Embed Size (px)
DESCRIPTION
A diagnostic approach for turning tool based on the dynamic force signals
Citation preview

S. E. Oraby1
Associate ProfessorDepartment of Production and Mechanical
Design,Faculty of Engineering,Suez Canal University,
Port Said, Egypte-mail: [email protected]
A. F. Al-ModhufAssistant Professor
Department of Mechanical Productionand Technology,
College of Technological Studies,PAAET,
P.O. Box 42325,Shuwaikh 70654, Kuwait
D. R. HayhurstProfessor
Department of Mechanical, Aerospaceand Manufacturing Engineering,
UMIST,P.O. Box 88, Sackville Street,
Manchester M60 1QD, UK
A Diagnostic Approach for TurningTool Based on the Dynamic ForceSignalsIn the current work it is proposed a simple, and fast softwired tool wear monitoringapproach, based upon the features of the time series analysis and the Green’s Function(GF) features. The proposed technique involves the decomposition of the force signalsinto deterministic component and stochastic variation-carrying component. Then, onlythe stochastic component is processed to detect the adequate autoregressive movingaverage (ARMA) models representing the tool state at every wear condition. Models arefurther reduced to form a more representative parameter, the “Green’s Function (GF).”This reflects the dynamic behavior of the tool prior to failure and, may provide a com-prehensive and accurate measure of the damping variation of the cutting process sub-system at different forms of tool’s edge wear. As wear enters the high rate region, thecutting process is forced toward the instability domain where it tends to have less damp-ing resistance. It is also explained how a system response surface can be generated basedon its Green’s function. It is proposed that this concept can be the basis for a diagnostictechnique for use with many systems. �DOI: 10.1115/1.1948397�
1 IntroductionIt is universally acknowledged that the performance of any pro-
cess is usually evaluated in terms of its productivity and surfacequality. Each of these controlling criteria is affected directly, andin different way by the tool edge wear and fracture.
The complexity of modern industrial and manufacturing sys-tems, with their emphasis on quality, increased effectiveness andhigher productivity through automation and computerization, haveled to an increase demand for a new breed of tool monitoringtechniques. These methods are usually achieved via observingvariations in one or more of the operation responses �outputs�related to tool deformation and, consequently, exploited to inves-tigate the aspect of tool wear monitoring and control �1–5�. Al-though many successful attempts have been reported, research isstill carried on seeking a smart integrated strategy. A robust onlinewear monitoring and control technique depends, to a great extent,on the sensitivity of the data carrier �machining output or re-sponse� in addition to the formulation tools by which the usefulinformation can be isolated from the huge variation involved.
Among responses from machining operation, cutting forces arealways considered as one of the most reliable measures for toolwear monitoring and breakage detection �3–5�. Both static anddynamic force components are frequently used. Variation in staticforce signals shows a good correlation with tool wear progress infixed parameters machining systems �3,6–8�. However, in situa-tions where cutting parameters, especially feed and depth of cut,are subject to on-line change, wear effects usually masked staticforce trend is no longer appropriate. In such situations, it is betterto use dynamic oscillation patterns instead �4�.
Among the approaches introduced to deal with force and vibra-tion signals are the spectral analysis �4,9�, the conventional aver-
1On leave. Presently at the Department of Mechanical Production Technology,College of Technological Studies, PAAET, P.O. Box 42325, Shuwaikh 70654, Ku-wait.
Contributed by the Manufacturing Engineering Division for publication in theASME JOURNAL OF MANUFACTURING SCIENCE AND ENGINEERING. Manuscript receivedFebruary 4, 2004; final revision received September 1, 2004. Associate Editor: D.-W.
Cho.Journal of Manufacturing Science and EngineeringCopyright © 20
aging and time series analysis �10–12�. Although averaging andfiltering are simple and fast, they narrow the frequency bandwidththus leading to masking the effect of random disturbances such astool chipping and fracture �10�. Many investigators employedboth the time series ARMA analysis and the dynamic data systems�DDS� technique to monitor machining performance �11–13�. Intheir work, Pandit and Kashou �12,13� have applied the method-ology for tool wear monitoring through the analysis of cuttingvibration. Although these are very useful studies in this field, theproposed technique is very complicated and time-consuming. Itrequires a higher order ARMA model, ARMA �20,19�, whichwould increase the response time. Although a similar wear-vibration trend was depicted by two of the authors �14� usingmuch simpler experimental and computational procedures, expe-rience always indicated that vibration was not the response ofchoice. Environmental noise, in addition to instantaneous varia-tion in system dynamic features, usually acts against reaching afirm and universal conclusion. Bandyopadhyay et al. �15� haveused the Dynamic Data Systems to analyze the dynamics of thethrust/torque signals of drilling operations to develop a “Normal-ized Damping Ratio” as the ratio between a worn tool and thatwith no wear. Oglec and Guttermuth �16� suggested a numericaltechnique based on ARMA time series analysis to represent thetool force dynamics as affected by some controlling parameters:depth of cut, feed rate, and axial tool position. A one-by-one pa-rameter technique was introduced, and, claimed to be superior tothe dynamic data system methodology. However, information re-garding tool wear has not been reported.
