝒆𝒊𝒈𝒉𝒕]𝒔𝒊𝒛𝒆 [%𝑭𝒆 × 𝒘𝒆𝒊𝒈𝒉𝒕]𝒇𝒆𝒆𝒅⁄ (1)
Figure (12): chemical analysis of sample (B)
Fe 39.988%
Ca 48.398%
Si 1.687%
Mg 8.882%

Beneficiation of Jordanian iron ore: Warda -north of Jordan
21
Figure (13): Sieve size distribution for sample (A).
0
20
40
60
80
100
120
1 10 100 1000 10000
un
de
r si
ze
Nominal Aperture Size (µm)
Figure (14): Sieve size distribution for sample (B).
0
20
40
60
80
100
120
1 10 100 1000 10000
Un
de
r si
ze
Nominal Apeture Size(µm)

Beneficiation of Jordanian iron ore: Warda -north of Jordan
22
Table (6): iron (Fe) distribution in sample (A).
Table (7): iron (Fe) distribution in sample (B)
Sieve Size (µm) Weight (g) %Fe Distribution (%)
38 4 85.752 0.3
75 34.4 82.488 2.4
106 151.1 82.583 10.7
150 106.2 82.749 7.6
250 53.9 83.579 3.9
300 157.7 83.597 11.3
500 180.9 82.014 12.8
850 64.3 81.089 4.5
1000 630.7 80.154 43.5
Total 1383.2 84.04 100
Sieve Size (µm) Weight (g) %Fe Distribution (%)
38 5.1 41.922 0.41
75 18.7 38.487 1.4
106 70.6 37.776 5.1
150 149.9 39.309 11.22
250 41.8 39.908 3.2
300 174.8 38.775 12.9
500 150.3 37.397 10.7
850 50.9 36.562 3.5
1000 701.9 34.058 45.5
Total 1364 38.5 100

Beneficiation of Jordanian iron ore: Warda -north of Jordan
23
3.3. Magnetic Separation results
Table 1 summarises magnetic separation results for sample A while table 2 presents the results
for sample B . the tables show that magnetic speration speed drum donsnot have a significant affcet
on the magnetic fraction grade (%Fe) which indicates that iron mineral is not strongly magentite
i.e the dominate iron mineral may be hematite which requires high intensity magnatization
.howver slight improvent in the magnetic fraction grade was noticed at speed 25-30 rpm for both
samples .
Table (8): Magnetic separation results for sample A
Test# Speed
(rpm)
Weight (%) Chemical analysis (wt %)
Magnetic (%) Non-magnetic (%)
Magnetic Non-
mag Fe Ca Si Fe Ca Si
1 10 5.2 94.8 68.0 29.7 2.2 69.1 28.5 1.4
2 20 4.8 95.2 69.5 29.1 1.4 69.8 28.5 1.7
3 30 5.9 94.1 69.3 29.1 1.6 70.0 28.3 1.7
4 40 4.7 95.3 69.0 29.3 1.7 69.7 28.9 1.5
Table (9): Magnetic separation results for sample B (after regrinding the non -magnetic)
Test# Speed
(rpm)
Weight (%) Chemical analysis (wt %)
Magnetic (%) Non-magnetic (%)
Magnetic Non-
mag Fe Ca Si Fe Ca Si
1 10 12.9 94.8 42.1 54.1 2.8 43.3 53.5 2.2
2 20 13.4 86.6 41.1 55.8 2.2 43.3 53.5 2.1
3 30 11.5 88.5 43.8 52.9 2.3 42.2 54.1 2.5

Beneficiation of Jordanian iron ore: Warda -north of Jordan
24
A comparison between iron recovery to the magnetic fraction calculated by equation 2 for
samples is presented in table 10. It shows that recovery for sample B is almost twice sample A
which may due to higher liberation in sample B due to regrinding the nonmagnetic fraction o
sample B .furthermore , the increase in drum speed dosenot have a significant effcet on iron
recobery for both samples indicating either lower iron liberation or the presence of low magnetic
iron ore such as hematite which requires high intensity magnatisation .
Recovery = %𝑭𝒆×𝑾𝒕.𝑭𝒆
𝑻𝒐𝒕𝒂𝒍 𝑾𝒕 ×%𝑭𝒆 _𝒇𝒆𝒆𝒅× 𝟏𝟎𝟎% (2)
Table (10) : Recovery of iron (Fe) to the magnetic fraction for sample A and B
Speed (rpm) 10 20 30 40
Sample A 5.5 5.3 6.4 5.2
Sample B 12.7 13.8 12.6 ***
The relationship between grade and recovery of iron to the magnetic fraction for both samples
is shown in Figures 15 and 16 which show that operating at 30 rpm drum speed may suitable for
magntic speration .
Figure (15): relationship between recovery & grad of magnetic fraction of sample A
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
67.8 68 68.2 68.4 68.6 68.8 69 69.2 69.4
Re
cove
ry %
Grad %

