Embed Size (px)
Citation preview
WET TESTING OF
TEXTILE MATERIALS
3/26/2015
Md.Azmeri Latif Beg
MSc. in Textile Engineering(DIU)
BSc. in Textile Engineering(CU)
At first I thanks to Allah who has created us. Then I give thanks to my honorable course instructor Ismat Zerin who teaches us
nicely. My special thanks also goes to lab instructor Md. Rafiqul Islam who learn us friendly.
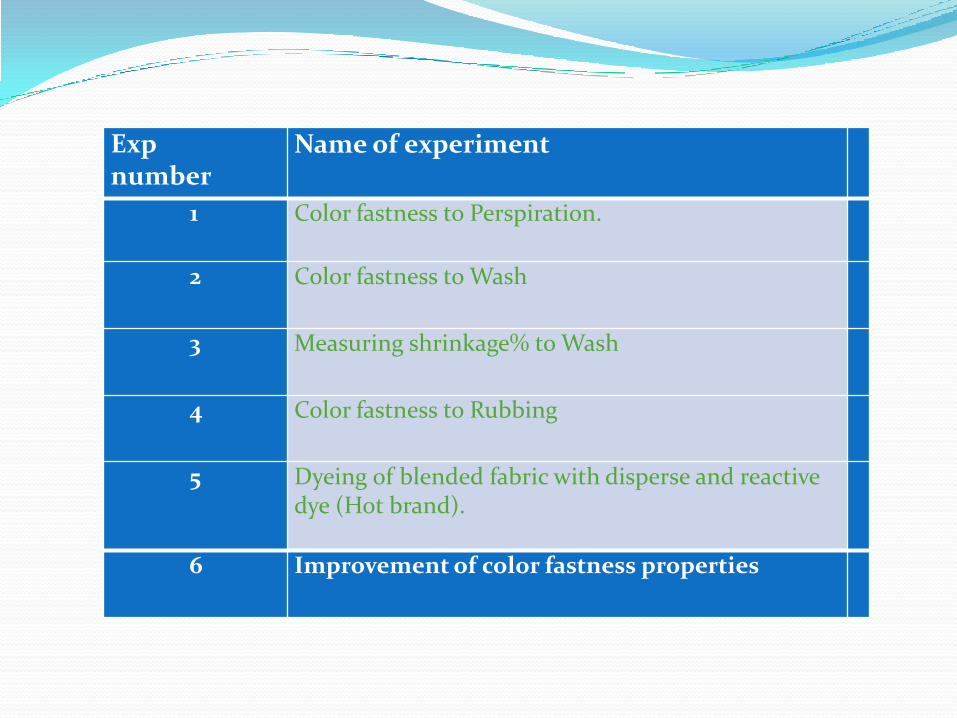
Expnumber
Name of experiment
1 Color fastness to Perspiration.
2 Color fastness to Wash
3 Measuring shrinkage% to Wash
4 Color fastness to Rubbing
5 Dyeing of blended fabric with disperse and reactive dye (Hot brand).
6 Improvement of color fastness properties
Color fastness is one of the important factors in case of buyers
demand. The outstandingly important property of a dyed material is the fastness of the shade of color. Color fastness refers to the resistance of color to fade or bleed of a dyed or printed textile materials to various types of influences e.g. water, light, rubbing, washing, perspiration etc. to which they are normally exposed in textile manufacturing and in daily use. We have written a lot of articles on color fastness.
Standards of Color Fastness:
1. AATCC (American Association of Textile Chemists and Colorists) technical
manual:
Describes 66 numbers of different color fastness tests.
2. SDC (Society of Dyers and Colorists):
In 1927, SDC (Europe) made fastness test committee.
3. ISO(International Organization for Standardization):
In 1947, ISO made color sub committee. ISO also grades the fastness:
For light fastness: 1~8
For other fastness: 1~5
Factors Affecting the Color Fastness Properties:
•The chemical nature of the fiber. For example, cellulosic fibers
dyed with reactive or vat dyes will show good fastness properties.
Protein fibers dyed with acid mordant and reactive dyes will
achieve good fastness properties and so on. That is to say
compatibility of dye with the fiber is very important.
•The molecular structure (e.g.) of a dye molecule: If the dye
molecule is larger in size, it will be tightly entrapped inside the
inter-polymer chain space of a fiber. Thus the fastness will be
better.
•The manner in which the dye is bonded to the fiber or the
physical form present.
•The amount of dye present in the fiber i.e. depth of shade. A deep
shade will be less fast than a pale or light shade.
•The presence of other chemicals in the material.
•The actual conditions prevailing during exposure.
Factors Affecting the Color Fastness Properties:
The textile color fastness is the capacity of a dyed textile to keep
its original aspect without loosing color when being wet, washed
or exposed to the light. It is one of the main issue of the textile
industry The fiber type used
The dye and the fiber used have to be compatible. A cellulosic fiber and a vat dye will
have a good resistance. And the polyesters provide a very good result with substantive
dyes.
The dye type
The way the dye is fixed on the fiber is a factor affecting the textile color fastness: the
bigger is the dye molecule the easier it will fix on the fiber. There are also insoluble dyes
in water so that the textile color fastness is improved when washing.
The tone
The color fastness depends on the dye quantity present on the fiber. A neutral or pastel
color is more resistant than a dark color.
Other chemical elements : the fiber finishing
The textile color fastness can be altered by different finishing used to improve the user
comfort.
A fastness is a place, such as a castle, which is considered safe because it is difficult to
reach or easy to defend against attack. This test is designed to determine the degree of
color which may be transferred from the surface of a colored fabric to a specify test cloth
for rubbing (which could be dry and Wet).