Altintas �17� has used time series analysis to develop a soft-wired filter, AR�1�, to separate the cutting transients from a toolbreakage event in milling operation. The DDS methodology hasalso been used in the detection of the tool failure and breakage�18,19�.
Therefore, time series analysis can produce a significant andcomprehensive modeling technique, if a proper isolation of theonly variation-carrying component is successfully isolated fromthe entire signals. Nevertheless, it can be stated that a robust dataprocessing technique, to analyze and to formulate the functional
relationship between tool wear and the accompanied variation inAUGUST 2005, Vol. 127 / 46305 by ASME

the force signals is still debatable, and a fast, accurate, sensitive,and economically feasible approach is still required.
In this study, the possible hidden correlation between instanta-neous tool wear state and the corresponding variations in the sto-chastic signals �residuals� of the dynamic force signals is investi-gated. Special attention is devoted to the instant at which the toolunexpectedly and catastrophically fails due to temperature soften-ing.
In order to apply time series analysis, data or signals should beof random stationary nature. Applying the ARMA technique to anonstationary time series usually leads to incorrect results. Also,the conversion of the nonstationary data using first and secondintegration is not a good strategy since some useful features maybe lost �20�.
In the current study, the remaining stochastic signals are mod-eled using autoregressive moving average �ARMA� proceduresemploying the appropriate statistical criteria to examine the sig-nificance and the adequacy of the resulting models. For each wearlevel, the corresponding model is further reduced to the equivalent“Green’s function” �GF�, which determines its behavior dynamiccharacteristics.
Working on only the stochastic part of the signals pattern isconsidered, bearing in mind its suitability to be used in adaptivecontrol strategy, where cutting parameters are continuously sub-jected to change as the need arises. Variable parameters affectonly the deterministic part of the force signals. Nevertheless, asdiscussed earlier, the use of both elements of the signals are nec-essary in the prediction and forecasting applications.
In Sec. 3, it is explained how the stochastic force component isisolated from the data carrying signals. Also, modeling using thetime series ARMA procedures is explained. Section 3 explains
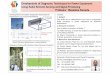
Fig. 1 Experimental set up an
how each developed model is reduced to its equivalent “Green’s
464 / Vol. 127, AUGUST 2005
function.” A numerical procedure is introduced to indicate how aresponse can be generated from a system signals, providing itsGreen’s function is known.
2 Experimental ProceduresThe experimental set up and signal processing techniques,
throughout the different stages of the current work are schemati-cally illustrated in Fig. 1. Multicoated carbide inserts �SandvikGC415-ISO P15� are used to turn hard and tempered alloy steel�En24� 8-in. bars. Such types of tools and workpiece material areselected for comparison with the different tool grade �SandvikGC435�, which was used previously �6�. Dry turning is carried outemploying a rigid Colchester 1600 Mascot center lathe. Actualworkpiece rotation is directly read from a digital counter based onpulses from the loaded spindle. Force signals are measured usinga three-component dynamometer �21� and digitized using a three-channel ADC, Fig. 1, at a sampling period of 0.036 s, and thenthey are permanently stored for further off-line analysis. The testconsists of subtests at about 2 min interval repeated until the toolfails by plastic deformation. After machining of each subtest, nosewear is evaluated using a three-dimensional optical microscope.Wear history of the entire test �six subtests a–f� are shown in Fig.2. A surface speed of 200 m/min is selected for testing to be highenough to ensure a noticeable wear progress, and also to be wellwithin the practical speed range employed in modern machinetools. Another advantage of using such an operational range is toavoid built-up edge formation mechanism and, to be inside thestable chatter-free machining domain.
