Some years ago, CarTech CEO told us:
What I want to see in our new hires is:
Some years ago, CarTech CEO told us:
What I want to see in our new hires is:
They know a good bit of metallurgy
Some years ago, CarTech CEO told us:
What I want to see in our new hires is:
They know a good bit of metallurgy310 projects involve lots of
metallurgy

Some years ago, CarTech CEO told us:
What I want to see in our new hires is:
They know a good bit of metallurgy310 projects involve lots of
metallurgy
They write and speak well

Some years ago, CarTech CEO told us:
What I want to see in our new hires is:
They know a good bit of metallurgy310 projects involve lots of
metallurgy
They write and speak well310 requires lots of speaking, writing
Some years ago, CarTech CEO told us:
What I want to see in our new hires is:
They know a good bit of metallurgy310 projects involve lots of
metallurgy
They write and speak well310 requires lots of speaking, writing
They know how to work in groups
Some years ago, CarTech CEO told us:
What I want to see in our new hires is:
They know a good bit of metallurgy310 projects involve lots of
metallurgy
They write and speak well310 requires lots of speaking, writing
They know how to work in groups310 requires group work
Some years ago, CarTech CEO told us:
What I want to see in our new hires is:
They know a good bit of metallurgy310 projects involve lots of
metallurgy
They write and speak well310 requires lots of speaking, writing
They know how to work in groups310 requires group work
They speak at least one language other than English
Some years ago, CarTech CEO told us:
What I want to see in our new hires is:
They know a good bit of metallurgy310 projects involve lots of
metallurgy
They write and speak well310 requires lots of speaking, writing
They know how to work in groups310 requires group work
They speak at least one language other than English
Henceforth, all 310 classes & work will be
in Chinese
Major Course Objectives
1. Learn some metallurgy/materials sciencethrough process of solving an industrial
problem
Develop proposal.........need knowledge, ideas, support
for ideas
2. Develop design skills
Major Course Objectives
1. Learn some metallurgy/materials sciencethrough process of solving an industrial
problem
Develop proposal.........need knowledge, ideas, support
for ideas
2. Develop design skills
3. Learn working group skills –work closely w/ team members to solve
problem
4. Develop writing/speaking skills
4. Develop writing skills
WHY?
4. Develop writing skills
WHY?
Scientists and engineers have incredible amount of technical, semi-technical, and non-technical material to digest almost daily.
Must be able to read and comprehend material instantly.
4. Develop writing skills
WHY?
Scientists and engineers have incredible amount of technical, semi-technical, and non-technical material to digest almost daily.
Must be able to read and comprehend material instantly.
Question:
If your writing is difficult to understand, who will have time to read it?

4. Develop writing skills
WHY?
Scientists and engineers have incredible amount of technical, semi-technical, and non-technical material to digest almost daily.
Must be able to read and comprehend material instantly.
Question:
If your writing is difficult to understand, who will have time to read it?
Delays in reading of even fractions of a second are frustrating.
Example:
Qm (3 times)
Example:
Qm (3 times)............should be Qm
Example:
Qm (3 times)............should be Qm
Chuang and Rice
Example:
Qm (3 times)............should be Qm
Chuang and Rice............should be Chuang, Kagawa, Rice, and Sills
Example:
Qm (3 times)............should be Qm
Chuang and Rice............should be Chuang, Kagawa, Rice, and Sills
Ashby and Wilkinson
Example:
Qm (3 times)............should be Qm
Chuang and Rice............should be Chuang, Kagawa, Rice, and Sills
Ashby and Wilkinson.............should be Wilkinson and Ashby

Example:
Qm (3 times)............should be Qm
Chuang and Rice............should be Chuang, Kagawa, Rice, and Sills
Ashby and Wilkinson.............should be Wilkinson and Ashby
Grabke
Example:
Qm (3 times)............should be Qm
Chuang and Rice............should be Chuang, Kagawa, Rice, and Sills
Ashby and Wilkinson.............should be Wilkinson and Ashby
Grabke............should be Grabke and Martin
Example:
Qm (3 times)............should be Qm
Chuang and Rice............should be Chuang, Kagawa, Rice, and Sills
Ashby and Wilkinson.............should be Wilkinson and Ashby
Grabke............should be Grabke and Martin
McKimpson et al.
