Embed Size (px)
Citation preview

Plunger lift systemsItrsquos not science fictionhellip
C E MASON
DP
Identifying candidates
Clint E Mason 6192016
Why are we considering a plunger lift Wells that are experiencing liquid loading become uneconomical to
produce Over time as the well liquid loading condition worsens the well can eventually stop flowing any oil gas or condensate
There can be a number of reasons a well stops producing but the most common one is it can not maintain a flow rate sufficient to lift the fluid out of the well bore
We identify a well that is flowing below the required critical rate then we evaluate it is it has the Gas to Liquid ratios or GLR to operate a plunger and finally we evaluate the flowing pressures to ensure we can create enough difference to lift a liquid load using the plunger lift
Finally we evaluate the best type of plunger for the wells liquid and gas volumes and review how quickly it can recover this will allow us to decide on conventional quick trip or continues plunger applications
Candidate identification ndash Basic rule of thumb
Conventional - GLR 400 SCF per Bbl per 1000 Ft in depth 022 e3m3 per m3 per 1000m depth Packer-800 SCF per Bbl per 1000 Ft in
depth Packer 044 e3m3 per m3 per1000m
depth Required Differential-well bore vs line
05 - 065 psi per foot column height or
12-15 kpa per meter of column height
2-Piece or velocity plunger With no or minimal shut in time
these plungers require a higher constant inflow which can be estimated using the wells calculated wellhead critical flow rate
Minimum rate (when operating) 55 of wellhead critical rate
Fluid rates 100 Bbl per million or 16 m3 per 283 e3m3
SG of fluid will effect required ∆P
Calculating cycles per day and required pressure
Well build up vs plunger fall time
0 6 12 18 24 30 36 42 480
50100150200250300350
Chart Title
Pressure Column1 Column2
320 psi2240 kpa
Calculating maximum Cycles per day
1500 meter well fall rate of 50 mpm = 30 minutes minimum fall time
1500 meter well target time = 6 minutes
Total cycles per day potential = 36 cycles in 24 hour period
Time for plunger to fall to spring 30 minutes Possible quick trip candidate
Well built up in 22 minutes
Calculating cycles
Lifting energy = Buildup-line Well builds up in a 30 minutes
to 320 psi (2240 KPA) If line pressure is 150 psi (1050
kpa) that would mean Available DP=320-150 Available DP =170 psi or 1190
KPA
Fluid volumes 1190 kpa (12-15 kpa) 15kpa
= 793 meters per cycle We can lift about 79 meters of
fluid per cycle 603 mm tubing has a capacity
of 002m3 per m so total fluid per cycle = 0158 m3 or 99 bbls per cycle
Bring it all together
Well conditions 1500 m deep 603 mm tubing 10 e3m3 gas 3 m3 fluid Total possible cycles = 40 per
day
Final calculation 3 m30158m3 per cycle = 19
cycle We have enough cycle capacity
Total closed time =19x33=570 minutes or 95 hours per day
Total open time = 14h 30 minutes per day
Second example ndash will not work
Well conditions 1500 m deep 603 mm tubing 10 e3m3 gas 8 m3 fluid Total possible cycles = 40 per
day - Based on build up and fall rates of plunger
Final calculation 8 m30158m3 per cycle = 51
cycle We DO NOT have enough cycle
capacity We can not make enough
cycles in a day to lift the fluid produced
Either we need less fluid or more build up pressure
Or maybe we can use a quick fall plunger to increase cycles per day
Evaluating Hz wells
When we evaluate many of the HZ wells we find that typical rules of thumb used for vertical wells are not applicable
In many HZ wells we are lifting fluid volumes in excess of 10 times what would normally be expected using a plunger lift system
That is a result of how why and where the wells in a HZ completion are actually liquid loading ndash expand on this later on
Hz wells are virtually brand new and there is still a lot of learning going on with in the industry every day we are pushing the envelope of plunger lift with surprising results
We will attempt to share with you what we have learned so far with HZ wells in the upcoming slides
Potential issues to consider prior to installing a plunger lift system Surface Equipment issues - Separator capacity est fluid slug size
well site compressors dry fuel gas available Pipe line pressure fluctuations Accessibility Hydrates Wax Sand or scale issues Gas and water composition H2S CO2 or Chlorides Tubing condition tight collars end of tubing position compared to
perforations angle of deviation
Bottom hold down assembly(Friction hold)
Bumper Spring
Plunger
Lubricator
Catcher
Standing valve
NutCapGeneral overview of
Mechanical parts of a plunger lift system
Liquid loading - Video

DP
Identifying candidates
Clint E Mason 6192016
Why are we considering a plunger lift Wells that are experiencing liquid loading become uneconomical to
produce Over time as the well liquid loading condition worsens the well can eventually stop flowing any oil gas or condensate
There can be a number of reasons a well stops producing but the most common one is it can not maintain a flow rate sufficient to lift the fluid out of the well bore
We identify a well that is flowing below the required critical rate then we evaluate it is it has the Gas to Liquid ratios or GLR to operate a plunger and finally we evaluate the flowing pressures to ensure we can create enough difference to lift a liquid load using the plunger lift
Finally we evaluate the best type of plunger for the wells liquid and gas volumes and review how quickly it can recover this will allow us to decide on conventional quick trip or continues plunger applications
Candidate identification ndash Basic rule of thumb
Conventional - GLR 400 SCF per Bbl per 1000 Ft in depth 022 e3m3 per m3 per 1000m depth Packer-800 SCF per Bbl per 1000 Ft in
depth Packer 044 e3m3 per m3 per1000m
depth Required Differential-well bore vs line
05 - 065 psi per foot column height or
12-15 kpa per meter of column height
2-Piece or velocity plunger With no or minimal shut in time
these plungers require a higher constant inflow which can be estimated using the wells calculated wellhead critical flow rate
Minimum rate (when operating) 55 of wellhead critical rate
Fluid rates 100 Bbl per million or 16 m3 per 283 e3m3
SG of fluid will effect required ∆P
Calculating cycles per day and required pressure
Well build up vs plunger fall time
0 6 12 18 24 30 36 42 480
50100150200250300350
Chart Title
Pressure Column1 Column2
320 psi2240 kpa
Calculating maximum Cycles per day
1500 meter well fall rate of 50 mpm = 30 minutes minimum fall time
1500 meter well target time = 6 minutes
Total cycles per day potential = 36 cycles in 24 hour period
Time for plunger to fall to spring 30 minutes Possible quick trip candidate
Well built up in 22 minutes
Calculating cycles
Lifting energy = Buildup-line Well builds up in a 30 minutes
to 320 psi (2240 KPA) If line pressure is 150 psi (1050
kpa) that would mean Available DP=320-150 Available DP =170 psi or 1190
KPA
Fluid volumes 1190 kpa (12-15 kpa) 15kpa
= 793 meters per cycle We can lift about 79 meters of
fluid per cycle 603 mm tubing has a capacity
of 002m3 per m so total fluid per cycle = 0158 m3 or 99 bbls per cycle
Bring it all together
Well conditions 1500 m deep 603 mm tubing 10 e3m3 gas 3 m3 fluid Total possible cycles = 40 per
day
Final calculation 3 m30158m3 per cycle = 19
cycle We have enough cycle capacity
Total closed time =19x33=570 minutes or 95 hours per day
Total open time = 14h 30 minutes per day
Second example ndash will not work
Well conditions 1500 m deep 603 mm tubing 10 e3m3 gas 8 m3 fluid Total possible cycles = 40 per
day - Based on build up and fall rates of plunger
Final calculation 8 m30158m3 per cycle = 51
cycle We DO NOT have enough cycle
capacity We can not make enough
cycles in a day to lift the fluid produced
Either we need less fluid or more build up pressure
Or maybe we can use a quick fall plunger to increase cycles per day
Evaluating Hz wells
When we evaluate many of the HZ wells we find that typical rules of thumb used for vertical wells are not applicable
In many HZ wells we are lifting fluid volumes in excess of 10 times what would normally be expected using a plunger lift system
That is a result of how why and where the wells in a HZ completion are actually liquid loading ndash expand on this later on
Hz wells are virtually brand new and there is still a lot of learning going on with in the industry every day we are pushing the envelope of plunger lift with surprising results
We will attempt to share with you what we have learned so far with HZ wells in the upcoming slides
Potential issues to consider prior to installing a plunger lift system Surface Equipment issues - Separator capacity est fluid slug size
well site compressors dry fuel gas available Pipe line pressure fluctuations Accessibility Hydrates Wax Sand or scale issues Gas and water composition H2S CO2 or Chlorides Tubing condition tight collars end of tubing position compared to
perforations angle of deviation
Bottom hold down assembly(Friction hold)
Bumper Spring
Plunger
Lubricator
Catcher
Standing valve
NutCapGeneral overview of
Mechanical parts of a plunger lift system
Liquid loading - Video

Why are we considering a plunger lift Wells that are experiencing liquid loading become uneconomical to
produce Over time as the well liquid loading condition worsens the well can eventually stop flowing any oil gas or condensate
There can be a number of reasons a well stops producing but the most common one is it can not maintain a flow rate sufficient to lift the fluid out of the well bore
We identify a well that is flowing below the required critical rate then we evaluate it is it has the Gas to Liquid ratios or GLR to operate a plunger and finally we evaluate the flowing pressures to ensure we can create enough difference to lift a liquid load using the plunger lift
Finally we evaluate the best type of plunger for the wells liquid and gas volumes and review how quickly it can recover this will allow us to decide on conventional quick trip or continues plunger applications
Candidate identification ndash Basic rule of thumb
Conventional - GLR 400 SCF per Bbl per 1000 Ft in depth 022 e3m3 per m3 per 1000m depth Packer-800 SCF per Bbl per 1000 Ft in
depth Packer 044 e3m3 per m3 per1000m
depth Required Differential-well bore vs line
05 - 065 psi per foot column height or
12-15 kpa per meter of column height
2-Piece or velocity plunger With no or minimal shut in time
these plungers require a higher constant inflow which can be estimated using the wells calculated wellhead critical flow rate
Minimum rate (when operating) 55 of wellhead critical rate
Fluid rates 100 Bbl per million or 16 m3 per 283 e3m3
SG of fluid will effect required ∆P
Calculating cycles per day and required pressure
Well build up vs plunger fall time
0 6 12 18 24 30 36 42 480
50100150200250300350
Chart Title
Pressure Column1 Column2
320 psi2240 kpa
Calculating maximum Cycles per day
1500 meter well fall rate of 50 mpm = 30 minutes minimum fall time
1500 meter well target time = 6 minutes
Total cycles per day potential = 36 cycles in 24 hour period
Time for plunger to fall to spring 30 minutes Possible quick trip candidate
Well built up in 22 minutes
Calculating cycles
Lifting energy = Buildup-line Well builds up in a 30 minutes
to 320 psi (2240 KPA) If line pressure is 150 psi (1050
kpa) that would mean Available DP=320-150 Available DP =170 psi or 1190
KPA
Fluid volumes 1190 kpa (12-15 kpa) 15kpa
= 793 meters per cycle We can lift about 79 meters of
fluid per cycle 603 mm tubing has a capacity
of 002m3 per m so total fluid per cycle = 0158 m3 or 99 bbls per cycle
Bring it all together
Well conditions 1500 m deep 603 mm tubing 10 e3m3 gas 3 m3 fluid Total possible cycles = 40 per
day
Final calculation 3 m30158m3 per cycle = 19
cycle We have enough cycle capacity
Total closed time =19x33=570 minutes or 95 hours per day
Total open time = 14h 30 minutes per day
Second example ndash will not work
Well conditions 1500 m deep 603 mm tubing 10 e3m3 gas 8 m3 fluid Total possible cycles = 40 per
day - Based on build up and fall rates of plunger
Final calculation 8 m30158m3 per cycle = 51
cycle We DO NOT have enough cycle
capacity We can not make enough
cycles in a day to lift the fluid produced
Either we need less fluid or more build up pressure
Or maybe we can use a quick fall plunger to increase cycles per day
Evaluating Hz wells
When we evaluate many of the HZ wells we find that typical rules of thumb used for vertical wells are not applicable
In many HZ wells we are lifting fluid volumes in excess of 10 times what would normally be expected using a plunger lift system
That is a result of how why and where the wells in a HZ completion are actually liquid loading ndash expand on this later on
Hz wells are virtually brand new and there is still a lot of learning going on with in the industry every day we are pushing the envelope of plunger lift with surprising results
We will attempt to share with you what we have learned so far with HZ wells in the upcoming slides
Potential issues to consider prior to installing a plunger lift system Surface Equipment issues - Separator capacity est fluid slug size
well site compressors dry fuel gas available Pipe line pressure fluctuations Accessibility Hydrates Wax Sand or scale issues Gas and water composition H2S CO2 or Chlorides Tubing condition tight collars end of tubing position compared to
perforations angle of deviation
Bottom hold down assembly(Friction hold)
Bumper Spring
Plunger
Lubricator
Catcher
Standing valve
NutCapGeneral overview of
Mechanical parts of a plunger lift system
Liquid loading - Video

Candidate identification ndash Basic rule of thumb
Conventional - GLR 400 SCF per Bbl per 1000 Ft in depth 022 e3m3 per m3 per 1000m depth Packer-800 SCF per Bbl per 1000 Ft in
depth Packer 044 e3m3 per m3 per1000m
depth Required Differential-well bore vs line
05 - 065 psi per foot column height or
12-15 kpa per meter of column height
2-Piece or velocity plunger With no or minimal shut in time
these plungers require a higher constant inflow which can be estimated using the wells calculated wellhead critical flow rate
Minimum rate (when operating) 55 of wellhead critical rate
Fluid rates 100 Bbl per million or 16 m3 per 283 e3m3
SG of fluid will effect required ∆P
Calculating cycles per day and required pressure
Well build up vs plunger fall time
0 6 12 18 24 30 36 42 480
50100150200250300350
Chart Title
Pressure Column1 Column2
320 psi2240 kpa
Calculating maximum Cycles per day
1500 meter well fall rate of 50 mpm = 30 minutes minimum fall time
1500 meter well target time = 6 minutes
Total cycles per day potential = 36 cycles in 24 hour period
Time for plunger to fall to spring 30 minutes Possible quick trip candidate
Well built up in 22 minutes
Calculating cycles
Lifting energy = Buildup-line Well builds up in a 30 minutes
to 320 psi (2240 KPA) If line pressure is 150 psi (1050
kpa) that would mean Available DP=320-150 Available DP =170 psi or 1190
KPA
Fluid volumes 1190 kpa (12-15 kpa) 15kpa
= 793 meters per cycle We can lift about 79 meters of
fluid per cycle 603 mm tubing has a capacity
of 002m3 per m so total fluid per cycle = 0158 m3 or 99 bbls per cycle
Bring it all together
Well conditions 1500 m deep 603 mm tubing 10 e3m3 gas 3 m3 fluid Total possible cycles = 40 per
day
Final calculation 3 m30158m3 per cycle = 19
cycle We have enough cycle capacity
Total closed time =19x33=570 minutes or 95 hours per day
Total open time = 14h 30 minutes per day
Second example ndash will not work
Well conditions 1500 m deep 603 mm tubing 10 e3m3 gas 8 m3 fluid Total possible cycles = 40 per
day - Based on build up and fall rates of plunger
Final calculation 8 m30158m3 per cycle = 51
cycle We DO NOT have enough cycle
capacity We can not make enough
cycles in a day to lift the fluid produced
Either we need less fluid or more build up pressure
Or maybe we can use a quick fall plunger to increase cycles per day
Evaluating Hz wells
When we evaluate many of the HZ wells we find that typical rules of thumb used for vertical wells are not applicable
In many HZ wells we are lifting fluid volumes in excess of 10 times what would normally be expected using a plunger lift system
That is a result of how why and where the wells in a HZ completion are actually liquid loading ndash expand on this later on
Hz wells are virtually brand new and there is still a lot of learning going on with in the industry every day we are pushing the envelope of plunger lift with surprising results
We will attempt to share with you what we have learned so far with HZ wells in the upcoming slides
Potential issues to consider prior to installing a plunger lift system Surface Equipment issues - Separator capacity est fluid slug size
well site compressors dry fuel gas available Pipe line pressure fluctuations Accessibility Hydrates Wax Sand or scale issues Gas and water composition H2S CO2 or Chlorides Tubing condition tight collars end of tubing position compared to
perforations angle of deviation
Bottom hold down assembly(Friction hold)
Bumper Spring
Plunger
Lubricator
Catcher
Standing valve
NutCapGeneral overview of
Mechanical parts of a plunger lift system
Liquid loading - Video