Figure 3 shows the records of the six subtests consisting thewhole test where force signals are plotted against time sequence
signal processing procedures
dconsidering a sampling time of 0.036 s between every two suc-
Transactions of the ASME

Fig. 2 Wear-time curve and cutting conditions
Fig. 3 Recorded dyn
Journal of Manufacturing Science and Engineering
cessive readings. As shown in Fig. 3, the static mean of forceusually increases as wear increases. It is well observed that thetangential force component Fy, however, is not as sensitive toprogressive wear as the other feeding Fx and Fz components.While Fy increases only about 40% of its original mean valueuntil the tool is plastically failed �subtest f, Fig. 3�, a correspond-ing increase of about 700% is noticed within the same period forFx and Fz. Also, both Fx and Fz increase about 100% of theiroriginal value at subtest e, and around 125% at subtest f, wherewear level reaches 0.344 mm. This is expected since the Fy ispredominately determined by the cut cross section, and changesonly slightly as the tool wears while both Fx and Fz are mainlypenetrating and frictional loads, and hence are very sensitive towear. The frequent but irregular chipping and fracture of the edge,subtest c �after �6 min�, is observed during optical examinationof the tool. This widens the cut frictional area between the edgeand the workpiece leading to instantaneous force increase. At sub-tests a–c, Fig. 3, Fx and Fz tend to have similar values due to thefact that wear has almost regular pattern on both nose and flank.At later stages, subtest d, Fz attains slightly higher rate revealingthe possibility of nose wear domination. Subsequent data, subtestse and f, supported the idea that this is the onset of the tool soft-ening stage where the edge started to lose bulk material. There-fore, a combination of Fx and Fy to form the thrust componentnormal to the cutting edge Fxz, �Fxz=Fx sin �+Fz cos �, � is the
amic force signals
AUGUST 2005, Vol. 127 / 465

approach angle�, may produce a better measure �3�. As is practi-cally experienced, the wear on the cutting edge does not usuallyconform a uniform pattern on nose and flank areas and this leadsto a relative continuous change in the values of Fx and Fz. Thisjustifies the use of the resultant measure namely the thrust com-ponent Fxz. In a previous study by one of the authors �4�, differenttool failure forms are successfully monitored and assessed viaforce signals using spectral analysis techniques. In this study,same data are manipulated using more physically interpreted ap-proach, which are the time series analysis and its associatedGreen’s function.
3 Analyses and Discussion
3.1 Constituents of the Cutting Force Signals. Large num-bers of parameters are involved in the dynamics of tool-workpieceengagement during metal removal by machining. Variations in theforce signals are caused by variability involved in any of the in-dividual system’s elements or in their mutual interaction. Com-mon variability sources include machine tool, workpiece, chip for-mation and separation mechanism, etc. and hence the firstapproximation of steady state static cutting is invalidated. It issuggested �10� that force variations can be attributed to one ormore of its pertaining subsystems: the cutting process, mechanicalstructure of the machine tool, or a secondary mode system and canbe considered as follows:
Ft�i� = F0�i� + Xt�i� , �1�
where; �F0� is the deterministic, or the static mean component and�Xt� is the stochastic, or the “white noise” component of the signalFt.
3.2 Isolation of the Deterministic Trend. As shown by Figs.2 and 3, the tool was plastically deformed at the end of the sixthsubtest f after attaining a high level of progressive wear. Manymodel structures are evaluated using nonlinear regression tech-nique to formulate the deterministic part of the force signals. Plainfirst order model produced poor results while adding exponentialterm improved the model predictability through giving better sta-tistical criteria. Also, fewer numbers of iterations were found toconverge to the final model. This is thought to be due to thenonlinearity involved in the mean, or deterministic, part of theforce signals. The proposed model structure hence takes the fol-lowing form:
F0�i� = �0 + �1�t� + �2e�t� + � �2�
where �’s are the coefficients of the model, �t� is the aggregatedtime for a given interval and � is the residuals. Nonlinear recur-sive regression analysis is used to estimate the model’s coeffi-cients �’s for each subtest using the last 1000 readings of the forcerecord of each subtest, Fig. 3, leading to results and significancecriteria listed in Table 1. The determination factor �R2� initiallyincreases as wear increases and then, sharply drops at wear levelof 0.29 mm, which is considered as the practical entrance of the
Table 1 Results of the dete
high wear rate zone. Higher increase is found when tool enters the
466 / Vol. 127, AUGUST 2005
softening failure zone represented by subtests e and f. Theresiduals-sum of squares �RSS� varies differently at different wearlevels �Table 1�. At the constant wear rate region, subtests a and b,the �RSS� values are almost constant with relatively low R2. Atsubtest c, both R2 and RSS increase to almost twofold of theirsubsequent values. This indicates that, even a deterministic patternis well grasped �R2=71% �; more signals fluctuations are evident�RSS=864534�. At subtest d, however, signals show wider dy-namic amplitudes since it is affected by the remaining dynamicfrom preceding subtests in addition to its local dynamic consider-ations. A poor R2 of 23% and rapidly growing RSS of 1597180reflect the dynamic instability of subtest d.
