技術論文
44 富士ゼロックス テクニカルレポート No.22 2013
定着装置におけるトナー溶融変形プロセスのシミュレーション技術 Simulation Technology for Toner Melting Process in Fusing System 要 旨
デジタル印刷市場への拡大に伴い、電子写真装置へ
の高生産性や高画質に対する更なる要求がある。この
ため新たな定着器の開発が必要となるが、定着品質に
影響を及ぼすトナーの溶融変形プロセスの理解と制
御が重要となる。しかし、定着器内のトナーの溶融変
形プロセスを実験的に観察することは難しい。またシ
ミュレーション技術的にも非常に困難で、熱、トナー
粘弾性、トナーの固体から液体への相変化、流体など
複数の物理現象の相互作用とトナーの大変形を同時
に扱う必要がある。富士ゼロックスでは、CCUP法、
Leonovモデル、WLF則を統合化し独自の工夫を取り
入れることで、実際の定着器におけるトナー溶融シ
ミュレーション技術を業界に先駆けて確立した。その
結果、圧力分布や温度、速度がトナーの溶融変形挙動
に及ぼす影響を可視化できるようになった。これらの
成果は、設計構想や現象のメカニズム解明の場に活用
されている。その解析技術と事例について報告する。
Abstract
As the digital printing market expands, there is a growing demand for xerographic devices offering higher image quality and productivity. In order to develop a new fusing unit to meet this demand, it is important to understand and control the melting and deforming process of toner that affects fusing quality. However, it is difficult to actually observe that process in a fusing unit. Numerical simulation is also difficult, as various physical elements such as heat, the viscoelasticity of toner, phase change of toner from solid to liquid, fluid dynamics, as well as the large deformation of toner, must be carefully considered. Fuji Xerox has established the industry’s first toner melting simulation technology using the CCUP method, Leonov model, and WLF equation. This simulation technology can visualize the toner melting process as affected by pressure, temperature, and process speed, and is used in such areas as design conception.
執筆者 長谷部 恵(Satoshi Hasebe) 研究技術開発本部 マーキング技術研究所 (Marking Technology Laboratory, Research & Technology
