Century pipeline refurbishment
project
Tim Akroyd, MMG Century Mine
Chris Austin, Nacap Australia
November 2013

250 kilometres north/north west of Mt Isa

Mine site

• 1887 First silver, lead and zinc discovery in area.
• 1887-1960 Intermittent production from area.
• Late 1930s Start of modern exploration in the area.
• 1986 CRAE select the area and applied for EPM.
• 1990 Century discovery hole drilled on 4th April.
• 1990-1996 Resource definition drilling and feasibility.
• 1997 Century acquired by Pasminco – Native Title issues resolved.
• 2000 Century officially opened on 4th April.
• 2002 Officially reached full production on 31st August Awarded MINEX on 2nd September.
• 2009 MMG buys majority of OZ Minerals assets, including Century
Century’s history

Production data
• 24,000 tonnes of ore processed daily
• 900,000 tonnes of zinc concentrate
• 70,000 tonnes of lead concentrate

Pipeline summary
• 304Km from Lawn Hill (mine-site) to Karumba
• 300NB X70 grade steel pipe
• Pipewall varies in thickness from
• 8.4mm at Lawn Hill to
• 4.8mm at Karumba
• HDPE liner nominally 7.5mm thick
• 1.2Km flanged strings
• Buried to a minimal depth of 750mm
• Directional drilling under all major rivers
• Single pump station at Lawn Hill
• Instrumentation
• Pressure - start and end, plus 5 intermediate positions
• Flowrate - start and end, with differential leak detection alarms
• Density – start and end
• Pig launching and receival stations
• Impressed current cathodic protection system

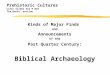
Pipeline profile
0
1
2
3
4
5
6
7
8
9
0
20
40
60
80
100
120
140
160
180
0 50 100 150 200 250 300 350
Pip
e W
all T
hic
kne
ss (
mm
)
Elev
atio
n (
m)
Pipeline Distance (km)

Lawn Hill (mine site) pump station
• 3 x Wirth Triplex Diaphragm Pump 8¾" x 14" • 1.13MW VSD Motors • Parallel arrangement • Discharge pressure – 20MPa (max)

Pipeline monitoring spools (original design)
Monitoring Spools • KP82
• KP85
• KP107
• KP138
• KP152
• KP156
• KP256
• KP265
• KP296
• Unlined approximately 8m in length • 2 x 50mm riser • 1 x pressure gauge on selected risers (5 spools) • Susceptible to external interference

Pipeline operations and maintenance
• Pipeline operates continually at approximately 270m3/hr – 300m3/hr
• Zinc and lead concentrates are pumped in batches separated by water.
• Zinc and lead batches are often in the pipeline at the same time
• In the event of an outage pipeline must restart within about 12 hours to minimise trail-out and mixing of zinc and lead concentrate
• Changes in friction losses along the length of pipeline are closely monitored – used to infer slurry deposition within the pipeline
• Pigging using soft foam or medium density pigs occurs as required

Pipeline operational advantages
Reduced life cycle cost compared to road transport
• For a similar operation to Century, over 20yrs, approximate Life Cycle Costs
• Pipeline $400M
• Road transport $650M
Lower operational risk profile
• High likelihood of vehicle accidents, with very serious consequences, particularly on public roads
Unaffected by surface weather conditions
• During wet season the roads to Century and Karumba are often cut for several weeks

Pipeline operational history
2003 - liner failed in D38 string (KP115 - KP116)
• String was bypassed while method of repair was determined
• Liner was removed and string returned to service
• 2 x unlined monitoring spools were installed at either end of the D38 string
• Subsequent clock face spot thickness testing showed minimal corrosion/erosion in monitoring spools

Pipeline operational history continued
2009 - D38 string failed, following a pipeline restart
• D38 string was replaced with a thick wall unlined pipe
• An inline reduced bore ball valve was inserted ahead of the failed string to assist repairs.
• The valve was left in the pipeline after repairs were completed
2011 - During programmed inspections of monitoring spools, near through wall failure was identified at KP296
• All unlined monitoring spools were thickness tested using phase array technology
• Any areas of spot corrosion were repaired using Kevlar/fibreglass wrap

2012 Refurbishment plan
• De-slurry pipeline via water pumping only
• Completely dewater pipeline using compressed air and medium and soft density foam pigs (due to valve restriction at KP115)
• Replace unlined D38 string with HDPE lined steel pipe
• Replace all monitoring spools with new
• Encase new monitoring spools in concrete access chambers