As tool enters the softening zone, subtests e and f, a predomi-nating dynamic nature is observed with a better isolation of thedeterministic trend. Signals for subtest e, Fig. 3, however, producebetter R2 and RSS than those for substrate f . Even both subtestsare in the softening zone, tool edge maintains solidarity in subteste while it is catastrophically failed at subtest f with entirely dif-ferent non-linear trend. All these observations imply that a greatproportion of the disturbances due to tool wear is carried by thestochastic part of the force series and an appropriate modelingstrategy may quantitatively describe their true influential relation-ship.
3.3 Time Series Modeling Analysis of the Stochastic Com-ponent of Force Signals. In the case of zero tool wear, residualsafter the deterministic modeling ��� are of a random “white noise”time series, with uncorrelated zero mean and standard deviation.As wear develops on the cutting edge, the series is disturbed. Theemerged characteristics can be formulated using the AutoRegres-
inistic component modeling
Table 2 ARMA results for subtest a
rm
Transactions of the ASME

sion Moving Average ARMA�n ,m� model. The ARMA modeltakes a set of data registrations and recasts it into a discrete, re-cursive, linear stochastic format:
Xt − �1Xt−1 − �2Xt−2 − . . . . . . . . . . . . . . . . . . . − �nXt−n = at
− �1at−1 − �2at−2 − . . . . . . . . . . . . . . . . . . − �mat−m �3�
where �Xt� denotes the state parameter at instant �t�, �at� denotes
Table 3 ARMA results for subtest b
Table 4 ARMA r
Table 5 ARMA r
Journal of Manufacturing Science and Engineering
the residuals zero mean “white noise” term, ��i� is the autoregres-sive coefficients at i=1,2 ,3 , . . . ,n and �� j� is the moving averagecoefficients at j=1,2 ,3 , . . . ,m. The ARMA model usually ex-presses the dependence of one variable on its own past values, orthe effect of some disturbances at’s on the behavior of subsequentvalues of the variable. A disturbance affecting a system lasts acertain period depending on its dynamic damping resistance. Ad-equate ARMA�n ,m� is usually obtained by fitting higher-order�n ,m�; �m�n−1�, models and applying the checks of adequacy.This is carried out in steps by increasing the order by two. Themodel is usually judged through the reduction in the residuals-sum of squares �RSS� and the F-value �10�.
F = ��A1 − A0
S�
� A0
N − r� = F�S,N − r� �4�
where �A0� is the smaller �RSS� of the ARMA�2n+2,2n+1�model, �A1� is the larger �RSS� of the ARMA�2n ,2n−1� model,F�S ,N−r� denotes the F-distribution with �S� and �N−r� degreesof freedom, r= �2n+2�+ �2n+1�=4n+3, S=number of additionalparameters in the higher-order model and N=number of observa-tions. Estimation procedures start with n=0 which yields an
lts for subtest c
lts for subtest d
esu
esu
AUGUST 2005, Vol. 127 / 467

ARMA�2,1� model, then n=1 which gives ARMA�4,3� and so on.Procedures are terminated once an adequate model is obtained.
