
CoER : Biofuels Department of Microbiology • Faculty of Natural Sciences
UNIVERSITEIT • STELLENBOSCH • UNIVERSITY
jou kennisvennoot • your knowledge partner
Production of biofuels from
cellulosic industrial waste streams
WH (Emile) Van Zyl & Johann F Görgens
Department of Microbiology, University of Stellenbosch,
Private Bag X1, Matieland 7602, South Africa
2
CoER : Biofuels (members)
Microbiology
Chem Eng Proc Eng
3
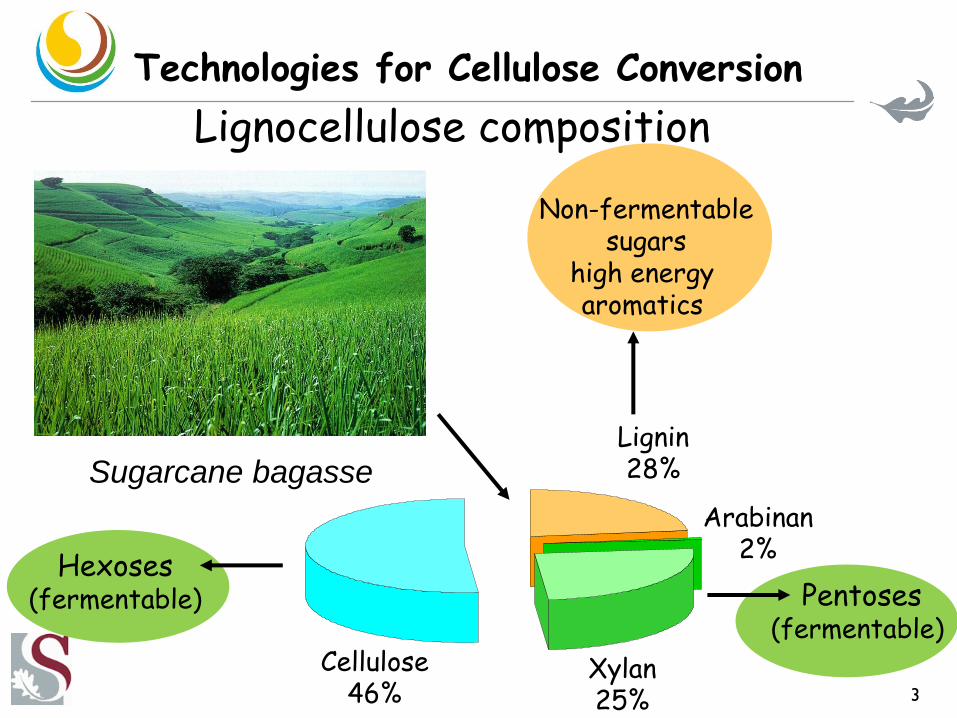
Lignocellulose composition
Sugarcane bagasse Lignin 28%
Arabinan 2%
Xylan 25%
Cellulose 46%
Hexoses (fermentable) Pentoses
(fermentable)
Non-fermentable sugars
high energy aromatics
Technologies for Cellulose Conversion
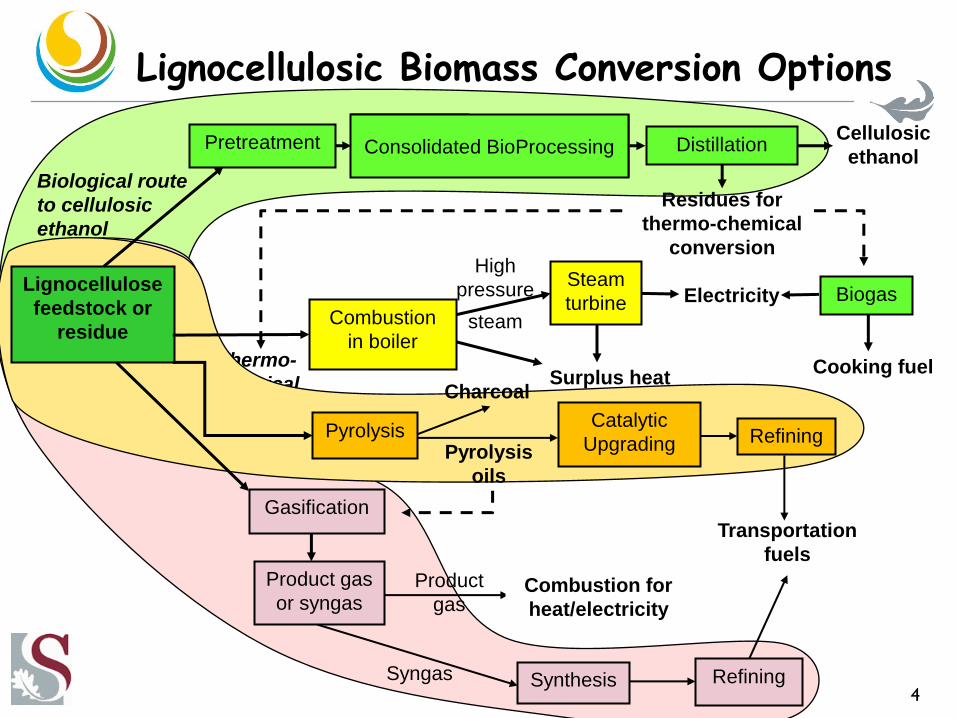
Thermo-
chemical
routes
4
Lignocellulose
feedstock or
residue
Pyrolysis Pyrolysis
oils
Charcoal
Transportation
fuels
Catalytic
Upgrading Refining
Gasification
Product gas
