Embed Size (px)
DESCRIPTION
The Kanban system
Citation preview

8 – 1Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall.
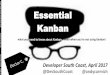
The Kanban SystemThe Kanban System
Receiving postKanban card for product 1
Kanban card for product 2
Fabrication cell
O1
O2
O3
O2
Storage area
Empty containers
Full containers
Assembly line 1
Assembly line 2
Figure 8.4 – Single-Card Kanban System

8 – 2Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall.
The Kanban SystemThe Kanban System
Storage area
Empty containers
Full containers
Receiving postKanban card for product 1
Kanban card for product 2
Fabrication cell
O1
O2
O3
O2
Assembly line 1
Assembly line 2
Figure 8.4 – Single-Card Kanban System

8 – 3Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall.
The Kanban SystemThe Kanban System
Storage area
Empty containers
Full containers
Receiving postKanban card for product 1
Kanban card for product 2
Fabrication cell
O1
O2
O3
O2
Assembly line 1
Assembly line 2
Figure 8.4 – Single-Card Kanban System

8 – 4Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall.
The Kanban SystemThe Kanban System
Storage area
Empty containers
Full containers
Receiving postKanban card for product 1
Kanban card for product 2
Fabrication cell
O1
O2
O3
O2
Assembly line 1
Assembly line 2
Figure 8.4 – Single-Card Kanban System

8 – 5Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall.
The Kanban SystemThe Kanban System
Storage area
Empty containers
Full containers
Receiving postKanban card for product 1
Kanban card for product 2
Fabrication cell
O1
O2
O3
O2
Assembly line 1
Assembly line 2
Figure 8.4 – Single-Card Kanban System

8 – 6Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall.
The Kanban SystemThe Kanban System
Storage area
Empty containers
Full containers
Receiving postKanban card for product 1
Kanban card for product 2
Fabrication cell
O1
O2
O3
O2
Assembly line 1
Assembly line 2
Figure 8.4 – Single-Card Kanban System

8 – 7Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall.
The Kanban SystemThe Kanban System
Storage area
Empty containers
Full containers
Receiving postKanban card for product 1
Kanban card for product 2
Fabrication cell
O1
O2
O3
O2
Assembly line 1
Assembly line 2
Figure 8.4 – Single-Card Kanban System

8 – 8Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall.
The Kanban SystemThe Kanban System
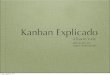
KA
NB
AN
Part N
um
ber:
1234567Z
Lo
cation
:A
isle 5B
in 47
Lo
t Qu
antity:
6
Su
pp
lier:W
S 83
Cu
stom
er:W
S 116
1. Each container must have a card
2. Assembly always withdraws from fabrication (pull system)
3. Containers cannot be moved without a kanban
4. Containers should contain the same number of parts
5. Only good parts are passed along
6. Production should not exceed authorization

8 – 9Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall.
Number of ContainersNumber of Containers
Two determinations
Number of units to be held by each container Determines lot size
Number of containers Estimate the average lead time needed to produce a
container of parts
Little’s law Average work-in-process inventory equals the average
demand rate multiplied by the average time a unit spends in the manufacturing process

8 – 10Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall.
Number of ContainersNumber of Containers
WIP = (average demand rate) (average time a container spends in the manufacturing process)+ safety stock
WIP = kc
kc = d (w + p )(1 + α)
k = d (w + p )(1 + α)
c
where k =number of containersd =expected daily demand for the partw =average waiting timep =average processing timec =number of units in each containerα =policy variable

8 – 11Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall.
Number of ContainersNumber of Containers
Formula for the number of containers
k =Average demand during lead time + Safety stock
Number of units per container
WIP = (average demand rate)(average time a container spends in the manufacturing process) + safety stock

8 – 12Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall.
Other Kanban SignalsOther Kanban Signals
Cards are not the only way to signal need
Container system
Containerless system