The ARMA modeling procedures are carried out for each sub-test in turn using special software in association with the �SPSS�statistical computer package. Results are shown in Tables 2–7with the adequate model in the last column. The corresponding�RSS� and F-value are at the last two rows of each table. Gener-ally, as wear level increases, higher-order autoregressive modelsare found necessary to adequately fit the data. As shown in Tables
Table 6 ARMA r
Table 7 ARMA r
Table 8 RSS reductio
468 / Vol. 127, AUGUST 2005
3–7, these adequate models are AR�2�, ARMA�3,1�, ARMA�3,3�,ARMA�4,1�, and ARMA�4,1�, for subtests b, c, d, e, and f, respec-tively. Again, three levels may be distinguished: the first at subtestb, the second at subtests c and d, and the third at subtests e and f.While the moving average parameters ��’s� are not affected, theautoregressive parameters ��’s� are always greater as the wearlevel advances. This reflects the strong dependence of data on itspreceding values, where the tool wear presents a continuousanalogous and dependent disturbance to the signals. Nevertheless,
lts for subtest e
lts for subtest f
ue to ARMA modeling
esu
esu
n d
Transactions of the ASME

a higher-order ARMA�4,2� is found adequate to fit the data of thefirst subtest even though of a low wear level �Table 2�. This is dueto the discontinuous nature of tool wear �chipping� associatedwith the rapid initial wear rate. However, the low model param-eters and the slight �RSS� reduction imply that it is just on theboundary of the domain and an ARMA�2,1� can be consideredadequate without sacrificing accuracy. Another exception is that alarger number of moving average parameters result for subtest d�Table 5�. As explained earlier, this is due to the dynamic effectsfrom both proceeding and local considerations in addition to beingjust entered the high wear rate zone. The high wear rate originatesat the tool’s nose area of the second half of the subtest �Fig. 3�d��.This affected the radial force component Fz only, Shortly follow-ing that, the tool failed by thermal softening leading to a simulta-neous increase in both the feed Fx and the radial Fz componentsand, consequently, in the thrust Fxz component. Table 8 indicateshow much of the deterministic �RSS� reduces after the develop-ment of the adequate final ARMA model. The �RSS� reductionrepresents the part of the stochastic component induced by the
Fig. 4 Tool dynamic characteristics under wear variation of G
reen’s function within a domain of 100 disturbances „j=1–100…associated amount of tool wear and indicates a similar quantitative
Journal of Manufacturing Science and Engineering
Fig. 5 Three-dimensional global view of dynamic characteris-tics of the whole test, variation of Green’s function with 100
disturbancesAUGUST 2005, Vol. 127 / 469

trend of variability between final higher order adequate model andthe ARMA�2,1�. For the first three subtests a, b, and c, the RSSincreased proportionally. However, at a point around the practicalcritical wear �between 0.3 and 0.35 mm�, the RSS suddenly dropsto its minimum value and then, significantly increases as wearenters its final softening, where approximately 90% of variabilityis attributed to wear.
4 Relationship Between Tool Wear and DynamicChanges in the Cutting Process Subsystem
According to the conclusion previously drawn, a cutting pro-cess subsystem can be expressed by a second-order one-degree offreedom dynamic system. Such a system may be expressed by anARMA�2,1�:
Xt − �1Xt−1 − �2Xt−2 = at − �1at−1. �5�A characteristic equation is
�2 − �1� − �2 = 0 �6�with roots,
Table 9 Numerical illustration of response genfunction „subtest a… „�1=1.143, �2=−0.151, �1=
Table 10 Numerical illustration of response genera„subtest b… „�1=0.818, �2=−0.01, �1=0.541…
470 / Vol. 127, AUGUST 2005
�1,2 = 12 �1 ± ��1 + 4�2� �7�
However, machining stability is determined by satisfaction ofthe following constraints:
�12 + 4 �2 � 0
�1 + �2 0
�2 − �1 0� �8�
4.1 Green’s Function of the Force Signals. One of the pa-rameters that describe the dynamics features of the system is theGreen’s function. It explains how the disturbances �at’s� affect, orinfluence, the response �Xt� by expressing the response as a linearcombination of at’s. For ARMA�2,1�, the Green’s function �Gj�can be expressed in the characterized form
Gj = g1�1j + g2�2
j �9�in which
g1 = ��1 − �1
�1 − �2� and g2 = ��2 − �1
�2 − �1� �10�
ation of periodical disturbances using Green’s67…
of periodical disturbances using Green’s function
er0.9
tion
Transactions of the ASME

To demonstrate the dynamic characteristics throughout thetool’s working lifetime �six subtests�, Green’s function values�Gj�, j=0,1 , . . . ,100, are considered based on Eqs. �7�–�11� and agraphical representation is shown in Figs. 4�a�–4�f�. Additionally,a 3D global representation for the same results is shown in Fig. 5.The Green’s function starts with a unit value at j=0, implying asteady state stable conditions. Then, its further behavior usuallyrelies both on the severity of the current disturbances and thepermanent impact remaining from the preceding disturbances. Atlower wear levels, subtests a, b, and c, Fig. 3, the tool dynamicoscillations decay rapidly, reaching a maximum damping resis-tance, or minimum amplitude. At subtest e, system shows a sig-nificant instability level or, very low damping resistance. Thistrends continues through subtest f at which tool catastrophicallyfails, Fig. 3�f�.