or syngas
Syngas
Combustion for
heat/electricity
Product
gas
Synthesis Refining
Pretreatment Enzymatic
hydrolysis
Fermentation
to ethanol Distillation
Biological route
to cellulosic
ethanol
Cellulosic
ethanol
Residues for
thermo-chemical
conversion
Consolidated BioProcessing
Combustion
in boiler
High
pressure
steam
Surplus heat
Steam
turbine Electricity Biogas
Cooking fuel
Lignocellulosic Biomass Conversion Options
5
Microbial conversion of cellulose to ethanol
Sustainable Biofuels
6
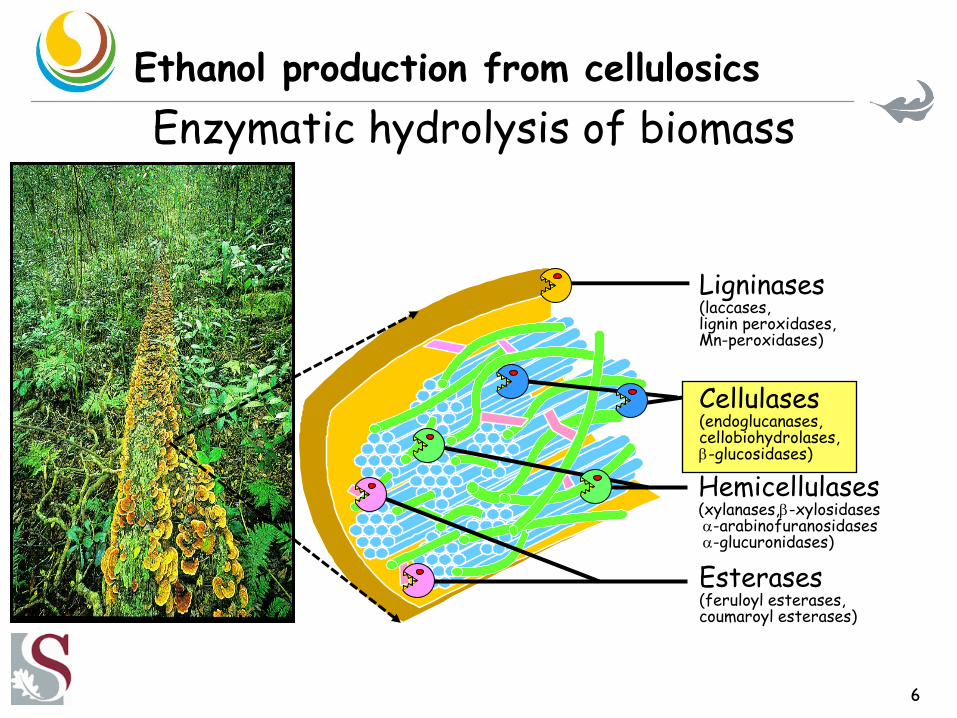
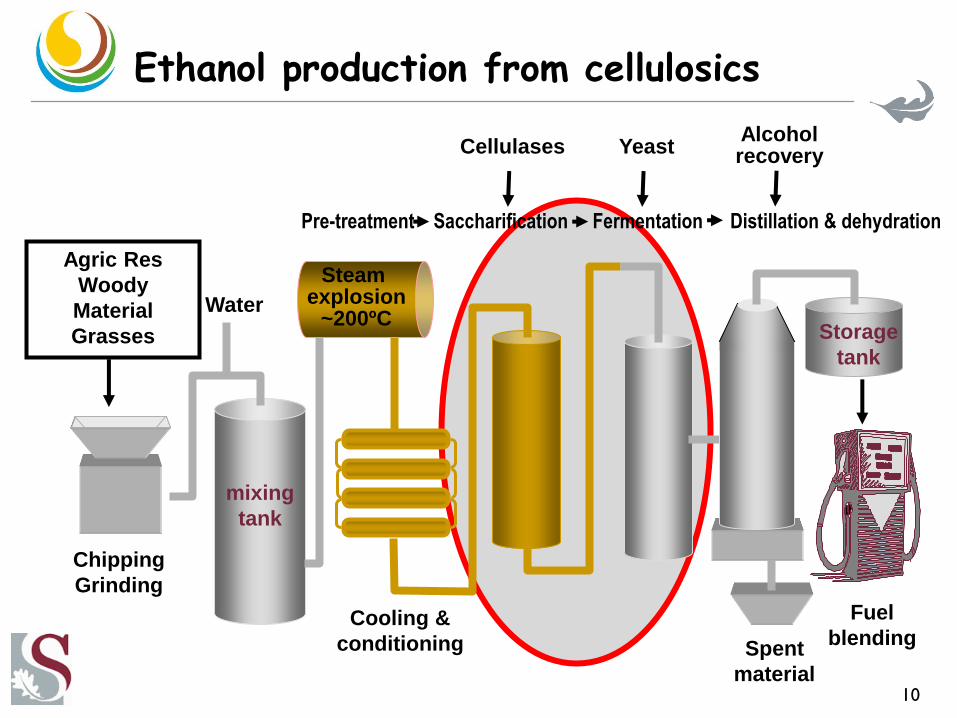
Ethanol production from cellulosics
Enzymatic hydrolysis of biomass
Ligninases (laccases, lignin peroxidases, Mn-peroxidases)
Cellulases (endoglucanases, cellobiohydrolases, -glucosidases)
Hemicellulases (xylanases,-xylosidases -arabinofuranosidases -glucuronidases)
Esterases (feruloyl esterases, coumaroyl esterases)
7