Group)

技術論文
定着装置におけるトナー溶融変形プロセスのシミュレーション技術
富士ゼロックス テクニカルレポート No.22 2013 45
1. 緒言
電子写真装置のアートやプロダクション市場
などへの拡大に伴い、生産性やグロスなどの画
質、適用紙種などに対するニーズは多様化して
いる。このため、これらの画像品質を決定づけ
る定着システム開発の技術課題は、ますます大
きくなっている。
定着装置は、加熱部材と加圧部材で挟まれた
定着ニップ内において、熱と圧力の作用により
粉状のトナーを溶融変形させ、用紙に接着させ
る機能をもつ。この様子を図1に示す。まず、
室温でトナーが転写された用紙がニップに進入
すると、加熱ロールから熱が伝わってトナーと
用紙が加熱され、トナーの温度が上昇し溶融し
始める。更に、圧力の作用により変形が促進さ
れ、隣接するトナーが合一し、用紙へ接着する。
定着性やグロスなどの画像品質を決定づける
主な要因には、定着システムとトナー物性があ
り、定着システム要因には、温度、圧力分布、
速度、接触時間(デュエルタイム)、トナー要因
には粘弾性(溶けやすさ)がある(図2)。
これらの相互作用により、トナーの溶融変形
挙動が変化し、最終的に紙との定着性やトナー
表面の平滑性(グロス)が決まる。なお、圧力
分布は対象とする定着システムの要求仕様(生
産性や画質)に合うよう個別に設計されるが、
最適化の根拠を明確にすることが課題となって
いる。その他、グロスは定着システム以外の要
因にも影響する。例として、用紙特性(凹凸や
厚さなど)、用紙へのトナーの転写ばらつき、ト
ナー量および定着されたトナーがニップを出る
ときに作用する剥離ひずみなどがある。
よって、要求仕様に合わせて生産性や画質を
狙いどおり得るためには、定着システムのパラ
メーターや、トナー物性に起因したトナーの溶
融変形メカニズムを理解し、それらを制御する
ことが重要となる。
しかしながら、実験的手段によって定着ニッ
プ内のトナーの溶融プロセスを観測することは
難しい。このため、物理シミュレーションを用
いた現象解明が望まれていた。
そこで、富士ゼロックスでは、これらの課題
の重要性に着目し、業界に先駆けてトナー溶融
プロセスのシミュレーション技術の開発を行っ
てきた1) 2) 3)。
本報告では、これらの物理モデルとシミュ
レーション技術を解説するとともに、積層され
たトナー粒子が、熱と圧力により溶融変形する
プロセスのシミュレーション事例を示し、定着
性・画質に関係する温度、圧力、時間、圧力分
布形状などの定着パラメーターがどのように寄
与しているかについて考察する。
図1 定着プロセスの模式図 Schematic diagram of fusing process
加圧ロール
加熱ロール
圧力
20um
20um
熱未定着トナー
定着後トナー定着プロセス
図2 定着品質へ影響を及ぼす要因 Factors affecting fusing quality
トナーの溶融・変形挙動に影響
定着システム要因
定着品質へ影響
温度
G’(硬
さの
指標
)
トナー要因
位置
圧力
FBNF
圧力分布(形状・ピーク値)
設定温度 接触時間
粘弾性
溶けやすさ(硬さ)
用紙特性(凹凸)、転写ばらつき、トナー量など
はく離例:
Heat roller
Pressure Pad(Hard)
Pressure Pad(Soft)
Free Belt
低温
高温
技術論文
定着装置におけるトナー溶融変形プロセスのシミュレーション技術
46 富士ゼロックス テクニカルレポート No.22 2013
2. トナー溶融現象の物理モデル
2.1 物理プロセスと要求される解析技術