Calculating cycles per day and required pressure
Well build up vs plunger fall time
0 6 12 18 24 30 36 42 480
50100150200250300350
Chart Title
Pressure Column1 Column2
320 psi2240 kpa
Calculating maximum Cycles per day
1500 meter well fall rate of 50 mpm = 30 minutes minimum fall time
1500 meter well target time = 6 minutes
Total cycles per day potential = 36 cycles in 24 hour period
Time for plunger to fall to spring 30 minutes Possible quick trip candidate
Well built up in 22 minutes
Calculating cycles
Lifting energy = Buildup-line Well builds up in a 30 minutes
to 320 psi (2240 KPA) If line pressure is 150 psi (1050
kpa) that would mean Available DP=320-150 Available DP =170 psi or 1190
KPA
Fluid volumes 1190 kpa (12-15 kpa) 15kpa
= 793 meters per cycle We can lift about 79 meters of
fluid per cycle 603 mm tubing has a capacity
of 002m3 per m so total fluid per cycle = 0158 m3 or 99 bbls per cycle
Bring it all together
Well conditions 1500 m deep 603 mm tubing 10 e3m3 gas 3 m3 fluid Total possible cycles = 40 per
day
Final calculation 3 m30158m3 per cycle = 19
cycle We have enough cycle capacity
Total closed time =19x33=570 minutes or 95 hours per day
Total open time = 14h 30 minutes per day
Second example ndash will not work
Well conditions 1500 m deep 603 mm tubing 10 e3m3 gas 8 m3 fluid Total possible cycles = 40 per
day - Based on build up and fall rates of plunger
Final calculation 8 m30158m3 per cycle = 51
cycle We DO NOT have enough cycle
capacity We can not make enough
cycles in a day to lift the fluid produced
Either we need less fluid or more build up pressure
Or maybe we can use a quick fall plunger to increase cycles per day
Evaluating Hz wells
When we evaluate many of the HZ wells we find that typical rules of thumb used for vertical wells are not applicable
In many HZ wells we are lifting fluid volumes in excess of 10 times what would normally be expected using a plunger lift system
That is a result of how why and where the wells in a HZ completion are actually liquid loading ndash expand on this later on
Hz wells are virtually brand new and there is still a lot of learning going on with in the industry every day we are pushing the envelope of plunger lift with surprising results
We will attempt to share with you what we have learned so far with HZ wells in the upcoming slides
Potential issues to consider prior to installing a plunger lift system Surface Equipment issues - Separator capacity est fluid slug size
well site compressors dry fuel gas available Pipe line pressure fluctuations Accessibility Hydrates Wax Sand or scale issues Gas and water composition H2S CO2 or Chlorides Tubing condition tight collars end of tubing position compared to
perforations angle of deviation
Bottom hold down assembly(Friction hold)
Bumper Spring
Plunger
Lubricator
Catcher
Standing valve
NutCapGeneral overview of
Mechanical parts of a plunger lift system
Liquid loading - Video

Calculating cycles
Lifting energy = Buildup-line Well builds up in a 30 minutes
to 320 psi (2240 KPA) If line pressure is 150 psi (1050
kpa) that would mean Available DP=320-150 Available DP =170 psi or 1190
KPA
Fluid volumes 1190 kpa (12-15 kpa) 15kpa
= 793 meters per cycle We can lift about 79 meters of
fluid per cycle 603 mm tubing has a capacity
of 002m3 per m so total fluid per cycle = 0158 m3 or 99 bbls per cycle
Bring it all together
Well conditions 1500 m deep 603 mm tubing 10 e3m3 gas 3 m3 fluid Total possible cycles = 40 per
day
Final calculation 3 m30158m3 per cycle = 19
cycle We have enough cycle capacity
Total closed time =19x33=570 minutes or 95 hours per day
Total open time = 14h 30 minutes per day
Second example ndash will not work
Well conditions 1500 m deep 603 mm tubing 10 e3m3 gas 8 m3 fluid Total possible cycles = 40 per
day - Based on build up and fall rates of plunger
Final calculation 8 m30158m3 per cycle = 51
cycle We DO NOT have enough cycle
capacity We can not make enough
cycles in a day to lift the fluid produced
Either we need less fluid or more build up pressure
Or maybe we can use a quick fall plunger to increase cycles per day
Evaluating Hz wells
When we evaluate many of the HZ wells we find that typical rules of thumb used for vertical wells are not applicable
In many HZ wells we are lifting fluid volumes in excess of 10 times what would normally be expected using a plunger lift system
That is a result of how why and where the wells in a HZ completion are actually liquid loading ndash expand on this later on
Hz wells are virtually brand new and there is still a lot of learning going on with in the industry every day we are pushing the envelope of plunger lift with surprising results
We will attempt to share with you what we have learned so far with HZ wells in the upcoming slides
Potential issues to consider prior to installing a plunger lift system Surface Equipment issues - Separator capacity est fluid slug size
well site compressors dry fuel gas available Pipe line pressure fluctuations Accessibility Hydrates Wax Sand or scale issues Gas and water composition H2S CO2 or Chlorides Tubing condition tight collars end of tubing position compared to
perforations angle of deviation
Bottom hold down assembly(Friction hold)
Bumper Spring
Plunger
Lubricator
Catcher
Standing valve
NutCapGeneral overview of
Mechanical parts of a plunger lift system
Liquid loading - Video

Bring it all together
Well conditions 1500 m deep 603 mm tubing 10 e3m3 gas 3 m3 fluid Total possible cycles = 40 per
day
Final calculation 3 m30158m3 per cycle = 19
cycle We have enough cycle capacity
Total closed time =19x33=570 minutes or 95 hours per day
Total open time = 14h 30 minutes per day
Second example ndash will not work
Well conditions 1500 m deep 603 mm tubing 10 e3m3 gas 8 m3 fluid Total possible cycles = 40 per
day - Based on build up and fall rates of plunger
Final calculation 8 m30158m3 per cycle = 51
cycle We DO NOT have enough cycle
capacity We can not make enough
cycles in a day to lift the fluid produced
Either we need less fluid or more build up pressure
Or maybe we can use a quick fall plunger to increase cycles per day
Evaluating Hz wells
When we evaluate many of the HZ wells we find that typical rules of thumb used for vertical wells are not applicable
In many HZ wells we are lifting fluid volumes in excess of 10 times what would normally be expected using a plunger lift system
That is a result of how why and where the wells in a HZ completion are actually liquid loading ndash expand on this later on
Hz wells are virtually brand new and there is still a lot of learning going on with in the industry every day we are pushing the envelope of plunger lift with surprising results
We will attempt to share with you what we have learned so far with HZ wells in the upcoming slides
Potential issues to consider prior to installing a plunger lift system Surface Equipment issues - Separator capacity est fluid slug size
well site compressors dry fuel gas available Pipe line pressure fluctuations Accessibility Hydrates Wax Sand or scale issues Gas and water composition H2S CO2 or Chlorides Tubing condition tight collars end of tubing position compared to
perforations angle of deviation
Bottom hold down assembly(Friction hold)
Bumper Spring
Plunger
Lubricator
Catcher
Standing valve
NutCapGeneral overview of
Mechanical parts of a plunger lift system
Liquid loading - Video

Second example ndash will not work
Well conditions 1500 m deep 603 mm tubing 10 e3m3 gas 8 m3 fluid Total possible cycles = 40 per
day - Based on build up and fall rates of plunger
Final calculation 8 m30158m3 per cycle = 51
cycle We DO NOT have enough cycle
capacity We can not make enough
cycles in a day to lift the fluid produced
Either we need less fluid or more build up pressure
Or maybe we can use a quick fall plunger to increase cycles per day
Evaluating Hz wells
When we evaluate many of the HZ wells we find that typical rules of thumb used for vertical wells are not applicable
In many HZ wells we are lifting fluid volumes in excess of 10 times what would normally be expected using a plunger lift system
That is a result of how why and where the wells in a HZ completion are actually liquid loading ndash expand on this later on
Hz wells are virtually brand new and there is still a lot of learning going on with in the industry every day we are pushing the envelope of plunger lift with surprising results
We will attempt to share with you what we have learned so far with HZ wells in the upcoming slides
Potential issues to consider prior to installing a plunger lift system Surface Equipment issues - Separator capacity est fluid slug size
well site compressors dry fuel gas available Pipe line pressure fluctuations Accessibility Hydrates Wax Sand or scale issues Gas and water composition H2S CO2 or Chlorides Tubing condition tight collars end of tubing position compared to
perforations angle of deviation
Bottom hold down assembly(Friction hold)
Bumper Spring
Plunger
Lubricator
Catcher
Standing valve
NutCapGeneral overview of
Mechanical parts of a plunger lift system
Liquid loading - Video

Evaluating Hz wells
When we evaluate many of the HZ wells we find that typical rules of thumb used for vertical wells are not applicable
In many HZ wells we are lifting fluid volumes in excess of 10 times what would normally be expected using a plunger lift system
That is a result of how why and where the wells in a HZ completion are actually liquid loading ndash expand on this later on
Hz wells are virtually brand new and there is still a lot of learning going on with in the industry every day we are pushing the envelope of plunger lift with surprising results
We will attempt to share with you what we have learned so far with HZ wells in the upcoming slides
Potential issues to consider prior to installing a plunger lift system Surface Equipment issues - Separator capacity est fluid slug size
well site compressors dry fuel gas available Pipe line pressure fluctuations Accessibility Hydrates Wax Sand or scale issues Gas and water composition H2S CO2 or Chlorides Tubing condition tight collars end of tubing position compared to
perforations angle of deviation
Bottom hold down assembly(Friction hold)
Bumper Spring
Plunger
Lubricator
Catcher
Standing valve
NutCapGeneral overview of
Mechanical parts of a plunger lift system
Liquid loading - Video

Potential issues to consider prior to installing a plunger lift system Surface Equipment issues - Separator capacity est fluid slug size
well site compressors dry fuel gas available Pipe line pressure fluctuations Accessibility Hydrates Wax Sand or scale issues Gas and water composition H2S CO2 or Chlorides Tubing condition tight collars end of tubing position compared to
perforations angle of deviation
Bottom hold down assembly(Friction hold)
Bumper Spring
Plunger
Lubricator
Catcher
Standing valve
NutCapGeneral overview of
Mechanical parts of a plunger lift system
Liquid loading - Video

Bottom hold down assembly(Friction hold)
Bumper Spring
Plunger
Lubricator
Catcher
Standing valve
NutCapGeneral overview of
Mechanical parts of a plunger lift system
Liquid loading - Video

Liquid loading - Video

14
283
425
57
715
700 1400 2100 2800 3500
KPA
e3m
3
Definitive Optimization Ltd
As a well flows below critical rate it loads up inflow and production slows
Flow rates below the blue line Will result in liquid loading in 603 mm tubing
Stages of liquid loading The desired flowSingle Phase Gas(base of dry gas well) Mist Flow
Annular-Mist Flow Slug-Annular Transitional Flow Slug Flow(with liquid drawback)
Bubble flow(standing water base of wet gas well)
Liquid fall back on tubing walls

Stages of liquid loading The desired flowSingle Phase Gas(base of dry gas well) Mist Flow
Annular-Mist Flow Slug-Annular Transitional Flow Slug Flow(with liquid drawback)
Bubble flow(standing water base of wet gas well)
Liquid fall back on tubing walls

The desired flowSingle Phase Gas(base of dry gas well) Mist Flow
Annular-Mist Flow Slug-Annular Transitional Flow Slug Flow(with liquid drawback)
Bubble flow(standing water base of wet gas well)
Increasing water content
increasing flowing bottom hole
pressure increasing total
fluid head
This is when a plunger becomes effective
Velocity decreasing
Well is in bubble flow
Well is flowing
Critical rate
above
below
FLOW REGIME
Critical Rate up Tubing So it is important to look at the full well bore to find the point at which the well is liquid loading
If well is flowing at 82 e3m3
Velocity above critical rate
Velocity below critical rate
Slug flow36 kPam
Annular-Mist Flow 10 kPam
Slug-Annular Transitional Flow
27 kPam
Bubble flow52 kPam
Mist Flow 03 kPam
1000 KPA
1125 KPA
1250 KPA
2300 KPA
2850 KPA
72 e3m3
73 e3m3
82 e3m3
117 e3m3 137 e3m3
950 KPA
835 m
1500 KPA 93 e3m3
0 m
417 m
1085 m
1331 m
1484 m
3050 KPA 1542 m
Visible Casing
pressure =2553
kpa
Pres
sure
insid
e tu
bing
Effects of liquid loading on production Monetary cost of leaving a well liquid loaded is significant
Deferred production costs Later in life the ability to recover that deferred production be comes much
more costly or not economic Liquid loaded wells can significantly impact the reserve evaluation greatly
effecting the share values Using a plunger lift it can change the rate of decline or even stop it for a
period of time
Tubing and casing pressure differential increase
Decrease in gas and liquid production volumes
Erratic gas flow (Surging)
Erratic fluid production (slugging)
Loss = 20 to 30 e3m3 for 11 years
Lost production
Well Flowing Above Critical Rate
Well deviates from its natural decline
Natural Decline
Critical Rate
Time
Well Flowing Below Critical Rate
After plunger install typically production will return to natural decline curve
What happens to the deferred production lost while the well is liquid loading
The deferred production is recovered at the ends of the life of the well when it is most costly and most difficult to recover requires pumps jack or other more expensive forms of recovery
SFP
Gas prod
Lost production opportunityInstall pump jack
Effects on the wellIPR- inflow performance vs liquid loading
Inflow
FLOW RATE (e3m^3d)302520151050
FLOWING BTM
PRE
S (kp
ag)
8000
6000
4000
2000
0
SAMPLE IPR
Clean wellbore should result in a lower Sand face Pressure 1900 KPA 28 e3m3
Liquid loaded Wellbore results in a higher Sand Face Pressure 4100 KPA and lower production 21 e3m3
Liquids enter wellbore
Well is flowing below Critical rate and fluid accumulates in the tubing
Clean wellbore should result in a lower Sand face Pressure 1900 KPA 28 e3m3
Conventional plunger cycles
Open (plunger rise) the maximum time you will wait for the plunger to surface 15 ndash 2 times Target time (see below)
Target time ndash the estimated time it should take the plunger to travel from the Bottom hole spring to surface based on minimum efficient and maximum safe velocities (175 mpm to 315 mpm) Well depth in Meters250 ie 2500 m well =10 minute target speed
Minimum closed time -The safe minimum shut in time required for the plunger to travel from bottom hole spring to surface Minimum closed time (fall time)= Well depth m 50 m Note closed time can be longer but should never be made shorter
than this time (note plunger tracking)
When it comes to conventional plunger fall speed ndashthere are no short cutshellip
A well with 1500 m in depth to BH spring requiresTime = 150050
Scottyrsquos well needs 30 minutes closedhellip