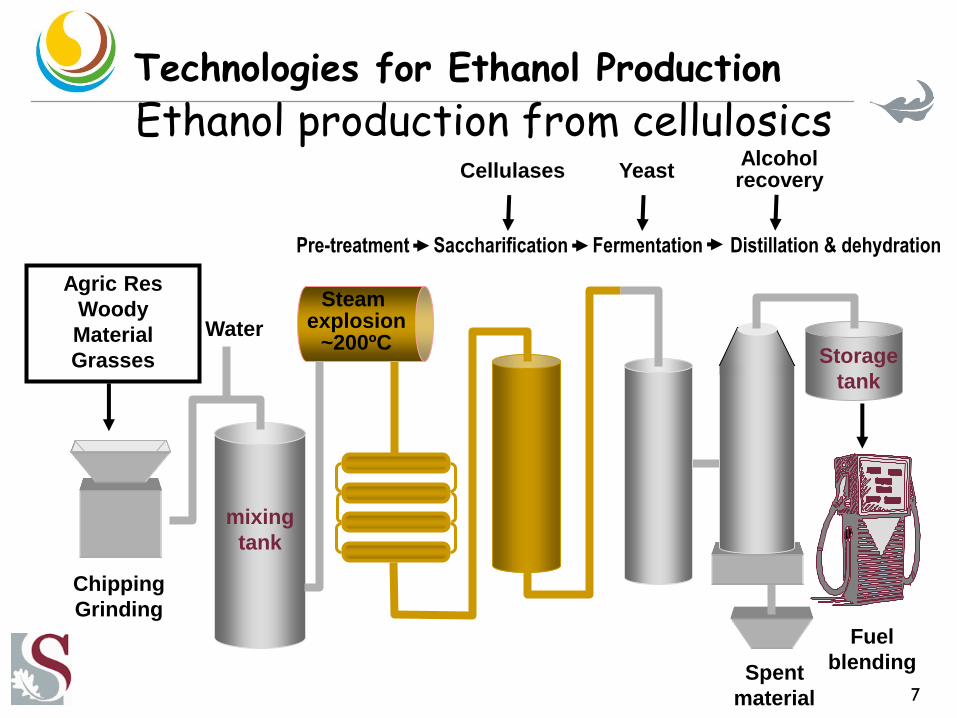
Ethanol production from cellulosics
Spent
material
Pre-treatment
Chipping
Grinding
Agric Res
Woody
Material
Grasses
Water
mixing
tank
Steam explosion
~200ºC
Cellulases
Fuel
blending
Saccharification
Alcohol recovery
Distillation & dehydration
Storage
tank
Yeast
Fermentation
Technologies for Ethanol Production
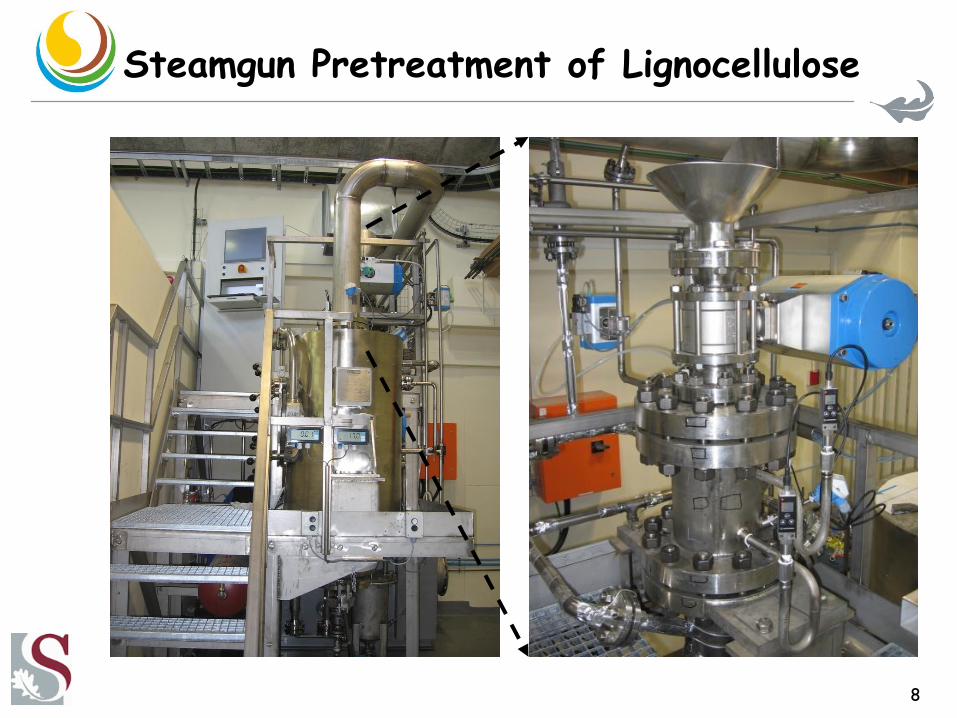
Steamgun Pretreatment of Lignocellulose
8
9
Consolidated BioProcessing (CBP)
10
Pre-treatment
Cooling &
conditioning
Chipping
Grinding
Agric Res
Woody
Material
Grasses
Water
mixing
tank
Steam explosion
~200ºC
Cellulases
Saccharification
Yeast
Fermentation
Ethanol production from cellulosics
Spent
material
Fuel
blending
Alcohol recovery
Distillation & dehydration
Storage
tank
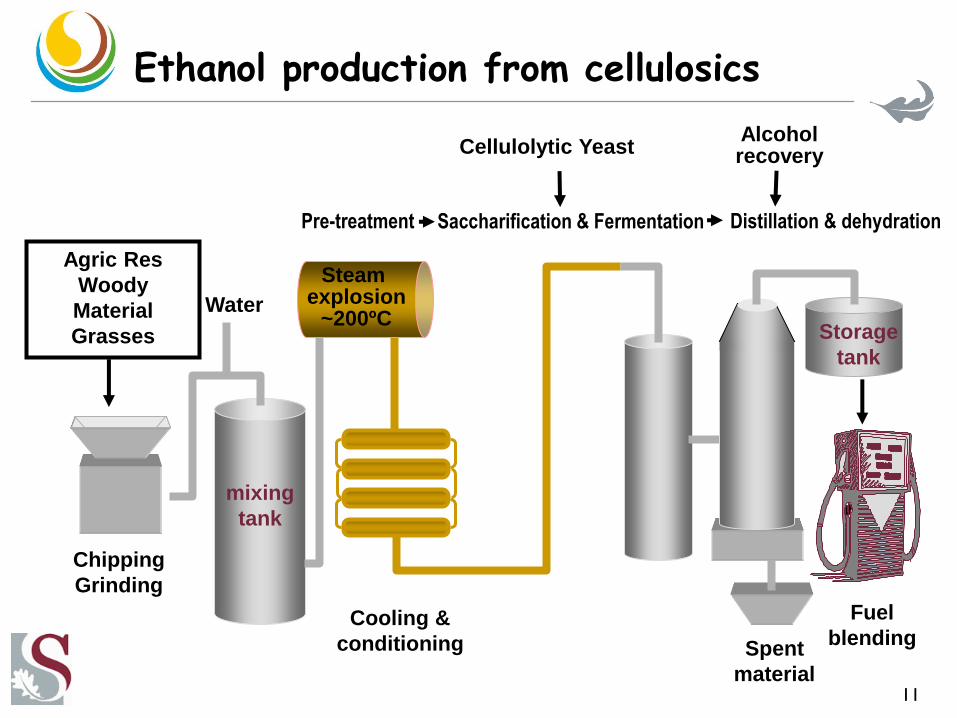
Cellulolytic Yeast
Saccharification & Fermentation
Ethanol production from cellulosics
11
