Surface Coatings & Tests forLARP Coil Endparts Task Force
D.W.ChengLBNL
February 24, 2012
Overview
• Coating candidates
• How do we qualify these candidates?– Environmental conditions– Battery of Tests– Sample coupon design
• Initial Plasma Spray Results
• Summary and Status
2/24/12D.W.Cheng 2
Coating Candidates
• Plasma Spray (Aluminum Oxide)
• Not specifically covered in here:– Spray-on coatings (Cerakote®)– Surface conversion (micro-arc oxidation)– Vapor deposition
2/24/12D.W.Cheng 3
Plasma Spray Details
• Sulzer Metco powders (Aluminum Oxide)
• Bond layer options– Without bond layer
• LBNL experience in D20, etc.
– With NiCr (80%/20%) bond layer• CERN experience in SMC coils
– With Al-clad NiCr (6%/94%) bond layer• Vendor indicates that the Aluminum component
undergoes an “exothermic reaction at application” that helps the Al2O3 adhere better
2/24/12D.W.Cheng 4
Overview
• Coating candidates
• How do we qualify these candidates?– Environmental conditions– Battery of Tests– Sample coupon design
• Initial Plasma Spray Results
• Summary and Status
2/24/12D.W.Cheng 5
Environmental Conditions
• Known conditions:– Heat Treatment to ~650+ C– Epoxy impregnation– Cryogenic temperatures (77 K and below)– Insulation compatibility– Conductor compatibility
• Possible conditions:– Parts may come into direct contact with cable
(broken insulation, etc.); must provide electrical isolation
2/24/12D.W.Cheng 6
Battery of Tests
• Electrical hipot to >1000V– Uses the same equipment that we hipot coils with
• Material Compatibility (HT at ~665 C in Argon)– In contact with Conductor and Insulation materials
• Thermal Stability – High-temperature & Cryogenic (77K) excursions
– Post-cycle adhesion testing
• Thickness (QA)
• Metallography
2/24/12D.W.Cheng 7
Sample Coupon Design
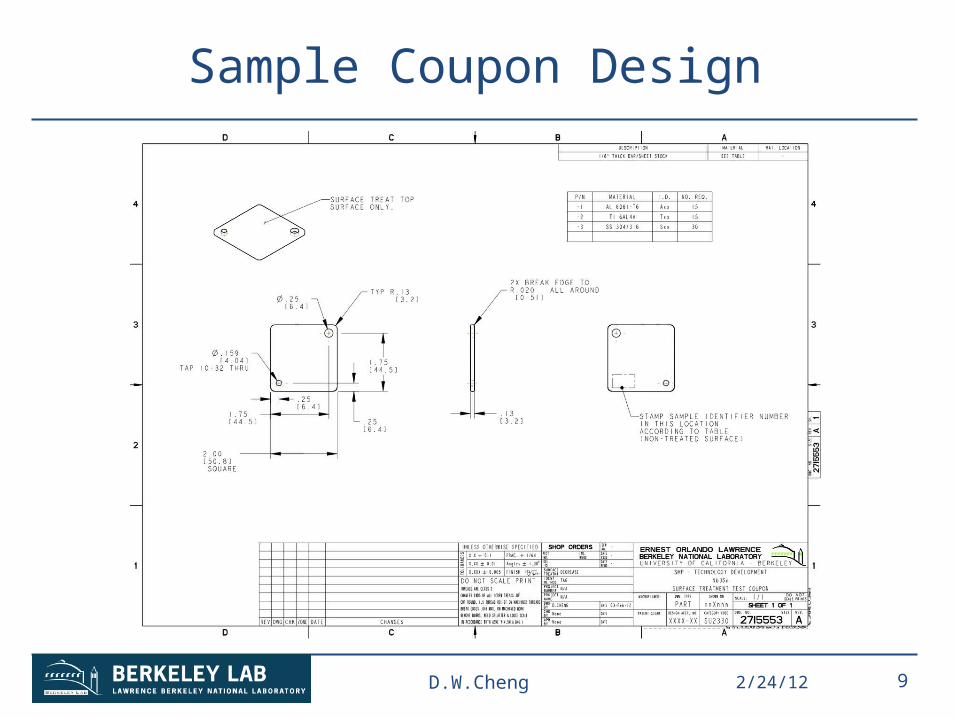
• Basic Coupon: 2” squares, 1/8” thick– Ti 6Al4V– Stainless 304, Stainless 316– (Other materials can also be used)
• These samples can be used for all tests – Electrical hipot tests– Thermal and material compatibility tests– Adhesion tests– Metallography
• And we can also use actual part geometries
2/24/12D.W.Cheng 8
Sample Coupon Design
2/24/12D.W.Cheng 9
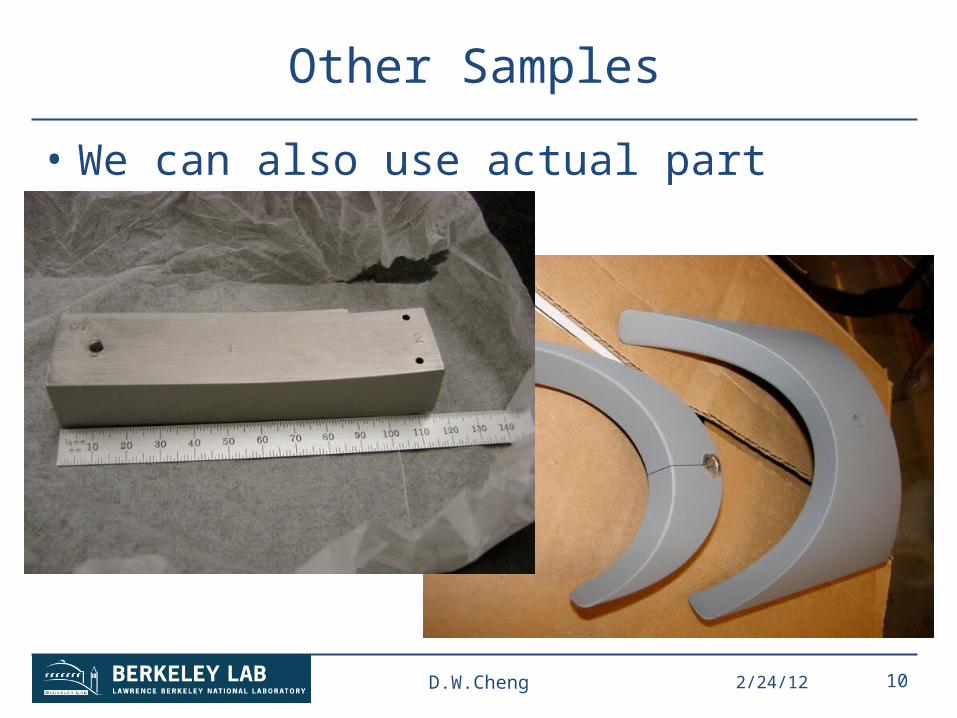
Other Samples
• We can also use actual part geometries
