Embed Size (px)
Citation preview

CAFOC - GIP de l’académie de Lyon - 39, rue Pierre Baizet - CP201 - 69336 Lyon cedex 09
� 04 72 19 80 21 - � 04 78 47 27 11 - � [email protected]
MI IV 110 D1
CODER LA PROGRAMMATION
D’UN API
Maintenance industrielle
Niveau IV

Académie de Lyon 2/2
MI IV 110 D1
Décoder un GEMMA.
Ordre
de
travail
• Décoder un GEMMA
Compétence Connaître le document GEMMA, sa structure. Décoder les informations contenues dans le GEMMA
Objectif Utiliser un document du dossier technique : le GEMMA.
Pré-requis • Décoder des grafcets
• décoder un dossier technique • utiliser le système
Matériel
nécessaire
• SYSTEME PALETTICC
• Dossier technique PALETTICC
• Documents ressources sur le GEMMA
Conditions de
sécurité
Installation consignée
Durée 2h
Ce signe indique que cette activité nécessite une évaluation. Lorsqu’il est présent, faites appel à votre formateur

Académie de Lyon 3/3
F
D
A RRET de la Partie Opérative (PO)PROCEDURES D’ A
EFAILLANCE de la Partie Opérative (PO)PROCEDURES en D
A6 A1
A7 A4
A5 A2 A3
F1
F2 F3
F4
F5
F6
D2 D3
D1 <Arrêt d’urgence>
<Diagnostic et/ou traitement
de défaillance>
<Production tout de même>
<Préparation pour
remise en route après défaillance>
<Arrêt demandé
en fin de cycle>
<Arrêt demandé
dans état déterminé>
<Arrêt obtenu><Mise P.O. dans état déterminé>
<Mise P.O. dans état initial> <Arrêt dans état initial>
LÉGENDE
de préparation>
<Marches
de clôture>
<Marches de vérifi-
cation dans le désordre>
<Marches de vérifi-
cation dans l'ordre>
<Marches de test>
<Production normale>
P.O.= Partie OpérativeP.C.= Partie Commande
ÉDITION : AVRIL 1981
Références de l’équipement
mise enénergie
de P.C.
mise horsénergie
de P.C.
détectionsdéfaillances
demandesd’arrêt
demandesde marche
P.C. HORSENERGIE
Guide d’ E tude des
Modes de M arches et d’ Arrêts
<Marches
PRODUCTION PRODUCTION
PRODUCTION
mise enénergie
de P.C.
mise horsénergie
de P.C.
F ONCTIONNEMENTPROCEDURES de F
ONCTIONNEMENTPROCEDURES de FP.C. HORSENERGIE
F
D
A RRET de la Partie Opérative (PO)PROCEDURES D’ A
EFAILLANCE de la Partie Opérative (PO)PROCEDURES en D
A6 A1
A7 A4
A5 A2 A3
F1
F2 F3
F4
F5
F6
D2 D3
D1 <Arrêt d’urgence>
<Diagnostic et/ou traitement
de défaillance>
<Production tout de même>
<Préparation pour
remise en route après défaillance>
<Arrêt demandé
en fin de cycle>
<Arrêt demandé
dans état déterminé>
<Arrêt obtenu><Mise P.O. dans état déterminé>
<Mise P.O. dans état initial> <Arrêt dans état initial>
LÉGENDE
de préparation><Marchesde clôture>
<Marches de vérifi-
cation dans le désordre>
<Marches de vérifi-cation dans l'ordre>
<Marches de test>
<Production normale>
P.O.= Partie OpérativeP.C.= Partie Commande
ÉDITION : AVRIL 1981
Références de l’équipement
mise enénergie
de P.C.
mise horsénergie
de P.C.
détectionsdéfaillances
demandesd’arrêt
demandesde marche
P.C. HORSENERGIE
Guide d’ E tude des
Modes de Marches et d’ Arrêts
<Marches
PRODUCTION PRODUCTION
PRODUCTION
mise enénergie
de P.C.
mise horsénergie
de P.C.
F ONCTIONNEMENTPROCEDURES de F
ONCTIONNEMENTPROCEDURES de FP.C. HORSENERGIE
F
D
A RRET de la Partie Opérative (PO)PROCEDURES D’ A
EFAILLANCE de la Partie Opérative (PO)PROCEDURES en D
A6 A1
A7 A4
A5 A2 A3
F1
F2 F3
F4
F5
F6
D2 D3
D1 <Arrêt d’urgence>
<Diagnostic et/ou traitement
de défaillance>
<Production tout de même>
<Préparation pour
remise en route après défaillance>
<Arrêt demandé
en fin de cycle>
<Arrêt demandé
dans état déterminé>
<Arrêt obtenu><Mise P.O. dans état déterminé>
<Mise P.O. dans état initial> <Arrêt dans état initial>
LÉGENDE
de préparation>
<Marches
de clôture>
<Marches de vérifi-
cation dans le désordre>
<Marches de vérifi-
cation dans l'ordre>
<Marches de test>
<Production normale>
P.O.= Partie OpérativeP.C.= Partie Commande
ÉDITION : AVRIL 1981
Références de l’équipement
mise enénergie
de P.C.
mise horsénergie
de P.C.
détectionsdéfaillances
demandesd’arrêt
demandesde marche
P.C. HORSENERGIE
Guide d’ Etude des
Modes de Marches et d’ Arrêts
<Marches
PRODUCTION PRODUCTION
PRODUCTION
mise enénergie
de P.C.
mise horsénergie
de P.C.
F ONCTIONNEMENTPROCEDURES de F
ONCTIONNEMENTPROCEDURES de FP.C. HORSENERGIE
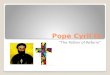
Suite à une intervention de maintenance corrective importante, il vous est demandé de faire les essais afin de vérifier le bon fonctionnement d’un système automatisé de production industrielle (PALETTICC) Pour cela vous utiliserez le GEMMA proposé à la page 4
I/ A partir d’une situation initiale du système, on vous demande de colorier en rouge une partie :
I-1/ du cycle de production normale, de l’état initiale jusqu’à l’arrêt demandé
I-2/ du cycle de production normale, de l’état initiale jusqu’à l’appui sur l’arrêt d’urgence avec la PO et PC hors énergie
I-3/ du cycle de production pas à pas, de l’état initiale jusqu’à la production normale
Activité
MI IV 22 A1

