Policies for Industrial Energy Efficiency
Aimee McKane, Lawrence Berkeley National Laboratory
Workshop on Industrial Energy Efficiency for the 21st Century
22 February 2010Mumbai, India
1

For Developing Countries, Timing is Critical for Industrial Energy Efficiency
•
The most efficient aluminum smelters are in Africa and highly efficient cement kilns are in India1
•
But, inefficient, small-scale operations also continue to flourish (China, India, elsewhere)
•
Much more cost-effective to build in energy efficiency the first time than retrofit it later
•
But, when industry needs more production quickly, energy efficiency is
not a priority•
In industry, a missed opportunity for energy efficiency may not reoccur-
for decades or at all until the original installation fails or becomes obsolete2
Centrally Planned Asia Other AsiaMiddle East and N. Africa Western EuropePacific OECD Central and E. Europe
Historical and Projected Energy Use for Selected Countries, in ExojoulesSource: Price et al. (2006)
1 IEA 2007; 2 McKane, et al 2007 2
Why is Industry So Inefficient?
•
The business of industry is not energy efficiency•
Facility engineers typically do not become CEO or CFOs•
Budgets are separate for equipment purchases and operating costs•
Except for large energy-intensive and/or high risk manufacturing processes, measurement of energy performance by many industrial systems is limited or non-existent
•
Data to allow facilities to benchmark performance against similar facilities is only available for a few sectors and closely held
•
No data = no way to assess performance or improvements•
You can’t manage what you can’t measure•
Both users and buyers tend to think ofindustrial systems as group of components, rather than as an integrated whole
3

4
What are Industry’s Priorities?
Current1.
Stay profitable
2.
Operate a safe workplace3.
Be compliant with environmental regulations
4.
Meet legal and social responsibilities 5.
Monitor supply chain for potential liability
Emerging6.
Manage GHG emissions, carbon footprint
4

Industry and Energy Efficiency
•
Time and again, industrial energy efficiency has been demonstrated to be cost effective while having a positive effect on productivity
•
Despite this, energy efficiency improvements with very favorable payback periods often do not get implemented
•
Even projects that are implemented may not be sustained due to lack of supportive operational and maintenance practices
•
Energy efficiency is still viewed during hard times as a luxury that industry can’t afford, rather than a strategic investment in future profitabilityProblem: Energy efficiency is not integrated
into daily management practicesSolution: Top management needs to be engaged in the
management of energy on an ongoing basis.5
1,327
1,273
1,192
1,101 1,1011,059 1,059
1,000978
951
1,036
1,013
1,013
985
1,0491,091
1,051
1,0701,0771,037
1,0441,021
1,059
1,036
1,038
1,050
1,1311,142
1,345
1,405
1,467
1,566
1,573
1,438
900
1,000
1,100
1,200
1,300
1,400
1,500
1,600
1,700
'73 '75 '77 '79 '81 '83 '85 '87 '89 '91 '93 '95 '97 '99 '01 '03 '05
Fiscal Year
Prim
ary
ener
gy c
onsu
mpt
ion
/ GD
P
Ton oil eq. / Billion yen
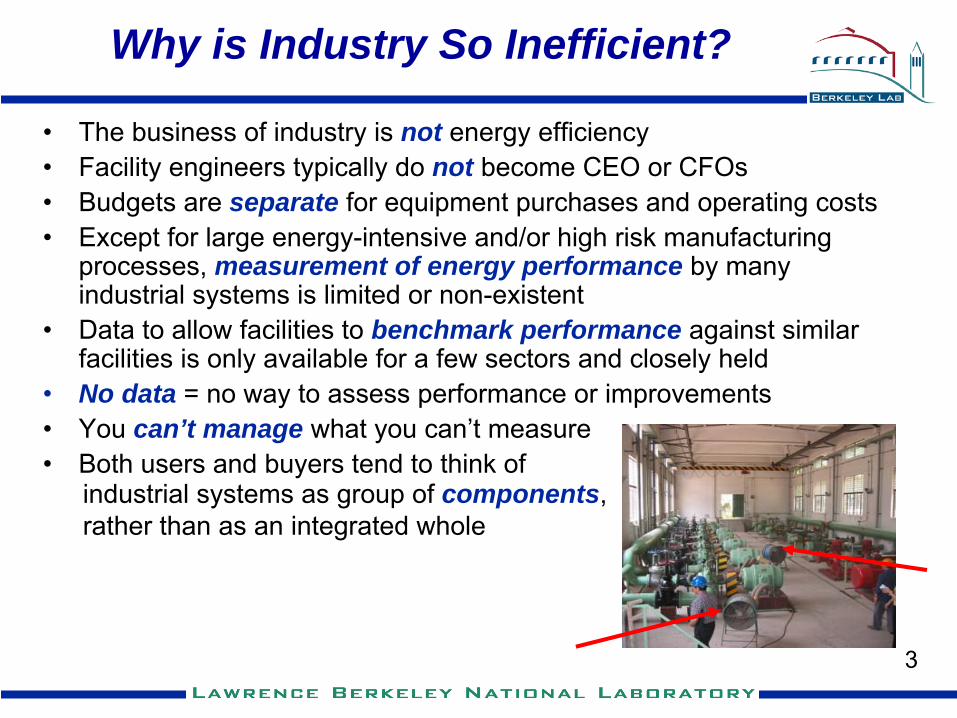
2nd Oil Crisis
1st Oil Crisis Source: METI/General Energy Statistics
10 years
Improvement by 30%
10% improved for 20 years
Main Improvement*Energy Management*Energy Efficient Equip.*Efficient Process Tech. R&D
Energy Efficiency Policies in Japan
6