Through the first three subtests, the tool’s dynamic characteris-tics are almost unchanged especially at subtests a and b since wearis within the low rate level and, therefore, there is no severe pastor current disturbances. As a result, oscillations die out rapidlyrevealing a higher damping resistance. Throughout that interval,the tool indicates one-sided positive oscillations due to edgeacuteness and inherent low friction. In subtest e, Figs. 3�e� and4�e�, the tool is set into total instability �two-side oscillations� due
Table 11 Numerical illustration of response genertion „subtest c… „�1=1.134, �2=−0.139, �1=0.923…
Table 12 Numerical illustration of response genera„subtest d… „�1=0.846, �2=−0.151, �1=0.999…
Journal of Manufacturing Science and Engineering
to the inherent very high wear rate in addition to the remainingdisturbances was initiated in the preceding subtests. This explainsthat the tool still strives to retain some of its hardness, henceresisting the imposed fluctuating friction stresses. In subtest f,Figs. 3�f� and 4�f�, the edge starts to deteriorate gradually andrapidly losing much of its material allowing an intimate contactbetween the tool and the rotating workpiece, hence constrainingthe tool to vibrate in one direction only. This is shown in Fig. 4�f�by the undamped positive values of the Green’s function.
4.2 Response Generation Using Green’s Function. A mea-sure, which can be used to determine the system dynamic charac-teristics and behaviors, represented by the response amplitude�Xt�, is obtained by evaluating the system’s response as a reactionto regular disturbances �at�. A dynamically stable system with nosudden variability is expected to behave in such a way that itsoutput response amplitude �Xt� is with a similar pattern to theexcited force. Deviation from such a state is usually attributed tosome external effects such as tool wear or, to a change in thesystem’s dynamic features.
To extract the tool’s dynamic behavior under progressive toolwear, the system response �Xt� of the ARMA�2,1� can be gener-ated according to relation
on of periodical disturbances using Green’s func-
of periodical disturbances using Green’s function
ati
tion
AUGUST 2005, Vol. 127 / 471

Xt = �j=0
j=
Gjat−j = �j=0
j=t
Gt−jaj �11�
In this section two cases of system behaviors, represented by �Xt�,are presented. The first is when the system is subjected to periodi-cal disturbances, while the other is when random disturbances areapplied.
A periodical unit disturbances �at’s� has been fed into theGreen’s function and hence, the response �Xt� of the ARMA�2,1�at a given interval is generated according to Eq. �11� as the sum-mation of the product of the disturbances and the Green’s func-tion, the last row in Tables 9–14. The dynamic characteristics ofeach subtest in turn are evaluated by superimposing the systemresponse �Xt� on the disturbance as shown in Figs. 6�a�–6�f�. Forthe first four subtests �a–d� where lower wear levels are observed,the system response resembles the excitation signal in both mag-nitude and direction. However, in subtests e and f, at the onset ofthe tool’s softening stage, the response amplitude �Xt� varies insuch a way that system oscillates in a one-sided positive direction.As concluded earlier, at the softening failure stage, the tool is intight contact with the workpiece as the friction area widens. Sig-nificant tool edge material is lost and, hence, the sharp edge van-
Table 13 Numerical illustration of response genera„subtest e… „�1=−0.008, �2=0.984, �1=0.253…
Table 14 Numerical illustration of response genera„subtest f… „�1=−0.012, �2=0.939, �1=−0.126…
472 / Vol. 127, AUGUST 2005
ishes preventing tool-workpiece penetration mechanism to con-tinue, and, this allows the tool to oscillate in only one directionoutward the workpiece, or in the positive vertical �power�direction.