Académie de Lyon 4/4
II/Décoder une partie du GEMMA
1/ Donner la fonction finale de cet extrait de GEMMA du PALETTICC ? ………………………………………………………………………………………………. 2/ Donner le nom du composant qui permet de passer du rectangle A6 au rectangle F4 ? ………………………………………………………………………………………………. 3/ Donner 3 exemples de commande manuelles que l’on retrouve sur le XBT ? ……………………………………………… ……………………………………………… ……………………………………………… 4/ Recenser, à l’aide du dossier technique, dans le tableau ci-dessous, les éléments qui permettent de
mettre le système PALETTICC en situation initiale?
Liste des conditions initiales
1 5
2 6
3 7
4 8
PZ <hors énergie>
PO et PC hors énergie
A6
Afficher PO non initialisée Mode manu obligatoire
<mise Po en état initiale>
A5
Mise en energie P.C Mise en énergie progressive de la P.O
<Préparation pour remise en route après défaillance>
A1
P.O. initialisée
<arrêt dans état initiale> F4
manu
manu . CI
manu
AU . Marche
Commande manuelles par XBT
<Marches de vérification dans le désordre>
manu
MI IV 22 A1

Académie de Lyon 5/5
5/ On vous demande de mettre le système sous tension, ensuite en situation initiale ? vous compléterez le graphe ci-dessous ?
A6
PZ
A5
F4
A1
CONDITION INITIALE
SYSTEMEHORS ENERGIE
MI IV 22 A1