Industry and Energy Management
•
Most energy efficiency in industry is achieved through changes in how energy is managed in an industrial facility, rather than through installation of new technologies;
•
Actively managing energy requires an organizational change in culture
•
Companies that establish an energy management plan gain a number of benefits:—Develop a baseline of energy use—Actively managing energy use and reduce costs—Reduce emissions without negative effect on operations —Continue to improve energy use/product output over time—Document savings for internal and external use (e.g. emission
credits)7

8
Energy Management Results
•
Companies who have used energy management to achieve major energy intensity improvements1
include:—Dow Chemical achieved 22% improvement ($4B
savings) between 1994 and 2005, and is now seeking another 25% from 2005 to 2015
—United Technologies Corp reduced global GHG emissions by 46% per dollar of revenue from 2001 to 2006, and is now seeking an additional 12% reduction from 2006 to 2010
—Toyota’s North American (NA) Energy Management Organization has reduced energy use per unit by 23% since 2002; company-wide energy-saving efforts have saved $9.2 million in NA since 1999.
1 Btu/lb of product 8

9
Why an Energy Management Standard?
•
An energy management standard provides a method for integrating energy efficiency into existing industrial management systems for continual improvement;
•
All existing and planned energy management standards are compatible with ISO 9000/14000;1
•
Companies who adopt an energy management standard are able to reduce energy use and improve operations, even if they are already complying with ISO 14001.
•
Also applicable to commercial, institutional, and transportation
sectors
1 International Organization for Standardization (ISO)
9

Components of an EM Standard
Typical features include:1. An energy policy, top management’s official statement of
the organization’s commitment to managing energy2. An energy management plan that requires measurement,
management, and documentation for continuous improvement for energy efficiency;
3. A cross-divisional management team led by a representative who reports directly to management and is responsible for overseeing the implementation of the strategic plan;
4. Operating controls and procedures to address all aspects of energy purchase, use, and disposal;
5. Establishing a baseline of the organization’s energy use against which progress will be measured.
10