Experiment Name: - Color Fastness to
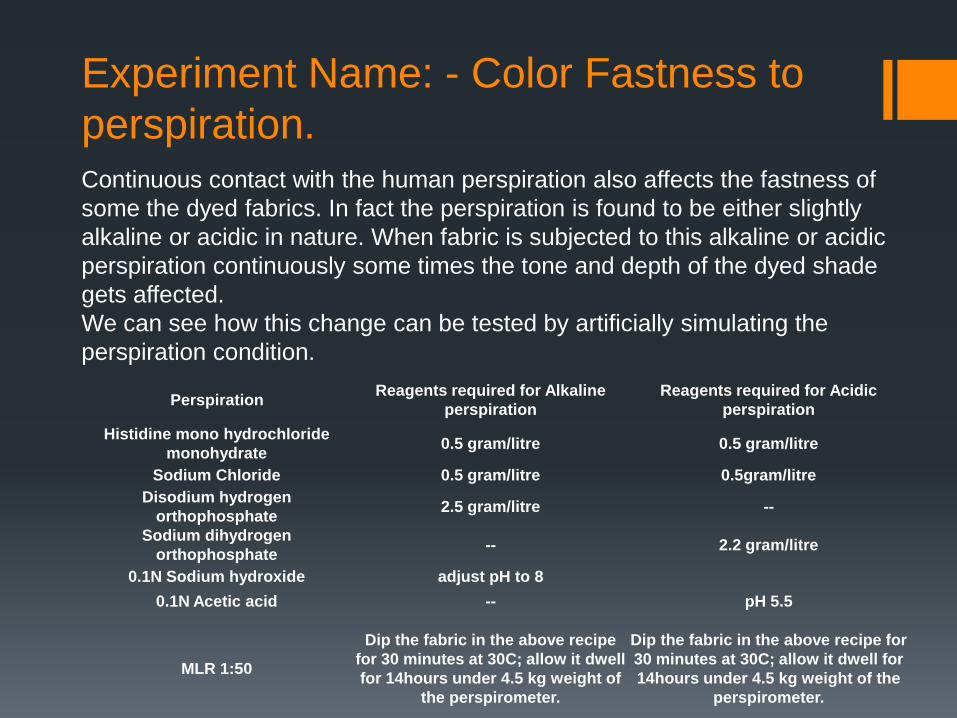
perspiration.Continuous contact with the human perspiration also affects the fastness of
some the dyed fabrics. In fact the perspiration is found to be either slightly
alkaline or acidic in nature. When fabric is subjected to this alkaline or acidic
perspiration continuously some times the tone and depth of the dyed shade
gets affected.
We can see how this change can be tested by artificially simulating the
perspiration condition.
PerspirationReagents required for Alkaline
perspiration
Reagents required for Acidic
perspiration
Histidine mono hydrochloride
monohydrate0.5 gram/litre 0.5 gram/litre
Sodium Chloride 0.5 gram/litre 0.5gram/litre
Disodium hydrogen
orthophosphate2.5 gram/litre --
Sodium dihydrogen
orthophosphate-- 2.2 gram/litre
0.1N Sodium hydroxide adjust pH to 8
0.1N Acetic acid -- pH 5.5
MLR 1:50
Dip the fabric in the above recipe
for 30 minutes at 30C; allow it dwell
for 14hours under 4.5 kg weight of
the perspirometer.
Dip the fabric in the above recipe for
30 minutes at 30C; allow it dwell for
14hours under 4.5 kg weight of the
perspirometer.
Experiment Name: - Color Fastness to
perspiration.
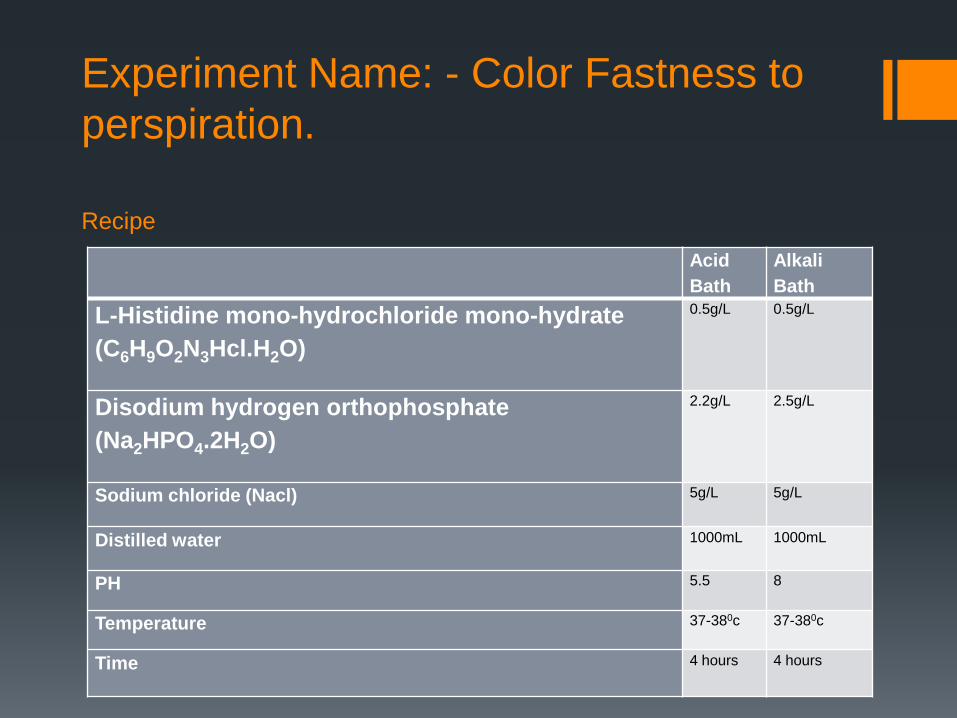
Recipe
Acid
Bath
Alkali
Bath
L-Histidine mono-hydrochloride mono-hydrate
(C6H9O2N3Hcl.H2O)
0.5g/L 0.5g/L
Disodium hydrogen orthophosphate
(Na2HPO4.2H2O)
2.2g/L 2.5g/L