Spent
material
Fuel
blending
Alcohol recovery
Distillation & dehydration
Storage
tank
Pre-treatment
Cooling &
conditioning
Chipping
Grinding
Agric Res
Woody
Material
Grasses
Water
mixing
tank
Steam explosion
~200ºC
12
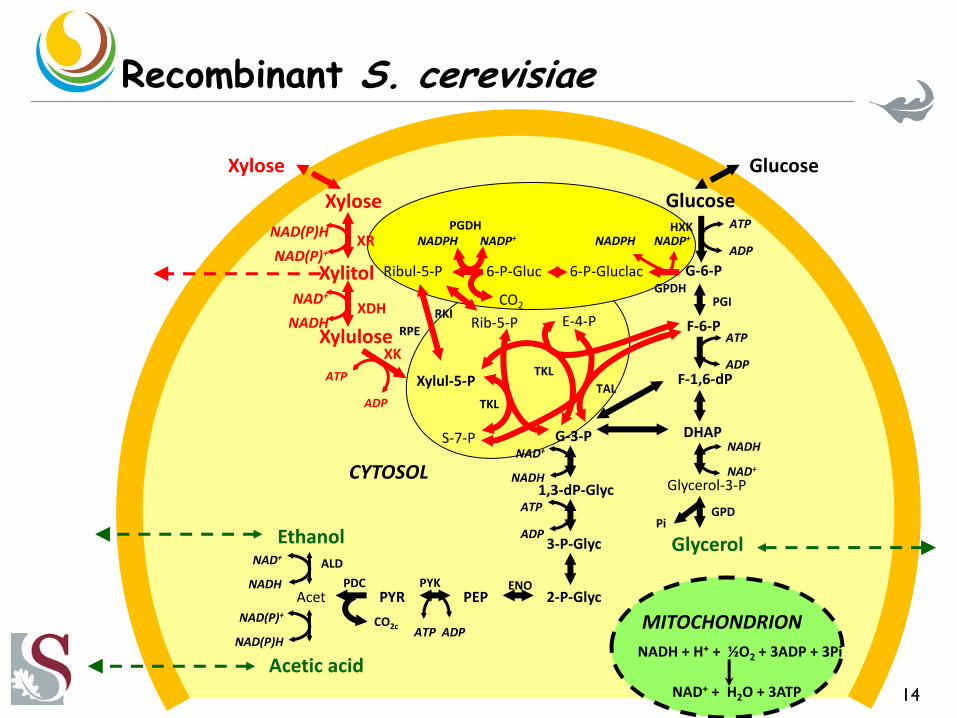
Xylose utilization by yeast
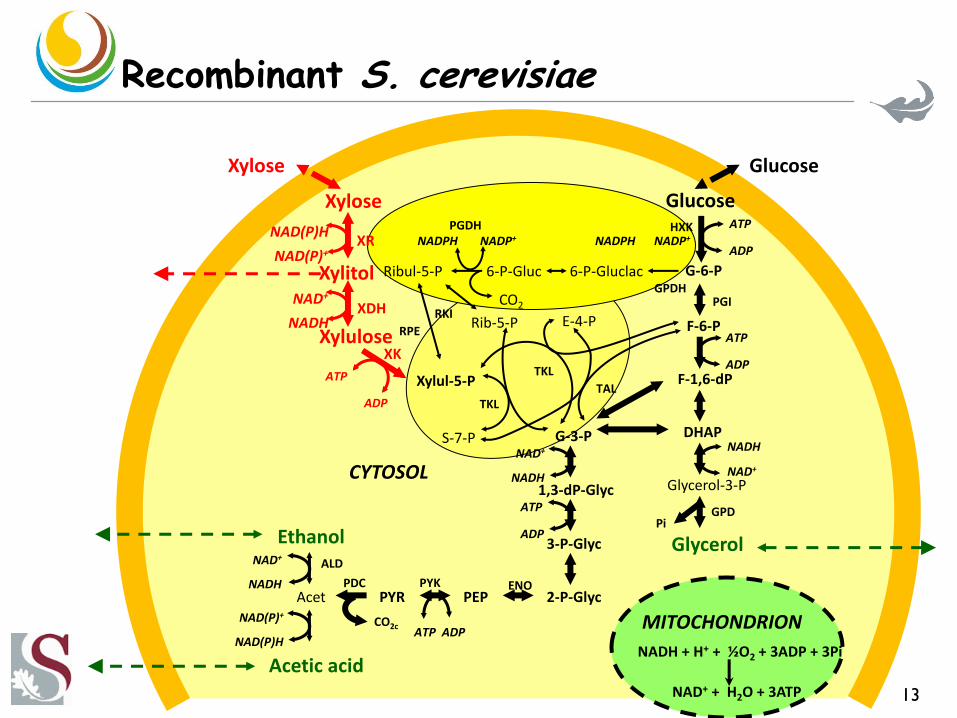
Recombinant S. cerevisiae
G-6-P
F-6-P
F-1,6-dP
DHAP
Glycerol-3-P
Glycerol
G-3-P
1,3-dP-Glyc
3-P-Glyc
2-P-Glyc PEP PYR
Ethanol
Acet
Acetic acid
E-4-P
S-7-P
Xylul-5-P
Xylulose
Glucose
Ribul-5-P 6-P-Gluc 6-P-Gluclac
Rib-5-P
NADH + H+ + ½O2 + 3ADP + 3Pi
NAD+ + H2O + 3ATP
MITOCHONDRION
ATP
ADP
NADPH NADP+ NADPH NADP+
CO2
ADP
ATP
NAD+
NADH NAD+
NADH
ADP
ATP
NAD+
NADH
Pi
XK
RPE
RKI
TKL
TKL
TAL
PGI
HXK
GPD
ENO PYK PDC
ALD
NAD(P)+
NAD(P)H
CYTOSOL
Glucose
ADP
ATP
Xylose
Xylitol NAD+
NADH
XR
XDH
Xylose
NAD(P)H
NAD(P)+
ADP ATP CO2c
GPDH
PGDH
13
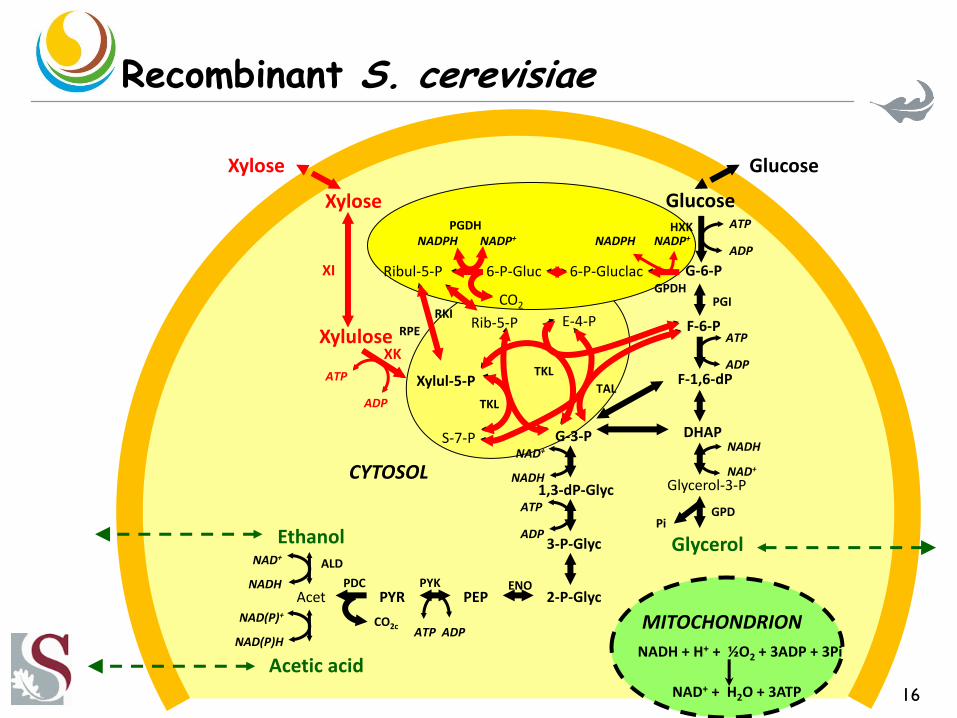