6. Identification of energy performance indicators, unique to the company, that are tracked to measure progress;
7. Energy objectives and targets for energy performance improvement at relevant functions, levels, processes or facilities within an organization;
8. Action plans to meet those targets and objectives;9. Creation of an Energy Manual, a living document that
evolves over time as additional energy saving projects and policies are undertaken and documented; and
10. Periodic reporting of progress to management based on these measurements
Components of an EM Standard
11
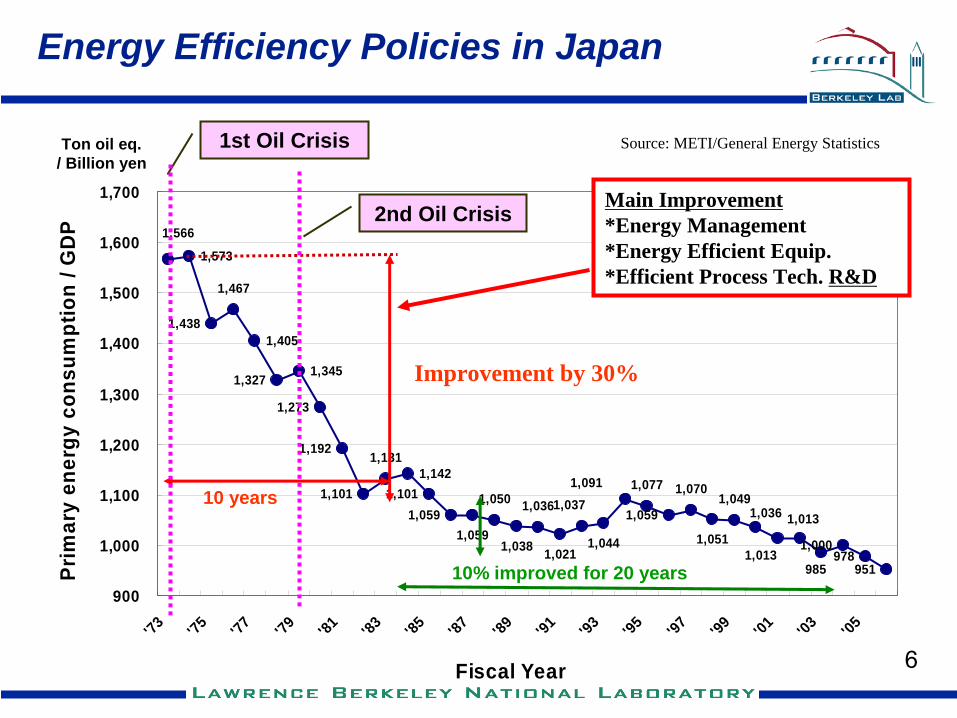
ANSI MSE 2000:2008
www.ansi.org 12

Potential impacts:•
Could influence up to 60% of the world’s energy use across many economic sectors
Uptake of ISO 50001 will be driven by companies seeking an internationally recognized response to:•
Corporate sustainability programs•
Demand created along the manufacturing supply chain•
National cap and trade programs; carbon or energy taxes; increasing market value of “green manufacturing”
/ reduced carbon footprint
•
International climate agreements
ISO 50001-Energy Management
ISO 50001 energy management standard will establish a framework for industrial plants, facilities, and organizations to manage energy.
Status of ISO 50001:•
Under development by ISO Project Committee 242; United States and Brazil lead effort with the United Kingdom and China
•
Draft International Standard by April 2010
•
Ready for publication by early 2011
13

Taking a Comprehensive Approach
Goal: integrate energy efficiency projects into existing management structures for continual improvement
Elements:1.
Energy management standard 2.
Training for industry (energy management, system optimization)3.
Capacity building-
create a cadre of energy management experts and system experts to work with industry
4.
Access to tools to identify opportunities and document compliance
5.
Recognition of companies that make outstanding efforts to improve their energy efficiency
6.
Agreements with industrial sectors that establish plant-specific energy efficiency targets
7.
Financial incentives-
favorable tax policies, financing 14