Sodium chloride (Nacl) 5g/L 5g/L
Distilled water 1000mL 1000mL
PH 5.5 8
Temperature 37-380c 37-380c
Time 4 hours 4 hours
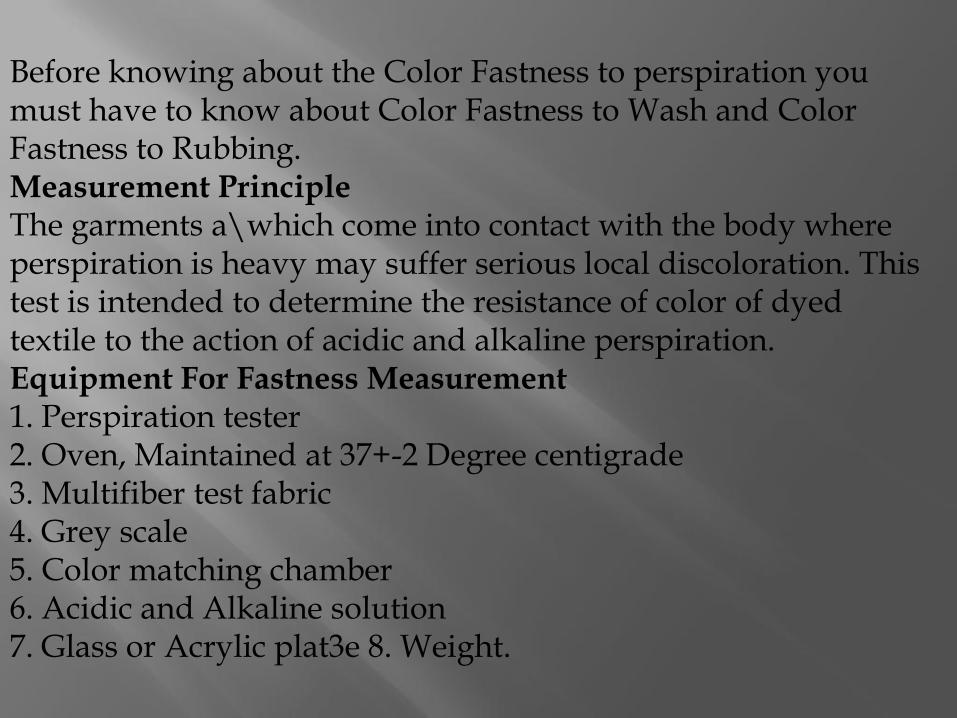
Before knowing about the Color Fastness to perspiration you must have to know about Color Fastness to Wash and Color Fastness to Rubbing.Measurement PrincipleThe garments a\which come into contact with the body where perspiration is heavy may suffer serious local discoloration. This test is intended to determine the resistance of color of dyed textile to the action of acidic and alkaline perspiration.Equipment For Fastness Measurement1. Perspiration tester 2. Oven, Maintained at 37+-2 Degree centigrade 3. Multifiber test fabric 4. Grey scale 5. Color matching chamber6. Acidic and Alkaline solution 7. Glass or Acrylic plat3e 8. Weight.
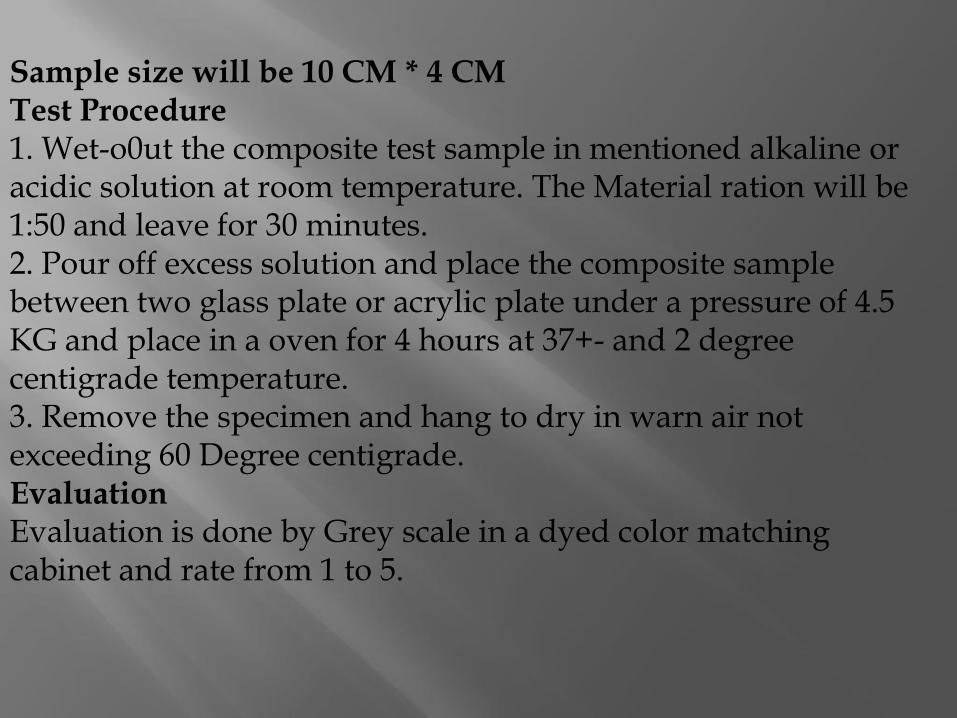
Sample size will be 10 CM * 4 CMTest Procedure1. Wet-o0ut the composite test sample in mentioned alkaline or acidic solution at room temperature. The Material ration will be 1:50 and leave for 30 minutes.2. Pour off excess solution and place the composite sample between two glass plate or acrylic plate under a pressure of 4.5 KG and place in a oven for 4 hours at 37+- and 2 degree centigrade temperature.3. Remove the specimen and hang to dry in warn air not exceeding 60 Degree centigrade.EvaluationEvaluation is done by Grey scale in a dyed color matching cabinet and rate from 1 to 5.