Recombinant S. cerevisiae
G-6-P
F-6-P
F-1,6-dP
DHAP
Glycerol-3-P
Glycerol
G-3-P
1,3-dP-Glyc
3-P-Glyc
2-P-Glyc PEP PYR
Ethanol
Acet
Acetic acid
E-4-P
S-7-P
Xylul-5-P
Xylulose
Glucose
Ribul-5-P 6-P-Gluc 6-P-Gluclac
Rib-5-P
NADH + H+ + ½O2 + 3ADP + 3Pi
NAD+ + H2O + 3ATP
MITOCHONDRION
ATP
ADP
NADPH NADP+ NADPH NADP+
CO2
ADP
ATP
NAD+
NADH NAD+
NADH
ADP
ATP
NAD+
NADH
Pi
XK
RPE
RKI
TKL
TKL
TAL
PGI
HXK
GPD
ENO PYK PDC
ALD
NAD(P)+
NAD(P)H
CYTOSOL
Glucose
ADP
ATP
Xylose
Xylitol NAD+
NADH
XR
XDH
Xylose
NAD(P)H
NAD(P)+
ADP ATP CO2c
GPDH
PGDH
14
xylose fermentation to ethanol
My laboratory, in collaboration with Barbel Hahn-Hägerdal in Sweden,
were one of the first to develop a xylose-fermenting yeast (TMB3400),
today several are available. 15
Recombinant S. cerevisiae
G-6-P
F-6-P
F-1,6-dP
DHAP
Glycerol-3-P
Glycerol
G-3-P
1,3-dP-Glyc
3-P-Glyc
2-P-Glyc PEP PYR
Ethanol
Acet
Acetic acid
E-4-P