Académie de Lyon 6/6
F
D
A RRET de la Partie Opérative (PO)PROCEDURES D’ A
EFAILLANCE de la Partie Opérative (PO)PROCEDURES en D
A6 A1
A7 A4
A5 A2 A3
F1
F2 F3
F4
F5
F6
D2 D3
D1 <Arrêt d’urgence>
<Diagnostic et/ou traitement
de défaillance>
<Production tout de même>
<Préparation pour
remise en route après défaillance>
<Arrêt demandé
en fin de cycle>
<Arrêt demandé
dans état déterminé>
<Arrêt obtenu><Mise P.O. dans état déterminé>
<Mise P.O. dans état initial> <Arrêt dans état initial>
LÉGENDE
de préparation>
<Marches
de clôture>
<Marches de vérifi-
cation dans le désordre>
<Marches de vérifi-
cation dans l'ordre>
<Marches de test>
<Production normale>
P.O.= Partie OpérativeP.C.= Partie Commande
ÉDITION : AVRIL 1981
Références de l’équipement
mise enénergie
de P.C.
mise horsénergie
de P.C.
détectionsdéfaillances
demandes d’arrêt
demandesde marche
P.C. HORSENERGIE
Guide d’ E tude des
Modes de Marches et d’ A rrêts
<Marches
PRODUCTION PRODUCTION
PRODUCTION
mise enénergie
de P.C.
mise horsénergie
de P.C.
F ONCTIONNEMENTPROCEDURES de F
ONCTIONNEMENTPROCEDURES de FP.C. HORSENERGIE
Choisir paramètre de production : - hauteur - nb de rangées
Arrêt en cours de cycle
Production automatique
Le cycle en cours se termine
Mise en énergie P.C. Mise en énergie progressive de la P.O.
Afficher : « P.O non initialisé », Mode manu obligatoire
Bloquer l’évolution du cycle
PO initialisée Commande manuelles par XBT
Production en pas à pas
Mise hors énergie P.O.
AU marche
Arrêt en cours de cycle
Arrêt fin de production
Palette pleine
Auto . Val cycle
P/P . Val cycle
Auto
P/P
Manu
Manu
(Auto + P/P).CI
Val cycle
Manu
Manu . CI
Manu
AU + défauts
Depuis tous les états

Académie de Lyon 7/7
RESSOURCE
Fonctions Types de modes de marches et d’arrêts • Lancer la production ⇒ Modes de marches de production • Stopper la production ⇒ Modes d'arrêts normaux • Vérifier le fonctionnement ⇒ Modes de marches de vérifications • Mettre en sécurité ⇒ Arrêt sur incidents
Le GEMMA est un guide graphique permettant de sélectionner et de décrire simplement les différents états de marches et d’arrêts, ainsi que les possibilités d’évoluer d’un état à un autre. Ce sont ces éléments qui sont nécessaires pour établir le cahier des charges définitif de la partie commande et en particulier ses GRAFCETS. Son rôle est : Un GEMMA est établi pour chaque machine lors de sa conception, puis utilisé tout au long de sa vie : réalisation, mise au point, maintenance, modifications et réglages. Composition : Il est composé de zone états correspondant à des procédures. Chacune de ces zones est composée de rectangles états correspondant à une situation P.O. Chaque rectangle représente un état de fonctionnement c’est à dire un mode de marche et d’arrêt
GEMMA Guide d'Etude des Modes de M arches et d'Arrêts Système :
PC HORSENERGIE
remise en route mise en ou hors servicefonctionnement normal
essais et vérifications
PRODUCTION
F PROCEDURES DE FONCTIONNEMENTA PROCEDURES D'ARRET de la Partie Opérative (PO)
D PROCEDURES en DEFAILLANCE de la PO
Ref. Machine
A6 < Mise P.O dans état initial >
A7 < Mise P.O dans étatdéterminé >
A5 < Préparation pourremise en route aprèsdéfaillance >
A1 < Arrêt dans état initial >
A4 < Arrêt obtenu >
D2 < Diagnostic et/outraitement de défaillance >
A2 < Arrêtdemandé en finde cycle >
D3 < Production tout de même >
D1 < Arrêt d'urgence >
F1 < Production normale >
A3 < Arrêtdemandé dansétat déterminé>
F2<Marches depréparations>
F3< Marchesde clôture >
F5 < Marches devérification dans l'ordre >
F6 < Marches de test >
F4 < Marches devérification dans ledésordre >
PZ
Mise enénergie de
PC
Mise horsénergie de PC
< Production normale>
Production automatique
F1
A1 < Arrêt en état initial>
PO initialisé ��9�����9�����9�����9���
Repère symbolique
Désignation utilisateur
Liaison
Transition
Condition de passage
Etat PZ Modes « A »
Procédures d’arrêts et
de remise en route
Modes « D »
Procédures de sécurité ou de défaillance PO
Modes « F »
Procédures de fonctionnement
1
4
2
3
Désignation générale
MI IV 22 A1