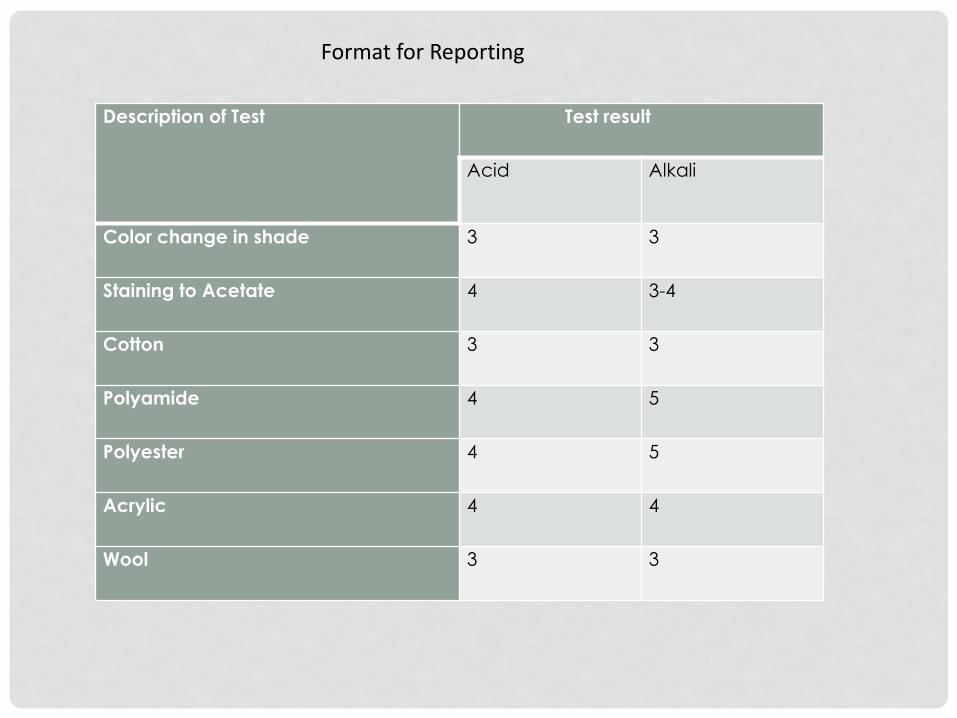
Description of Test Test result
Acid Alkali
Color change in shade 3 3
Staining to Acetate 4 3-4
Cotton 3 3
Polyamide 4 5
Polyester 4 5
Acrylic 4 4
Wool 3 3
Format for Reporting
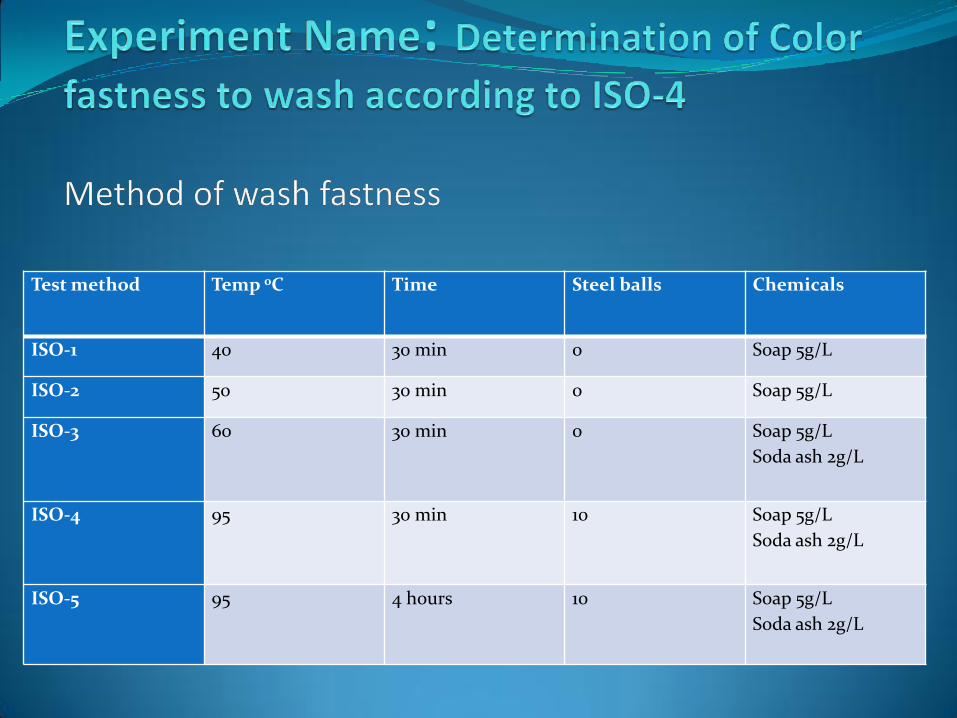
Test method Temp 0C Time Steel balls Chemicals
ISO-1 40 30 min 0 Soap 5g/L
ISO-2 50 30 min 0 Soap 5g/L
ISO-3 60 30 min 0 Soap 5g/L
Soda ash 2g/L
ISO-4 95 30 min 10 Soap 5g/L
Soda ash 2g/L
ISO-5 95 4 hours 10 Soap 5g/L
Soda ash 2g/L
Recipe:Standard soap 5g/L
Soda ash 2g/L
Temp 950c
Time 30 min
No. of steel Ball 10
Sample size 10 cm ×4cm
Preparation of solution:
Standard soap 5g/L and soda ash 2g/L
to make a solution.