S-7-P
Xylul-5-P
Xylulose
Glucose
Ribul-5-P 6-P-Gluc 6-P-Gluclac
Rib-5-P
NADH + H+ + ½O2 + 3ADP + 3Pi
NAD+ + H2O + 3ATP
MITOCHONDRION
ATP
ADP
NADPH NADP+ NADPH NADP+
CO2
ADP
ATP
NAD+
NADH NAD+
NADH
ADP
ATP
NAD+
NADH
Pi
XK
RPE
RKI
TKL
TKL
TAL
PGI
HXK
GPD
ENO PYK PDC
ALD
NAD(P)+
NAD(P)H
CYTOSOL
Glucose
ADP
ATP
Xylose
XI
Xylose
ADP ATP CO2c
GPDH
PGDH
16
17
Expression of cellulases in yeast
18
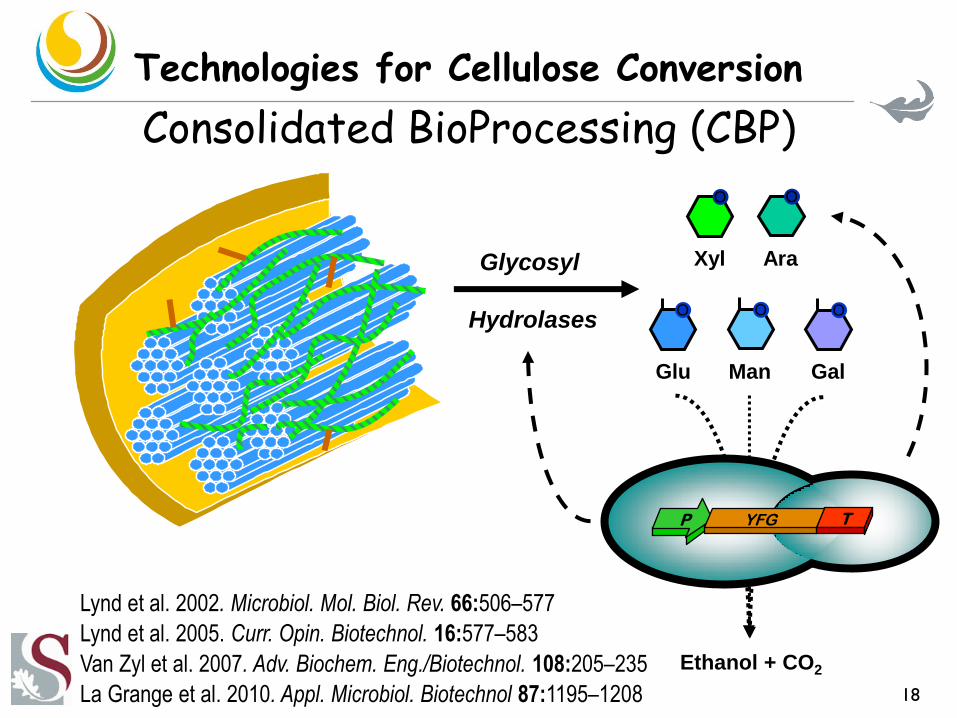
Consolidated BioProcessing (CBP)
O O
O
O
O
Glu Man Gal
Xyl Ara
Ethanol + CO2
P T YFG
Glycosyl
Hydrolases
Technologies for Cellulose Conversion
Van Zyl et al. 2007. Adv. Biochem. Eng./Biotechnol. 108:205–235
La Grange et al. 2010. Appl. Microbiol. Biotechnol 87:1195–1208
Lynd et al. 2002. Microbiol. Mol. Biol. Rev. 66:506–577
Lynd et al. 2005. Curr. Opin. Biotechnol. 16:577–583
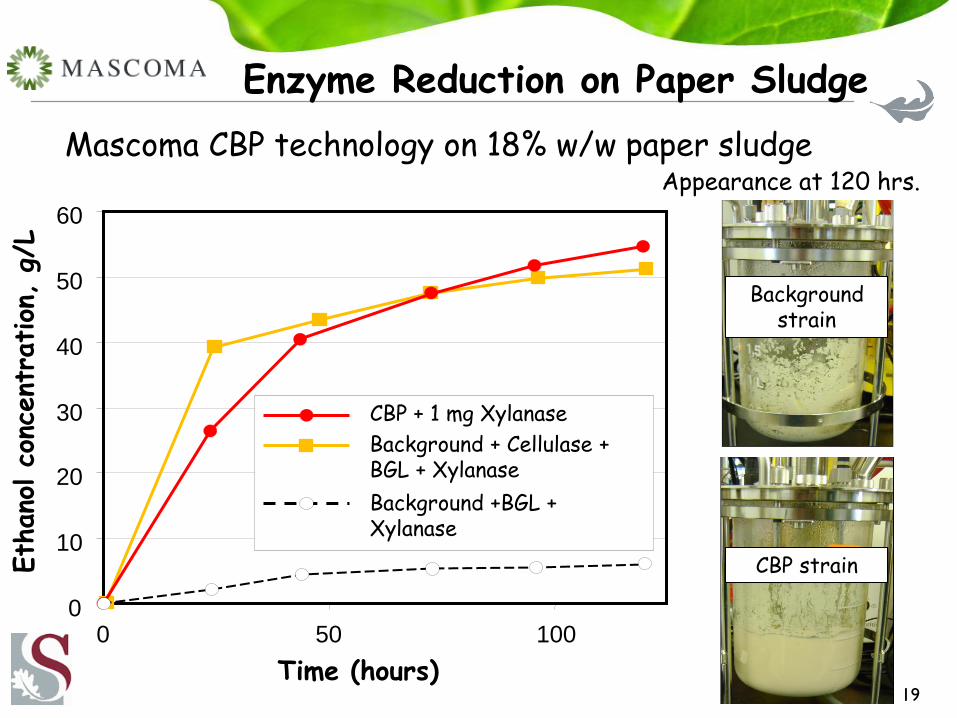
Background strain
Appearance at 120 hrs.