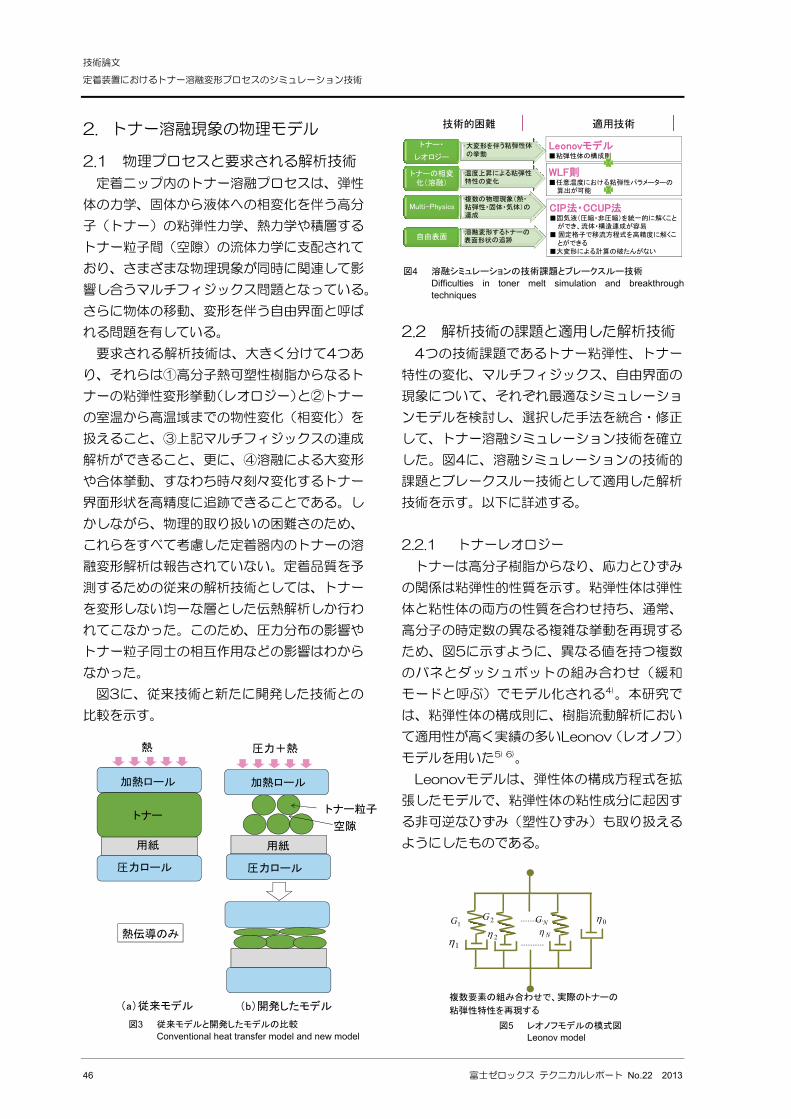
定着ニップ内のトナー溶融プロセスは、弾性
体の力学、固体から液体への相変化を伴う高分
子(トナー)の粘弾性力学、熱力学や積層する
トナー粒子間(空隙)の流体力学に支配されて
おり、さまざまな物理現象が同時に関連して影
響し合うマルチフィジックス問題となっている。
さらに物体の移動、変形を伴う自由界面と呼ば
れる問題を有している。
要求される解析技術は、大きく分けて4つあ
り、それらは①高分子熱可塑性樹脂からなるト
ナーの粘弾性変形挙動(レオロジー)と②トナー
の室温から高温域までの物性変化(相変化)を
扱えること、③上記マルチフィジックスの連成
解析ができること、更に、④溶融による大変形
や合体挙動、すなわち時々刻々変化するトナー
界面形状を高精度に追跡できることである。し
かしながら、物理的取り扱いの困難さのため、
これらをすべて考慮した定着器内のトナーの溶
融変形解析は報告されていない。定着品質を予
測するための従来の解析技術としては、トナー
を変形しない均一な層とした伝熱解析しか行わ
れてこなかった。このため、圧力分布の影響や
トナー粒子同士の相互作用などの影響はわから
なかった。
図3に、従来技術と新たに開発した技術との
比較を示す。
2.2 解析技術の課題と適用した解析技術
4つの技術課題であるトナー粘弾性、トナー
特性の変化、マルチフィジックス、自由界面の
現象について、それぞれ最適なシミュレーショ
ンモデルを検討し、選択した手法を統合・修正
して、トナー溶融シミュレーション技術を確立
した。図4に、溶融シミュレーションの技術的
課題とブレークスルー技術として適用した解析
技術を示す。以下に詳述する。
2.2.1 トナーレオロジー
トナーは高分子樹脂からなり、応力とひずみ
の関係は粘弾性的性質を示す。粘弾性体は弾性
体と粘性体の両方の性質を合わせ持ち、通常、
高分子の時定数の異なる複雑な挙動を再現する
ため、図5に示すように、異なる値を持つ複数
のバネとダッシュポットの組み合わせ(緩和
モードと呼ぶ)でモデル化される4)。本研究で
は、粘弾性体の構成則に、樹脂流動解析におい
て適用性が高く実績の多いLeonov(レオノフ)
モデルを用いた5) 6)。
Leonovモデルは、弾性体の構成方程式を拡
張したモデルで、粘弾性体の粘性成分に起因す
る非可逆なひずみ(塑性ひずみ)も取り扱える
ようにしたものである。
(a)従来モデル
圧力+熱
加熱ロール
用紙
圧力ロール
加熱ロール
用紙
圧力ロール
トナー
熱
熱伝導のみ
(b)開発したモデル
トナー粒子
空隙
図3 従来モデルと開発したモデルの比較 Conventional heat transfer model and new model
CIP法・CCUP法■固気液(圧縮・非圧縮)を統一的に解くこと
ができ、流体・構造連成が容易■ 固定格子で移流方程式を高精度に解くこ
とができる■大変形による計算の破たんがない
• 大変形を伴う粘弾性体の挙動
トナー・
レオロジー
•温度上昇による粘弾性特性の変化
トナーの相変化(溶融)
•複数の物理現象(熱・粘弾性・固体・気体)の連成
Multi-Physics
•溶融変形するトナーの表面形状の追跡自由表面
Leonovモデル■粘弾性体の構成則
WLF則■任意温度における粘弾性パラメーターの
算出が可能
技術的困難 適用技術
図4 溶融シミュレーションの技術課題とブレークスルー技術 Difficulties in toner melt simulation and breakthroughtechniques
1η
1G2η
2G
NηNG 0η
図5 レオノフモデルの模式図 Leonov model