Critical Rate up Tubing So it is important to look at the full well bore to find the point at which the well is liquid loading
If well is flowing at 82 e3m3
Velocity above critical rate
Velocity below critical rate
Slug flow36 kPam
Annular-Mist Flow 10 kPam
Slug-Annular Transitional Flow
27 kPam
Bubble flow52 kPam
Mist Flow 03 kPam
1000 KPA
1125 KPA
1250 KPA
2300 KPA
2850 KPA
72 e3m3
73 e3m3
82 e3m3
117 e3m3 137 e3m3
950 KPA
835 m
1500 KPA 93 e3m3
0 m
417 m
1085 m
1331 m
1484 m
3050 KPA 1542 m
Visible Casing
pressure =2553
kpa
Pres
sure
insid
e tu
bing
Effects of liquid loading on production Monetary cost of leaving a well liquid loaded is significant
Deferred production costs Later in life the ability to recover that deferred production be comes much
more costly or not economic Liquid loaded wells can significantly impact the reserve evaluation greatly
effecting the share values Using a plunger lift it can change the rate of decline or even stop it for a
period of time
Tubing and casing pressure differential increase
Decrease in gas and liquid production volumes
Erratic gas flow (Surging)
Erratic fluid production (slugging)
Loss = 20 to 30 e3m3 for 11 years
Lost production
Well Flowing Above Critical Rate
Well deviates from its natural decline
Natural Decline
Critical Rate
Time
Well Flowing Below Critical Rate
After plunger install typically production will return to natural decline curve
What happens to the deferred production lost while the well is liquid loading
The deferred production is recovered at the ends of the life of the well when it is most costly and most difficult to recover requires pumps jack or other more expensive forms of recovery
SFP
Gas prod
Lost production opportunityInstall pump jack
Effects on the wellIPR- inflow performance vs liquid loading
Inflow
FLOW RATE (e3m^3d)302520151050
FLOWING BTM
PRE
S (kp
ag)
8000
6000
4000
2000
0
SAMPLE IPR
Clean wellbore should result in a lower Sand face Pressure 1900 KPA 28 e3m3
Liquid loaded Wellbore results in a higher Sand Face Pressure 4100 KPA and lower production 21 e3m3
Liquids enter wellbore
Well is flowing below Critical rate and fluid accumulates in the tubing
Clean wellbore should result in a lower Sand face Pressure 1900 KPA 28 e3m3
Conventional plunger cycles
Open (plunger rise) the maximum time you will wait for the plunger to surface 15 ndash 2 times Target time (see below)
Target time ndash the estimated time it should take the plunger to travel from the Bottom hole spring to surface based on minimum efficient and maximum safe velocities (175 mpm to 315 mpm) Well depth in Meters250 ie 2500 m well =10 minute target speed
Minimum closed time -The safe minimum shut in time required for the plunger to travel from bottom hole spring to surface Minimum closed time (fall time)= Well depth m 50 m Note closed time can be longer but should never be made shorter
than this time (note plunger tracking)
When it comes to conventional plunger fall speed ndashthere are no short cutshellip
A well with 1500 m in depth to BH spring requiresTime = 150050
Scottyrsquos well needs 30 minutes closedhellip

Effects of liquid loading on production Monetary cost of leaving a well liquid loaded is significant
Deferred production costs Later in life the ability to recover that deferred production be comes much
more costly or not economic Liquid loaded wells can significantly impact the reserve evaluation greatly
effecting the share values Using a plunger lift it can change the rate of decline or even stop it for a
period of time
Tubing and casing pressure differential increase
Decrease in gas and liquid production volumes
Erratic gas flow (Surging)
Erratic fluid production (slugging)
Loss = 20 to 30 e3m3 for 11 years
Lost production
Well Flowing Above Critical Rate
Well deviates from its natural decline
Natural Decline
Critical Rate
Time
Well Flowing Below Critical Rate
After plunger install typically production will return to natural decline curve
What happens to the deferred production lost while the well is liquid loading
The deferred production is recovered at the ends of the life of the well when it is most costly and most difficult to recover requires pumps jack or other more expensive forms of recovery
SFP
Gas prod
Lost production opportunityInstall pump jack
Effects on the wellIPR- inflow performance vs liquid loading
Inflow
FLOW RATE (e3m^3d)302520151050
FLOWING BTM
PRE
S (kp
ag)
8000
6000
4000
2000
0
SAMPLE IPR
Clean wellbore should result in a lower Sand face Pressure 1900 KPA 28 e3m3
Liquid loaded Wellbore results in a higher Sand Face Pressure 4100 KPA and lower production 21 e3m3
Liquids enter wellbore
Well is flowing below Critical rate and fluid accumulates in the tubing
Clean wellbore should result in a lower Sand face Pressure 1900 KPA 28 e3m3
Conventional plunger cycles
Open (plunger rise) the maximum time you will wait for the plunger to surface 15 ndash 2 times Target time (see below)
Target time ndash the estimated time it should take the plunger to travel from the Bottom hole spring to surface based on minimum efficient and maximum safe velocities (175 mpm to 315 mpm) Well depth in Meters250 ie 2500 m well =10 minute target speed
Minimum closed time -The safe minimum shut in time required for the plunger to travel from bottom hole spring to surface Minimum closed time (fall time)= Well depth m 50 m Note closed time can be longer but should never be made shorter
than this time (note plunger tracking)
When it comes to conventional plunger fall speed ndashthere are no short cutshellip
A well with 1500 m in depth to BH spring requiresTime = 150050
Scottyrsquos well needs 30 minutes closedhellip

Tubing and casing pressure differential increase
Decrease in gas and liquid production volumes
Erratic gas flow (Surging)
Erratic fluid production (slugging)
Loss = 20 to 30 e3m3 for 11 years
Lost production
Well Flowing Above Critical Rate
Well deviates from its natural decline
Natural Decline
Critical Rate
Time
Well Flowing Below Critical Rate
After plunger install typically production will return to natural decline curve
What happens to the deferred production lost while the well is liquid loading
The deferred production is recovered at the ends of the life of the well when it is most costly and most difficult to recover requires pumps jack or other more expensive forms of recovery
SFP
Gas prod
Lost production opportunityInstall pump jack
Effects on the wellIPR- inflow performance vs liquid loading
Inflow
FLOW RATE (e3m^3d)302520151050
FLOWING BTM
PRE
S (kp
ag)
8000
6000
4000
2000
0
SAMPLE IPR
Clean wellbore should result in a lower Sand face Pressure 1900 KPA 28 e3m3
Liquid loaded Wellbore results in a higher Sand Face Pressure 4100 KPA and lower production 21 e3m3
Liquids enter wellbore
Well is flowing below Critical rate and fluid accumulates in the tubing
Clean wellbore should result in a lower Sand face Pressure 1900 KPA 28 e3m3
Conventional plunger cycles
Open (plunger rise) the maximum time you will wait for the plunger to surface 15 ndash 2 times Target time (see below)
Target time ndash the estimated time it should take the plunger to travel from the Bottom hole spring to surface based on minimum efficient and maximum safe velocities (175 mpm to 315 mpm) Well depth in Meters250 ie 2500 m well =10 minute target speed
Minimum closed time -The safe minimum shut in time required for the plunger to travel from bottom hole spring to surface Minimum closed time (fall time)= Well depth m 50 m Note closed time can be longer but should never be made shorter
than this time (note plunger tracking)
When it comes to conventional plunger fall speed ndashthere are no short cutshellip
A well with 1500 m in depth to BH spring requiresTime = 150050
Scottyrsquos well needs 30 minutes closedhellip

Well Flowing Above Critical Rate
Well deviates from its natural decline
Natural Decline
Critical Rate
Time
Well Flowing Below Critical Rate
After plunger install typically production will return to natural decline curve
What happens to the deferred production lost while the well is liquid loading
The deferred production is recovered at the ends of the life of the well when it is most costly and most difficult to recover requires pumps jack or other more expensive forms of recovery
SFP
Gas prod
Lost production opportunityInstall pump jack
Effects on the wellIPR- inflow performance vs liquid loading
Inflow
FLOW RATE (e3m^3d)302520151050
FLOWING BTM
PRE
S (kp
ag)
8000
6000
4000
2000
0
SAMPLE IPR
Clean wellbore should result in a lower Sand face Pressure 1900 KPA 28 e3m3
Liquid loaded Wellbore results in a higher Sand Face Pressure 4100 KPA and lower production 21 e3m3
Liquids enter wellbore
Well is flowing below Critical rate and fluid accumulates in the tubing
Clean wellbore should result in a lower Sand face Pressure 1900 KPA 28 e3m3
Conventional plunger cycles
Open (plunger rise) the maximum time you will wait for the plunger to surface 15 ndash 2 times Target time (see below)
Target time ndash the estimated time it should take the plunger to travel from the Bottom hole spring to surface based on minimum efficient and maximum safe velocities (175 mpm to 315 mpm) Well depth in Meters250 ie 2500 m well =10 minute target speed
Minimum closed time -The safe minimum shut in time required for the plunger to travel from bottom hole spring to surface Minimum closed time (fall time)= Well depth m 50 m Note closed time can be longer but should never be made shorter
than this time (note plunger tracking)
When it comes to conventional plunger fall speed ndashthere are no short cutshellip
A well with 1500 m in depth to BH spring requiresTime = 150050
Scottyrsquos well needs 30 minutes closedhellip

Effects on the wellIPR- inflow performance vs liquid loading
Inflow
FLOW RATE (e3m^3d)302520151050
FLOWING BTM
PRE
S (kp
ag)
8000
6000
4000
2000
0
SAMPLE IPR
Clean wellbore should result in a lower Sand face Pressure 1900 KPA 28 e3m3
Liquid loaded Wellbore results in a higher Sand Face Pressure 4100 KPA and lower production 21 e3m3
Liquids enter wellbore
Well is flowing below Critical rate and fluid accumulates in the tubing
Clean wellbore should result in a lower Sand face Pressure 1900 KPA 28 e3m3
Conventional plunger cycles
Open (plunger rise) the maximum time you will wait for the plunger to surface 15 ndash 2 times Target time (see below)
Target time ndash the estimated time it should take the plunger to travel from the Bottom hole spring to surface based on minimum efficient and maximum safe velocities (175 mpm to 315 mpm) Well depth in Meters250 ie 2500 m well =10 minute target speed
Minimum closed time -The safe minimum shut in time required for the plunger to travel from bottom hole spring to surface Minimum closed time (fall time)= Well depth m 50 m Note closed time can be longer but should never be made shorter
than this time (note plunger tracking)
When it comes to conventional plunger fall speed ndashthere are no short cutshellip
A well with 1500 m in depth to BH spring requiresTime = 150050
Scottyrsquos well needs 30 minutes closedhellip

Conventional plunger cycles
Open (plunger rise) the maximum time you will wait for the plunger to surface 15 ndash 2 times Target time (see below)
Target time ndash the estimated time it should take the plunger to travel from the Bottom hole spring to surface based on minimum efficient and maximum safe velocities (175 mpm to 315 mpm) Well depth in Meters250 ie 2500 m well =10 minute target speed
Minimum closed time -The safe minimum shut in time required for the plunger to travel from bottom hole spring to surface Minimum closed time (fall time)= Well depth m 50 m Note closed time can be longer but should never be made shorter
than this time (note plunger tracking)
When it comes to conventional plunger fall speed ndashthere are no short cutshellip
A well with 1500 m in depth to BH spring requiresTime = 150050
Scottyrsquos well needs 30 minutes closedhellip

When it comes to conventional plunger fall speed ndashthere are no short cutshellip
A well with 1500 m in depth to BH spring requiresTime = 150050
Scottyrsquos well needs 30 minutes closedhellip

-The liquid enters the tubing while well is flowing-Conventional plunger drops while the flow is stopped or shut in-Once sufficient time has passed the plunger is at bottom and the well has enough energy stored to lift the liquid load -The well is then opened down the flow line
Tubing Casing
Flow rate
40 E3m330201050
Conventional Plunger
Control valve shuts
Typically ndash Optimum tubing landed 13 to Midpoint perfs
-The liquid enters the tubing while well is flowing-Conventional plunger drops while the flow is stopped or shut in-Once sufficient time has passed the plunger is at bottom and the well has enough energy stored to lift the liquid load -The well is then opened down the flow line
Tubing Casing
Flow rate
40 E3m330201050
Conventional Plunger
Control valve shuts
Sumped or sumping the tubing is not recommend with most plunger lift set ups
HZ wells plunger applications
You will see that HZ wells liquid load much differently than most vertical wells
The liquid loading typically starts in the transitional area and moves back in to the HZ section then finally the tubing will begin to liquid load
At this point it is difficult to keep liquid moving in the HZtransitional area without significant well energy to ldquopush it to the tubingrdquo
This is why typically you need to cycle a plunger lift before you reach tubing critical rate Just to keep the fluid in the HZ section moving
Hz wells typically start to load in the transitional area of the casing then the HZ
section of the casing and then the production tubing last
The result is a wells production has been negatively affected long before liquid loading
is identified and becomes a issue in the tubing and typical efforts are put in place to mitigate
these negative effects of liquid loadingIt has been estimated transitional area requires 15 to 2 times the
flow rate to move liquid over vertical section of pipe
Liquid rolls and falls back in the transitional area = 15 Times the CR of vertical casing Critical rate in Casing
might be several times higher than the tubing due to cross sectional area
CR =32 tubing bottom
CR=21 Wellhead
CR=154CR=140CR=130
CR=180
Liquid loading typically occurs here first in HZ wells
Liquid loading in HZ well applications cont Many times majority of the liquid lifting is done after the plunger cycled
Plunger provides the maximum advantage because it sweeps the tubing clean allowing for the lowest possible tubing entry pressure and that results in the highest possible velocities In the larger Casing area
Compared to intermitting (25-30 fluid lift) alone the plunger will remove 75 -90 of the fluid In the tubing typically just cycling will remove only 30 of the liquid In the tubing
Time factor ndash a plunger will lift this fluid in 8-15 minutes while cycling can take 30 - 45 minutes to remove the same amount of fluid If well does not maintain flow above critical rate for that period it will start to drop fluid and will not bring tubing entry pressure to its minimum
Friction loss can also a issue in these higher volume wells resulting from the smaller 2 38rdquo 603 mm tubing this can create a choke effect increasing the effects of liquid loading
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up peaks and valleysGas breaks out on top of liquid it does not push or move much fluid
-The liquid enters the tubing while well is flowing-Conventional plunger drops while the flow is stopped or shut in-Once sufficient time has passed the plunger is at bottom and the well has enough energy stored to lift the liquid load -The well is then opened down the flow line
Tubing Casing
Flow rate
40 E3m330201050
Conventional Plunger
Control valve shuts
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
-The liquid enters the tubing while well is flowing-Conventional plunger drops while the flow is stopped or shut in-Once sufficient time has passed the plunger is at bottom and the well has enough energy stored to lift the liquid load -The well is then opened down the flow line
Tubing Casing
Flow rate
40 E3m330201050
Conventional Plunger
Control valve shuts
Using the plunger to cycle the casing and HZ section of the well When we install plungers in HZ wells we find that most of the wells
liquid production is a result of the well lifting it on its own after he plunger has cycled
The plunger cleans the tubing and allows the tubing entry to be at its very lowest possible pressure to maximize the velocity below the tubing resulting in the well being able to move fluid from the HZ section through the transitional area and into the tubing The well is then able to flow for a period of time above critical velocity removing the liquid to surface with its own flow
In many wells we only are expecting to lift 10 to 20 of the total produced fluid with the plunger system the remaining fluid can be removed and lifted to surface by the wells own energy from the HZ section
HZ wells ndash Casing flow amp optional 2-piece plunger systems Casing flow (without plunger) Casing flow with plunger 2-piece operation without casing flow 2-piece operation with ldquopoor boyrdquo gas injection
DP
Casing control valve opens on rising DP on tubing flow line
HZ cyclesUsing plunger lift
Clint E Mason 6192016
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Gas flows up Casing
Liquid and gas flows up Tubing
Doing this without a plungerWhen you are attempting this when you are not doing it with a plunger the required rate up the tubing must be at minimum the critical rate required to lift the fluid you are producing In very strong wells this is not a issue But as the well starts to lose its drive the effects of the extra back pressure resulting form forcing the gas up the tubing to maintain critical rate can hold back potential gas and liquid inflow
Goal of a casing flow controllerBy slip streaming gas up the casing you can remove a large portion of the friction loss that will be present when flowing high gas and liquid volumes up small bore tubing IE 2 38rdquo This will effectively allow you to use the tubing as a pump removing liquid while only holding the required back pressure on the tubing to maintain critical rate
High rate (no plunger) with Casing control
Tubing Casing
Flow rate
40 E3m3
30201050
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger with Casing flow control If you use a plunger with Casing flow control you will be able to efficiently lift and remove fluid at a much lower flow rate up the tubing allowing less back pressure to be held on casing and it will result in increased gas flow A Typical quick cycle plunger will lift fluid at rates as low as 55 of wellhead critical
Tubing Casing
Flow rate
40 E3m330201050
Casing flow with 2- piece plunger
Typical plunger controller The controller adjusts the amount production time by plunger speed or pressureflow inputs If the well is not producing excess gas for the tubing size casing flow is not required
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a 2-piece plungerA 2-piece plunger will operate in wells with a continues rate of 55 of wellhead critical flow rate Higher line pressures will require high flowing volumes to support the continues 2-piece plunger system Typical 2-piece systems will lift up to 100 Bbl per Mmcfd however high pressure wells can increase this amount significantly ndash IE Shale plays
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger - no Casing flow
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger system with a poor boy gas assist Using a slip steam injection gas to support the required Velocity for a 2-piece OR to supplement the gas volumes to achieve the required GLS will allow a plunger lift system to lift large amounts of fluid even if gas rates are low The poor boy system will also typically lift liquid more efficiently than gas lift alone with liquid volumes under 60 Bbls per day
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger ndash Poor Boy Gas lift
-5-10 -15
-20
High pressure gas Compressor
Sales Injection
As the gas rate fall in the tubing the controller will open the casing injection valve supplementing gas down the casing This will provide the energy required to lift the plunger and the produced fluid Once the liquid is removed the flow rates increase and the controller reduces or stops injection gas until the rate are once again below flowing tubing set point
Sales
Sales
injection
Injection Control valve
Plunger Control Valve
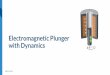
Length of rod can be sized to match Side pocket mandrel size ndash Est total length 48rdquo will be required
11410 newtons of Spring capacity
Extra spring strength -11410 newtons capacity
11410 Newtons
11410 Newtons
We use a 11000 Newton spring to dissipated the energy
Plunger lubricators Did you know that no governing agency covers the
design and certification of plunger lift Lubricators They do not fall under the scope of API 6A
(wellhead) or under ASME B313 (Pressure piping) New API PL11 is being developed for the
certification of Plunger lift lubricators It is expected to be published mid year 2017
Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