Beneficiation of Jordanian iron ore: Warda -north of Jordan
25
3.4. Iron ore flotation
Chemicals analysis of sample A and B used for flotation tests are shown in figures 17 and 18 .
as mentioned previously sample A has more iron and less calcium in contracts with sample B
which has less iron but more calcium incicating the presence of carboneous minerals such as calcite
and dolomite .
Figure (16): relationship between recovery & grad of magnetic fraction of sample B
40.5
41
41.5
42
42.5
43
43.5
44
0 1 2 3 4 5 6
Re
cove
ry%
Grad%

Beneficiation of Jordanian iron ore: Warda -north of Jordan
26
Fatty acid floation results for sample A is presented at table 11-13 . the tables shows increases
in ca in the concentrate compared to tailing which indicates the floation of ca-bearing mineral (
calcite ). As shown in figure 19 , iron concentrate increased with increaing collector dosage
especially bove 500 g/tonne, which means more floation of calcite . on the other hand , % Fe in
the tailing was peaked at about 500 g/tonne collector dosage as shown in Figure 20 indicating that
at this collector dosage Fe -bearing mineral is acivitaded which causied its flotation .
Figure (17): chemical analysis of flotation head sample (A)
Figure (18): chemical analysis of flotation head sample (B)

Beneficiation of Jordanian iron ore: Warda -north of Jordan
27
Table 11 Fatty acid flotation results for sample A (Test 1: 250g/tonne collector, pH 9)
Test #1 Weight (g) Chemical analysis (%wt)
Fe Ca Si
Conc1 13.0 73.97 21.19 2.96
Conc2 4.1 78.49 16.28 2.74
Middling 39.4 80.32 15.98 2.43
Tailing 340.5 79.53 17.34 2.34
Total 397
Table 12 Fatty acid flotation results for sample A (Test 2: 500g/tonne collector, pH 9)
Test #1 Weight (g) Chemical analysis (%wt)
Fe Ca Si
Conc1 9.8 72.44 23.59 2.6
Conc2 26.9 75.78 20.45 2.25
Middling 21.45 82.12 13.21 3.23
Tailing 284.0 81.79 14.71 2.59
Total 342
Table 13 Fatty acid flotation results for sample A (Test 3: 750g/tonne collector, pH 9)
Test #1 Weight (g) Chemical analysis (%wt)
Fe Ca Si
Conc1 11.2 79.51 16.97 2.56
Conc2 5 72.86 23.02 2.75
Middling 13.1 81.78 13.53 3.09
Tailing 356 79.31 17.19 2.55
Total 385.3

Beneficiation of Jordanian iron ore: Warda -north of Jordan
28
On the other hand , the amine floation results are shown in tables 14-16 which % Fe in the
tailings(concentrate regarding Fe) increasd with increasing collector dosage , in contrast to % Ca
which increasing in the concentrate . this means more colletor dosage ca-bearning minerals are
floated to the concentrate .
Figure (19): the relationship between Fe% and Collector dosage for
concentrate1 of Sample A (Fatty Acid collector).
Figure (20): he relationship between Fe% grad & Collector dosage for
Tailing Sample A (Fatty Acid).

Beneficiation of Jordanian iron ore: Warda -north of Jordan
29
Table 14 Amine flotation results for sample A (Test 4: 250g/tonne collector, pH 5)
Test #1 Weight (g) Chemical analysis (%wt)
Fe Ca Si
Conc1 3 75.81 17.46 3.643
Conc2 5.3 78.34 17.155 2.91
Middling 30.2 78.769 16.89 3.723
Tailing 299.9 82.753 14.325 2.229
Total 338.4
Table 15 Amine flotation results for sample A (Test 5: 500g/tonne collector, pH 5)
Test #1 Weight (g) Chemical analysis (%wt)
Fe Ca Si
Conc1 25.9 80.66 16.113 2.227
Conc2 13 76.379 16.276 5.348
Middling 44.8 80.826 15.854 2.535
Tailing 291 80.413 16.7 1.949
Total 374.7
Table 16 Amine flotation results for sample A (Test 6: 750g/tonne collector, pH 5)
Test #1 Weight (g) Chemical analysis (%wt)
Fe Ca Si
Conc1 35.3 80.521 16.109 2.486
Conc2 78.2 81.21 5.544 2.339
Middling 87.7 80.661 16.10 2.573
Tailing 161.2 82.13 14.796 2.478
Total 362.4
The effect of collector dosage on % Fe is shown in Figure 21 indicating that lower collector
dosage gives the optimum results regarding the % Fe.