複数要素の組み合わせで、実際のトナーの
粘弾性特性を再現する
技術論文
定着装置におけるトナー溶融変形プロセスのシミュレーション技術
富士ゼロックス テクニカルレポート No.22 2013 47
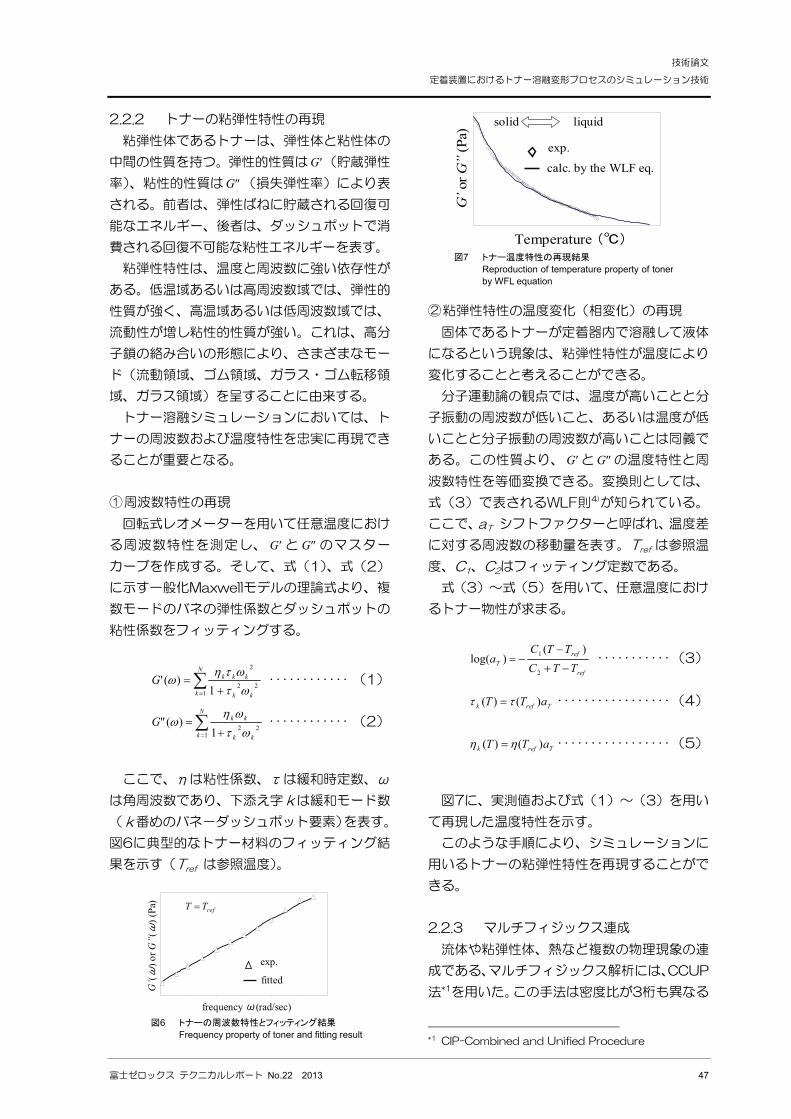
2.2.2 トナーの粘弾性特性の再現
粘弾性体であるトナーは、弾性体と粘性体の
中間の性質を持つ。弾性的性質は 'G (貯蔵弾性
率)、粘性的性質は "G (損失弾性率)により表
される。前者は、弾性ばねに貯蔵される回復可
能なエネルギー、後者は、ダッシュポットで消
費される回復不可能な粘性エネルギーを表す。
粘弾性特性は、温度と周波数に強い依存性が
ある。低温域あるいは高周波数域では、弾性的
性質が強く、高温域あるいは低周波数域では、
流動性が増し粘性的性質が強い。これは、高分
子鎖の絡み合いの形態により、さまざまなモー
ド(流動領域、ゴム領域、ガラス・ゴム転移領
域、ガラス領域)を呈することに由来する。
トナー溶融シミュレーションにおいては、ト
ナーの周波数および温度特性を忠実に再現でき
ることが重要となる。
① 周波数特性の再現
回転式レオメーターを用いて任意温度におけ
る周波数特性を測定し、 'G と "G のマスター
カーブを作成する。そして、式(1)、式(2)
に示す一般化Maxwellモデルの理論式より、複
数モードのバネの弾性係数とダッシュポットの
粘性係数をフィッティングする。
∑= +
=N
k kk
kkkG1
22
2
1)('
ωτωτη
ω ・・・・・・・・・・・・ (1)
∑= +
=N
k kk
kkG1
221)("
ωτωη
ω ・・・・・・・・・・・・ (2)
ここで、ηは粘性係数、τは緩和時定数、ω
は角周波数であり、下添え字kは緩和モード数
(k番めのバネ-ダッシュポット要素)を表す。
図6に典型的なトナー材料のフィッティング結
果を示す(Tref は参照温度)。
② 粘弾性特性の温度変化(相変化)の再現
固体であるトナーが定着器内で溶融して液体
になるという現象は、粘弾性特性が温度により
変化することと考えることができる。
分子運動論の観点では、温度が高いことと分
子振動の周波数が低いこと、あるいは温度が低
いことと分子振動の周波数が高いことは同義で
ある。この性質より、 'G と "G の温度特性と周
波数特性を等価変換できる。変換則としては、
式(3)で表されるWLF則4)が知られている。
ここで、aT シフトファクターと呼ばれ、温度差
に対する周波数の移動量を表す。Tref は参照温
度、C1、C2はフィッティング定数である。
式(3)~式(5)を用いて、任意温度におけ
るトナー物性が求まる。
ref
refT TTC
TTCa
−+
−−=
2
1 )()log( ・・・・・・・・・・・ (3)
Trefk aTT )()( ττ = ・・・・・・・・・・・・・・・・・ (4)
Trefk aTT )()( ηη = ・・・・・・・・・・・・・・・・・ (5)
図7に、実測値および式(1)~(3)を用い
て再現した温度特性を示す。
このような手順により、シミュレーションに
用いるトナーの粘弾性特性を再現することがで
きる。
2.2.3 マルチフィジックス連成
流体や粘弾性体、熱など複数の物理現象の連
成である、マルチフィジックス解析には、CCUP
法*1を用いた。この手法は密度比が3桁も異なる
*1 CIP-Combined and Unified Procedure
ω[rad/sec]
G’(
ω) o
r G”(
ω) (
Pa)
frequency ω(rad/sec)
refTT =
exp.