2/24/12D.W.Cheng 10
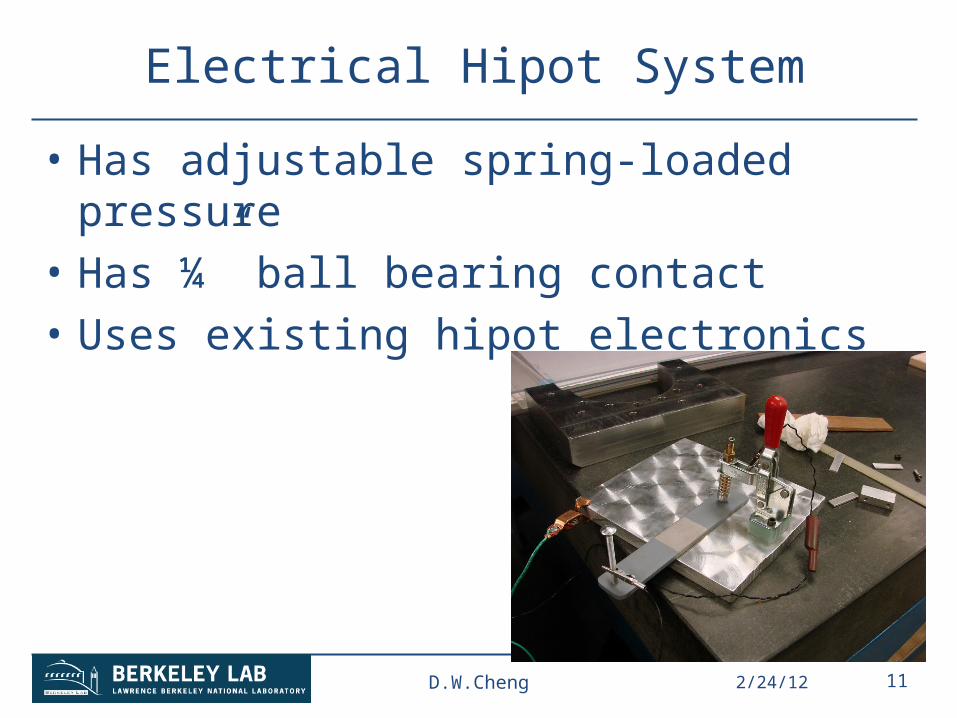
Electrical Hipot System
• Has adjustable spring-loaded pressure
• Has ¼” ball bearing contact
• Uses existing hipot electronics
2/24/12D.W.Cheng 11
Material Compatibility Testing
• Tube furnace (Argon atmosphere)– Heat treatment schedule (abridged HQ HT
cycle): • 210 C for 24 hours• 400 C for 24 hours• 665 C for 48 hours• 50 C/hour ramps between temperatures.
• Samples placed in contact with• Insulation (S2-glass in this case)• CTD Matrix-cured S2-glass and Nextel AF-10• Cable
2/24/12D.W.Cheng 12
Thermal Stability Tests
• Post-HT tests– Cryogenic (77K) cooldown– Post HT Hipot– Post HT Adhesion tests
• DeFelsko PosiTest AT tester (conforms to ASTM D4541/D7234)
• Can be compared with pre-HT test results
2/24/12D.W.Cheng 13
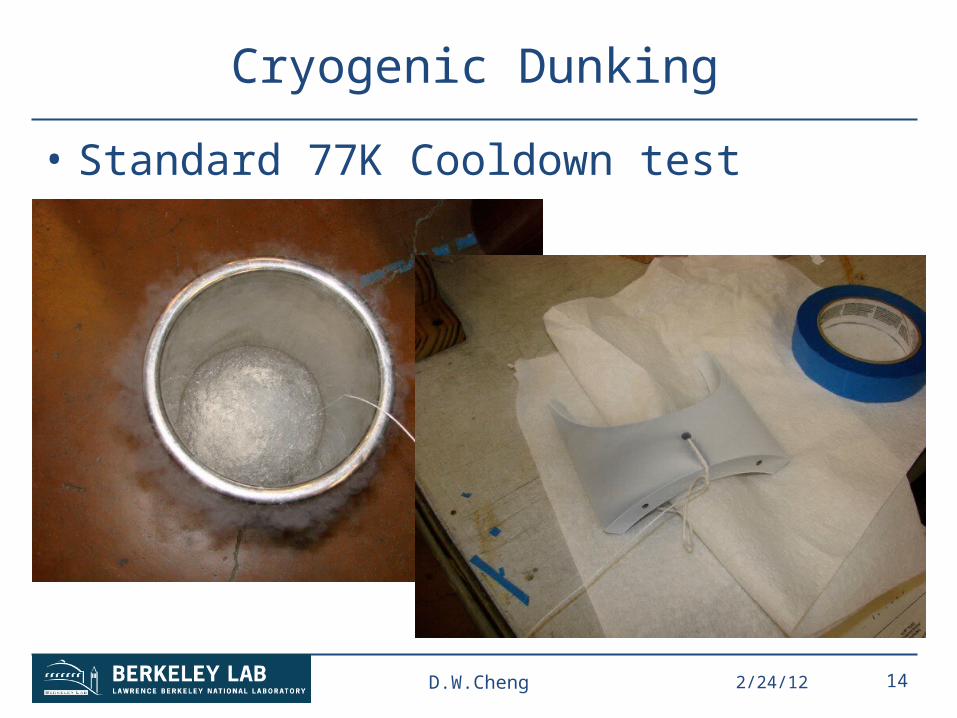
Cryogenic Dunking
• Standard 77K Cooldown test
2/24/12D.W.Cheng 14
Thickness Testing
• DeFelsko Positector 6000– Uses magnetic/eddy-current principles to
measure coating thicknesses on ferrous and non-ferrous base materials
• Can be used for regular QA
2/24/12D.W.Cheng 15
Overview