Planning
Identification of Energy saving factors
Investment
Monitoring & Assessment
Contracted with heavy energy consuming companies (1,358 workplaces in 2007)
Low interest loans and 10% tax reductions for specified energy efficient facilities
Facilitate private sector investment through the ESCOs (152 companies in 2007)
Report on the energy saving and GHG reduction in VA workplaces
Assessment for the activities and achievements in energy efficiency improvements
Heavy energy consuming companies(2,000 toe per year) should perform by 5 year periods
Technology or information shares on the common processes (9 industries and 203 companies in 2007)
Industry Energy Efficiency Programs in Korea
Voluntary Agreement (since 1998)
Energy Audit (since 1980)
ESP(Energy Saving through Partnership) (since 1999)
Reference: Sang Ku Park, Korea Energy Management Corporation
15
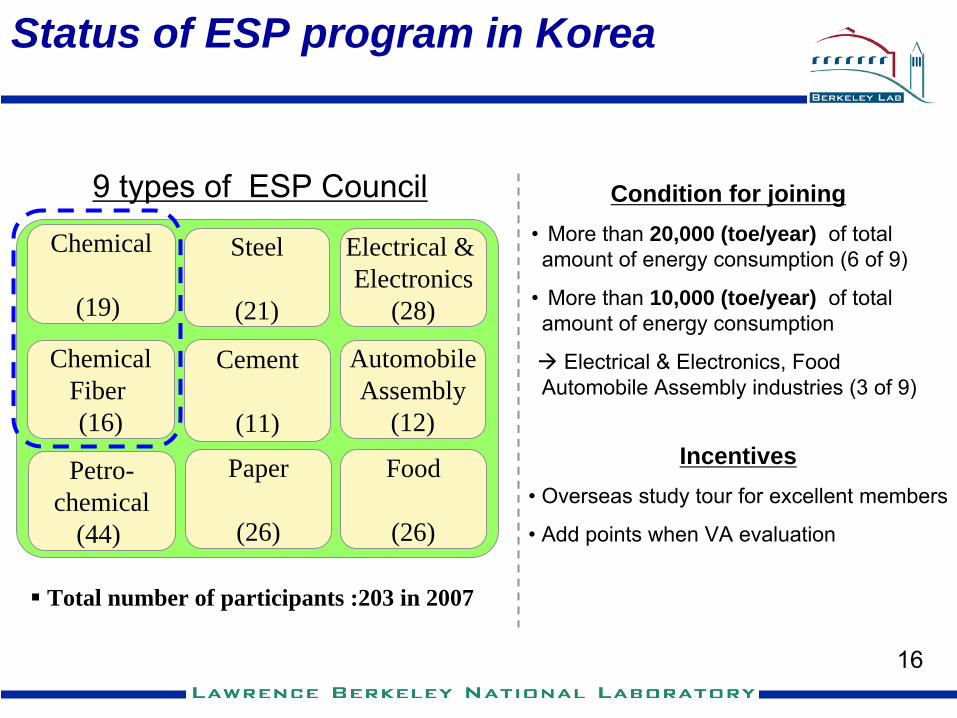
Status of ESP program in Korea
9 types of ESP Council
Chemical
(19)
Electrical & Electronics
(28)
ChemicalFiber (16)
Petro-chemical
(44)
AutomobileAssembly
(12)
Steel
(21)
Food
(26)
Cement
(11)
Paper
(26)
Total number of participants :203 in 2007
Condition for joining•
More than 20,000 (toe/year) of total amount of energy consumption (6 of 9)
•
More than 10,000 (toe/year) of total amount of energy consumption
Electrical & Electronics, Food Automobile Assembly industries (3 of 9)
Incentives• Overseas study tour for excellent members
• Add points when VA evaluation
16

Status of ESP program in Korea
Benefits of ESP ProjectsYear No. of
ImprovementsEnergy Savings Investments
(thousand USD)Payback(year)
Fuel(toe) Power(MWh) Total(toe)
2000 11 4,060 9,940 6,545 501 0.4
2001 31 7,021 39,432 16,879 3,147 0.8
2002 44 18,410 27,942 25,396 7,727 1.1
2003 70 21,904 75,619 40,809 20,969 1.7
2004 71 37,185 54,074 50,703 21,061 1.6
2005 69 45,396 77,817 64,850 27,514 1.6
2006 44 80,336 29,120 87,616 35,600 1.4
Total 340 214,312 313,944 292,798 116,519 1.2
e.g.) Installation of low pressure turbo-compressor, steam saving by heat recovery from refrigerator, Improvement of operating method in gas driven heat pump, Modification of raw mill duct, Installation of high efficiency pump or heat exchanger, Integration of boilers, Method to apply power rates scheme, etc. 17

System Optimization
•
Steam and motor-driven systems account for nearly 50% of final manufacturing energy use worldwide
•
These systems typically offer at least a 10-30% improvement opportunity using readily available technology because they are engineered for reliability without regard to energy efficiency
•
Both industrial markets and policy makers tend to focus on system components, which have a 2-5% improvement potential
•
Barriers to improvement are institutional, not technical•
Systems engineered for energy efficiency are actually more reliable, have lower operating costs, and can result in higher productivity
18

•
Undertaken by US Department of Energy with the American Society of Mechanical Engineers
•
Based on over a decade of experience in training and developing software to tools to promote energy-efficient industrial systems
•
Purpose is to help define the market for system assessment services
•
Initial portfolio of four (4) standards (pumping, compressed air, steam, and process heating) and corresponding guidance documents
•
Now developing a set of skills and a qualifying process to recognize individuals as Certified Practitioners in the application of each system standard.
System Assessment Standards
19

•
Pledge to reduce energy intensity 25% or more over 10 years−
Designate an energy manager−
Develop an energy intensity baseline
−
Develop an energy management plan
•
Take steps to reduce energy intensity
and reduce carbon emissions
•
Report energy intensity data and achievements to DOE annually
•
Assess operational and financial feasibility
LEADER Requirements
Save Energy Now LEADER
US Department of Energy’s National Industrial Initiative:
20
A market-based, ANSI-accredited plant certification program that provides industrial facilities with a roadmap for achieving continual improvement in energy efficiency while boosting competitiveness.
Superior Energy Performance will be launched nationwide in 2011.
Superior Energy Performance goals:•
Encourage broad participation through a tiered approach
•
Drive continual improvements in energy intensity
•
Use ISO 50001 standard as foundational energy management system
Superior Energy Performance
21