CBP strain
0
10
20
30
40
50
60
0 50 100
Eth
ano
l co
ncent
ration
, g/
L
Time (hours)
CBP + 1 mg Xylanase
Background +BGL + Xylanase
Background + Cellulase + BGL + Xylanase
Mascoma CBP technology on 18% w/w paper sludge
Enzyme Reduction on Paper Sludge
19
20
Converting Paper Sludge to Cellulosic Ethanol and Biogas
21
The problem
Paper sludge is waste from paper production and recycling
Contains degraded cellulose fibres
15 to 50 dry tons per day per site going to landfill
Landfill costs are high
Environmental impact
Limits landfill space Reduce Water to landfill (+60% moisture) Reduce methane release at landfill
22
The solution
Transform waste into green transport fuel Mitigate environmental impacts with
attractive returns
Convert paper sludge to bio-ethanol with CBP Avoid high enzyme costs (critical for
viability) Reduce waste to landfill (50%) (GHG, space) Reduce water content and water to landfill Does not impact on food production Ethanol is a green replacement for fossil fuel
23
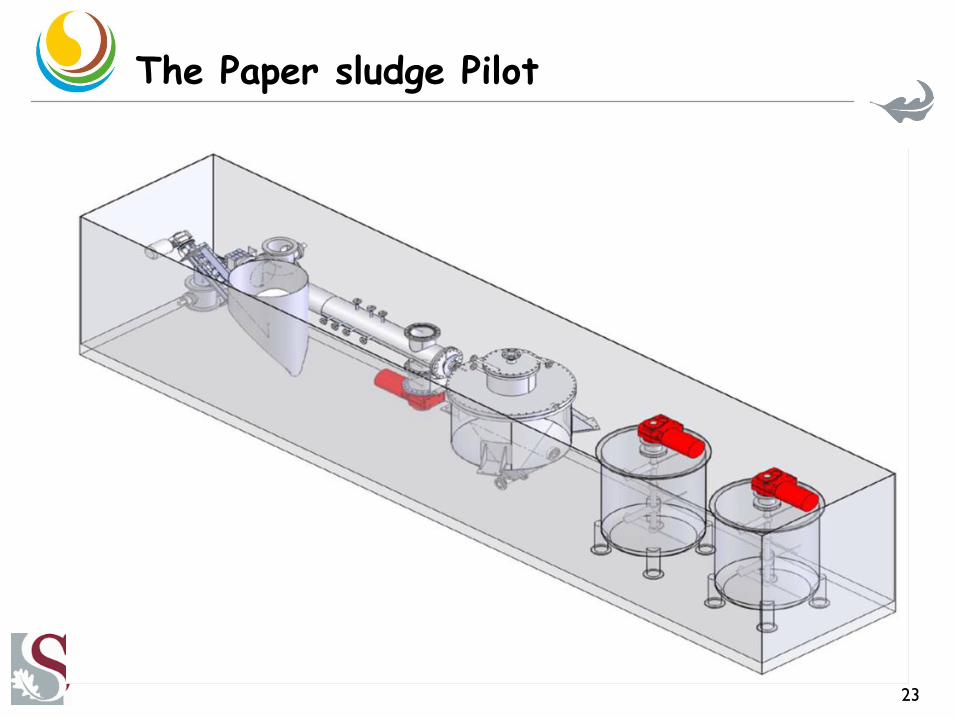
The Paper sludge Pilot
24
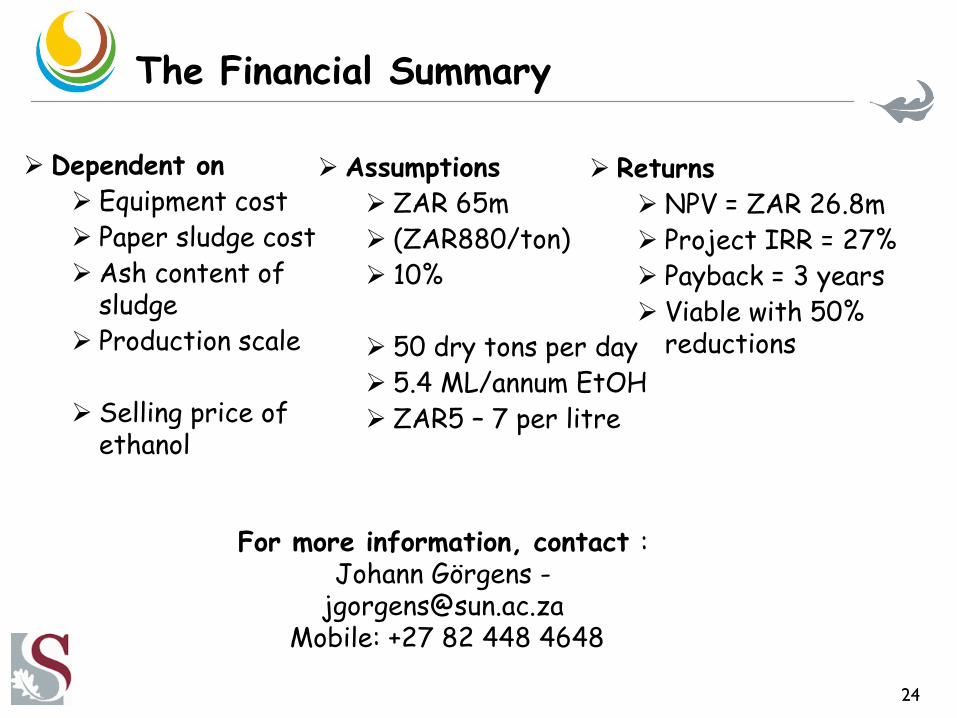
The Financial Summary
Dependent on
Equipment cost Paper sludge cost Ash content of
sludge Production scale
Selling price of
ethanol
Assumptions
ZAR 65m (ZAR880/ton) 10%
50 dry tons per day 5.4 ML/annum EtOH ZAR5 – 7 per litre
Returns
NPV = ZAR 26.8m Project IRR = 27% Payback = 3 years Viable with 50%
reductions
For more information, contact : Johann Görgens -
[email protected] Mobile: +27 82 448 4648
25
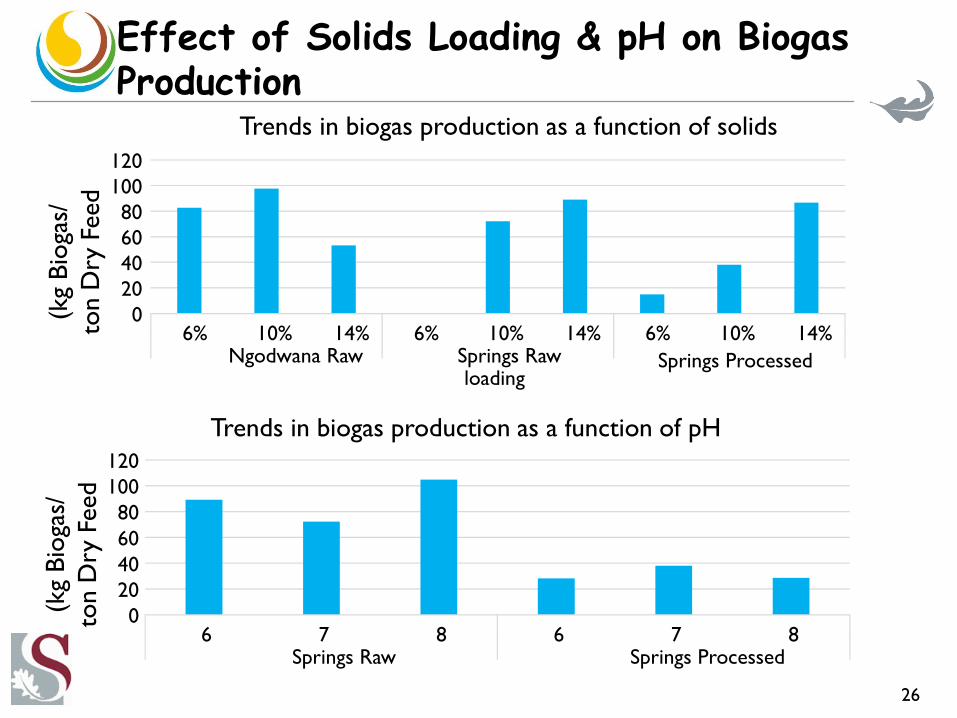
• Feedstock:
• Ngodwana Raw
• Virgin Paper Mill Sludge
• Springs Raw
• Recycled Paper Mill Sludge
• Springs Processed
• Residues from ethanol fermentation of Raw Springs
• Inoculum:
• Mesophilic mixed culture sourced from SAB’s Newlands Brewery Anaerobic Digester
Production of biogas from paper sludge
26
Effect of Solids Loading & pH on Biogas Production
0
20
40
60
80
100
120
6% 10% 14% 6% 10% 14% 6% 10% 14% Ngodwana Raw Springs Raw Springs Processed