-The liquid enters the tubing while well is flowing-Conventional plunger drops while the flow is stopped or shut in-Once sufficient time has passed the plunger is at bottom and the well has enough energy stored to lift the liquid load -The well is then opened down the flow line
Tubing Casing
Flow rate
40 E3m330201050
Conventional Plunger
Control valve shuts
Sumped or sumping the tubing is not recommend with most plunger lift set ups
HZ wells plunger applications
You will see that HZ wells liquid load much differently than most vertical wells
The liquid loading typically starts in the transitional area and moves back in to the HZ section then finally the tubing will begin to liquid load
At this point it is difficult to keep liquid moving in the HZtransitional area without significant well energy to ldquopush it to the tubingrdquo
This is why typically you need to cycle a plunger lift before you reach tubing critical rate Just to keep the fluid in the HZ section moving
Hz wells typically start to load in the transitional area of the casing then the HZ
section of the casing and then the production tubing last
The result is a wells production has been negatively affected long before liquid loading
is identified and becomes a issue in the tubing and typical efforts are put in place to mitigate
these negative effects of liquid loadingIt has been estimated transitional area requires 15 to 2 times the
flow rate to move liquid over vertical section of pipe
Liquid rolls and falls back in the transitional area = 15 Times the CR of vertical casing Critical rate in Casing
might be several times higher than the tubing due to cross sectional area
CR =32 tubing bottom
CR=21 Wellhead
CR=154CR=140CR=130
CR=180
Liquid loading typically occurs here first in HZ wells
Liquid loading in HZ well applications cont Many times majority of the liquid lifting is done after the plunger cycled
Plunger provides the maximum advantage because it sweeps the tubing clean allowing for the lowest possible tubing entry pressure and that results in the highest possible velocities In the larger Casing area
Compared to intermitting (25-30 fluid lift) alone the plunger will remove 75 -90 of the fluid In the tubing typically just cycling will remove only 30 of the liquid In the tubing
Time factor ndash a plunger will lift this fluid in 8-15 minutes while cycling can take 30 - 45 minutes to remove the same amount of fluid If well does not maintain flow above critical rate for that period it will start to drop fluid and will not bring tubing entry pressure to its minimum
Friction loss can also a issue in these higher volume wells resulting from the smaller 2 38rdquo 603 mm tubing this can create a choke effect increasing the effects of liquid loading
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up peaks and valleysGas breaks out on top of liquid it does not push or move much fluid
-The liquid enters the tubing while well is flowing-Conventional plunger drops while the flow is stopped or shut in-Once sufficient time has passed the plunger is at bottom and the well has enough energy stored to lift the liquid load -The well is then opened down the flow line
Tubing Casing
Flow rate
40 E3m330201050
Conventional Plunger
Control valve shuts
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
-The liquid enters the tubing while well is flowing-Conventional plunger drops while the flow is stopped or shut in-Once sufficient time has passed the plunger is at bottom and the well has enough energy stored to lift the liquid load -The well is then opened down the flow line
Tubing Casing
Flow rate
40 E3m330201050
Conventional Plunger
Control valve shuts
Using the plunger to cycle the casing and HZ section of the well When we install plungers in HZ wells we find that most of the wells
liquid production is a result of the well lifting it on its own after he plunger has cycled
The plunger cleans the tubing and allows the tubing entry to be at its very lowest possible pressure to maximize the velocity below the tubing resulting in the well being able to move fluid from the HZ section through the transitional area and into the tubing The well is then able to flow for a period of time above critical velocity removing the liquid to surface with its own flow
In many wells we only are expecting to lift 10 to 20 of the total produced fluid with the plunger system the remaining fluid can be removed and lifted to surface by the wells own energy from the HZ section
HZ wells ndash Casing flow amp optional 2-piece plunger systems Casing flow (without plunger) Casing flow with plunger 2-piece operation without casing flow 2-piece operation with ldquopoor boyrdquo gas injection
DP
Casing control valve opens on rising DP on tubing flow line
HZ cyclesUsing plunger lift
Clint E Mason 6192016
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Gas flows up Casing
Liquid and gas flows up Tubing
Doing this without a plungerWhen you are attempting this when you are not doing it with a plunger the required rate up the tubing must be at minimum the critical rate required to lift the fluid you are producing In very strong wells this is not a issue But as the well starts to lose its drive the effects of the extra back pressure resulting form forcing the gas up the tubing to maintain critical rate can hold back potential gas and liquid inflow
Goal of a casing flow controllerBy slip streaming gas up the casing you can remove a large portion of the friction loss that will be present when flowing high gas and liquid volumes up small bore tubing IE 2 38rdquo This will effectively allow you to use the tubing as a pump removing liquid while only holding the required back pressure on the tubing to maintain critical rate
High rate (no plunger) with Casing control
Tubing Casing
Flow rate
40 E3m3
30201050
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger with Casing flow control If you use a plunger with Casing flow control you will be able to efficiently lift and remove fluid at a much lower flow rate up the tubing allowing less back pressure to be held on casing and it will result in increased gas flow A Typical quick cycle plunger will lift fluid at rates as low as 55 of wellhead critical
Tubing Casing
Flow rate
40 E3m330201050
Casing flow with 2- piece plunger
Typical plunger controller The controller adjusts the amount production time by plunger speed or pressureflow inputs If the well is not producing excess gas for the tubing size casing flow is not required
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a 2-piece plungerA 2-piece plunger will operate in wells with a continues rate of 55 of wellhead critical flow rate Higher line pressures will require high flowing volumes to support the continues 2-piece plunger system Typical 2-piece systems will lift up to 100 Bbl per Mmcfd however high pressure wells can increase this amount significantly ndash IE Shale plays
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger - no Casing flow
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger system with a poor boy gas assist Using a slip steam injection gas to support the required Velocity for a 2-piece OR to supplement the gas volumes to achieve the required GLS will allow a plunger lift system to lift large amounts of fluid even if gas rates are low The poor boy system will also typically lift liquid more efficiently than gas lift alone with liquid volumes under 60 Bbls per day
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger ndash Poor Boy Gas lift
-5-10 -15
-20
High pressure gas Compressor
Sales Injection
As the gas rate fall in the tubing the controller will open the casing injection valve supplementing gas down the casing This will provide the energy required to lift the plunger and the produced fluid Once the liquid is removed the flow rates increase and the controller reduces or stops injection gas until the rate are once again below flowing tubing set point
Sales
Sales
injection
Injection Control valve
Plunger Control Valve
Length of rod can be sized to match Side pocket mandrel size ndash Est total length 48rdquo will be required
11410 newtons of Spring capacity
Extra spring strength -11410 newtons capacity
11410 Newtons
11410 Newtons
We use a 11000 Newton spring to dissipated the energy
Plunger lubricators Did you know that no governing agency covers the
design and certification of plunger lift Lubricators They do not fall under the scope of API 6A
(wellhead) or under ASME B313 (Pressure piping) New API PL11 is being developed for the
certification of Plunger lift lubricators It is expected to be published mid year 2017
Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