fitted
図6 トナーの周波数特性とフィッティング結果 Frequency property of toner and fitting result
temperature[℃]
log
G' [
Pa]
exp.
calc. by the WLF eq.
Temperature (℃)
G’o
r G”
(Pa)
solid liquid
図7 トナー温度特性の再現結果 Reproduction of temperature property of tonerby WFL equation

技術論文
定着装置におけるトナー溶融変形プロセスのシミュレーション技術
48 富士ゼロックス テクニカルレポート No.22 2013
ような系(圧縮・非圧縮)や固相・液相・気相
が混在する系を、同時に安定かつ高精度に解く
ことが可能である7)。従来の手法では、それぞ
れの方程式を別々に解き、界面における保存則
を満たすよう連立する必要があった。また、密
度比が大きいため解の振動や発散が生じ安定に
解析することが困難であった。
2.2.4 自由界面
溶融変形により、時々刻々変化するトナーの
表面形状を高精度に捕捉、追跡するには、移流
方程式の解法において、非物理的な数値誤差が
少なく、かつ大変形しても計算が破綻しない解
析手法が要求される。従来、有限差分法のよう
な、物体とともに計算格子点が移動しない固定
格子を用いた場合は、大変形による計算の破綻
はないが、数値誤差の蓄積により移動界面がぼ
やけるという問題があった。一方、有限要素法
のように、格子点が物体上にあり変形とともに
移動する場合は、大変形により格子がつぶれ計
算が破綻する問題があった8)。
本研究では、これらの課題を回避するため、
固定格子であるが数値拡散がほとんどなく、
時々刻々変化する界面形状を高精度に追跡でき
るCIP法*2を選択した7)。
3. トナー溶融シミュレーション
3.1 計算条件
定着ニップの構成として、ヒートロール3
層:アルミ、弾性層、コート層(PFA)、空気、
トナー、用紙の6層の物性を考慮した(図8)。
*2 Cubic-Interpolated Propagation
ここで、解析モデルを単純化するためヒート
ロールおよび用紙は剛体、用紙表面は平滑であ
ると仮定した。トナーは径6μmの円形で、最
密充填で積層しているとした。粘弾性解析の緩
和モードは4とし、低温域で計算が不安定にな
るため80℃以下では80℃の粘弾性物性を与え
た。温度の境界条件は、用紙下端、に断熱条件、
上端は一定温度で加熱とした。初期条件はヒー
トロールを定着温度、トナー、空気層、用紙を
それぞれ室温とした。計算格子は、トナー層で
細かく、その他の層では、温度勾配を考慮して
不等間隔とした矩形格子を使用した。ニップ圧
分布は、図9に示すFree Belt Nip Fuserの圧力
測定値を、上部境界に外力として与えた。
3.2 定着パラメーターによる溶融メカニ
ズムの考察
3.2.1 検証計算
表1に示す評価条件の組み合わせに対し溶融
シミュレーションを行い、同様の条件における
定着実験ベンチによる定着結果と、定着前後の
トナー高さ比(パイルハイト比)を比較した。
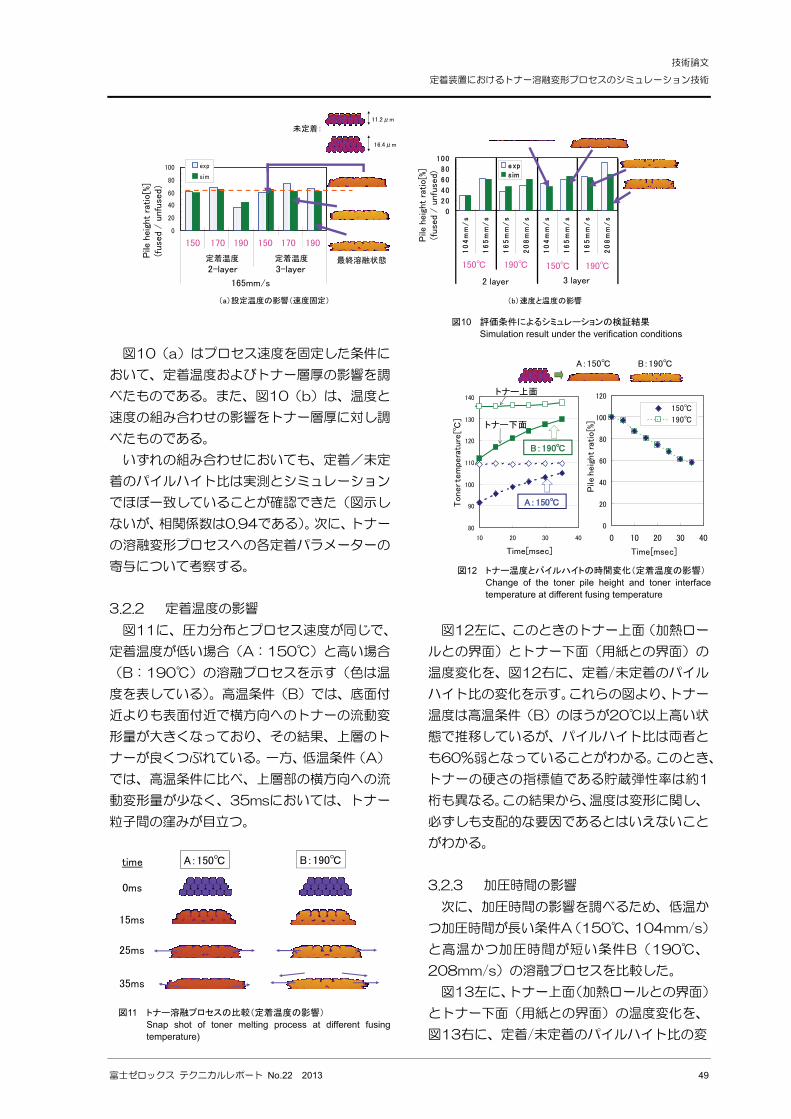
図10(a)、(b)に実測とシミュレーション
によるパイルハイト比およびシミュレーション
による最終定着形状を示す。
評価条件 水準
定着温度[℃] 150, 170, 190
プロセス速度[mm/s] 104, 165, 208
トナー層厚 2層, 3層
用紙
トナー
PFA
弾性層
アルミニウム・コア
空気
定着温度・圧力分布
加熱ロール
図8 計算条件 Calculation condition
Nip
Pre
ssur
e
Nip exit Nip inlet
Process direction
位置
ニップ入口ニップ出口
プロセス方向
圧力
表1 評価条件 Verification condition
図9 圧力分布条件 Nip pressure condition
技術論文
定着装置におけるトナー溶融変形プロセスのシミュレーション技術
富士ゼロックス テクニカルレポート No.22 2013 49