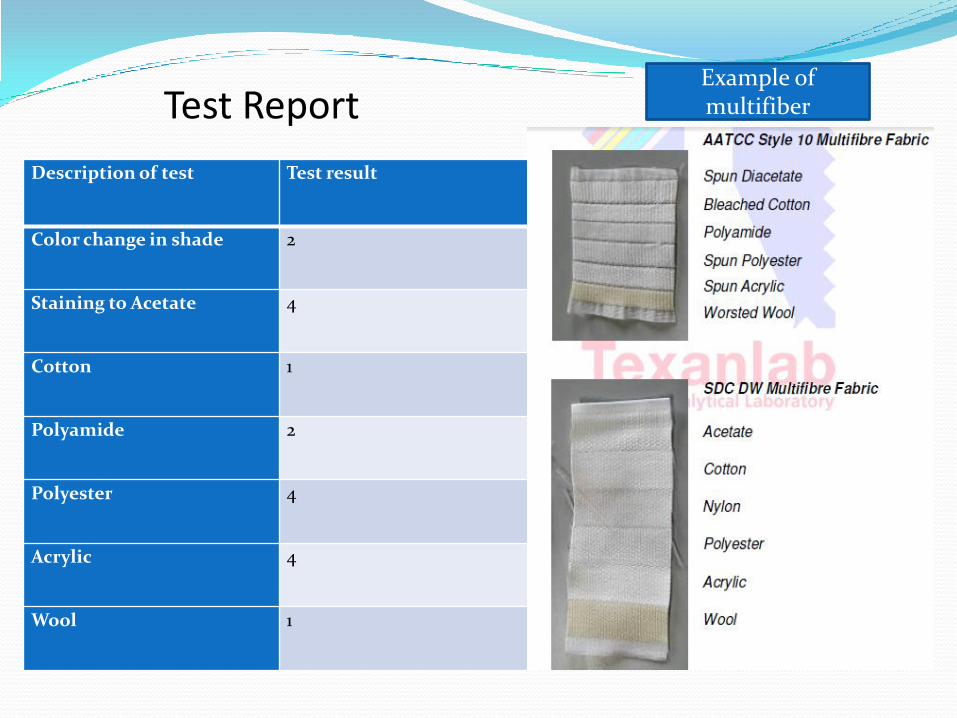
Description of test Test result
Color change in shade 2
Staining to Acetate 4
Cotton 1
Polyamide 2
Polyester 4
Acrylic 4
Wool 1
Test ReportExample of multifiber
Experiment Name: -Color fastness to rubbing
Test result grade
Dry 4/5
Wet 2/3
Interpretation of Grade:Gray scale rating is based on scale 1 to 5, where 5 is good and 1 is bad.Range of testing.
Apparatus:1. Crock meter2. Rubbing cloth Dry Wet3) Grey scale
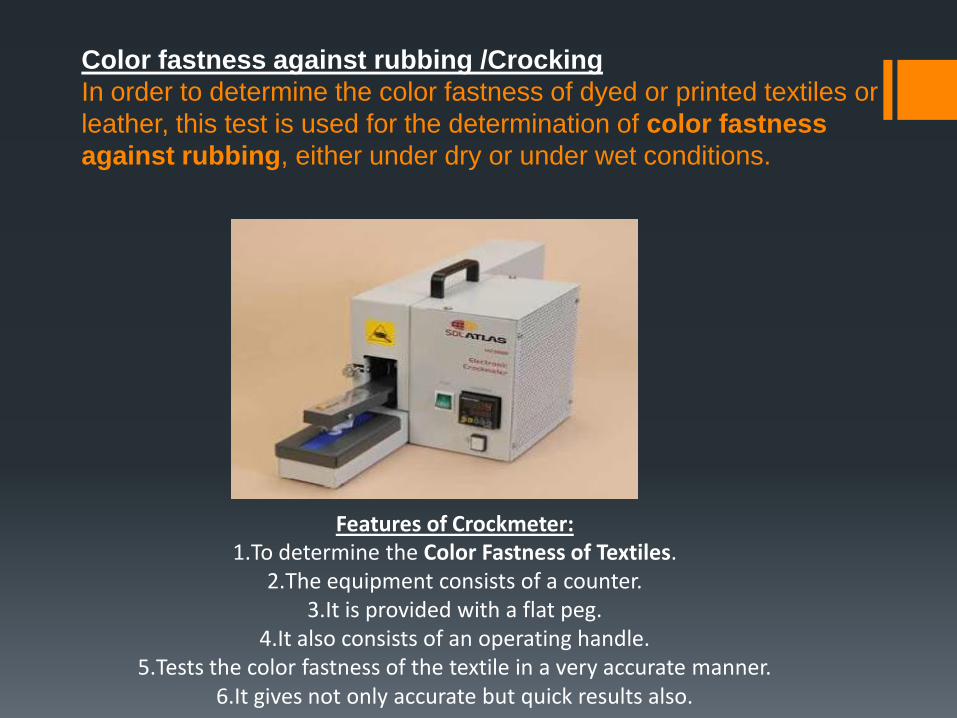
Color fastness against rubbing /Crocking
In order to determine the color fastness of dyed or printed textiles or
leather, this test is used for the determination of color fastness
against rubbing, either under dry or under wet conditions.
Features of Crockmeter: 1.To determine the Color Fastness of Textiles.
2.The equipment consists of a counter.3.It is provided with a flat peg.
4.It also consists of an operating handle.5.Tests the color fastness of the textile in a very accurate manner.
6.It gives not only accurate but quick results also.
There are two test methods for rubbing fastness.
1.ISO-105-X12
2.AATCC-08
In ISO-105-X12 the wet pickup of the rubbing cloth is 100% .While in AATCC-
08 the wet Pickup of the rubbing cloth is 65%.We check rubbing by Dry and
Wet methods. In wet rubbing we wet the rubbing cloth according to test
method and give rating by comparing the Staining with the gray scale.
Similarly for dry rubbing we check the rubbing with dry rubbing cloth and
compare the staining With gray scale for ratings.Color Fastness to rubbing is a
main test which is always required for every colored fabric either it is Printed or
dyed.
If the color fastness to rubbing is good then its other properties like Washing
fastness and durability etc improves automatically because the rubbing is a
method to check the fixation of the color on the fabric. So if the fixation is good
its washing properties will be good.
Rubbing Fastness depends on:Nature of the Color
Depth of the Shade
Construction of the Fabric Nature of the color Each color either it is pigment
,Reactive ,Disperse or direct has its own fastness properties to rubbing. There
are some colors like black, Red ,Burgundy ,Navy blue which have poor Color
fastness properties because of their chemical structure.
Like Black color is a carbon base color and the particle size of carbon is large
than the other colors that's why its rubbing properties are poor. Similarly red
and blue are in the same case. So to improve the color fastness we add more
binder to improve the fastness properties of these colors. It doesn't mean that
we can not achieve the best results with these colors. The required results can
achieve but production cost will be increase. On the other hand the construction
of the fabric also effects the fastness properties.
If the rubbing fastness on 100.80/40.40 is 3 on the gray scale it will be 2-3 on
52.52/22.22 with the same printing parameters. So always keep in mind these
effects during finalize the required parameters with your customer .