HZ wells plunger applications
You will see that HZ wells liquid load much differently than most vertical wells
The liquid loading typically starts in the transitional area and moves back in to the HZ section then finally the tubing will begin to liquid load
At this point it is difficult to keep liquid moving in the HZtransitional area without significant well energy to ldquopush it to the tubingrdquo
This is why typically you need to cycle a plunger lift before you reach tubing critical rate Just to keep the fluid in the HZ section moving
Hz wells typically start to load in the transitional area of the casing then the HZ
section of the casing and then the production tubing last
The result is a wells production has been negatively affected long before liquid loading
is identified and becomes a issue in the tubing and typical efforts are put in place to mitigate
these negative effects of liquid loadingIt has been estimated transitional area requires 15 to 2 times the
flow rate to move liquid over vertical section of pipe
Liquid rolls and falls back in the transitional area = 15 Times the CR of vertical casing Critical rate in Casing
might be several times higher than the tubing due to cross sectional area
CR =32 tubing bottom
CR=21 Wellhead
CR=154CR=140CR=130
CR=180
Liquid loading typically occurs here first in HZ wells
Liquid loading in HZ well applications cont Many times majority of the liquid lifting is done after the plunger cycled
Plunger provides the maximum advantage because it sweeps the tubing clean allowing for the lowest possible tubing entry pressure and that results in the highest possible velocities In the larger Casing area
Compared to intermitting (25-30 fluid lift) alone the plunger will remove 75 -90 of the fluid In the tubing typically just cycling will remove only 30 of the liquid In the tubing
Time factor ndash a plunger will lift this fluid in 8-15 minutes while cycling can take 30 - 45 minutes to remove the same amount of fluid If well does not maintain flow above critical rate for that period it will start to drop fluid and will not bring tubing entry pressure to its minimum
Friction loss can also a issue in these higher volume wells resulting from the smaller 2 38rdquo 603 mm tubing this can create a choke effect increasing the effects of liquid loading
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up peaks and valleysGas breaks out on top of liquid it does not push or move much fluid
-The liquid enters the tubing while well is flowing-Conventional plunger drops while the flow is stopped or shut in-Once sufficient time has passed the plunger is at bottom and the well has enough energy stored to lift the liquid load -The well is then opened down the flow line
Tubing Casing
Flow rate
40 E3m330201050
Conventional Plunger
Control valve shuts
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
-The liquid enters the tubing while well is flowing-Conventional plunger drops while the flow is stopped or shut in-Once sufficient time has passed the plunger is at bottom and the well has enough energy stored to lift the liquid load -The well is then opened down the flow line
Tubing Casing
Flow rate
40 E3m330201050
Conventional Plunger
Control valve shuts
Using the plunger to cycle the casing and HZ section of the well When we install plungers in HZ wells we find that most of the wells
liquid production is a result of the well lifting it on its own after he plunger has cycled
The plunger cleans the tubing and allows the tubing entry to be at its very lowest possible pressure to maximize the velocity below the tubing resulting in the well being able to move fluid from the HZ section through the transitional area and into the tubing The well is then able to flow for a period of time above critical velocity removing the liquid to surface with its own flow
In many wells we only are expecting to lift 10 to 20 of the total produced fluid with the plunger system the remaining fluid can be removed and lifted to surface by the wells own energy from the HZ section
HZ wells ndash Casing flow amp optional 2-piece plunger systems Casing flow (without plunger) Casing flow with plunger 2-piece operation without casing flow 2-piece operation with ldquopoor boyrdquo gas injection
DP
Casing control valve opens on rising DP on tubing flow line
HZ cyclesUsing plunger lift
Clint E Mason 6192016
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Gas flows up Casing
Liquid and gas flows up Tubing
Doing this without a plungerWhen you are attempting this when you are not doing it with a plunger the required rate up the tubing must be at minimum the critical rate required to lift the fluid you are producing In very strong wells this is not a issue But as the well starts to lose its drive the effects of the extra back pressure resulting form forcing the gas up the tubing to maintain critical rate can hold back potential gas and liquid inflow
Goal of a casing flow controllerBy slip streaming gas up the casing you can remove a large portion of the friction loss that will be present when flowing high gas and liquid volumes up small bore tubing IE 2 38rdquo This will effectively allow you to use the tubing as a pump removing liquid while only holding the required back pressure on the tubing to maintain critical rate
High rate (no plunger) with Casing control
Tubing Casing
Flow rate
40 E3m3
30201050
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger with Casing flow control If you use a plunger with Casing flow control you will be able to efficiently lift and remove fluid at a much lower flow rate up the tubing allowing less back pressure to be held on casing and it will result in increased gas flow A Typical quick cycle plunger will lift fluid at rates as low as 55 of wellhead critical
Tubing Casing
Flow rate
40 E3m330201050
Casing flow with 2- piece plunger
Typical plunger controller The controller adjusts the amount production time by plunger speed or pressureflow inputs If the well is not producing excess gas for the tubing size casing flow is not required
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a 2-piece plungerA 2-piece plunger will operate in wells with a continues rate of 55 of wellhead critical flow rate Higher line pressures will require high flowing volumes to support the continues 2-piece plunger system Typical 2-piece systems will lift up to 100 Bbl per Mmcfd however high pressure wells can increase this amount significantly ndash IE Shale plays
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger - no Casing flow
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger system with a poor boy gas assist Using a slip steam injection gas to support the required Velocity for a 2-piece OR to supplement the gas volumes to achieve the required GLS will allow a plunger lift system to lift large amounts of fluid even if gas rates are low The poor boy system will also typically lift liquid more efficiently than gas lift alone with liquid volumes under 60 Bbls per day
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger ndash Poor Boy Gas lift
-5-10 -15
-20
High pressure gas Compressor
Sales Injection
As the gas rate fall in the tubing the controller will open the casing injection valve supplementing gas down the casing This will provide the energy required to lift the plunger and the produced fluid Once the liquid is removed the flow rates increase and the controller reduces or stops injection gas until the rate are once again below flowing tubing set point
Sales
Sales
injection
Injection Control valve
Plunger Control Valve
Length of rod can be sized to match Side pocket mandrel size ndash Est total length 48rdquo will be required
11410 newtons of Spring capacity
Extra spring strength -11410 newtons capacity
11410 Newtons
11410 Newtons
We use a 11000 Newton spring to dissipated the energy
Plunger lubricators Did you know that no governing agency covers the
design and certification of plunger lift Lubricators They do not fall under the scope of API 6A
(wellhead) or under ASME B313 (Pressure piping) New API PL11 is being developed for the
certification of Plunger lift lubricators It is expected to be published mid year 2017
Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Hz wells typically start to load in the transitional area of the casing then the HZ
section of the casing and then the production tubing last
The result is a wells production has been negatively affected long before liquid loading
is identified and becomes a issue in the tubing and typical efforts are put in place to mitigate
these negative effects of liquid loadingIt has been estimated transitional area requires 15 to 2 times the
flow rate to move liquid over vertical section of pipe
Liquid rolls and falls back in the transitional area = 15 Times the CR of vertical casing Critical rate in Casing
might be several times higher than the tubing due to cross sectional area
CR =32 tubing bottom
CR=21 Wellhead
CR=154CR=140CR=130
CR=180
Liquid loading typically occurs here first in HZ wells
Liquid loading in HZ well applications cont Many times majority of the liquid lifting is done after the plunger cycled
Plunger provides the maximum advantage because it sweeps the tubing clean allowing for the lowest possible tubing entry pressure and that results in the highest possible velocities In the larger Casing area
Compared to intermitting (25-30 fluid lift) alone the plunger will remove 75 -90 of the fluid In the tubing typically just cycling will remove only 30 of the liquid In the tubing
Time factor ndash a plunger will lift this fluid in 8-15 minutes while cycling can take 30 - 45 minutes to remove the same amount of fluid If well does not maintain flow above critical rate for that period it will start to drop fluid and will not bring tubing entry pressure to its minimum
Friction loss can also a issue in these higher volume wells resulting from the smaller 2 38rdquo 603 mm tubing this can create a choke effect increasing the effects of liquid loading
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up peaks and valleysGas breaks out on top of liquid it does not push or move much fluid
-The liquid enters the tubing while well is flowing-Conventional plunger drops while the flow is stopped or shut in-Once sufficient time has passed the plunger is at bottom and the well has enough energy stored to lift the liquid load -The well is then opened down the flow line
Tubing Casing
Flow rate
40 E3m330201050
Conventional Plunger
Control valve shuts
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
-The liquid enters the tubing while well is flowing-Conventional plunger drops while the flow is stopped or shut in-Once sufficient time has passed the plunger is at bottom and the well has enough energy stored to lift the liquid load -The well is then opened down the flow line
Tubing Casing
Flow rate
40 E3m330201050
Conventional Plunger
Control valve shuts
Using the plunger to cycle the casing and HZ section of the well When we install plungers in HZ wells we find that most of the wells
liquid production is a result of the well lifting it on its own after he plunger has cycled
The plunger cleans the tubing and allows the tubing entry to be at its very lowest possible pressure to maximize the velocity below the tubing resulting in the well being able to move fluid from the HZ section through the transitional area and into the tubing The well is then able to flow for a period of time above critical velocity removing the liquid to surface with its own flow
In many wells we only are expecting to lift 10 to 20 of the total produced fluid with the plunger system the remaining fluid can be removed and lifted to surface by the wells own energy from the HZ section
HZ wells ndash Casing flow amp optional 2-piece plunger systems Casing flow (without plunger) Casing flow with plunger 2-piece operation without casing flow 2-piece operation with ldquopoor boyrdquo gas injection
DP
Casing control valve opens on rising DP on tubing flow line
HZ cyclesUsing plunger lift
Clint E Mason 6192016
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Gas flows up Casing
Liquid and gas flows up Tubing
Doing this without a plungerWhen you are attempting this when you are not doing it with a plunger the required rate up the tubing must be at minimum the critical rate required to lift the fluid you are producing In very strong wells this is not a issue But as the well starts to lose its drive the effects of the extra back pressure resulting form forcing the gas up the tubing to maintain critical rate can hold back potential gas and liquid inflow
Goal of a casing flow controllerBy slip streaming gas up the casing you can remove a large portion of the friction loss that will be present when flowing high gas and liquid volumes up small bore tubing IE 2 38rdquo This will effectively allow you to use the tubing as a pump removing liquid while only holding the required back pressure on the tubing to maintain critical rate
High rate (no plunger) with Casing control
Tubing Casing
Flow rate
40 E3m3
30201050
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger with Casing flow control If you use a plunger with Casing flow control you will be able to efficiently lift and remove fluid at a much lower flow rate up the tubing allowing less back pressure to be held on casing and it will result in increased gas flow A Typical quick cycle plunger will lift fluid at rates as low as 55 of wellhead critical
Tubing Casing
Flow rate
40 E3m330201050
Casing flow with 2- piece plunger
Typical plunger controller The controller adjusts the amount production time by plunger speed or pressureflow inputs If the well is not producing excess gas for the tubing size casing flow is not required
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a 2-piece plungerA 2-piece plunger will operate in wells with a continues rate of 55 of wellhead critical flow rate Higher line pressures will require high flowing volumes to support the continues 2-piece plunger system Typical 2-piece systems will lift up to 100 Bbl per Mmcfd however high pressure wells can increase this amount significantly ndash IE Shale plays
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger - no Casing flow
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger system with a poor boy gas assist Using a slip steam injection gas to support the required Velocity for a 2-piece OR to supplement the gas volumes to achieve the required GLS will allow a plunger lift system to lift large amounts of fluid even if gas rates are low The poor boy system will also typically lift liquid more efficiently than gas lift alone with liquid volumes under 60 Bbls per day
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger ndash Poor Boy Gas lift
-5-10 -15
-20
High pressure gas Compressor
Sales Injection
As the gas rate fall in the tubing the controller will open the casing injection valve supplementing gas down the casing This will provide the energy required to lift the plunger and the produced fluid Once the liquid is removed the flow rates increase and the controller reduces or stops injection gas until the rate are once again below flowing tubing set point
Sales
Sales
injection
Injection Control valve
Plunger Control Valve
Length of rod can be sized to match Side pocket mandrel size ndash Est total length 48rdquo will be required
11410 newtons of Spring capacity
Extra spring strength -11410 newtons capacity
11410 Newtons
11410 Newtons
We use a 11000 Newton spring to dissipated the energy
Plunger lubricators Did you know that no governing agency covers the
design and certification of plunger lift Lubricators They do not fall under the scope of API 6A
(wellhead) or under ASME B313 (Pressure piping) New API PL11 is being developed for the
certification of Plunger lift lubricators It is expected to be published mid year 2017
Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Liquid rolls and falls back in the transitional area = 15 Times the CR of vertical casing Critical rate in Casing
might be several times higher than the tubing due to cross sectional area
CR =32 tubing bottom
CR=21 Wellhead
CR=154CR=140CR=130
CR=180
Liquid loading typically occurs here first in HZ wells
Liquid loading in HZ well applications cont Many times majority of the liquid lifting is done after the plunger cycled
Plunger provides the maximum advantage because it sweeps the tubing clean allowing for the lowest possible tubing entry pressure and that results in the highest possible velocities In the larger Casing area
Compared to intermitting (25-30 fluid lift) alone the plunger will remove 75 -90 of the fluid In the tubing typically just cycling will remove only 30 of the liquid In the tubing
Time factor ndash a plunger will lift this fluid in 8-15 minutes while cycling can take 30 - 45 minutes to remove the same amount of fluid If well does not maintain flow above critical rate for that period it will start to drop fluid and will not bring tubing entry pressure to its minimum
Friction loss can also a issue in these higher volume wells resulting from the smaller 2 38rdquo 603 mm tubing this can create a choke effect increasing the effects of liquid loading
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up peaks and valleysGas breaks out on top of liquid it does not push or move much fluid
-The liquid enters the tubing while well is flowing-Conventional plunger drops while the flow is stopped or shut in-Once sufficient time has passed the plunger is at bottom and the well has enough energy stored to lift the liquid load -The well is then opened down the flow line
Tubing Casing
Flow rate
40 E3m330201050
Conventional Plunger
Control valve shuts
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
-The liquid enters the tubing while well is flowing-Conventional plunger drops while the flow is stopped or shut in-Once sufficient time has passed the plunger is at bottom and the well has enough energy stored to lift the liquid load -The well is then opened down the flow line
Tubing Casing
Flow rate
40 E3m330201050
Conventional Plunger
Control valve shuts
Using the plunger to cycle the casing and HZ section of the well When we install plungers in HZ wells we find that most of the wells
liquid production is a result of the well lifting it on its own after he plunger has cycled
The plunger cleans the tubing and allows the tubing entry to be at its very lowest possible pressure to maximize the velocity below the tubing resulting in the well being able to move fluid from the HZ section through the transitional area and into the tubing The well is then able to flow for a period of time above critical velocity removing the liquid to surface with its own flow
In many wells we only are expecting to lift 10 to 20 of the total produced fluid with the plunger system the remaining fluid can be removed and lifted to surface by the wells own energy from the HZ section
HZ wells ndash Casing flow amp optional 2-piece plunger systems Casing flow (without plunger) Casing flow with plunger 2-piece operation without casing flow 2-piece operation with ldquopoor boyrdquo gas injection
DP
Casing control valve opens on rising DP on tubing flow line
HZ cyclesUsing plunger lift
Clint E Mason 6192016
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Gas flows up Casing
Liquid and gas flows up Tubing
Doing this without a plungerWhen you are attempting this when you are not doing it with a plunger the required rate up the tubing must be at minimum the critical rate required to lift the fluid you are producing In very strong wells this is not a issue But as the well starts to lose its drive the effects of the extra back pressure resulting form forcing the gas up the tubing to maintain critical rate can hold back potential gas and liquid inflow
Goal of a casing flow controllerBy slip streaming gas up the casing you can remove a large portion of the friction loss that will be present when flowing high gas and liquid volumes up small bore tubing IE 2 38rdquo This will effectively allow you to use the tubing as a pump removing liquid while only holding the required back pressure on the tubing to maintain critical rate
High rate (no plunger) with Casing control
Tubing Casing
Flow rate
40 E3m3
30201050
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger with Casing flow control If you use a plunger with Casing flow control you will be able to efficiently lift and remove fluid at a much lower flow rate up the tubing allowing less back pressure to be held on casing and it will result in increased gas flow A Typical quick cycle plunger will lift fluid at rates as low as 55 of wellhead critical
Tubing Casing
Flow rate
40 E3m330201050
Casing flow with 2- piece plunger
Typical plunger controller The controller adjusts the amount production time by plunger speed or pressureflow inputs If the well is not producing excess gas for the tubing size casing flow is not required
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a 2-piece plungerA 2-piece plunger will operate in wells with a continues rate of 55 of wellhead critical flow rate Higher line pressures will require high flowing volumes to support the continues 2-piece plunger system Typical 2-piece systems will lift up to 100 Bbl per Mmcfd however high pressure wells can increase this amount significantly ndash IE Shale plays
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger - no Casing flow
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger system with a poor boy gas assist Using a slip steam injection gas to support the required Velocity for a 2-piece OR to supplement the gas volumes to achieve the required GLS will allow a plunger lift system to lift large amounts of fluid even if gas rates are low The poor boy system will also typically lift liquid more efficiently than gas lift alone with liquid volumes under 60 Bbls per day
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger ndash Poor Boy Gas lift
-5-10 -15
-20
High pressure gas Compressor
Sales Injection
As the gas rate fall in the tubing the controller will open the casing injection valve supplementing gas down the casing This will provide the energy required to lift the plunger and the produced fluid Once the liquid is removed the flow rates increase and the controller reduces or stops injection gas until the rate are once again below flowing tubing set point
Sales
Sales
injection
Injection Control valve
Plunger Control Valve
Length of rod can be sized to match Side pocket mandrel size ndash Est total length 48rdquo will be required
11410 newtons of Spring capacity
Extra spring strength -11410 newtons capacity
11410 Newtons
11410 Newtons
We use a 11000 Newton spring to dissipated the energy
Plunger lubricators Did you know that no governing agency covers the
design and certification of plunger lift Lubricators They do not fall under the scope of API 6A
(wellhead) or under ASME B313 (Pressure piping) New API PL11 is being developed for the
certification of Plunger lift lubricators It is expected to be published mid year 2017
Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Liquid loading in HZ well applications cont Many times majority of the liquid lifting is done after the plunger cycled
Plunger provides the maximum advantage because it sweeps the tubing clean allowing for the lowest possible tubing entry pressure and that results in the highest possible velocities In the larger Casing area
Compared to intermitting (25-30 fluid lift) alone the plunger will remove 75 -90 of the fluid In the tubing typically just cycling will remove only 30 of the liquid In the tubing
Time factor ndash a plunger will lift this fluid in 8-15 minutes while cycling can take 30 - 45 minutes to remove the same amount of fluid If well does not maintain flow above critical rate for that period it will start to drop fluid and will not bring tubing entry pressure to its minimum
Friction loss can also a issue in these higher volume wells resulting from the smaller 2 38rdquo 603 mm tubing this can create a choke effect increasing the effects of liquid loading
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up peaks and valleysGas breaks out on top of liquid it does not push or move much fluid
-The liquid enters the tubing while well is flowing-Conventional plunger drops while the flow is stopped or shut in-Once sufficient time has passed the plunger is at bottom and the well has enough energy stored to lift the liquid load -The well is then opened down the flow line
Tubing Casing
Flow rate
40 E3m330201050
Conventional Plunger
Control valve shuts
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
-The liquid enters the tubing while well is flowing-Conventional plunger drops while the flow is stopped or shut in-Once sufficient time has passed the plunger is at bottom and the well has enough energy stored to lift the liquid load -The well is then opened down the flow line
Tubing Casing
Flow rate
40 E3m330201050
Conventional Plunger
Control valve shuts
Using the plunger to cycle the casing and HZ section of the well When we install plungers in HZ wells we find that most of the wells
liquid production is a result of the well lifting it on its own after he plunger has cycled
The plunger cleans the tubing and allows the tubing entry to be at its very lowest possible pressure to maximize the velocity below the tubing resulting in the well being able to move fluid from the HZ section through the transitional area and into the tubing The well is then able to flow for a period of time above critical velocity removing the liquid to surface with its own flow
In many wells we only are expecting to lift 10 to 20 of the total produced fluid with the plunger system the remaining fluid can be removed and lifted to surface by the wells own energy from the HZ section
HZ wells ndash Casing flow amp optional 2-piece plunger systems Casing flow (without plunger) Casing flow with plunger 2-piece operation without casing flow 2-piece operation with ldquopoor boyrdquo gas injection
DP
Casing control valve opens on rising DP on tubing flow line
HZ cyclesUsing plunger lift
Clint E Mason 6192016
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Gas flows up Casing
Liquid and gas flows up Tubing
Doing this without a plungerWhen you are attempting this when you are not doing it with a plunger the required rate up the tubing must be at minimum the critical rate required to lift the fluid you are producing In very strong wells this is not a issue But as the well starts to lose its drive the effects of the extra back pressure resulting form forcing the gas up the tubing to maintain critical rate can hold back potential gas and liquid inflow
Goal of a casing flow controllerBy slip streaming gas up the casing you can remove a large portion of the friction loss that will be present when flowing high gas and liquid volumes up small bore tubing IE 2 38rdquo This will effectively allow you to use the tubing as a pump removing liquid while only holding the required back pressure on the tubing to maintain critical rate
High rate (no plunger) with Casing control
Tubing Casing
Flow rate
40 E3m3
30201050
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger with Casing flow control If you use a plunger with Casing flow control you will be able to efficiently lift and remove fluid at a much lower flow rate up the tubing allowing less back pressure to be held on casing and it will result in increased gas flow A Typical quick cycle plunger will lift fluid at rates as low as 55 of wellhead critical
Tubing Casing
Flow rate
40 E3m330201050
Casing flow with 2- piece plunger
Typical plunger controller The controller adjusts the amount production time by plunger speed or pressureflow inputs If the well is not producing excess gas for the tubing size casing flow is not required
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a 2-piece plungerA 2-piece plunger will operate in wells with a continues rate of 55 of wellhead critical flow rate Higher line pressures will require high flowing volumes to support the continues 2-piece plunger system Typical 2-piece systems will lift up to 100 Bbl per Mmcfd however high pressure wells can increase this amount significantly ndash IE Shale plays
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger - no Casing flow
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger system with a poor boy gas assist Using a slip steam injection gas to support the required Velocity for a 2-piece OR to supplement the gas volumes to achieve the required GLS will allow a plunger lift system to lift large amounts of fluid even if gas rates are low The poor boy system will also typically lift liquid more efficiently than gas lift alone with liquid volumes under 60 Bbls per day
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger ndash Poor Boy Gas lift
-5-10 -15
-20
High pressure gas Compressor
Sales Injection
As the gas rate fall in the tubing the controller will open the casing injection valve supplementing gas down the casing This will provide the energy required to lift the plunger and the produced fluid Once the liquid is removed the flow rates increase and the controller reduces or stops injection gas until the rate are once again below flowing tubing set point
Sales
Sales
injection
Injection Control valve
Plunger Control Valve
Length of rod can be sized to match Side pocket mandrel size ndash Est total length 48rdquo will be required
11410 newtons of Spring capacity
Extra spring strength -11410 newtons capacity
11410 Newtons
11410 Newtons
We use a 11000 Newton spring to dissipated the energy
Plunger lubricators Did you know that no governing agency covers the
design and certification of plunger lift Lubricators They do not fall under the scope of API 6A
(wellhead) or under ASME B313 (Pressure piping) New API PL11 is being developed for the
certification of Plunger lift lubricators It is expected to be published mid year 2017
Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up peaks and valleysGas breaks out on top of liquid it does not push or move much fluid
-The liquid enters the tubing while well is flowing-Conventional plunger drops while the flow is stopped or shut in-Once sufficient time has passed the plunger is at bottom and the well has enough energy stored to lift the liquid load -The well is then opened down the flow line
Tubing Casing
Flow rate
40 E3m330201050
Conventional Plunger
Control valve shuts
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
-The liquid enters the tubing while well is flowing-Conventional plunger drops while the flow is stopped or shut in-Once sufficient time has passed the plunger is at bottom and the well has enough energy stored to lift the liquid load -The well is then opened down the flow line
Tubing Casing
Flow rate
40 E3m330201050
Conventional Plunger
Control valve shuts
Using the plunger to cycle the casing and HZ section of the well When we install plungers in HZ wells we find that most of the wells
liquid production is a result of the well lifting it on its own after he plunger has cycled
The plunger cleans the tubing and allows the tubing entry to be at its very lowest possible pressure to maximize the velocity below the tubing resulting in the well being able to move fluid from the HZ section through the transitional area and into the tubing The well is then able to flow for a period of time above critical velocity removing the liquid to surface with its own flow
In many wells we only are expecting to lift 10 to 20 of the total produced fluid with the plunger system the remaining fluid can be removed and lifted to surface by the wells own energy from the HZ section
HZ wells ndash Casing flow amp optional 2-piece plunger systems Casing flow (without plunger) Casing flow with plunger 2-piece operation without casing flow 2-piece operation with ldquopoor boyrdquo gas injection
DP
Casing control valve opens on rising DP on tubing flow line
HZ cyclesUsing plunger lift
Clint E Mason 6192016
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Gas flows up Casing
Liquid and gas flows up Tubing
Doing this without a plungerWhen you are attempting this when you are not doing it with a plunger the required rate up the tubing must be at minimum the critical rate required to lift the fluid you are producing In very strong wells this is not a issue But as the well starts to lose its drive the effects of the extra back pressure resulting form forcing the gas up the tubing to maintain critical rate can hold back potential gas and liquid inflow
Goal of a casing flow controllerBy slip streaming gas up the casing you can remove a large portion of the friction loss that will be present when flowing high gas and liquid volumes up small bore tubing IE 2 38rdquo This will effectively allow you to use the tubing as a pump removing liquid while only holding the required back pressure on the tubing to maintain critical rate
High rate (no plunger) with Casing control
Tubing Casing
Flow rate
40 E3m3
30201050
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger with Casing flow control If you use a plunger with Casing flow control you will be able to efficiently lift and remove fluid at a much lower flow rate up the tubing allowing less back pressure to be held on casing and it will result in increased gas flow A Typical quick cycle plunger will lift fluid at rates as low as 55 of wellhead critical
Tubing Casing
Flow rate
40 E3m330201050
Casing flow with 2- piece plunger
Typical plunger controller The controller adjusts the amount production time by plunger speed or pressureflow inputs If the well is not producing excess gas for the tubing size casing flow is not required
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a 2-piece plungerA 2-piece plunger will operate in wells with a continues rate of 55 of wellhead critical flow rate Higher line pressures will require high flowing volumes to support the continues 2-piece plunger system Typical 2-piece systems will lift up to 100 Bbl per Mmcfd however high pressure wells can increase this amount significantly ndash IE Shale plays
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger - no Casing flow
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger system with a poor boy gas assist Using a slip steam injection gas to support the required Velocity for a 2-piece OR to supplement the gas volumes to achieve the required GLS will allow a plunger lift system to lift large amounts of fluid even if gas rates are low The poor boy system will also typically lift liquid more efficiently than gas lift alone with liquid volumes under 60 Bbls per day
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger ndash Poor Boy Gas lift
-5-10 -15
-20
High pressure gas Compressor
Sales Injection
As the gas rate fall in the tubing the controller will open the casing injection valve supplementing gas down the casing This will provide the energy required to lift the plunger and the produced fluid Once the liquid is removed the flow rates increase and the controller reduces or stops injection gas until the rate are once again below flowing tubing set point
Sales
Sales
injection
Injection Control valve
Plunger Control Valve
Length of rod can be sized to match Side pocket mandrel size ndash Est total length 48rdquo will be required
11410 newtons of Spring capacity
Extra spring strength -11410 newtons capacity
11410 Newtons
11410 Newtons
We use a 11000 Newton spring to dissipated the energy
Plunger lubricators Did you know that no governing agency covers the
design and certification of plunger lift Lubricators They do not fall under the scope of API 6A
(wellhead) or under ASME B313 (Pressure piping) New API PL11 is being developed for the
certification of Plunger lift lubricators It is expected to be published mid year 2017
Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
-The liquid enters the tubing while well is flowing-Conventional plunger drops while the flow is stopped or shut in-Once sufficient time has passed the plunger is at bottom and the well has enough energy stored to lift the liquid load -The well is then opened down the flow line
Tubing Casing
Flow rate
40 E3m330201050
Conventional Plunger
Control valve shuts
Using the plunger to cycle the casing and HZ section of the well When we install plungers in HZ wells we find that most of the wells
liquid production is a result of the well lifting it on its own after he plunger has cycled
The plunger cleans the tubing and allows the tubing entry to be at its very lowest possible pressure to maximize the velocity below the tubing resulting in the well being able to move fluid from the HZ section through the transitional area and into the tubing The well is then able to flow for a period of time above critical velocity removing the liquid to surface with its own flow
In many wells we only are expecting to lift 10 to 20 of the total produced fluid with the plunger system the remaining fluid can be removed and lifted to surface by the wells own energy from the HZ section
HZ wells ndash Casing flow amp optional 2-piece plunger systems Casing flow (without plunger) Casing flow with plunger 2-piece operation without casing flow 2-piece operation with ldquopoor boyrdquo gas injection
DP
Casing control valve opens on rising DP on tubing flow line
HZ cyclesUsing plunger lift
Clint E Mason 6192016
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Gas flows up Casing
Liquid and gas flows up Tubing
Doing this without a plungerWhen you are attempting this when you are not doing it with a plunger the required rate up the tubing must be at minimum the critical rate required to lift the fluid you are producing In very strong wells this is not a issue But as the well starts to lose its drive the effects of the extra back pressure resulting form forcing the gas up the tubing to maintain critical rate can hold back potential gas and liquid inflow
Goal of a casing flow controllerBy slip streaming gas up the casing you can remove a large portion of the friction loss that will be present when flowing high gas and liquid volumes up small bore tubing IE 2 38rdquo This will effectively allow you to use the tubing as a pump removing liquid while only holding the required back pressure on the tubing to maintain critical rate
High rate (no plunger) with Casing control
Tubing Casing
Flow rate
40 E3m3
30201050
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger with Casing flow control If you use a plunger with Casing flow control you will be able to efficiently lift and remove fluid at a much lower flow rate up the tubing allowing less back pressure to be held on casing and it will result in increased gas flow A Typical quick cycle plunger will lift fluid at rates as low as 55 of wellhead critical
Tubing Casing
Flow rate
40 E3m330201050
Casing flow with 2- piece plunger
Typical plunger controller The controller adjusts the amount production time by plunger speed or pressureflow inputs If the well is not producing excess gas for the tubing size casing flow is not required
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a 2-piece plungerA 2-piece plunger will operate in wells with a continues rate of 55 of wellhead critical flow rate Higher line pressures will require high flowing volumes to support the continues 2-piece plunger system Typical 2-piece systems will lift up to 100 Bbl per Mmcfd however high pressure wells can increase this amount significantly ndash IE Shale plays
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger - no Casing flow
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger system with a poor boy gas assist Using a slip steam injection gas to support the required Velocity for a 2-piece OR to supplement the gas volumes to achieve the required GLS will allow a plunger lift system to lift large amounts of fluid even if gas rates are low The poor boy system will also typically lift liquid more efficiently than gas lift alone with liquid volumes under 60 Bbls per day
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger ndash Poor Boy Gas lift
-5-10 -15
-20
High pressure gas Compressor
Sales Injection
As the gas rate fall in the tubing the controller will open the casing injection valve supplementing gas down the casing This will provide the energy required to lift the plunger and the produced fluid Once the liquid is removed the flow rates increase and the controller reduces or stops injection gas until the rate are once again below flowing tubing set point
Sales
Sales
injection
Injection Control valve
Plunger Control Valve
Length of rod can be sized to match Side pocket mandrel size ndash Est total length 48rdquo will be required
11410 newtons of Spring capacity
Extra spring strength -11410 newtons capacity
11410 Newtons
11410 Newtons
We use a 11000 Newton spring to dissipated the energy
Plunger lubricators Did you know that no governing agency covers the
design and certification of plunger lift Lubricators They do not fall under the scope of API 6A
(wellhead) or under ASME B313 (Pressure piping) New API PL11 is being developed for the
certification of Plunger lift lubricators It is expected to be published mid year 2017
Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Using the plunger to cycle the casing and HZ section of the well When we install plungers in HZ wells we find that most of the wells
liquid production is a result of the well lifting it on its own after he plunger has cycled
The plunger cleans the tubing and allows the tubing entry to be at its very lowest possible pressure to maximize the velocity below the tubing resulting in the well being able to move fluid from the HZ section through the transitional area and into the tubing The well is then able to flow for a period of time above critical velocity removing the liquid to surface with its own flow
In many wells we only are expecting to lift 10 to 20 of the total produced fluid with the plunger system the remaining fluid can be removed and lifted to surface by the wells own energy from the HZ section
HZ wells ndash Casing flow amp optional 2-piece plunger systems Casing flow (without plunger) Casing flow with plunger 2-piece operation without casing flow 2-piece operation with ldquopoor boyrdquo gas injection
DP
Casing control valve opens on rising DP on tubing flow line
HZ cyclesUsing plunger lift
Clint E Mason 6192016
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Gas flows up Casing
Liquid and gas flows up Tubing
Doing this without a plungerWhen you are attempting this when you are not doing it with a plunger the required rate up the tubing must be at minimum the critical rate required to lift the fluid you are producing In very strong wells this is not a issue But as the well starts to lose its drive the effects of the extra back pressure resulting form forcing the gas up the tubing to maintain critical rate can hold back potential gas and liquid inflow
Goal of a casing flow controllerBy slip streaming gas up the casing you can remove a large portion of the friction loss that will be present when flowing high gas and liquid volumes up small bore tubing IE 2 38rdquo This will effectively allow you to use the tubing as a pump removing liquid while only holding the required back pressure on the tubing to maintain critical rate
High rate (no plunger) with Casing control
Tubing Casing
Flow rate
40 E3m3
30201050
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger with Casing flow control If you use a plunger with Casing flow control you will be able to efficiently lift and remove fluid at a much lower flow rate up the tubing allowing less back pressure to be held on casing and it will result in increased gas flow A Typical quick cycle plunger will lift fluid at rates as low as 55 of wellhead critical
Tubing Casing
Flow rate
40 E3m330201050
Casing flow with 2- piece plunger
Typical plunger controller The controller adjusts the amount production time by plunger speed or pressureflow inputs If the well is not producing excess gas for the tubing size casing flow is not required
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a 2-piece plungerA 2-piece plunger will operate in wells with a continues rate of 55 of wellhead critical flow rate Higher line pressures will require high flowing volumes to support the continues 2-piece plunger system Typical 2-piece systems will lift up to 100 Bbl per Mmcfd however high pressure wells can increase this amount significantly ndash IE Shale plays
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger - no Casing flow
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger system with a poor boy gas assist Using a slip steam injection gas to support the required Velocity for a 2-piece OR to supplement the gas volumes to achieve the required GLS will allow a plunger lift system to lift large amounts of fluid even if gas rates are low The poor boy system will also typically lift liquid more efficiently than gas lift alone with liquid volumes under 60 Bbls per day
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger ndash Poor Boy Gas lift
-5-10 -15
-20
High pressure gas Compressor
Sales Injection
As the gas rate fall in the tubing the controller will open the casing injection valve supplementing gas down the casing This will provide the energy required to lift the plunger and the produced fluid Once the liquid is removed the flow rates increase and the controller reduces or stops injection gas until the rate are once again below flowing tubing set point
Sales
Sales
injection
Injection Control valve
Plunger Control Valve
Length of rod can be sized to match Side pocket mandrel size ndash Est total length 48rdquo will be required
11410 newtons of Spring capacity
Extra spring strength -11410 newtons capacity
11410 Newtons
11410 Newtons
We use a 11000 Newton spring to dissipated the energy
Plunger lubricators Did you know that no governing agency covers the
design and certification of plunger lift Lubricators They do not fall under the scope of API 6A
(wellhead) or under ASME B313 (Pressure piping) New API PL11 is being developed for the
certification of Plunger lift lubricators It is expected to be published mid year 2017
Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