Académie de Lyon 8/8
LES ETATS DE MARCHES ET D'ARRETS
Les états F Ce sont les états de marches situés dans la zone « procédures de Fonctionnement » du guide graphique GEMMA. Fl « Production normale » Dans cet état, la machine produit normalement : c'est l'état pour lequel elle a été conçue. On peut souvent faire correspondre à cet état un GRAFCET que l'on appelle GRAFCET de base. F2 « Marche de préparation » Cet état est utilisé pour les machines nécessitant une préparation préalable à la production normale : préchauffage de l'outillage, remplissage de la machine, mises en routes diverses, etc.
F3 « Marche de clôture » C'est l'état nécessaire pour certaines machines devant être vidées, nettoyées, etc., en fin de journée ou en fin de série. F4 « Marche de vérification dans le désordre » Cet état permet de vérifier certaines fonctions ou certains mouvements sur la machine, sans respecter l'ordre du cycle. F5 « Marche de vérification dans l'ordre » Dans cet état, le cycle de production peut être exploré au rythme voulu par la personne effectuant la vérification ; selon les cas, la machine produit ou ne produit pas. F6 « Marche de test » Les machines de contrôle, de mesure, de tri... comportent des capteurs qui doivent être réglés ou étalonnés périodiquement : la « Marche de test » F6 permet ces opérations de réglage ou d'étalonnage.
Les états A Situés dans la zone « procédures d'Arrêt de la partie opérative », ces états correspondent à des arrêts normaux ou à des marches conduisant à des arrêts normaux. AI « Arrêt dans l'état initial » C'est l'état « repos » de la machine. Il correspond en général à la situation initiale du GRAFCET: c'est pourquoi, comme une étape initiale, ce « rectangle-état » est entouré d'un double cadre. Pour une étude plus facile de l'automatisme, il est recommandé de représenter la machine dans cet état initial.
A2 « Arrêt demandé en fin de cycle » Lorsque l'arrêt est demandé, la machine continue de produire jusqu'à la fin du cycle. A2 est donc un état transitoire vers l'état AI. A3 « Arrêt demandé dans un état déterminé » La machine continue de produire jusqu'à un arrêt en une position autre que la fin de cycle : c'est un état transitoire vers A4. A4 « Arrêt obtenu » La machine est alors arrêtée en une autre position que la fin de cycle. A5 « Préparation pour remise en route après défaillance » C'est dans cet état que l'on procède à toutes les opérations (dégagements, nettoyages... ) nécessaires à une remise en route après défaillance. A6 « Mise P.O. dans état initial » La machine étant en A6, on remet manuellement ou automatiquement la Partie Opérative en position pour une redémarrage dans l'état initial. A7 « Mise P.O. dans état déterminé » La machine étant en A7, on remet la P.O. en position pour un redémarrage dans une position autre que l'état initial.
Les états D Ce sont les états de Marches et d'Arrêts situés dans la zone « procédures en Défaillances » de la partie opérative. Dl « Arrêt d'urgence » C'est l'état pris lors d'un arrêt d'urgence : on y prévoit non seulement les arrêts, mais aussi les cycles de dégagements, les procédures et précautions nécessaires pour éviter ou limiter les conséquences dues à la défaillance. D2 « Diagnostic et/ou traitement de défaillance » C'est dans cet état que la machine peut être examinée après défaillance et qu'il peut être apporté un traitement permettant le redémarrage. D3 « Production tout de même » Il est parfois nécessaire de continuer la production même après défaillance de la machine : on aura alors une « production dégradée », ou une « production forcée », ou une production aidée par des opérateurs non prévus en < Production normale >.
MI IV 22 A1