図10(a)はプロセス速度を固定した条件に
おいて、定着温度およびトナー層厚の影響を調
べたものである。また、図10(b)は、温度と
速度の組み合わせの影響をトナー層厚に対し調
べたものである。
いずれの組み合わせにおいても、定着/未定
着のパイルハイト比は実測とシミュレーション
でほぼ一致していることが確認できた(図示し
ないが、相関係数は0.94である)。次に、トナー
の溶融変形プロセスへの各定着パラメーターの
寄与について考察する。
3.2.2 定着温度の影響
図11に、圧力分布とプロセス速度が同じで、
定着温度が低い場合(A:150℃)と高い場合
(B:190℃)の溶融プロセスを示す(色は温
度を表している)。高温条件(B)では、底面付
近よりも表面付近で横方向へのトナーの流動変
形量が大きくなっており、その結果、上層のト
ナーが良くつぶれている。一方、低温条件(A)
では、高温条件に比べ、上層部の横方向への流
動変形量が少なく、35msにおいては、トナー
粒子間の窪みが目立つ。
図12左に、このときのトナー上面(加熱ロー
ルとの界面)とトナー下面(用紙との界面)の
温度変化を、図12右に、定着/未定着のパイル
ハイト比の変化を示す。これらの図より、トナー
温度は高温条件(B)のほうが20℃以上高い状
態で推移しているが、パイルハイト比は両者と
も60%弱となっていることがわかる。このとき、
トナーの硬さの指標値である貯蔵弾性率は約1
桁も異なる。この結果から、温度は変形に関し、
必ずしも支配的な要因であるとはいえないこと
がわかる。
3.2.3 加圧時間の影響
次に、加圧時間の影響を調べるため、低温か
つ加圧時間が長い条件A(150℃、104mm/s)
と高温かつ加圧時間が短い条件B(190℃、
208mm/s)の溶融プロセスを比較した。
図13左に、トナー上面(加熱ロールとの界面)
とトナー下面(用紙との界面)の温度変化を、
図13右に、定着/未定着のパイルハイト比の変
0
20
40
60
80
100
150℃ 170℃ 190℃ 150℃ 170℃ 190℃
2layer 3layer
165mm/s
Pile h
eig
ht
rati
o[%
]
(fu
sed/unfu
sed)
exp
sim
Pile
hei
ght
ratio[%
](f
used
/ u
nfus
ed)
165mm/s
3-layer2-layer
150 170 190 150 170 190
未定着:11.2μm
16.4μm
最終溶融状態定着温度 定着温度
(a)設定温度の影響(速度固定)
0
20
40
60
80
100
10
4m
m/
s
16
5m
m/
s
16
5m
m/
s
20
8m
m/
s
10
4m
m/
s
16
5m
m/
s
16
5m
m/
s
20
8m
m/
s
1 5 0℃ 190℃ 150℃ 190℃
2 laye r 3 laye r
e xpsim
2 layer 3 layer
150℃
Pile
heig
ht
ratio[%
](f
use
d /
unf
used)
190℃ 150℃ 190℃
(b)速度と温度の影響
図10 評価条件によるシミュレーションの検証結果 Simulation result under the verification conditions
0ms
time B:190℃A:150℃
15ms
25ms
35ms
図11 トナー溶融プロセスの比較(定着温度の影響) Snap shot of toner melting process at different fusingtemperature)
80
90
100
110
120
130
140
10 20 30 40
time [msec]
To
ne
r te
mp
era
ture
[℃
]
A:150℃ B:190℃
B:190℃
A:150℃
トナー下面
Toner te
mpe
ratu
re[℃
]
Time[msec]
0
20
40
60
80
100
120
0 10 20 30 40
time [msec]
Pile
heig
ht
rati
o [
%]
150℃
190℃
Pile
heig
ht ra
tio[%
]