Beneficiation of Jordanian iron ore: Warda -north of Jordan
30
Table 17: Fatty acid flotation results for sample B (Test 7: 500g/tonne collector, pH 7)
Test #1 Weight (g) Chemical analysis (%wt)
Fe Ca Mg Si
Conc1 65.1 30.36 56.842 10.145 1.396
Conc2 29.2 37.928 50.484 8.894 1.565
Middling 31.3 36.6 48.509 11.154 2.11
Tailing 257.7 36.557 49.437 11.447 1.476
Total 383.3
Table 18: Fatty acid flotation results for sample B (Test 8: 500g/tonne collector, pH 8)
Test #1 Weight (g) Chemical analysis (%wt)
Fe Ca Mg Si
Conc1 16 28.262 62.176 6.749 16.19
Conc2 14 39.337 48.164 9.325 1.848
Middling 53 38.628 47.319 11.451 1.585
Tailing 291 41.114 45.248 10.245 2.114
Total 383.3
Figure (21): the relationship between Fe% grad & Collector dosage for
Tailing Sample A (Amine).

Beneficiation of Jordanian iron ore: Warda -north of Jordan
31
Table 19: Amine flotation results for sample B (Test 9: 500g/tonne collector, pH 4)
Test #1 Weight (g) Chemical analysis (%wt)
Fe Ca Mg Si
Conc1 35 41.167 45.778 9.491 2.156
Conc2 18 38.311 47.317 9.933 3.167
Middling 45 37.804 50.464 8.439 1.984
Tailing 304 35.96 51.047 10.356 1.583
Total 402
Table 20: Amine flotation results for sample B (Test 10: 500g/tonne collector, pH 6)
Test #1 Weight (g) Chemical analysis (%wt)
Fe Ca Mg Si
Conc1 16 41.259 44.942 9.57 2.962
Conc2 14 40.253 46.640 9.358 2.492
Middling 53 37.547 49.429 10.124 1.813
Tailing 291 36.801 51.101 9.396 1.602
Total 374

Beneficiation of Jordanian iron ore: Warda -north of Jordan
32
Figure (22): the relationship between Fe% grad & pH for Tailing Sample B
(Fatty acid).

Beneficiation of Jordanian iron ore: Warda -north of Jordan
33
Chapter 4: conclusions and recommendations
From previous results and discusion , the following conclusons can be withdrawn:
For sieveing results, the highest distribution was for sieve 1000 micron which gave
505.5 micron but the highest content of Fe% was in sieve 38(micron) which gave 85.7%
By comparing the chemical anlaysi results for A and B samples, The sample A has
higher Iron content than B and the relationship between the distribution and iron content
is inversely relationship.
For Magnetic Separation the sample A, feed test analysis which contains 64.241% Fe,
32.886% Ca, 2.873% Si before magnetic process.. The highest content of Fe% which
magnetize was in the test number two which contains 69.509% from 48g and the highest
content of Fe% which didn’t magnetize was in the test number three which contains
70.032% from 912.3g.
The relationship between speed and Fe% for magnetic sample A the highest results
given at speed 22, Which the Fe% is 69.509% and the relationship between speed and
Fe% for non-magnetic for the same sample the highest results given at speed 30 (see the
figure 19). Which Fe% was 70.032%.
The relationship between speed and Fe% for magnetic and non-magnetic the highest
result given at speed 30 and 10 which Fe% was for both 43.812% and 43.264% at weight
344.3g and 2535g. respectively.
For flotation result in the sample A, feed test results before flotation process (82.749%
Fe, 14.694% Ca, 1.824% Si ).The best results for the tests by using fatty acid were at
concentrate #3 from test #3 at weight 11.2g, which gave 79.51% of Fe% and the best
results of middling were from test #2 which gave 82.12% Fe, the best results of tailing
were from test #2 which gave 81.79% Fe at weight 284g.
The best results for the test by using Amine for concentrates were at concentrate #1from
test #5 which gave 80.66% Fe at weight 25.9g and the best results for middling from