U.S. Council for Energy- Efficient Manufacturing
•
Champion of U.S. industry in implementing and achieving national energy efficiency policy goals
•
Seeks to improve the energy intensity of U.S. manufacturing through a series of initiatives
•
Guides development of Superior Energy Performance program
Superior Energy Performance
22

Superior Energy Performance
Getting Superior Energy Performance Certification
An ANSI-accredited body will certify plants in two areas:
1. Energy Management System Conformance –
ISO 50001 standard
2. Validated Energy Performance Improvement – Third-
party measurement & verification to meet minimum SEP energy intensity performance improvement requirements
US DOE provides training to prepare demonstration plants for Superior Energy Performance certification.
23
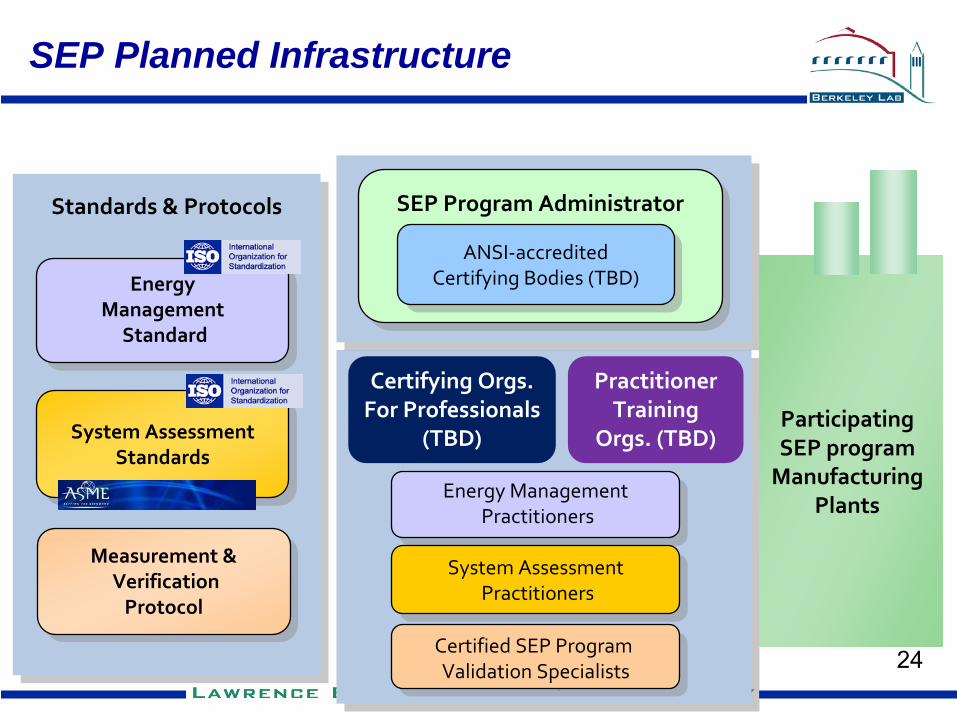
SEP Program AdministratorSEP Program AdministratorStandards & ProtocolsStandards & Protocols
SEP Planned Infrastructure
Energy ManagementPractitioners
Energy ManagementPractitioners
ParticipatingSEP programManufacturing
Plants
System AssessmentPractitioners
System AssessmentPractitioners
Certified SEP Program Validation Specialists
Certified SEP Program Validation Specialists
ANSI‐accreditedCertifying Bodies (TBD)
ANSI‐accreditedCertifying Bodies (TBD)
EnergyManagement
Standard
EnergyManagement
Standard
System AssessmentStandards
System AssessmentStandards
Measurement &VerificationProtocol
Measurement &VerificationProtocol
Certifying Orgs.
For Professionals
(TBD)
Practitioner
Training
Orgs. (TBD)
24

25
For more information
Aimee T. McKaneLawrence Berkeley National [email protected]
Superior Energy Performancehttp://www.superiorenergyperformance.net/Save Energy Nowhttp://www1.eere.energy.gov/industry/saveenergynow/
Industrial Energy Policyhttp://www.unido.org/index.php?id=o71852Energy Management Standards and System Standardshttp://industrial-energy.lbl.gov/node/94
http://industrial-energy.lbl.gov/node/399ISO 50001http://www.unido.org/index.php?id=o86084
Recommended