HZ wells ndash Casing flow amp optional 2-piece plunger systems Casing flow (without plunger) Casing flow with plunger 2-piece operation without casing flow 2-piece operation with ldquopoor boyrdquo gas injection
DP
Casing control valve opens on rising DP on tubing flow line
HZ cyclesUsing plunger lift
Clint E Mason 6192016
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Gas flows up Casing
Liquid and gas flows up Tubing
Doing this without a plungerWhen you are attempting this when you are not doing it with a plunger the required rate up the tubing must be at minimum the critical rate required to lift the fluid you are producing In very strong wells this is not a issue But as the well starts to lose its drive the effects of the extra back pressure resulting form forcing the gas up the tubing to maintain critical rate can hold back potential gas and liquid inflow
Goal of a casing flow controllerBy slip streaming gas up the casing you can remove a large portion of the friction loss that will be present when flowing high gas and liquid volumes up small bore tubing IE 2 38rdquo This will effectively allow you to use the tubing as a pump removing liquid while only holding the required back pressure on the tubing to maintain critical rate
High rate (no plunger) with Casing control
Tubing Casing
Flow rate
40 E3m3
30201050
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger with Casing flow control If you use a plunger with Casing flow control you will be able to efficiently lift and remove fluid at a much lower flow rate up the tubing allowing less back pressure to be held on casing and it will result in increased gas flow A Typical quick cycle plunger will lift fluid at rates as low as 55 of wellhead critical
Tubing Casing
Flow rate
40 E3m330201050
Casing flow with 2- piece plunger
Typical plunger controller The controller adjusts the amount production time by plunger speed or pressureflow inputs If the well is not producing excess gas for the tubing size casing flow is not required
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a 2-piece plungerA 2-piece plunger will operate in wells with a continues rate of 55 of wellhead critical flow rate Higher line pressures will require high flowing volumes to support the continues 2-piece plunger system Typical 2-piece systems will lift up to 100 Bbl per Mmcfd however high pressure wells can increase this amount significantly ndash IE Shale plays
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger - no Casing flow
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger system with a poor boy gas assist Using a slip steam injection gas to support the required Velocity for a 2-piece OR to supplement the gas volumes to achieve the required GLS will allow a plunger lift system to lift large amounts of fluid even if gas rates are low The poor boy system will also typically lift liquid more efficiently than gas lift alone with liquid volumes under 60 Bbls per day
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger ndash Poor Boy Gas lift
-5-10 -15
-20
High pressure gas Compressor
Sales Injection
As the gas rate fall in the tubing the controller will open the casing injection valve supplementing gas down the casing This will provide the energy required to lift the plunger and the produced fluid Once the liquid is removed the flow rates increase and the controller reduces or stops injection gas until the rate are once again below flowing tubing set point
Sales
Sales
injection
Injection Control valve
Plunger Control Valve
Length of rod can be sized to match Side pocket mandrel size ndash Est total length 48rdquo will be required
11410 newtons of Spring capacity
Extra spring strength -11410 newtons capacity
11410 Newtons
11410 Newtons
We use a 11000 Newton spring to dissipated the energy
Plunger lubricators Did you know that no governing agency covers the
design and certification of plunger lift Lubricators They do not fall under the scope of API 6A
(wellhead) or under ASME B313 (Pressure piping) New API PL11 is being developed for the
certification of Plunger lift lubricators It is expected to be published mid year 2017
Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