Example:
Qm (3 times)............should be Qm
Chuang and Rice............should be Chuang, Kagawa, Rice, and Sills
Ashby and Wilkinson.............should be Wilkinson and Ashby
Grabke............should be Grabke and Martin
McKimpson et al.............should be McKimpson
Example:
Qm (3 times)............should be Qm
Chuang and Rice............should be Chuang, Kagawa, Rice, and Sills
Ashby and Wilkinson.............should be Wilkinson and Ashby
Grabke............should be Grabke and Martin
McKimpson et al.............should be McKimpson
2s
Example:
Qm (3 times)............should be Qm
Chuang and Rice............should be Chuang, Kagawa, Rice, and Sills
Ashby and Wilkinson.............should be Wilkinson and Ashby
Grabke............should be Grabke and Martin
McKimpson et al.............should be McKimpson
2s................should be 2S
Example:
Qm (3 times)............should be Qm
Chuang and Rice............should be Chuang, Kagawa, Rice, and Sills
Ashby and Wilkinson.............should be Wilkinson and Ashby
Grabke............should be Grabke and Martin
McKimpson et al.............should be McKimpson
2s................should be 2S
(dr/dt)gen
Example:
Qm (3 times)............should be Qm
Chuang and Rice............should be Chuang, Kagawa, Rice, and Sills
Ashby and Wilkinson.............should be Wilkinson and Ashby
Grabke............should be Grabke and Martin
McKimpson et al.............should be McKimpson
2s................should be 2S
(dr/dt)gen.............should be (dr/dt)gen
Example:
Qm (3 times)............should be Qm
Chuang and Rice............should be Chuang, Kagawa, Rice, and Sills
Ashby and Wilkinson.............should be Wilkinson and Ashby
Grabke............should be Grabke and Martin
McKimpson et al.............should be McKimpson
2s................should be 2S
(dr/dt)gen.............should be (dr/dt)gen
That is why, we are justified in using for [C], the value of ...........????
Example:
values of A1 and n1 depends on whether the accommodation occurs by diffusional of dislocation creep...............?????
Example:
values of A1 and n1 depends on whether the accommodation occurs by diffusional of dislocation creep...............?????
It has been show that
Example:
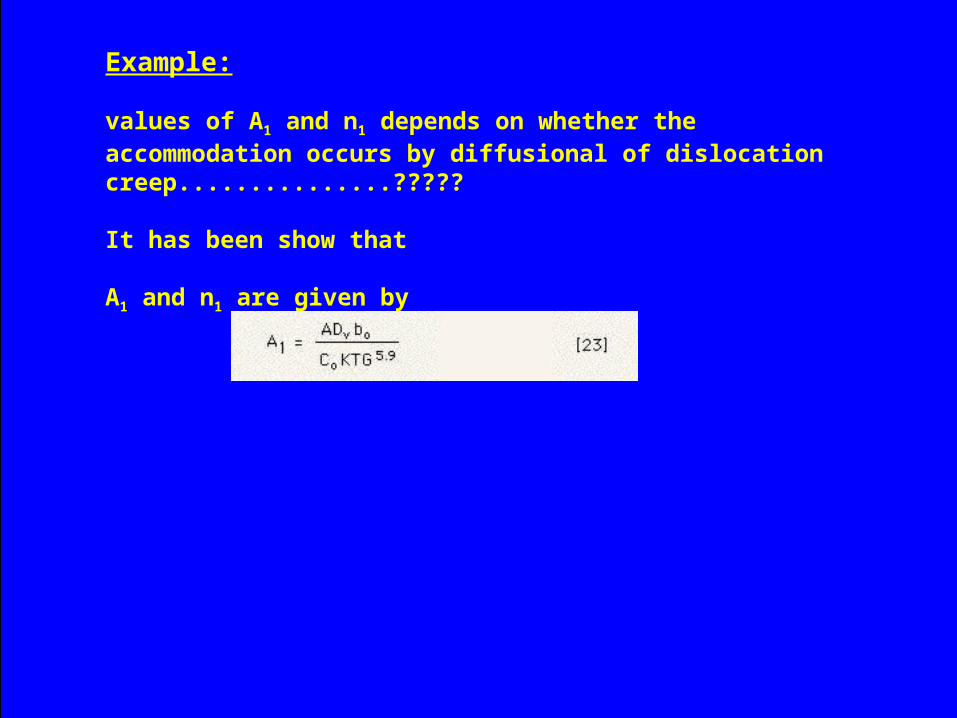
values of A1 and n1 depends on whether the accommodation occurs by diffusional of dislocation creep...............?????