Time[msec]
トナー上面
図12 トナー温度とパイルハイトの時間変化(定着温度の影響)
Change of the toner pile height and toner interfacetemperature at different fusing temperature

技術論文
定着装置におけるトナー溶融変形プロセスのシミュレーション技術
50 富士ゼロックス テクニカルレポート No.22 2013
化を示す。これらの図より、トナーが吸収する
全熱エネルギーは高温・高速条件Bのほうが多
いにもかかわらず、パイルハイト比は条件Aよ
りも大きく、変形量が少なくなっていることが
わかる。
このことから、トナーの変形量は加圧時間の
寄与が大きいといえる。粘性によるひずみは時
間の関数で表されるので、この結果はトナーの粘
性的性質が効いているためであると考えられる。
3.2.4 圧力分布形状の影響
次に、圧力分布形状による溶融変形挙動への
影響を調べる。
① 圧力分布形状
図14に示すように、仮想的に①フラット、②
1ピーク、③2ピーク、④3ピークをもつ圧力分
布を作成し、分布形状による溶融変形への影響
を調べる。なお、平均圧力はすべての条件で同
じとなるようにした。
② 解析結果
図15に、各圧力分布における溶融状態の時間
変化を示す。これより、フラットな圧力分布で
は、パイルハイトはやや高く、表面におけるト
ナーの粒界が目立っていることがわかる。これ
は、ピーク圧が小さいためである。しかしトナー
用紙界面におけるトナーの密着状態は、最もよ
くなっていることがわかる。
一方、圧力ピーク数が多い場合は、ピーク圧
が温度の高い(粘弾性が低い)後半に作用する。
このため、変形に対し有利になると思われるが、
反対に、トナー表面における粒子界面の凹凸や
用紙界面における空隙の存在の目立ち、変形プ
ロセスに差が生じていることがわかる。
図16左に、トナー上面(加熱ロールとの界面)
とトナー下面(用紙との界面)の温度変化を、
図16右に、定着/未定着のパイルハイト比の変
化を示す。定着温度と平均圧力が同じため、い
0
20
40
60
80
100
120
0 10 20 30 40 50 60
time [msec]
Pile
heig
ht
rati
o [
%]
150℃, 104mm/s
190℃, 208mm/s
BA
Pile
heig
ht
ratio[
%]
A
B
Time[msec]
80
90
100
110
120
130
140
10 20 30 40 50 60
time [msec]
Ton
er
tem
per
atur
e [℃
]Ton
er
tem
pera
ture
[℃]
B
A
Time[msec]
surface
bottom
surface
bottom
図13 トナー温度とパイルハイトの時間変化(定着時間の影響)
Change of the toner pile height and toner interfacetemperature at different dwell time
0.E+00
1.E+05
2.E+05
3.E+05
4.E+05
5.E+05
6.E+05
0 10 20 30 40 50
time[msec]
Nip
pre
ssure
[P
a]
図14 圧力分布形状の条件 Nip pressure profile condition(flat, 1-peak, 2-peaks, 3-peaks)
1peak
15ms
25ms
35ms
48ms
flat 2peaks 3peaks
図15 トナー溶融プロセスの比較(圧力分布形状の影響) Comparison of the toner melting process at various nip pressure profiles
60
70
80
90
100
110
0 10 20 30 40 50
time[msec]
Toner
tem
pera
ture
[℃]
0
20
40
60
80
100
120
0 10 20 30 40 50
time[msec]
Pile h
eig
ht
rati
o[%
]
f lat
1peak
2peak
3peak