DP
Casing control valve opens on rising DP on tubing flow line
HZ cyclesUsing plunger lift
Clint E Mason 6192016
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Gas flows up Casing
Liquid and gas flows up Tubing
Doing this without a plungerWhen you are attempting this when you are not doing it with a plunger the required rate up the tubing must be at minimum the critical rate required to lift the fluid you are producing In very strong wells this is not a issue But as the well starts to lose its drive the effects of the extra back pressure resulting form forcing the gas up the tubing to maintain critical rate can hold back potential gas and liquid inflow
Goal of a casing flow controllerBy slip streaming gas up the casing you can remove a large portion of the friction loss that will be present when flowing high gas and liquid volumes up small bore tubing IE 2 38rdquo This will effectively allow you to use the tubing as a pump removing liquid while only holding the required back pressure on the tubing to maintain critical rate
High rate (no plunger) with Casing control
Tubing Casing
Flow rate
40 E3m3
30201050
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger with Casing flow control If you use a plunger with Casing flow control you will be able to efficiently lift and remove fluid at a much lower flow rate up the tubing allowing less back pressure to be held on casing and it will result in increased gas flow A Typical quick cycle plunger will lift fluid at rates as low as 55 of wellhead critical
Tubing Casing
Flow rate
40 E3m330201050
Casing flow with 2- piece plunger
Typical plunger controller The controller adjusts the amount production time by plunger speed or pressureflow inputs If the well is not producing excess gas for the tubing size casing flow is not required
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a 2-piece plungerA 2-piece plunger will operate in wells with a continues rate of 55 of wellhead critical flow rate Higher line pressures will require high flowing volumes to support the continues 2-piece plunger system Typical 2-piece systems will lift up to 100 Bbl per Mmcfd however high pressure wells can increase this amount significantly ndash IE Shale plays
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger - no Casing flow
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger system with a poor boy gas assist Using a slip steam injection gas to support the required Velocity for a 2-piece OR to supplement the gas volumes to achieve the required GLS will allow a plunger lift system to lift large amounts of fluid even if gas rates are low The poor boy system will also typically lift liquid more efficiently than gas lift alone with liquid volumes under 60 Bbls per day
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger ndash Poor Boy Gas lift
-5-10 -15
-20
High pressure gas Compressor
Sales Injection
As the gas rate fall in the tubing the controller will open the casing injection valve supplementing gas down the casing This will provide the energy required to lift the plunger and the produced fluid Once the liquid is removed the flow rates increase and the controller reduces or stops injection gas until the rate are once again below flowing tubing set point
Sales
Sales
injection
Injection Control valve
Plunger Control Valve
Length of rod can be sized to match Side pocket mandrel size ndash Est total length 48rdquo will be required
11410 newtons of Spring capacity
Extra spring strength -11410 newtons capacity
11410 Newtons
11410 Newtons
We use a 11000 Newton spring to dissipated the energy
Plunger lubricators Did you know that no governing agency covers the
design and certification of plunger lift Lubricators They do not fall under the scope of API 6A
(wellhead) or under ASME B313 (Pressure piping) New API PL11 is being developed for the
certification of Plunger lift lubricators It is expected to be published mid year 2017
Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Gas flows up Casing
Liquid and gas flows up Tubing
Doing this without a plungerWhen you are attempting this when you are not doing it with a plunger the required rate up the tubing must be at minimum the critical rate required to lift the fluid you are producing In very strong wells this is not a issue But as the well starts to lose its drive the effects of the extra back pressure resulting form forcing the gas up the tubing to maintain critical rate can hold back potential gas and liquid inflow
Goal of a casing flow controllerBy slip streaming gas up the casing you can remove a large portion of the friction loss that will be present when flowing high gas and liquid volumes up small bore tubing IE 2 38rdquo This will effectively allow you to use the tubing as a pump removing liquid while only holding the required back pressure on the tubing to maintain critical rate
High rate (no plunger) with Casing control
Tubing Casing
Flow rate
40 E3m3
30201050
Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger with Casing flow control If you use a plunger with Casing flow control you will be able to efficiently lift and remove fluid at a much lower flow rate up the tubing allowing less back pressure to be held on casing and it will result in increased gas flow A Typical quick cycle plunger will lift fluid at rates as low as 55 of wellhead critical
Tubing Casing
Flow rate
40 E3m330201050
Casing flow with 2- piece plunger
Typical plunger controller The controller adjusts the amount production time by plunger speed or pressureflow inputs If the well is not producing excess gas for the tubing size casing flow is not required
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a 2-piece plungerA 2-piece plunger will operate in wells with a continues rate of 55 of wellhead critical flow rate Higher line pressures will require high flowing volumes to support the continues 2-piece plunger system Typical 2-piece systems will lift up to 100 Bbl per Mmcfd however high pressure wells can increase this amount significantly ndash IE Shale plays
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger - no Casing flow
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger system with a poor boy gas assist Using a slip steam injection gas to support the required Velocity for a 2-piece OR to supplement the gas volumes to achieve the required GLS will allow a plunger lift system to lift large amounts of fluid even if gas rates are low The poor boy system will also typically lift liquid more efficiently than gas lift alone with liquid volumes under 60 Bbls per day
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger ndash Poor Boy Gas lift
-5-10 -15
-20
High pressure gas Compressor
Sales Injection
As the gas rate fall in the tubing the controller will open the casing injection valve supplementing gas down the casing This will provide the energy required to lift the plunger and the produced fluid Once the liquid is removed the flow rates increase and the controller reduces or stops injection gas until the rate are once again below flowing tubing set point
Sales
Sales
injection
Injection Control valve
Plunger Control Valve
Length of rod can be sized to match Side pocket mandrel size ndash Est total length 48rdquo will be required
11410 newtons of Spring capacity
Extra spring strength -11410 newtons capacity
11410 Newtons
11410 Newtons
We use a 11000 Newton spring to dissipated the energy
Plunger lubricators Did you know that no governing agency covers the
design and certification of plunger lift Lubricators They do not fall under the scope of API 6A
(wellhead) or under ASME B313 (Pressure piping) New API PL11 is being developed for the
certification of Plunger lift lubricators It is expected to be published mid year 2017
Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Casing flow controller The Casing flow controller adjusts the amount of gas ldquoslippedrdquo up the Casing by monitoring the tubing flow rate As the rates exceed the set point the casing control valve will open if the tubing rate drops below the minimum rate the casing will close
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger with Casing flow control If you use a plunger with Casing flow control you will be able to efficiently lift and remove fluid at a much lower flow rate up the tubing allowing less back pressure to be held on casing and it will result in increased gas flow A Typical quick cycle plunger will lift fluid at rates as low as 55 of wellhead critical
Tubing Casing
Flow rate
40 E3m330201050
Casing flow with 2- piece plunger
Typical plunger controller The controller adjusts the amount production time by plunger speed or pressureflow inputs If the well is not producing excess gas for the tubing size casing flow is not required
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a 2-piece plungerA 2-piece plunger will operate in wells with a continues rate of 55 of wellhead critical flow rate Higher line pressures will require high flowing volumes to support the continues 2-piece plunger system Typical 2-piece systems will lift up to 100 Bbl per Mmcfd however high pressure wells can increase this amount significantly ndash IE Shale plays
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger - no Casing flow
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger system with a poor boy gas assist Using a slip steam injection gas to support the required Velocity for a 2-piece OR to supplement the gas volumes to achieve the required GLS will allow a plunger lift system to lift large amounts of fluid even if gas rates are low The poor boy system will also typically lift liquid more efficiently than gas lift alone with liquid volumes under 60 Bbls per day
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger ndash Poor Boy Gas lift
-5-10 -15
-20
High pressure gas Compressor
Sales Injection
As the gas rate fall in the tubing the controller will open the casing injection valve supplementing gas down the casing This will provide the energy required to lift the plunger and the produced fluid Once the liquid is removed the flow rates increase and the controller reduces or stops injection gas until the rate are once again below flowing tubing set point
Sales
Sales
injection
Injection Control valve
Plunger Control Valve
Length of rod can be sized to match Side pocket mandrel size ndash Est total length 48rdquo will be required
11410 newtons of Spring capacity
Extra spring strength -11410 newtons capacity
11410 Newtons
11410 Newtons
We use a 11000 Newton spring to dissipated the energy
Plunger lubricators Did you know that no governing agency covers the
design and certification of plunger lift Lubricators They do not fall under the scope of API 6A
(wellhead) or under ASME B313 (Pressure piping) New API PL11 is being developed for the
certification of Plunger lift lubricators It is expected to be published mid year 2017
Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Typical plunger controller The controller adjusts the amount production time by plunger speed or pressureflow inputs If the well is not producing excess gas for the tubing size casing flow is not required
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a 2-piece plungerA 2-piece plunger will operate in wells with a continues rate of 55 of wellhead critical flow rate Higher line pressures will require high flowing volumes to support the continues 2-piece plunger system Typical 2-piece systems will lift up to 100 Bbl per Mmcfd however high pressure wells can increase this amount significantly ndash IE Shale plays
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger - no Casing flow
Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger system with a poor boy gas assist Using a slip steam injection gas to support the required Velocity for a 2-piece OR to supplement the gas volumes to achieve the required GLS will allow a plunger lift system to lift large amounts of fluid even if gas rates are low The poor boy system will also typically lift liquid more efficiently than gas lift alone with liquid volumes under 60 Bbls per day
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger ndash Poor Boy Gas lift
-5-10 -15
-20
High pressure gas Compressor
Sales Injection
As the gas rate fall in the tubing the controller will open the casing injection valve supplementing gas down the casing This will provide the energy required to lift the plunger and the produced fluid Once the liquid is removed the flow rates increase and the controller reduces or stops injection gas until the rate are once again below flowing tubing set point
Sales
Sales
injection
Injection Control valve
Plunger Control Valve
Length of rod can be sized to match Side pocket mandrel size ndash Est total length 48rdquo will be required
11410 newtons of Spring capacity
Extra spring strength -11410 newtons capacity
11410 Newtons
11410 Newtons
We use a 11000 Newton spring to dissipated the energy
Plunger lubricators Did you know that no governing agency covers the
design and certification of plunger lift Lubricators They do not fall under the scope of API 6A
(wellhead) or under ASME B313 (Pressure piping) New API PL11 is being developed for the
certification of Plunger lift lubricators It is expected to be published mid year 2017
Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Liquid fall back in the transitional area
Liquid slugs or sluffs along HZ casing area building up in low spots
Gas breaks out on top of liquid it does not push or move much fluid
Using a plunger system with a poor boy gas assist Using a slip steam injection gas to support the required Velocity for a 2-piece OR to supplement the gas volumes to achieve the required GLS will allow a plunger lift system to lift large amounts of fluid even if gas rates are low The poor boy system will also typically lift liquid more efficiently than gas lift alone with liquid volumes under 60 Bbls per day
Tubing Casing
Flow rate
40 E3m330201050
2- piece plunger ndash Poor Boy Gas lift
-5-10 -15
-20
High pressure gas Compressor
Sales Injection
As the gas rate fall in the tubing the controller will open the casing injection valve supplementing gas down the casing This will provide the energy required to lift the plunger and the produced fluid Once the liquid is removed the flow rates increase and the controller reduces or stops injection gas until the rate are once again below flowing tubing set point
Sales
Sales
injection
Injection Control valve
Plunger Control Valve
Length of rod can be sized to match Side pocket mandrel size ndash Est total length 48rdquo will be required
11410 newtons of Spring capacity
Extra spring strength -11410 newtons capacity
11410 Newtons
11410 Newtons
We use a 11000 Newton spring to dissipated the energy
Plunger lubricators Did you know that no governing agency covers the
design and certification of plunger lift Lubricators They do not fall under the scope of API 6A
(wellhead) or under ASME B313 (Pressure piping) New API PL11 is being developed for the
certification of Plunger lift lubricators It is expected to be published mid year 2017
Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Sales
injection
Injection Control valve
Plunger Control Valve
Length of rod can be sized to match Side pocket mandrel size ndash Est total length 48rdquo will be required
11410 newtons of Spring capacity
Extra spring strength -11410 newtons capacity
11410 Newtons
11410 Newtons
We use a 11000 Newton spring to dissipated the energy
Plunger lubricators Did you know that no governing agency covers the
design and certification of plunger lift Lubricators They do not fall under the scope of API 6A
(wellhead) or under ASME B313 (Pressure piping) New API PL11 is being developed for the
certification of Plunger lift lubricators It is expected to be published mid year 2017
Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Length of rod can be sized to match Side pocket mandrel size ndash Est total length 48rdquo will be required
11410 newtons of Spring capacity
Extra spring strength -11410 newtons capacity
11410 Newtons
11410 Newtons
We use a 11000 Newton spring to dissipated the energy
Plunger lubricators Did you know that no governing agency covers the
design and certification of plunger lift Lubricators They do not fall under the scope of API 6A
(wellhead) or under ASME B313 (Pressure piping) New API PL11 is being developed for the
certification of Plunger lift lubricators It is expected to be published mid year 2017
Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

11410 newtons of Spring capacity
Extra spring strength -11410 newtons capacity
11410 Newtons
11410 Newtons
We use a 11000 Newton spring to dissipated the energy
Plunger lubricators Did you know that no governing agency covers the
design and certification of plunger lift Lubricators They do not fall under the scope of API 6A
(wellhead) or under ASME B313 (Pressure piping) New API PL11 is being developed for the
certification of Plunger lift lubricators It is expected to be published mid year 2017
Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