It has been show that
A1 and n1 are given by

Example:
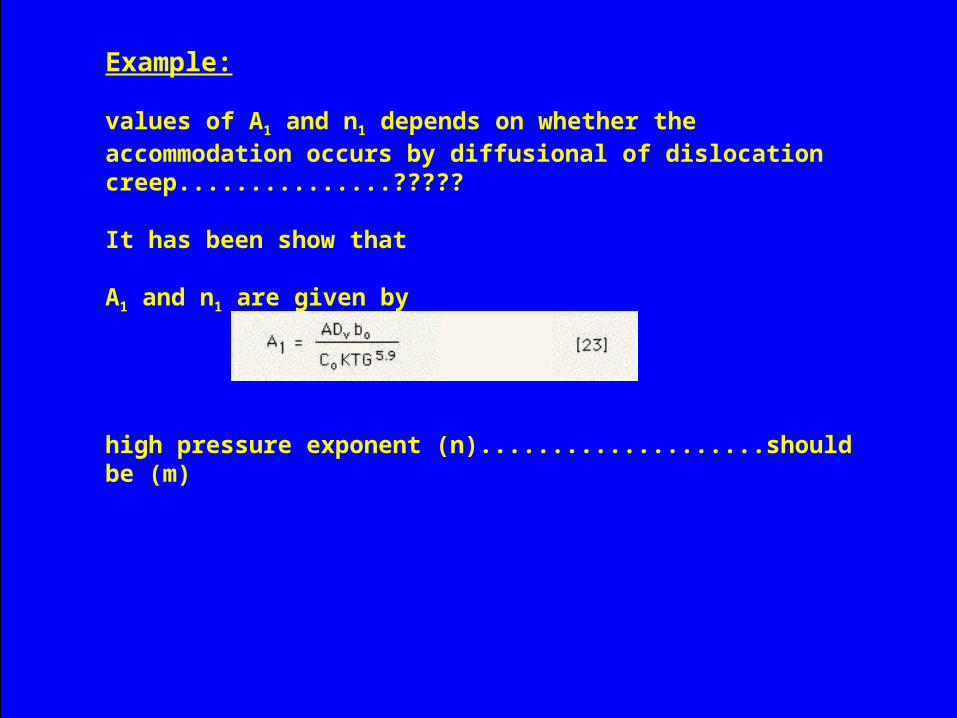
values of A1 and n1 depends on whether the accommodation occurs by diffusional of dislocation creep...............?????
It has been show that
A1 and n1 are given by
high pressure exponent (n)
Example:
values of A1 and n1 depends on whether the accommodation occurs by diffusional of dislocation creep...............?????
It has been show that
A1 and n1 are given by
high pressure exponent (n)....................should be (m)
Example:
values of A1 and n1 depends on whether the accommodation occurs by diffusional of dislocation creep...............?????
It has been show that
A1 and n1 are given by
high pressure exponent (n)....................should be (m)
in Eq. [25]...........there is no Eq. [25]
Example:
values of A1 and n1 depends on whether the accommodation occurs by diffusional of dislocation creep...............?????
It has been show that
A1 and n1 are given by
high pressure exponent (n)....................should be (m)
in Eq. [25]...........there is no Eq. [25]
value of A1 and n1 is given by Eq. [23].........????
Example:
values of A1 and n1 depends on whether the accommodation occurs by diffusional of dislocation creep...............?????
It has been show that
A1 and n1 are given by
high pressure exponent (n)....................should be (m)
in Eq. [25]...........there is no Eq. [25]
value of A1 and n1 is given by Eq. [23].........????
Using the values for Ko and aC indicated in Table I...........no aC values in Table I !!
Class activities
1. Informal talks on project work
2. Formal talks on project work
3. Approx. 3 page papers on project work
4. Review paper
5. Final proposal
Class activities
1. Informal talks on project work
2. Formal talks on project work
3. Approx. 3 page papers on project work
4. Review paper
5. Final proposal
a. Names of those to lead a discussion selected by lot prior to class period.
b. Informal talks will be graded. If absent or unprepared, grade is F.
c. These talks begin in 2 weeks.
d. Be prepared to lead a discussion every class period.
e. All materials for discussions....diagrams, tables, lists, text materials must be placed on the computer prior to class. f. Appropriate to raise questions that arise during your reading and research in class discussions.
Class activities
1. Informal talks on project work
2. Formal talks on project work
3. Approx. 3 page papers on project work
4. Review paper
5. Final proposal
a. First formal presentation to industry people is literature review at mid
semester.
b. Second formal presentation toindustry people is final proposal at
end of semester.