• Coating candidates
• How do we qualify these candidates?– Environmental conditions– Battery of Tests– Sample coupon design
• Initial Plasma Spray Results
• Summary and Status
2/24/12D.W.Cheng 16
First Plasma-Sprayed Sample Process
• Sample: – HQ endshoe (old design), SS 304
• Surface treatment: – Plasma Spray Al2O3, no bond layer
• Hipot Test (pre-HT)• Metallography• Heat Treat
– In contact with Matrix-cured Nextel Fabric
• 77K Cooldown Test• Hipot Test (Post-HT)
2/24/12D.W.Cheng 17
Initial Results of Plasma-Spray Test
• Hipot Test (pre-HT)– >1800V first attempt– >1100V subsequent attempts (same point)
• Metallography (see next slide)• Heat Treated In contact with Matrix-cured
Nextel Fabric– No visible surface reaction (although glass
appeared black—but not conductive)• 77K Cooldown Test
– No additional flaking/chipping observed after two cycles
• Post-HT Hipot Test (see following slide)
2/24/12D.W.Cheng 18
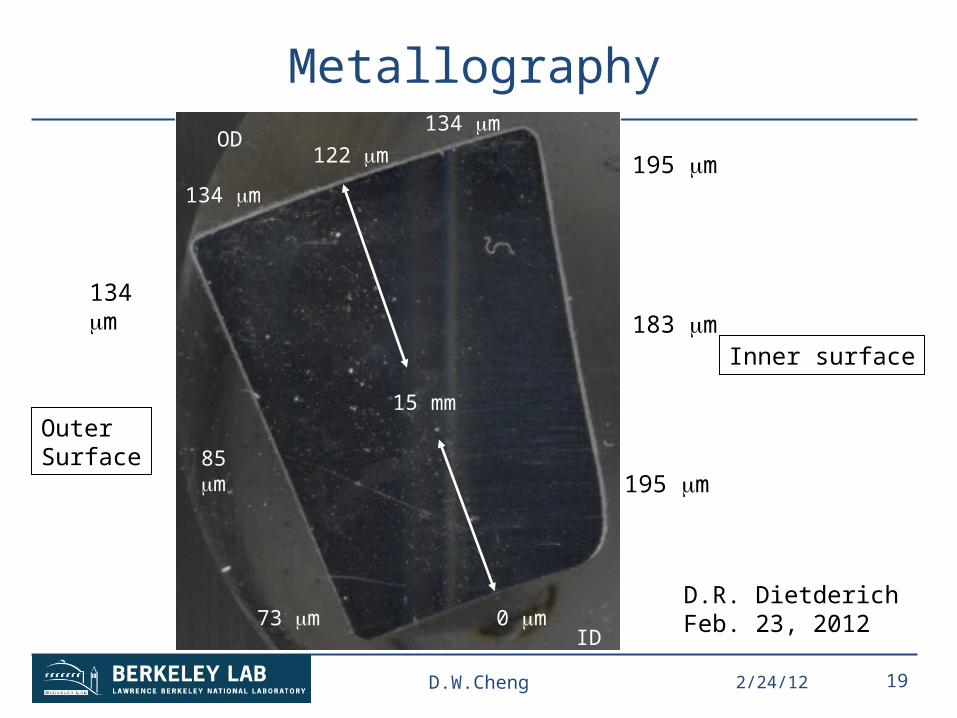
Metallography
2/24/12D.W.Cheng 19
195 m
195 m
183 m
134 m
134 m
122 m
73 m 0 m
85 m
15 mm
D.R. DietderichFeb. 23, 2012
Inner surface
OD
OuterSurface
134 m
ID