Trends in biogas production as a function of solids
loading
(kg
Bio
gas/
ton D
ry F
eed
0
20
40
60
80
100
120
6 7 8 6 7 8 Springs Raw Springs Processed
Trends in biogas production as a function of pH
(kg
Bio
gas/
ton D
ry F
eed
27
Combined ethanol and Biogas production
• Viability of Combined Ethanol and Biogas Production
• Production of Processed sludge generally lower than the raw sludge, however the processed sludge shows promise at higher solids loading – add value to ethanol production
• Difference between maximum biogas production for processed and unprocessed sludge small
• Water Recovery
• Marginally poorer performance for processed sludges, but benefits need to be considered
• Use as composting material
• All the samples give promising results with C:N ratios lying between 9 and 15 – will provide high nitrogen feedstock
28
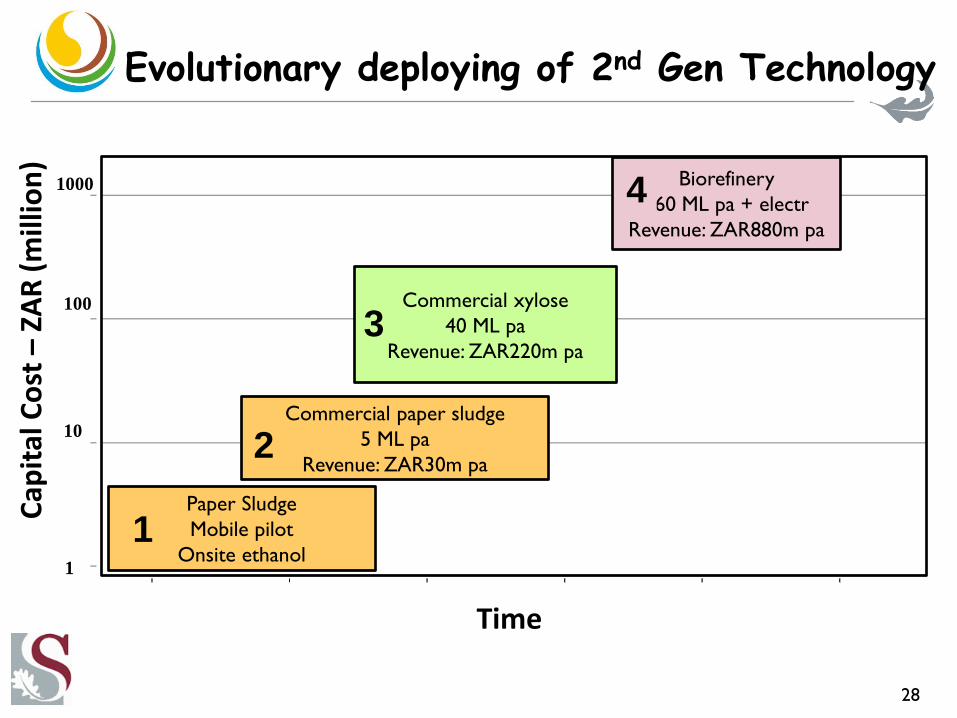
Evolutionary deploying of 2nd Gen Technology
1
10
100
1000
Cap
ital
Co
st –
ZA
R (
mill
ion
)
Time
Paper Sludge
Mobile pilot
Onsite ethanol 1
Commercial xylose
40 ML pa
Revenue: ZAR220m pa 3
Biorefinery
160 ML pa + electr
Revenue: ZAR880m pa
4
Commercial paper sludge
5 ML pa
Revenue: ZAR30m pa 2
Utilize xylose-rich waste streams
• Xylose waste streams from Sappi Saiccor (Durban) (SSL = Spent Sulphite liquor) and hemisellulose waste streams from the cooking process at the Ngodwana mill (Nelspruit)
• Can be fermented by the new generation xylose fermenting yeast that have been hardened for inhibitors. This could produce 100ML/an ethanol and can be demonstrated with the same mobile pilot unit.
• Furthermore, as a first step towards integration of 1st Gen and 2nd Gen technologies in, for example the sugar industry, xylose can be extracted from bagasse and sugercane straw through mild pretreatment and fermented to ethanol, whereafter the remainder can be used for heat or electricity production.
29
30
Sustainable biofuel production in Africa
Thank you!
Recommended

