Class activities
1. Informal talks on project work
2. Formal talks on project work
3. Approx. 3 page papers on project work
4. Review paper
5. Final proposal
a. Submit on time with correct file name by emailing to [email protected].
b. First paper is due 1 February, by midnight.
c. Only one file; all figures, tables, illustrations must be in text file.
d. Graded work emailed back to you. Correct files when returned. Use MS Word to read annotations in text. See or email instructor if questions about notations on your papers. e. The two major papers can be constructed from these "mini-papers".
Class activities
1. Informal talks on project work
2. Formal talks on project work
3. Approx. 3 page papers on project work
4. Review paper
5. Final proposal
a. Submit on time with correct file name by emailing to [email protected].
b. Due 7 March.
c. Only one file; all figures, tables, illustrations must be in text file.
d. Correct files when returned to you and incorporate this work into final proposal.
Class activities
1. Informal talks on project work
2. Formal talks on project work
3. Approx. 3 page papers on project work
4. Review paper
5. Final proposal
a. Submit on time with correct file name emailing to [email protected].
b. Due 5 May.
c. Only one file; all figures, tables, illustrations must be in text file.
d. Propose new solution to problem in this proposal and support your choice of a solution in detail.
Class activities
1. Informal talks on project work
2. Formal talks on project work
3. Approx. 3 page papers on project work
4. Review paper
5. Final proposal
e. Suggested outline for final proposal:
I. Introduction (General area of project, objective of proposal) II. Background A. Current processes or techniques B. Scientific/Engineering analysis of above III. Alternatives (Scientific/Engineering analysis of alternatives) IV. Proposed method or idea A. Detailed account of approach B. Scientific/Engineering support V. Proposed studies (Studies and information required to implement process) Required!!!
Order of investigation:
1. How is it done now?
2. Why is it done this way?
3. What are other possibilities?
4. Critique of these possibilities
Order of investigation:
JournalsTextsSymposia proceedingsPop journals such as JOM and Advanced Materials & ProcessesPatent literatureThesesFacultyAdvertising materialsPersonal contactsAlumni
Industry liaison people
Newsgroups
Web
=> =>SciFinder Scholar - search CA electronically<= <=
Team RAHL Paul HaugeSarah MansuettisTuan Tran
Team ZEDD Brandon RibicChristopher WaltonCraig McCann
Team KAHLANKaylin KopchoScott MokenArwen Wilson
Team RAHL Paul HaugeSarah MansuettisTuan Tran
Team ZEDD Brandon RibicChristopher WaltonCraig McCann
Team KAHLANKaylin KopchoScott MokenArwen Wilson
1st task - decide on new team name
Team RAHL Paul HaugeSarah MansuettisTuan Tran
Team ZEDD Brandon RibicChristopher WaltonCraig McCann
Team KAHLANKaylin KopchoScott MokenArwen Wilson
2nd task - arrange time (about one hour) during which ALL team members & instructor (observer) can meet EVERY WEEK to review work & plan next week's activities.
Team RAHL Paul HaugeSarah MansuettisTuan Tran
Team ZEDD Brandon RibicChristopher WaltonCraig McCann
Team KAHLANKaylin KopchoScott MokenArwen Wilson
2nd task - arrange time (about one hour) during which ALL team members & instructor (observer) can meet EVERY WEEK to review work & plan next week's activities.
MEET THIS WEEK
Team RAHL Paul HaugeSarah MansuettisTuan Tran
Team ZEDD Brandon RibicChristopher WaltonCraig McCann
Team KAHLANKaylin KopchoScott MokenArwen Wilson
3rd task - pick project
Projects
1. Roping in Ferritic Stainless Steels2. Formability of T409 Stainless Steel3. Localized Quench Strain Marks on Ferritic Stainless Steels4. Surface Evaluation on Bright Annealed Stainless Steels5. High Speed Steels by Powder Metallurgy6. Hip Prosthesis Materials and Processing7. Advanced Combat Mobility Concepts8. Characterization of Material Flow Around Different Friction-Stir Welding Pin Tools9. Heat Treatment of Titanium Alloy Forgings10. Heat Treatment of Titanium Alloy Castings11. Surface Modification of Magnesium Alloys for Wear and Corrosion Resistance 12. Friction Stir Welding Process13. Shot Peening Effects and Residual Stress Measurement in Ti Alloys
Projects
1. Roping in Ferritic Stainless Steels
Flat-rolled ferritic stainless steels (type 400s) are used widely in the automotive and appliance industries. These are prone to a defect called roping. Roping, or ridging, is a shape defect which is caused during a drawing operation. Roping is possibly caused by the texture of the material from casting, and the texture can be manipulated through hot and cold processing. The project: can roping be controlled or minimized through chemistry and hot/cold processing? Target grades: T409, T439, T436, T441.