surface
bottom
図16 トナー温度とパイルハイトの時間変化(圧力分布形状の影響)
Change of the toner pile height and toner interfacetemperature at various nip pressure profiles
技術論文
定着装置におけるトナー溶融変形プロセスのシミュレーション技術
富士ゼロックス テクニカルレポート No.22 2013 51
ずれの圧力条件においてもトナー上面の温度変
化やパイルハイトに大きな差はない。
ここで、各圧力分布の時間変化率(加圧速度)
という指標を導入すると、ピーク数が多いほど
指標値は大きくなる。この指標値と周波数を対
応させると、トナー粘弾性の周波数特性より、
指標値が大きいほどトナーの粘弾性が見かけ上
高くなると理解できる。よって、圧力分布の時
間変化率が、溶融変形挙動の差に影響している
ことが示唆される。
4. まとめ
本報告では、新たに開発した定着ニップ内の
トナー溶融挙動の物理とシミュレーション技術
を解説するとともに、シミュレーションの適用
事例として、溶融変形挙動への定着温度、圧力
分布、プロセス速度(時間)の寄与ついて考察
を行った。
本シミュレーション技術によって、上記定着
パラメーターの影響を可視化できるようになり、
定着後のトナー表面状態や用紙との密着度合い
から、グロスや定着強度を予測することが可能
となりつつある。
今後は、ひずみや応力などの解析データを用
い、溶融変形と定着性、画質の定量化を行うこ
と、転写ばらつきや用紙表面性を考慮した画像
構造の予測などを実施予定である。その結果と
して、開発プロセスの効率化に寄与することを
狙いとしている。
5. 参考文献
1) 長谷部 恵, “定着ニップ内のトナー溶融シ
ミュレーション”, Imaging Conference
Japan 2007 論文集, 日本画像学会,
pp.195-198.
2) 長谷部 恵, “トナーレオロジーを考慮した
シミュレーションによるトナー溶融変形プ
ロ セ ス へ の 定 着 パ ラ メ ー タ の 影 響 ”,
Imaging Conference Japan 2010 論
文集, 日本画像学会, pp.195-198.
3) 長谷部 恵, “定着トナー溶融プロセスの数
値シミュレーション”, 日本画像学会誌,9,
pp.182-190 (2010).
4) 日本レオロジー学会編, “講座・レオロジー”,
高分子刊行会 (1992).
5) A.I. Leonov, E.H. Lipkina, E.D. Paskhin,
and A.N. Prokunin, “ Theoretical and
experimental investigation of shearing
in elastic polymer liquids”, Rheologica
Acta, 15, pp.411-426 (1976).
6) 高橋雅興, “高分子液体の構成方程式の新展
開 ”, 日 本 レ オ ロ ジ ー 学 会 誌 , 16,
pp.53-65 (1988).
7) T. Yabe, F. Xiao, and T. Utsumi, “The
Constrained Interpolation Profile
Method for Multiphase Analysis”,
Journal of Computational Physics,
169, pp.556-593 (2001).
8) 功刀資彰, “自由界面を含む多相流の直接数
値解析法”, 日本機械学会論文集B編, 63,
609, pp.1576-1584 (1997).
6. 出典
本 稿 は 日 本 画 像 学 会 “Imaging
Conference JAPAN 2010”論文集と日本
画像学会誌、第9巻, 第3号, pp.182-190
(2010)の内容を再構成したものである。本稿
の著作権は日本画像学会が有する。
筆者紹介
長谷部 恵 研究技術開発本部 マーキング技術研究所に所属
専門分野:計算力学、熱流体力学、機械工学、マーキングプロセス
の物理シミュレーション
Recommended

