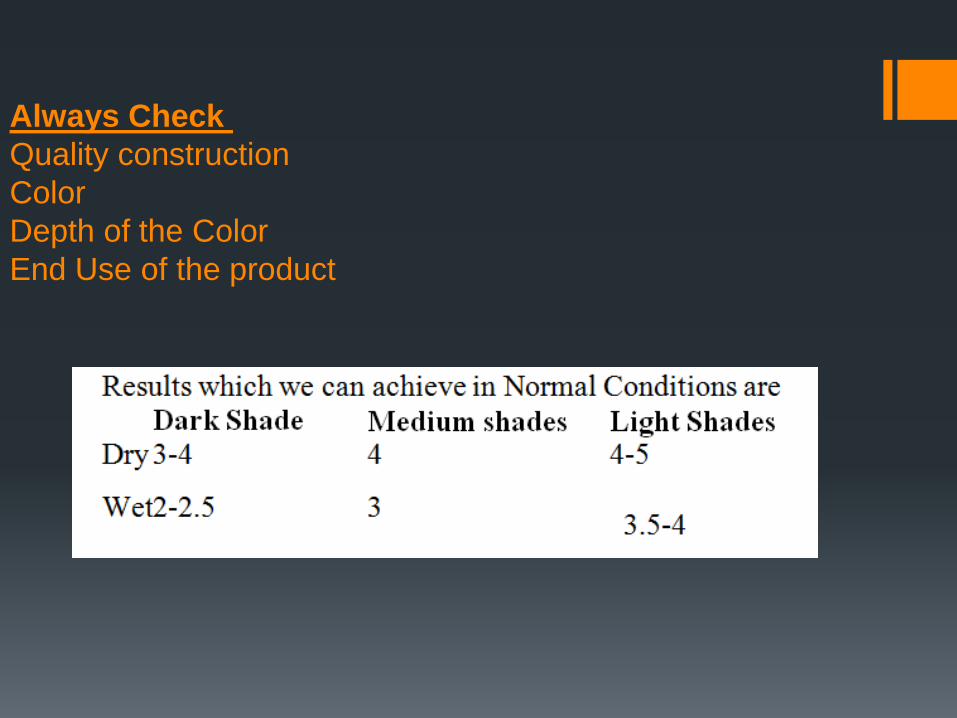
Always Check
Quality construction
Color
Depth of the Color
End Use of the product
Specifications of Crockmeter:
Diameter of the Rubbing Finger : 16 mm & 25 mm
Load on the Finger : 9 N & 20 N
Size of Crocking Cloth : (5 x 5) Cms & (7 x7) cms
Length of the Traverse : 100 ±5 mm
Counter (Re-settable) : 4-Digit Counter
Size of Test Specimen : 25 x 5 Cm
Overall Dimension of the Unit : 600 (W) x 190 (D) x 200 (H) mm
Net Weight of the Unit : 4 Kg. (9 lbs.)
Construction : Cold-rolled steel
Working Principle of Crockmeter:
The crockmeter consists of a rigid flat metallic platform on which the test specimen can be held
firmly and a abrading finger which rubs against it under a specified load.
The platform is fixed over the base of the equipment and lies in a horizontal plane.
The test specimen is held firmly over an abrasive paper which is pasted on the upper face of the
platform, with the help of two pins holding it at both ends.
The abrading finger has a flat circular rubbing face which is covered with 4 piece of white
abradant fabric during the test.
The abradant fabrics picks up color lost by the test specimen during rubbing.
It is held over the finger with the help of a tapered ring.
Motion to the finger is given through a reciprocating arm with runs an two ball bearings to
minimize friction and to apply a uniform load on the finger.
The arm is moved by a manually operated crank and connecting lin The equipment is finished in
dark metallic paint and bright chrome plating to give it a corrosion resistant finish
Some time we may improve the light fastness properties by natural sunlight. If
we get the LF grade 2-3, then we make light fastness improvement by the
sample with the solution of 1% detergent washing to get sample light also
remove unfixed dyes. Then we dry it in the present of sunlight for 12-20 hours.
After this if we test LF may get 3-4 rating .it is only for sample improvement
which is already formed garments.
Improvement Fastnesses and Color Strength Of
Pigment Printed Textile Fabric by plasma treatment
Fastness of treated samples was also higher than untreated fabrics because of
improving bonding strength to the binder. At the same time, more color and dry rubbing
fastness can be obtained with high treatment power argon plasma treatment. Therefore,
we recommend proper argon or air plasma treatment to improve the functionality of
the textile fibers and also fabrics. We may improve of fastnesses and color strength of
pigment printed textile fabrics.
To improve fastness and color strength of the polyester fabrics, atmospheric plasma
treatment was used. Polyester fabric was treated with argon or air plasma at
atmospheric pressure, and plasma pretreatment effect on the pigment printing was
evaluated. A printing paste comprising synthetic thickener, binder, and pigment was
applied using a flat screen printing technique. The fabric was then dried and exposed to
heat. The cured prints were evaluated for color property, color fastness to
washing, and dry/wet rubbing. The effects of atmospheric plasma treatments were
evaluated by XPS, SEM and AFM. When the properties of atmospheric plasma treated
samples were compared to those of untreated sample, higher K/S values were obtained.
Also, the fastness of treated samples increased between ½ and 1 point.
Plasma treatments are ecologic, and can replace some finishing steps of textile
materials. Plasma is produced by accelerating a gas via an electric field. Gas atoms are
ionized, and free electrons are produced. Properties obtained with plasma are
dependent on plasma parameters such as gas, discharge power, pressure, and
electrical characteristics of the gas. Plasma is the physicochemical treatment, and
generally is used for changing surface properties of polymers or the other
materials without any marked change in the bulk structure of the materials, because
plasma only modifies outermost layers. During a plasma treatment, several concurrent
processes may occur at the plasma-polymer interface, depending on the chemical and
physical characteristics of the plasma itself. As is well known, plasma treatment has two
effects on the fiber surface. One is physical etching, which occurs when an inert gas,
such as argon, is used to modify the surface. The other is chemical graft, which occurs
when some polar radicals, such as oxygen and nitrogen, are induced to functionalize the
surfaces of fibers. Crosslinking of radical and excited surface species may also
contribute to the modification of the polymer surface structure.