2. Formability of T409 Stainless Steel
Type 409 flat-rolled ferritic stainless steel is used widely in the automotive industry for emission control systems. In today's automotive production environment, it is important that T409 can be used to form complex parts such as expanded tubes, connectors, and deep drawn catalytic converter heat shield and muffler caps. Currently, our sister company in Brazil, makes a superior T409 product as far as mechanical properties and roping are concerned. The project: how do the chemistry, refining steps, and hot rolling process influence the formability and affect roping defects.
Projects
3. Localized Quench Strain Marks on Ferritic Stainless Steels
Flat-rolled ferritic stainless steels (type 400s) are used widely in the casket industry. These are prone to a defect called strain-yield point elongation, or Luders bands. This localized strain defect is an aesthetic defect which can be induced when quenching the material after annealing. Localized strain looks like small xxx's that can be seen through thickness and can not be ground out. The project: can this strain be controlled or minimized through quenching modifications, or chemistry and hot rolling? Target grades: T409, T439, T441.
4. Surface Evaluation on Bright Annealed Stainless Steels
Flat-rolled austenitic and ferritic stainless steels (types 300s and 400s) with a bright annealed mirror finish are used widely in the automotive and appliance industries. There is no qualitative method of rating surface quality. Currently, the surface is inspected visually, and with a perthometer, which uses a stylus that measures surface roughness. The project: are there any other inexpensive techniques that can be used to define the surface quality? Target grades: T304, T434, T430.
Projects
5. High Speed Steels by Powder Metallurgy
BACKGROUNDYou and your teammates work for Nittany Powder Products, a division of Nittany Specialty Alloys, in the R&D laboratory. Your company's primary product is high-speed steel (HSS) bar and plate that is produced via powder metallurgy (PM). Your current manufacturing route is to air induction melt and atomize using N2 gas. The
loose powder is collected and screened to –100 mesh. The screened powder is then placed in mild C-steel cans. Lids are welded on the top and the cans are evacuated and degassed at 250F. Following the outgassing operation, the cans are shipped to Bodycote IMT in Andover, MA, for consolidation via hot isostatic pressing (HIP). The as-HIP'd cans are returned from your converter and then manufactured into long bar and plate product using the hot-working and finishing facilities of your parent company, Nittany Specialty Alloys. Your product is sold directly to your customer base using your own sales and distribution force, as well as distributors in regions where you do not have a presence.
Projects
5. High Speed Steels by Powder MetallurgyPROBLEMYour sales staff has been receiving feedback from your customers of problems with your PM HSS product. Specifically, the reports center on toughness issues with the material. As usual, the reports indicate that your competitors (Wolverine Metals and Buckeye Alloys) do not have this problem. Customers that purchase plate product and remove parts via wire electro-discharge machine (EDM) have indicated that your product must be cut at slower feeds and speeds compared to the competitors' material. There is also a much higher incidence of wire breaks with your product compared to your competitors' products. All of these issues result in reduced manufacturing efficiencies for your customers and ultimately in reduced sales for your product.
Your company has a goal to double its PM HSS sales over the next 3 years; however, the above referenced problem is viewed as an impediment to this corporate goal. You and your team have been charged with the task to understand what is causing the EDM machining problems with your product and to propose a solution that will allow Nittany Powder Products to overcome this technical obstacle and insure that the corporate sales goal is met. In addition, your team must develop a method to quantitatively monitor the process to assess the quality level of material once the root cause of the problem is identified. Any such testing or methodology should be incorporated into the process as early as possible in order to minimize the impact of non-compliant material.
Projects
6. Hip Prosthesis Materials and Processing
BACKGROUNDYou and your teammates are Product Development Engineers working in the R&D laboratory for Happy Valley Medical Products. Your company's primary product line is surgical needle wire and catheter packages. Sales for the past 2 years have been relatively flat. Your CEO, with the approval of the Board of Directors, has decided that it is time to offer a more diversified line of medical products. Market research has indicated that prosthetics for implant applications is growing at an annualized rate of 25% per year, and this trend is expected to continue as a result of the world's aging, but highly active population.