11410 Newtons
11410 Newtons
We use a 11000 Newton spring to dissipated the energy
Plunger lubricators Did you know that no governing agency covers the
design and certification of plunger lift Lubricators They do not fall under the scope of API 6A
(wellhead) or under ASME B313 (Pressure piping) New API PL11 is being developed for the
certification of Plunger lift lubricators It is expected to be published mid year 2017
Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Plunger lubricators Did you know that no governing agency covers the
design and certification of plunger lift Lubricators They do not fall under the scope of API 6A
(wellhead) or under ASME B313 (Pressure piping) New API PL11 is being developed for the
certification of Plunger lift lubricators It is expected to be published mid year 2017
Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Design and operating specifications for the DEFOPT cold temp lubricator Built and tested to meet or exceed
API 6A ndash Class N -50 to +180F Pressure tested to minimum of 15 x
WP Full X-ray on all Tubular welds Material spec 4140 amp 4130 with 96000
to 120000 Tensile strength (L80 grade) 3 frac12rdquo Bowen connection based on
standard designed for service industry large load capacity 165000 lbs
Every Cold Temp Lubricator is stress relieved in a computer controlled oven environment to ensure accurate and consistent results
Our Manufacturing shop is ABSA certified (Alberta Boiler
Branch) All our Welding procedures are
reviewed and approved by ABSA ISO 9001 Certified Our Cold temp design is also
NACE compliant for sour application
All lubricators are X-Rayed and visually inspected and approved by a independent third party inspection group
Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Lubricator Assembly
The Lubricator Assembly has one main purpose It is designed to safely decelerate the plunger at surface and protect the wellhead plunger equipment and the user
We always recommended that the top spring assemble be inspected every 3-4 months
We recommend flanged bottom or inlet lubricators and flanged wellheads when ever possible
Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Lubricator Components
Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Remove the flow tee for best overall performance
Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Top Cap (Bowen)
Nut (Bowen)Pin (thread (Bowen pin -
Acme Thread)
Deceleration Spring
Strike disk or Puck
Plunger catcher
Lubricator Body
frac12 NPT threaded port (bleed down or Chemical
injection
frac12 NPT threaded port (bleed down or Chemical
injection
Inlet flange
Outlet flange
Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Stretch is evident from the final thread engagement
We suggest you check EUE threads yearlyBoth the inlet thread where attached to the wellhead and the cap thread for signs of stretching
Muffins
Thumb
Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Internal damageThe plunger repeatedly impacted the inside lip of the lubricator because of improper installation
When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

When ever practical we recommend a Quick Union (Bowen style) top cap and a flanged inlet over the EUE connections This will provide the longest service life and are very resilient to axial forces that can be generated from a hard hitting plunger
4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

4 frac12rdquo Plunger lift system
45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

45rdquo BHS
45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

45rdquo Plunger
Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Plunger designs amp seal applicationsConventional
What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

What lifts the fluid - Seal amp gas Velocity Modeling High Velocity
Turbulence
Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Larger gapThe larger the gap between the tubing wall and the plunger the more gas must be pushed through to maintain a velocity great enough to support the fluid above the plunger As the plunger ldquowear outrdquo and more bypass area is created more and more gas is required resulting in poorer efficiency lost production time (longer closed times and short after flow) eventually could result in the plunger stalling and the well liquid loading
The tubing naturally has a wide variance in ID at the pin it is likely very close to tubing drift (1901 in 2 38rdquo tubing) IN THE MIDDLE OF THE TUBING IT MIGHT BE AS BIG AS 1950rdquo
This is why a weaker wells require pad plungers or plungers with a better seal design to minimize gas bypass
Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Pressure Drop Across Plunger
The turbulence and restriction caused by the gas flows across the plunger face creates pressure drop and a velocity increase supporting fluid above the plunger
Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Solid or Bar Stock Plunger The Solid plunger is a strong simple
and usually low cost product Bar stock plungers are the lest efficient
plunger due to ridged seal design In most cases this plunger maximum OD can only be made to tubing drift
Paraffin asphalten and wells with a thick emulsion are good candidates for the solid plunger
Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Brush Seal Plunger
The Brush plunger is a very efficient seal design when new efficiency can drop quickly with plunger operation
Commonly used when a well produces solids like frac or formation sand
Is a very poor plunger to use in wells that produce Heavy Paraffin or Asphalten
Seal is efficient but being made of Nylon materials it is effected by heat and aromatics in the well bore
Seal can wear out quickly Typically there are two brush seal designs
The Brush seal wrapped directly to the plunger body with stainless wire (shown in picture)
Bush seal is attached to a metal coil and is slid over the plunger mandrel and held in place by a lock nut assembly
Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Pad or Blade Plungers The Pad Plunger is a very efficient seal design
Because the pads are able to expand to the max tubing ID the plunger will always maintain a consistent seal while it is traveling up the tubing
Pad plungers are a excellent plunger for wells that are generally ldquocleanrdquo solids like sand will cause the plunger pads to jam expanded and can cause the plunger to stick in the tubing
In wells that make large amounts of wax it can be difficult to keep a pad plunger operating because the pads can be compressed this style of plunger can leave a thin layer of paraffin or wax on the tubing walls Over time the layer of wax on the tubing walls can build up until the plunger can not drop to bottom
The Pad Face is not the only wear point on pad plungers You need to check side wear and the plunger mandrel can wear under the pads This unnoticed wear will effect the plunger efficiency
Each pad section can have 1 or 2 springs under the Pad section to force the pads towards the tubing wall
Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Plunger table- applications Plunger Type
Description
Pros Cons Most Use
Solid Solid seal face
Low cost inefficient Wax solids general use
Brush Flexible surface made of Nylon fibers
Good seal can run through restricted ID
Quick wearing seal face loses efficiency
Restricted tubing IDFrac Sand
Pad Steel pad section that can compress and expand to follow tubing ID
Good seal long wear life
Can run through restricted ID
Solid will jam pad section Waxy wells are not candidate for pad plungers
Clean fluid general use Low rate wells requiring improved efficiency
Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Plunger inspection points - Solid
1375 1901
1901
1901
2250
Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Solid plunger inspection
Fish neck -Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Important to check multiple spots Multiple spots on a solid
plunger should be checked to understand the over all condition of the plunger
Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Plunger inspection points - Brush
1375 1901
1901
1901
2250
Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Brush Plunger
Fish Neck Damage If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Brush The brush is quite soft and
does wear quickly it is important to check in multiple places to ensure you have a overall condition of the plunger
Check the bottom nut is not loose
Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Plunger inspection points ndash Pad plunger
1375Gap between
pads
Side to
side movement
2250
Check spring tension by squeezing Pads
Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Pad Plunger
Fish Neck If you see fish neck damage it is a
indication of fast plunger impact speeds this can be evident even if the plunger average travel times are with In the acceptable travel window If you see this when the plunger is operating with in acceptable parameters it typically indicates high energy impacts resulting from some mechanical issue IE Choke restriction control valves opening or closing while plunger is traveling to surface
Pad inspection Typically the pads wear in a
number of areas the front side and behind the pads
I check the distance between the pads and as long as the space between then does not allow for a ldquostraight linerdquo flow path I will continue to use them
You must check the spring tension to ensure they are exerting proper tension on pads
Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Plunger Control scenarios
Designed and built by Clint E Mason403-318-9762
Clintmasondefoptcom
Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Kinetic Energy potential in the plunger
To Calculate Kinetic Energy 4 KG plunger travelling at
250 mpm = 35 Joules 300 mpm = 50 Joules 400 mpm = 89 Joules 500 mpm = 139 Joules 600 mpm = 200 Joules 750 mpm = 3125 Joules 1000 mpm =556 Joules 1250 mpm = 868 Joules 1500 mpm = 1250 Joules
Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Def Opt 17-7 Top Spring 90253 Nmm Spring constant is 9025 Nmm Travel in spring is 71660 mm Maximum load = 6467485 Newton Or this spring will dissipate the
energy in a 647 kg object dropped 1 meter (gravity 98 mss)
Or a 4 KG plunger traveling at 900 mpm
Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Calculated maximum plunger velocities by weight KG at 100 spring capacity 16 kg = 460 mpm 14 kg = 490 mpm 12 kg =530 mpm 10 kg = 575 mpm 8 kg = 650mpm 6kg = 750 mpm 4 kg = 900 mpm 2 kg = 1250 mpm
ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

ldquo
rdquo
Every time you double the plungers speed you increase the kinetic energy by 4 times
Controlling your plunger speed is crucial to cost effective and safe operation
High speed impacts caused by human error has been the root cause of over 95 of all catastrophic failures of plunger lift equipment
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Typical Timed Controller conventional - vertical
Did Plunger arrive in open timeOpen Time
Yes
No
Delay Time
Backup closed
time
Closed Time
After the after flow or delay time the system goes to closed during this time the well builds energy to lift the fluid accumulated in the tubing
Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Energy and load - controller
Increase plunger speed 1- Shorter delay or after flow
times once to minimum Delay time
Decrease liquid in tubing 2- increase Closed time
Increase pressure build up
Decrease plunger speed 1- Decrease Closed time
Once to the minimum closed time
Decrease pressure build up 2- Increase after flow or delay
Increase liquid load on plunger
Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Plunger Travel speed optimizing Controller ndashflow chart
Open CycleNot auto adjustable
Max time for plunger to surface
Did plunger surface in maximum
time allowedYES
NO
Was plunger Travel faster
or slower than target
Fast Slow
1 Decrease Closed TimeOnce closed at minimum2 Increase
After flow time
1 Decrease delay time
Once delay at minimum
2 Increase Closed time
After flow time (production time
after plunger arrives)Auto Adjust
Back up timeor
Extended closed
Closed Cycle time
Fail Arrival Fail counterreach maximum failure cycles
User adjustable
ESD required manual restart
Yes
No
Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Plunger travels fasterslower than target time proportional adjustment modifier
slo wfa
st
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85Minutes of after flow or delay
time
Dead band0
-3
+3
min
ute
s Targ
et
time 8
minute5 10 15 20 25 35 45 50 55 60 70 80 90 100 150 200 300
400 500
+2
+1
-2
-1 Closed modifier
After flowdelay modifier
Current delay or after flow time
New delay time 15 min 27 sec
25 50 75 100 125 150 175 200 225 250 275 300 350 400 450
500 550
Plun
ger t
arge
t tim
e we
ll de
pth
850
ft p
er
min
Plunger 90 sec fast with a delay
of 15 minutes result in about
27 second increase in delay
Typically you can set the modifier range or scale to
fit the type of system or
plunger you are using
You should always be able to adjust the
closed and the delay modifier
range independently
to fit the type of plunger system
Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Auto controller using plunger speed
The auto controller will automatically make small adjustments to the after flow or delay cycle and closed cycle
Each adjustment should be very small and based on a ratio of current times
Too big of a adjustment will result in a hit miss cycle where it will arrive once miss once (go in to recovery) hit once and repeathellip
The operator should always remember they have control and set the window a controller will operateadjust the settings in
Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Using pressure to open well
If you look at your SCADA information you will notice that every well will have a point where the plunger always will come back ndash but what is that point
the real key to optimization is finding the points that will allow steady production and also allows the well to take advantage of opportunities
Using pressure or differential between 2 points to open is a good tool but what 2 points are best
Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Casingtubing vs Tubingline
Casing tubing differential will provide you with the energy In the well and it will also provide you the pressure in the line sohellip Why not use that Questions to ask-what is affecting the pressures
Focus on Casing ndash if well loads up what does the casing do IF plunger does not complete a cycle and unload the fluid what does the casing do In both these examples the casing pressure will not drop to the same low pressure
(reflective of line pressure) as it would had the plunger arrived and unloaded the fluid In the tubing
This will result in the casing pressure recovery to be quicker resulting in the casing building to the required DP quicker and will load the well up worse in the following cycles
So I do not recommend using Casing vs Line as a indicator Tubing vs line pressure is a better indicator to open well on
Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Tubingline
Advantages Again ask yourself what effects the buildup speed of the tubing pressure The answer is liquid volume in the tubing The higher the amount of fluid column the slower the Wellhead pressure
will build up it in effect it self adjusts by the amount of fluid in the tubing taking longer to build up (increasing casing pressure) the greater the amount of fluid it is trying to lift
See next slide
Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Pressure adjust controllerstubing pressure vs line pressure to open
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
does it meet
minimum PSI
After flow
Tubing
Line Have we met the Open
Target DP of 150 PSI NO YE
S
Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Using pressure to close
While the well is flowing the fluid enters the tubing You typically see the casing pressure drop until you reach critical rate At this point fluid starts to accumulate In the tubing increasing the overall gasfluid
column weight This point can be seen when monitoring the casing pressure
Note that fluid in this state is gasified and even a small increase in pressure can indicate a large amount of fluid accumulation
It is a system that requires some trial and error to fine tune the point to shut in It can be difficult to us in HZ wells where liquid slugging from the HZ section can create
momentary increases in casing pressure A delay period after hitting the target DP may be advisable Line pressure can also effect the Casing pressure and there should be a ldquodead bandrdquo
that will adjust a casing pressure set point reflective of the line pressure increasedecrease
Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Pressure adjust controllersusing casing pressure (DIP) to close
CLOSEDPlunger fall time
OPEN
After flow
0
50
150
100
200
250
300
350
400
After flow
As liquid level continues
increase in the tubing the
casing pressure stops
falling and starts to increase
does it meet
minimum PSI
After flow
This build up in casing
pressure can be used to
indicate fluid in tubing and signal closed
cycle
Well stays closed until the casing pressure meets its minimum
requirement
You typically monitor your line
pressure fluctuations so it ignores bumps in casing pressure
caused by bumps in the line
pressure while flowing
Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Casing dip Charted
0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
300
350
400
Casing pressure
Plunger reaches surface
Well openPlunger lifting
fluid
Lowest point casing pressure reached Fluid load or DIP=35
PSI
Well shuts in
Plunger lifting
fluid
open After flow
closed
open After flow
Well open
Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Critical rate or flow rate shut down
A simple idea as flow rate falls once you get your critical rate it would indicate your well is starting to liquid load
Although this idea is sound it has some issues when considering to use it Fluid slugging in to tubing from Casing or HZ section can momentarily
create a drop in flow that can prematurely shut In the well Line pressure can effect flow rate and might prematurely close in well
before fluid has entered tubing Will not work if packer in place
Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Flow Rate adjust controllers
CLOSED
OPEN
After flow
0
100
300
200
400
500
600
700
800
After flow After flow
Mcfd
Plunger reaches surface Secondary flow spike after plunger arrives at surface As fluid builds in tubing flow rate
drops Flow rate drops to set point at 250 mcfdWells shuts in and drops plunger
High flow rates while plunger
rises to surfaced
Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Recaphellip Energy (pressure) or load (work) When we lower Closed time
Decrease energy When we Increase After flow or delay time
Increase load When we increase Closed time
Increase energy When we Decrease delay time
Decrease load
Incr
ease
dai
ly
prod
uctio
n tim
eDe
crea
se d
aily
pr
oduc
tion
time
Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Maintenance of the plunger lift system 3 month yearly and bi yearly 5 year inspections cycles
3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

3 month
Lubricator Remove cap inspect spring measure
the length and ensure it is with in the recommended specifications of the manufacture
Inspect impact disk for marks Inspect O-rings and seals for damage Grease connection using proper grease
for the well conditions
DO NOT use Copper coat or other anti seize coatings Pipe dope or Teflon tape Recommend a proper lubricating grease ndash example White Lithium or Moly
Catcher ndash New Procedure added Turn the catcher all the way in and out
place catcher blank with handle in the catcher close catcher completely pull up and ensure it does not slip out of catcher if it pulls out easy repair and or replace catcher
NEVER have head or face in ldquoline of firerdquo Catcher blank is a short ribbed section
of metal that has a handle attached to it and allows it to be safely inserted into the catcher and then tension checked by pulling up and pushing down device should not pull out easily if at all
12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

12 month
Lubricator Do all of the steps in the 3 month
inspection If threaded inlet - Remove the
lubricator and inspect EUE threads use gauge as shown in example
top thread(cap connection) and stretch using a thread gauge (see example)
If Bowen Pin and nut inspect threads for pitting or damage
Inspect O-rings for damage or wear
Thread inspection with gauge
5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

5 year Lubricator - Flanged
Lubricator Do all of the steps in the 3 month
inspection and 1 year inspection Option 1 With non destructive
testing inspect body and flange for corrosion and material loss
Visual inspection ndash Remove lubricator and inspect internal bore for unusual signs of wear or damage
Inspect chemical injection points for corrosion (Methanol is a oxidizer)
Bottom hole spring Assembly We suggest after the install the
Bottom hole spring be pulled and inspected after 2 years for signs of corrosion and wear
If there is no signs of unusual damage Bottom hole spring should be inspected ever 5 years at a maximum interval
Sour or systems using a 2- piece or quick trip plunger should be inspected every 12 to 24 months
Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Catcher Blank ndash tension checking tool New process - not implemented yet
24rdquo total length OD = 2 38rdquo -187rdquo 2 78rdquo - 234rdquo
2rdquo
6rdquo
2rdquo4rdquo
16rdquo C
Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs

Thanks for spending the time with us today
-
Typically ndash Optimum tubing landed 13 to Midpoint perfs