Among the surface properties textile materials which can be improved with the use of
the plasma are wetability and quality of dyeing and printing .
To achieve sufficient dyestuff adhesion and thus a satisfactory printing result,
atmospheric plasma treatment has been applied to textile materials.
Recipe:
Standard soap 2g/L
M: L 1:50
Time 35 min
Temp 500c

35cm
Sample size:
Dimensional stability to wash:
Final (after wash) length-Original (before wash) ×100
Original (before wash) length
For warp=33-35/35×100
=-5.75
For weft=35.5-35/35×100
=1.42
Result:
Warp=-5.75 % shrinkage
Weft=+1.42% shrinkage
50 cm
50 cm
NAME OF THE EXPERIMENT: DYEING OF BLENDED
FABRIC (35×65) WITH DISPERSE DYE & REACTIVE DYE.
Recipe of polyester part:
Disperse dye (blue) ―3% (OWF)
Dispersing agent ―1.5 g/L
Carrier ―1 g/L
Acetic Acid ―0.5 g/L
M:L ―1:20
Time ―30 min
Temp ―900c
PH ―4.5-5.5
Calculation:-
Sample weight – 20 gm.
Total liquor =20×20=400cc
Amount of Dye (blue) =13×3/100=.39gm
Amount of dispersing agent=400×1.5/1000=0.27gm
Amount of carrier =400×1/1000=0.4gm
Amount of acetic acid -400×0.5/100=2cc
Amount of additional water=400-(0.4+0.2) =399.4cc
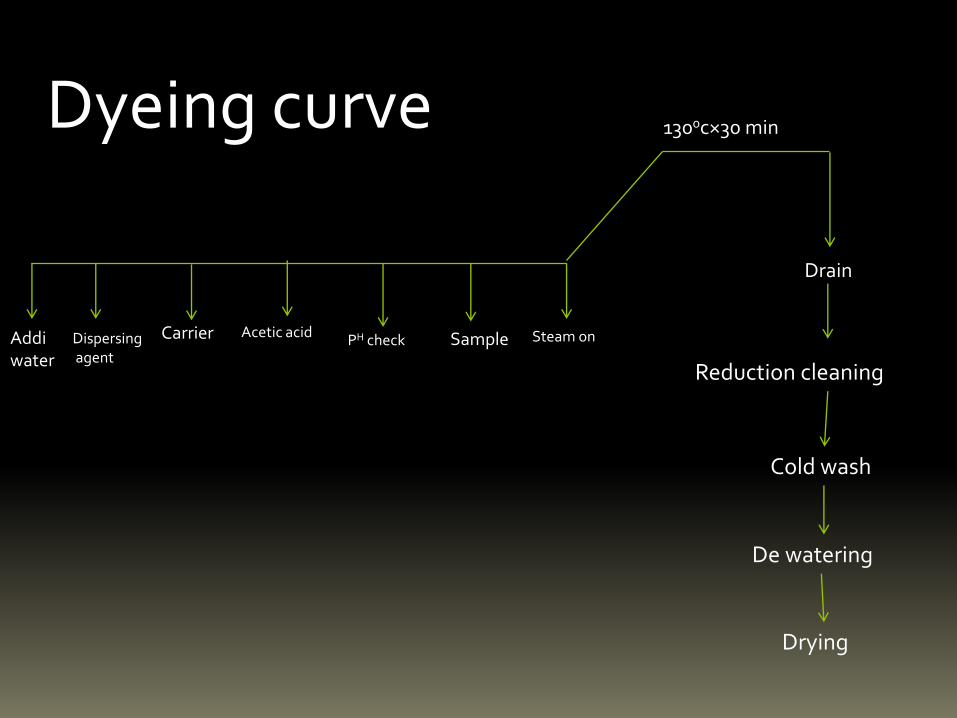
Addiwater