Projects
6. Hip Prosthesis Materials and Processing
PROBLEMHappy Valley Medical Products' new line of prosthetic implants will focus on joints, and your team has been charged with developing the implementation plan for hip joint implants. The primary requirement for this new product line is a completely finished product that is ready for implantation in the human body. You will need to consider the material to use, the method of primary manufacture and any necessary secondary finishing operations. Your CEO has given you free reign with regard to choosing materials and processing as long as the product is competitively priced. You will need to consider the following materials-related issues (1) bio-compatibility, (2) mechanical property performance (i.e., strength, ductility, toughness and fatigue) and (3) ease of fabricability. In addition, you will need to determine method of manufacture. Your options include, but are not limited to, (1) 100% machining from a long-bar product, (2) machining of forgings produced from long bar product and (3) near-net-shape P/M processes. Part of your charge will be to work with your vendors to establish specification limits for all stages of manufacture.
Projects
7. Advanced Combat Mobility Concepts
This project involves a literature search, documentation of concepts (perhaps some ProE modeling) and tying in to an ongoing program (CVM).
8. Characterization of Material Flow Around Different Friction-Stir Welding Pin Tools
This project involves a detailed literature search, understanding material flow descriptions, and relating them to features on tools.
9. Heat Treatment of Titanium Alloy Forgings
Conduct a literature search of the various heat treatments used for titanium forgings to optimize the yield strength, ductility, and ballistic performance. The heat treatment concepts are to be applied to produce a microstructure that should yield balanced mechanical properties to reduce the spalling of titanium forgings during ballistic impact.
Projects
10. Heat Treatment of Titanium Alloy Castings
Conduct a literature search on the various heat treatments of investment cast and rammed graphite titanium castings to improve the yield strength, fracture toughness and ductility. Apply phase transformation principles to produce a cast microstructure with a reduced amount of intergranular primary alpha and a fine alpha-beta microstructure with balanced mechanical properties for aerospace applications.
11. Surface Modification of Magnesium Alloys for Wear and Corrosion Resistance
Investigate the various surface modification processes used to modify the surface of magnesium alloys used in aerospace applications, specifically, applied surface modification/coating technologies to modify the surface of magnesium alloy ZE41A.
12. Friction Stir Welding Process
Investigate all possible metallurgical phenomena involved during friction stir welding processing of aluminum alloys. This includes metal behavior during deformation (stirring), tool material(s)/alloy interaction, effect of thermomechanical processing on the welded material microstructure. Apply metallurgical concepts to develop tools and possible processing routes to friction stir weld low alloy high strength steels such as HSLA-100.
Projects
13. Shot Peening Effects and Residual Stress Measurement in Ti Alloys
In recent years, we have made many more critical components from titanium alloys to use on military rotorcraft platforms such as the RAH-66 and V-22. Traditionally, similar components have been fabricated from HSLA (high strength low alloy) steels that are shot peened to increase fatigue life, a critical design characteristic for rotorcraft components. Current coupon testing, along with industry reports, indicate that: 1) shot peening titanium alloys may decrease fatigue life, and 2) traditional x-ray diffraction techniques to measure residual stress surface profiles yield invalid results because of large grains characteristic of the surface of titanium parts (surface texture).
We are currently making efforts to 1) understand the technical reasons for our apparently invalid residual stress data (there may be effects other than surface texture), 2) determine how (what method) to measure residual stresses on shot peened titanium (6Al-4V and 10-2-3 alloys), and 3) know how shot peening affects fatigue life of titanium alloys.
Projects
1. Roping in Ferritic Stainless Steels2. Formability of T409 Stainless Steel3. Localized Quench Strain Marks on Ferritic Stainless Steels4. Surface Evaluation on Bright Annealed Stainless Steels5. High Speed Steels by Powder Metallurgy6. Hip Prosthesis Materials and Processing7. Advanced Combat Mobility Concepts8. Characterization of Material Flow Around Different Friction-Stir Welding Pin Tools9. Heat Treatment of Titanium Alloy Forgings10. Heat Treatment of Titanium Alloy Castings11. Surface Modification of Magnesium Alloys for Wear and Corrosion Resistance 12. Friction Stir Welding Process13. Shot Peening Effects and Residual Stress Measurement in Ti Alloys
4th task - prepare for industry visit by finding out as much as possible about problem
4th task - prepare for industry visit by finding
out as much as possible about problem
Other things to do - check email to see when industry visit will be next week
4th task - prepare for industry visit by finding
out as much as possible about problem
Other things to do - check email to see when industry visit will be next week
Go through all 310 materials on website
Recommended