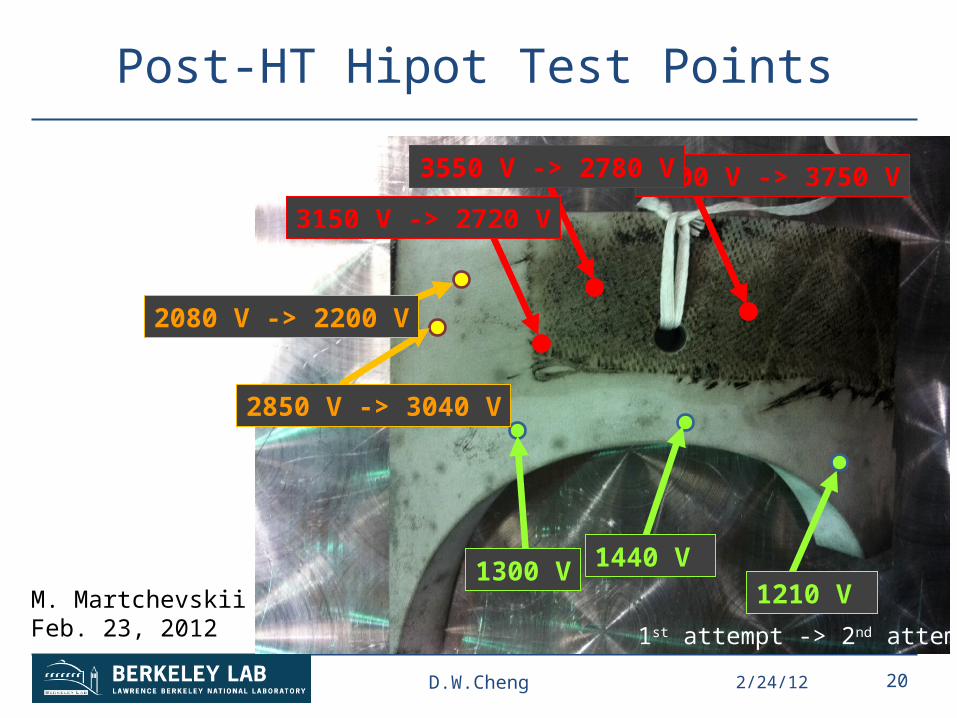
Post-HT Hipot Test Points
2/24/12D.W.Cheng 20
2000 V -> 3750 V
3150 V -> 2720 V
3550 V -> 2780 V
2850 V -> 3040 V
1300 V 1440 V 1210 V
2080 V -> 2200 V
1st attempt -> 2nd attempt
M. MartchevskiiFeb. 23, 2012
First Plasma-Spray Sample Summary
• Coating thickness (metallography) shows approximately .005” -.007”– A bond layer will add another ~.005” of thickness
• Surface is porous– Visible “wicking” with moisture and curing Matrix
– Wicked curing matrix apparently improves hipot after reaction (pores filled)
• We still need to perform adhesion test (using standard CTD epoxy) using standard sample coupon
2/24/12D.W.Cheng 21
Summary and Current Status
• We have samples designed & fabricated– Stainless 304/316, Ti 6Al4V, others
• A battery of tests have been defined• Sample parts have been sent out to vendors
– A few already received– Others ~1-2 week turnaround time
• The first plasma-sprayed sample has been tested– Initial results appear promising enough for near-term
coil fabrication (HQ Coil 17, etc.)
• Other surface treatments continue to be explored
2/24/12D.W.Cheng 22
Recommended