Beneficiation of Jordanian iron ore: Warda -north of Jordan
34
test #5 which gave 80.826% Fe at weight 44.8g. and the best results of tailing from test
#1 which gave 82.753% at weight 299.9g.
The relationship between grade and collector dosage for concentrate #1 and concentrate
#2 gave the best results when we use 540(g/ tonne) of collector dosage for concentrate #1
and 745(g/tonne) of collector dosage for concentrate #2.For the middling the best results
was at 540(g/tonne) of collector dosage for tailing was at 245(g/tonne) of collector
dosage.
For flotation result in the sample A, feed test results before flotation process (39.988%
Fe, 48.398% Ca, 8.882% Mg ).The highest content of Fe% in the concentrates was in the
test #10 in concentrate #1 which is 41.259 % and the highest content of Fe% in the
middling was in the test #8 which gave 38.628 %. For tailing the highest content of Fe%
was in the test #8 which gave 41.11 % .
The relationship between garde and pH for concentrate #1 and concentrate #2 sample B
(fatty acid) gave the best results at pH=7 with content 30.36% of Fe% and pH=8 with
content 39.337% of Fe respectively, For middling the best results were at pH=8 which
gave 38.628% of Fe. For tailing the best results were at pH=8 which gave 41.114% of
Fe%.
The relationship between Fe% grad and pH for concentrate #1 and concentrate #2 sample
B by using amine. The best results were at pH=6 which gave 41.26% of Fe and at pH=6
which gave 40.253% of Fe respectively.
The relationship between Fe% grad and PH for middling and tailing sample B (amine)
.The best results were at PH=4 which gave 37.804% of Fe and at PH=6 Which gave
36.801% of Fe respectively.

Beneficiation of Jordanian iron ore: Warda -north of Jordan
35
References
References
• Ahmad Al- Malabeh, Stephan Kempe, Horst-Volker Henschel, The possibly Hypogene
Karstic iron ore of Warda near Ajloun (north Jordan), 2008.
• Andreas Hanptman, Thomas Stollner, The role of iron ore deposit of Mugaret el- Warda in
development of use of iron in southern Bilad el-Sham,2008.
• Bayley, J., Dungworth, D. and Paynter, S. 1999. Archaeometallurgy: English Heritage
Guidelines for Projects. English Heritage: London.
• Bender, F., 1974: Geology of Jordan. – Borntrager, Berlin, Stuttgart, 196 pp.
• Boom, G. van den, & Lahloub, G., 1962: The iron-ore deposits of Warda in southern
Ajloun-District. - Unpulished report s. Zitzmann, 1976.
• Hani Alnawafleh, Khalid Tarawneh, Rami Alrawashdeh, geological and economic
potential of minerals and industrial rocks in Jordan, paragraph 4.3 Iron, 2013.
• Pleiner, R. 2000. Iron in Archaeology: The European Bloomery Smelters. Praha:
Archeologický Ústav Avčr.
• Picard, L., 1970: On Afro-Arabian graben tectonics. - Geol. Rdsch., 59, 337-382.
• Quennell, A.M., 1958: The structural and geomorphic evolution of the Dead Sea Rift. -
Quarterly J. Geol Soc. London, 114, 1-24.
• Robert Topel & Laurence Weiss, 1985. "Sectoral Uncertainty and Unemployment," UCLA
Economics Working Papers 384, UCLA Department of Economics
• Ryan, R. M. (1991). The social contexts of internalization: Parent and teacher influences
on autonomy, motivation and learning.

Beneficiation of Jordanian iron ore: Warda -north of Jordan
36
• Tylecote, R.F. 1962. The Prehistory of Metallurgy in the British Isles. London: Edward
Arnold.
• Zitzmann, A., 1976: The iron ores in Jordan. – In: Zitzmann, A. (ed.) “Iron Ore Deposits
of Europe and Adjacent Areas, Vol. 1”, Bundesanst. f. Geowiss. u. Rohstoffe, Hannover, p. 219
• Zitzmann, A., 1976: The iron ores in Jordan. – In: Zitzmann, A. (ed.) “Iron Ore Deposits
of Europe and




![Hirsutism (androgen excess) warda [compatibility mode]](https://img.pdfslide.us/doc/110x75/559d189d1a28ab64558b469c/hirsutism-androgen-excess-warda-compatibility-mode.jpg)