Steam onSamplePH checkAcetic acidCarrierDispersing
agent
Drain
Reduction cleaning
Cold wash
De watering
Drying
Dyeing curve 1300c×30 min
Recipe of Cotton part:
Reactive dye (Blue) ―3%
Leveling agent ―1g/L
Common salt ―70g/L
Soda ash ―18g/L
M:L ―1:20
Time ―60 min
Temp ―900c
PH ―9-11
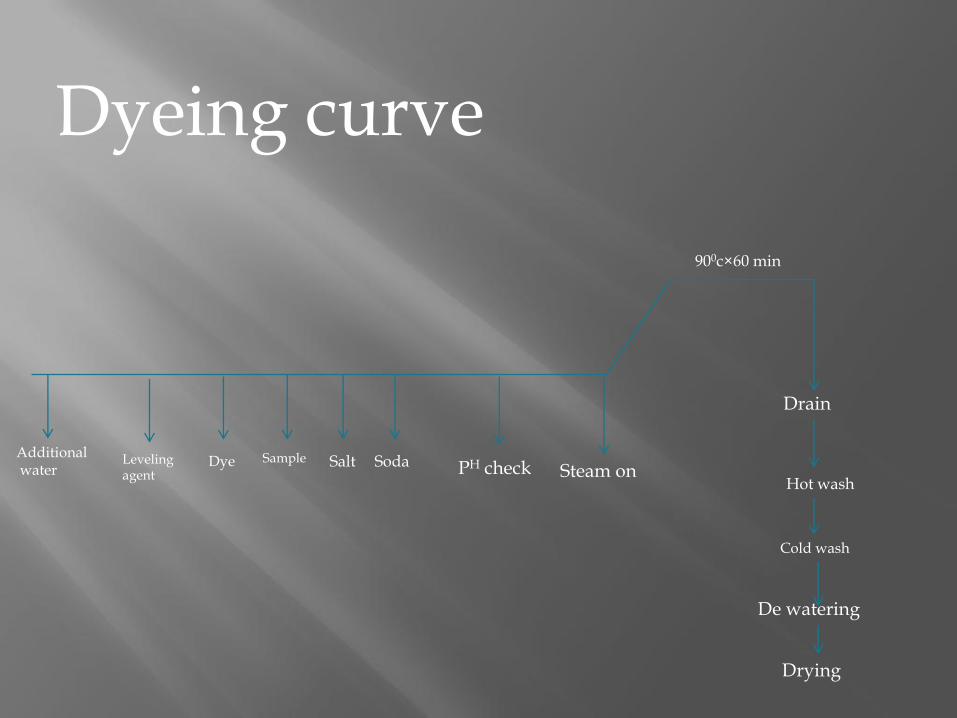
Additionalwater
Leveling agent
Dye Sample Salt Soda PH check Steam on
900c×60 min
Drain
Hot wash
Cold wash
De watering
Drying
Dyeing curve
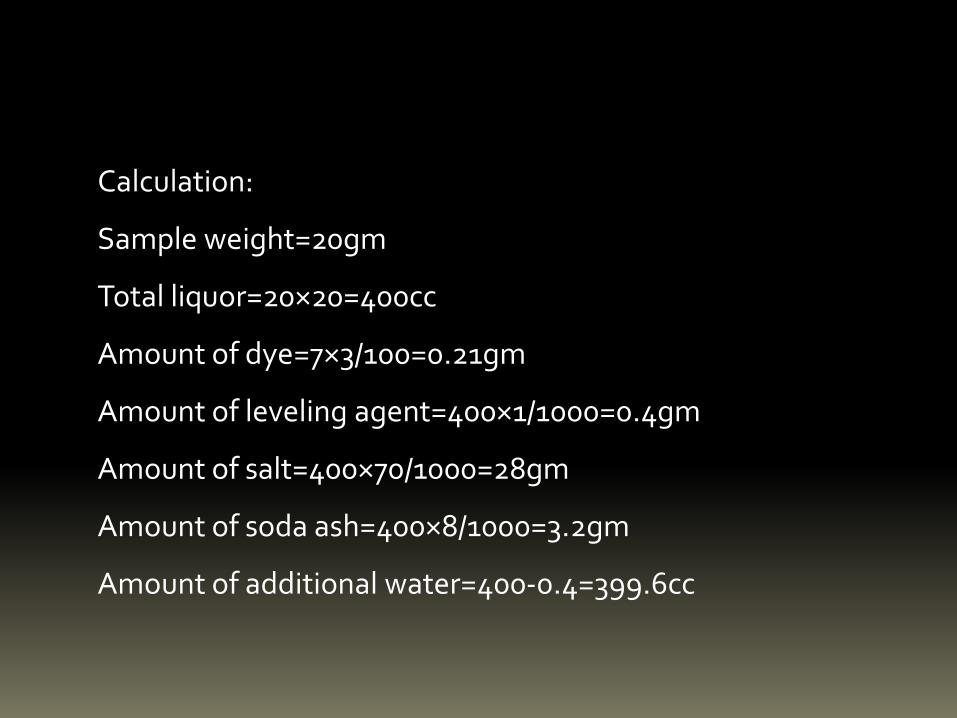
Calculation:
Sample weight=20gm
Total liquor=20×20=400cc
Amount of dye=7×3/100=0.21gm
Amount of leveling agent=400×1/1000=0.4gm
Amount of salt=400×70/1000=28gm
Amount of soda ash=400×8/1000=3.2gm
Amount of additional water=400-0.4=399.6cc
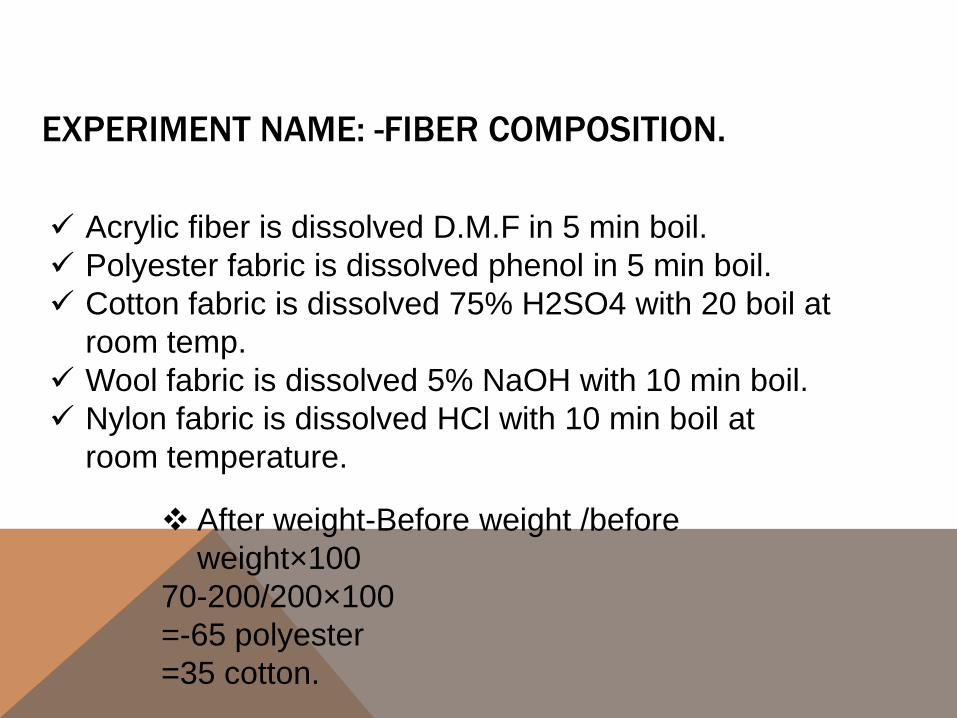
EXPERIMENT NAME: -FIBER COMPOSITION.
Acrylic fiber is dissolved D.M.F in 5 min boil.
Polyester fabric is dissolved phenol in 5 min boil.
Cotton fabric is dissolved 75% H2SO4 with 20 boil at
room temp.
Wool fabric is dissolved 5% NaOH with 10 min boil.
Nylon fabric is dissolved HCl with 10 min boil at
room temperature.
After weight-Before weight /before
weight×100
70-200/200×100
=-65 polyester
=35 cotton.