Project lead-in, minimising outage time
A number of mitigation measures were identified up-front to minimise the down-time for the refurbishment scope including:
• Fast-tracked contract with flexible commercial terms
• Fast-tracked camp supply to support pipeline project and reduce travel time to maximise driving safety and reduce fatigue (this became increasingly important when the shut-down was prolonged).
• The dedicated local camp accommodation also maximised available working time during execution of the works

Project lead-in, minimising outage time
Further mitigation measures included:
• Additional material procurement (eg – twice the required qty of HDPE pipe) + back-up spools (if required)
• 3D Laser Survey of monitoring spools to ensure precise fabrication (and therefore fit-up)
• Early engagement of local plant suppliers/sub-contractors to ensure sufficient resource pooling during the shut-down scope
• Early identification of shut-down teams required for pipeline scope and early engagement of the same

New D38 string construction
• DN300 (12”) pipeline welding

New D38 string construction – HDPE liner pull-back

New D38 string construction – HDPE liner insertion

Dewatering challenges
• Soft foam and medium density pigs used due to reduced bore ball valve
• Air bypassed pigs creating numerous hydraulic locks in pipeline
• Pigs were removed from Lawn Hill (the start) of the pipeline three days after launch

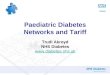
Dewatering challenges Pipeline profile with potential water retention zones

How dewatering was achieved
• Safe depressurisation of pipeline via open ends and intermittent venting from small (less than 1”) bleed valves on monitoring spool blinds – day and night operations
• Use of tanker trucks to remove water from upstream sections of the pipeline, water brought back to mine site at Lawn Hill
• Hot taps installed on under-side of monitoring spools adjacent to pipeline low-points to assist with dewatering effort

Dewatering into tankers at KP82

Bi-di pig launched downstream of KP115 valve
• Bi-direction pig launched from KP138 to dewater pipeline through to Karumba

• Original foam pig dewatering duration was 5 days of 24-hour dewatering followed by 6 days to perform spool change-outs and D38 installation.
• Actual dewatering duration was 30 days including staged pipeline release to enable spool change-out and D38 pipe-string tie-in
• Further delays mitigated by:
• Twice daily management meetings to track dewatering operations and maximise opportunities and synergies to mitigate delays to pipeline re-commissioning
Minimising downtime

• Further delays mitigated by:
• Early engagement of water tankers to remote areas of pipeline to assist with dewatering
• Fast-tracked hot tapping service (including fittings)
• Availability of specialist pipeline Contractor services, including provision of coded welders, pre-fabricated and pre-tested pig traps
• Rolling pipeline roster to ensure continuous resourcing during shut-down up to and including re-commissioning
Minimising downtime

Monitoring spool replacement underway

Installation of new D38 string

Installed (new) D38 string

The result
• D38 string replaced with lined pipe and buried
• All monitoring spools replaced
• Concrete access chambers installed
• Routine wall thickness inspection program of all monitoring spools

Don’t get bitten!

• Flanged joints about every 1-2 kilometres introduce potential leak points
• Matching of flange/HDPE ends and correct use of gaskets when new technologies replace old
• Lined pipe removes ability to hot tap (without detriment to the liner) in case of (pressure) air-lock issues during testing, commissioning, operational error, dewatering works or on re-start after shut-down. Consider high point vent and low-point drain locations during design stage
Challenges of HDPE lined pipe

Further challenges of HDPE lined pipe
• Leak detection methods between HDPE liner and inner wall of steel pipe need to be considered at design stage, including monitoring regime
• Unknown impact of rigid-style pigging through HDPE liner
• Lack of experience and available operational data/history from the industry
• Constructability and maintenance (eg – very limited resources for HDPE pull-back available within Australia)

Results of 2012 refurbishment:
• Pipeline is now in a better than as-designed condition
• New D38 string means that pipeline is now fully lined (end to end), except for dedicated monitoring spools.
• Reduced risk of external interference
• Improved access to allow for complete monitoring of corrosion of unlined monitoring spools and faster response in the unlikely event of an incident
• Removal of KP115 in-line valve allows future use of bi-directional pigs for cleaning/batching/dewatering operations as required
Project benefits

Lessons for industry
• Pipelines have excellent operational advantages, including lower operational risk profiles and reduced life cycle costs, but can be challenging to operate
• The minerals processing industry lacks specialist “in-house” knowledge
• Collaboration with specialist contractors (design, construction, operation, maintenance as required) enables the best outcomes
Recommended