Since, in practical machining, periodical disturbances are lesslikely to represent the system, a second case is introduced whererandom disturbances are assumed. Data and analysis of the caseare listed in Table 15 and graphically plotted in Fig. 7. As shownby Figs. 7�a�–7�f�, the system behaves differently at different wearlevels, although it is subjected to the same random disturbances.Results may be judged considering two mathematical factors: theweight and the distribution of the area underneath response curve.At lower wear values, Figs. 7�a�–7�c�, some facts are evident, theyare: the amplitude of the system response never exceeds the dis-turbance amplitude and response is almost evenly distributedaround abscissa. The influence of any disturbance at instant j hasa local effect, and is not transferred to subsequent intervals reveal-ing that there is no memory effect from previous events. For sub-test d, Fig. 7�d�, response area grows on due to the conditionsdescribed earlier. However, oscillations are evenly distributedaround the abscissa revealing that the system is still with a sig-nificant rigidity to resist disturbances. However, at elevated wear
of periodical disturbances using Green’s function
of periodical disturbances using Green’s function
tion
tion
Transactions of the ASME

and wear rate the system has less damping resistance so that dis-turbances occurring at some previous event are not easily forgot-ten. For subtest e, Fig. 7�e�, the system behaves after j=3 as it isaffected by event at �j-2�. At j=6 and at=0, the response �Xt� is�2.759�. Although the preceding impact was �−2�, that positivevalue indicates that the system is still affected by the positiveimpact at j=4. A similar response may be observed in subtest f,Fig. 7�f�. Data case indicates that the machining system is dy-namically affected not only by the instantaneous condition but
Fig. 6 Response generation using G
Table 15 Summary of dynamic responsedisturbances
Journal of Manufacturing Science and Engineering
also by the past accumulated tool deformation modes throughoutits service life. When the plastic deformation zone is reached, thesystem exhibits a dominating instantaneous effect that may hidewhat is left in the system’s memory. This aspect may be observedfrom data shown in Fig. 7�f� at j=9–11 as a negative responsearea.
A general overview of the last case is shown in Fig. 8, wherethe response surface is generated for the whole test �six subtests�.While a stable response is noticed within the area that is charac-
n’s function with periodical impacts
ues at different test stages using random
ree
val
AUGUST 2005, Vol. 127 / 473

Fig. 7 Response generation using Gre
function with random impacts
474 / Vol. 127, AUGUST 2005
terized by the conditions of subtests �a–c�, higher and deeperpeaks are observed for subtests �e and f�. Also, the graph clearlyshows the dynamic characteristics of subtest d.
5 ConclusionsIn this work, an approach is proposed to relate the state of the
tool and its wear state with the variation encountered in the sto-chastic stationary component �residuals� of the cutting force sig-nals. ARMA analysis has been used to obtain significant and ad-equate models at various levels of the progressive tool wear.Models are post-processed using the “Green’s function” to extractinformation about the tool dynamic behavior at various tool’s de-formation and wear modes. The principal conclusions are as fol-lows:
�1� Only the random stochastic stationary part of the force sig-nals is proven to carry most variability equivalent to theseverity of tool progressive wear.
�2� The parameters of the adequate ARMA models are found toreflect the tool state where models with higher order ofautoregressive parameters are found for higher wear levels.
en’s function with random impacts
Fig. 8 3D response surface of the whole test using Green’s
�3� To avoid complexity of calculation when applied in anyTransactions of the ASME

online monitoring technique, ARMA�2,1� is recommendedto represent the cutting process subsystem with a reason-able accuracy. Based on ARMA�2,1�, the dynamic charac-teristics variation due to wear is explained through itsGreen’s function. The Green’s function analysis indicatesthat at low wear level, system stability is maintained. How-ever, it manifests a different trend at elevated wear levelespecially at that onset of the plastic deformation zone. Anundamped unidirectional damping resistance is observed.
�4� A numerical method is introduced and discussed which canbe used to explain how the variable dynamic characteristicsof a system may be monitored using its output data provid-ing there is a prior knowledge about its Green’s function.The analyses clearly demonstrated the ability of the ap-proach to accurately detect the onset of the plastic defor-mation zone.
The proposed approach may be utilized in an integratedmonitoring and control system for implementation of a toolchange strategy in automated machining systems. Systemdynamic characteristics are in process defined and, exam-ined at regular working intervals, used to ensure an efficientperformance. As an early warning approach, system perfor-mance may be compared at different conditions by the ac-tivation of its Green’s function or by observing its responsebehavior when some disturbances are injected into its char-acteristics equation.
References�1� Dimla, J. R., Lister, D. E., and Leighton, N. J., 1991, “Neural Network Solu-
tion to the Tool Condition Monitoring Problem in Metal Cutting: A CriticalReview of Methods,” Int. J. Mach. Tools Manuf., 37, pp. 1219–1241.
�2� Dan, L., and Mathew, J., 1990, “Tool Wear and Failure Monitoring Techniquesfor Turning: A Review,” Int. J. Mach. Tools Manuf., 30, pp. 579–598.
�3� Oraby, S. E., and Hayhurst, D. R., 2004, “Tool Life Determination Based onthe Measurement of Wear and Tool Force Ratio Variation,” Int. J. Mach. ToolsManuf., 44, pp. 1261–1269.
�4� Oraby, S. E., 1995, “Monitoring of Machining Processes via Force Signals.Part I: Recognition of Different Tool Failure Forms by Spectral Analysis,”Wear, 33, pp. 133–143.
Journal of Manufacturing Science and Engineering
�5� Oraby, S. E., Alaskari, A. M., and Almeshaiei, E. A., 2004, “Quantitative andQualitative Evaluation of Surface Roughness—Tool Wear Correlation in Turn-ing Operations, Kuwait Journal of Science & Engineering �KJSE�, An Int. J. ofKuwait University,” Vol. 31, No. 1, pp. 219–244.
�6� Oraby, S. E., and Hayhurst, D. R., 1997, “Development of Models for ToolWear Force Relationships in Metal Cutting,” Int. J. Mech. Sci., 33, pp. 125–138.
�7� Choudhury, S. K., and Kishore, K. K., 2000, “Tool Wear in Turning usingForce Ratio,” Int. J. Mach. Tools Manuf., 40, pp. 899–909.
�8� Jae-Woong, Youn, Min-Yang, Yang, 2001, “A Study on the Relationships Be-tween Static/Dynamic Cutting Force Components and Tool Wear,” J. Manuf.Sci. Eng., 123, pp. 196–205.
�9� Kumar, S. A., Ravindra, H. V., and Srinivasa, Y. G., 1997, “In-Process ToolWear Monitoring through Time Series Modeling and Pattern Recognition,” Int.J. Prod. Res., 35, pp. 739–751.
�10� Pandit, S. M., and Wu, S. M., 1983, Time Series and System Analysis, WithApplications, Wiley, New York.
�11� Wu, S. M., 1990, “Dynamic Data System: A New Modeling Approach,”ASME J. Eng. Ind., 112, pp. 708–714.
�12� Pandit, S. M., and Kashou, S., 1982, “A Data Dependent Systems Strategy ofOn-Line Tool Wear Sensing,” ASME J. Eng. Ind., 104, pp. 217–223.
�13� Pandit, S. M., and Kashou, S., 1983, “Variation in Friction Coefficient withTool Wear,” Wear, 84, pp. 65–79.
�14� Oraby, S. E., and Hayhurst, D. R., 1991, “Tool Wear Detection Using theSystem Dynamic Characteristics,” in Proceedings of the 2nd InternationalConference on the Behaviour of Materials in Machining—Advanced Machin-ing for Quality and Productivity, The Institute of Metals, York, England, pp.39–55.
�15� Bandyopadhyay, P., Gonzalez, E. M., Huang, R., and Wu, S. M., 1986, “AFeasibility Study of On-Line Drill Wear Monitoring by DDS Methodology,”Int. J. Mach. Tool Des. Res., 26, pp. 245–257.
�16� Olgac, N., and Guttermuth, J. R., 1988, “A Simplified Identification Methodfor Autoregressive Models of Cutting Force Dynamics,” ASME J. Eng. Ind.,110, pp. 288–296.
�17� Altintas, Y., 1988, “In-Process Detection of Tool Breakage using Time SeriesMonitoring of Cutting Forces,” Int. J. Mach. Tools Manuf., 28, pp. 157–172.
�18� Lan, M. S., and Naerheim, Y., 1986, “In-Process Detection of Tool Breakage inMilling,” ASME J. Eng. Ind., 108, pp. 191–196.
�19� Richter, F., and Spiewak, S. A., 1989, “A System for On-line Detection andPrediction of Catastrophic Tool Failure in Milling,” in Proceedings of the 17thNAMRC, pp. 137–143.
�20� Pandit, S. M., and Weber, C. R., 1990, “Image Decomposition by Data De-pendent Systems,” ASME J. Eng. Ind., 112, pp. 286–292.
�21� Oraby, S. E., and Hayhurst, D. R., 1991, “High-Capacity Compact Three-Component Cutting Force Dynamometer,” Int. J. Mach. Tools Manuf., 30, pp.125–138.
AUGUST 2005, Vol. 127 / 475