ENGINEERING IN THE MAKING:
AN ETHNOGRAPHY OF PRODUCT DEVELOPMENT
A Thesis
Presented to
The Faculty of the Department of Anthropology
San Jose State University
In Partial Fulfillment
of the Requirements for the Degree
Master of Arts
by
Armineh Noravian
May 2008
UMI Number: 1458120
Copyright 2008 by Noravian, Armineh
All rights reserved.
INFORMATION TO USERS
The quality of this reproduction is dependent upon the quality of the copy submitted. Broken or indistinct print, colored or poor quality illustrations and photographs, print bleed-through, substandard margins, and improper alignment can adversely affect reproduction.
In the unlikely event that the author did not send a complete manuscript and there are missing pages, these will be noted. Also, if unauthorized copyright material had to be removed, a note will indicate the deletion.
UMI UMI Microform 1458120
Copyright 2008 by ProQuest LLC. All rights reserved. This microform edition is protected against
unauthorized copying under Title 17, United States Code.
ProQuest LLC 789 E. Eisenhower Parkway
PO Box 1346 Ann Arbor, Ml 48106-1346
2008
Armineh Noravian
ALL RIGHTS RESERVED
APPROVED FOR THE DEPARTMENT OF ANTHROPOLOGY
Dr. Roberto Gonzale;
2 * 2 ^ % ^ t i Dr. William
APPROVED FOR THE UNIVERSITY
*U / MM*****^ Owfl/tS'
ABSTRACT
ENGINEERING IN THE MAKING: AN ETHNOGRAPHY OF PRODUCT DEVELOPMENT
by Armineh Noravian
While there are many known factors that contribute to the success or failure of
small innovation companies (SIC), the product development processes (PDPs) for these
companies are generally poorly understood. The goal of this thesis is to understand PDPs
and their consequences in such a company. Fieldwork is performed onsite using
ethnographic methods, and the unit of study is the project, consisting of prior projects,
projects in progress, and new projects.
The results show that PDPs are interpretive and not just sets of rules followed by
individuals. Although there are patterns that emerge in how things are done, individual
characteristics and the social processes by which they interact shape the construction of
the actual PDPs. This has consequences on the way Engineering is organized and
managed, and on engineering education.
ACKNOWLEDGEMENTS
Many individuals have made the research and writing of this thesis possible. At
SIC, these include the owner, the managers in the various departments, the engineering,
industrial design, and manufacturing staff, and other personnel who provided assistance
during my research. At San Jose State University, Dr. Charles Darrah has provided
invaluable assistance and guidance in every aspect of this thesis. He has been
demanding, honest, generous, and patient. Drs. Roberto Gonzalez and William
Reckmeyer have provided helpful insights. At home, my husband, John Kerns, and
friend, Erna Wenus, have been the sounding boards for my ideas, while my sons, Mark
and Ben, and my mother, Juliet Noravian, have cheered me along.
V
TABLE OF CONTENTS
Chapter 1: Problem 1
Chapter 2: Methodology 9
Chapter 3: A Company Overview 16
Product 16 Functional groups 18 Founder's story 21 Why SIC? 22
Chapter 4: Prior Projects 23
1 st consumable 24 Model-1 machine 24 Model-2 machine 26 Model-3 machine 28 Model-4 machine 29 Model-5 machine 30 Model-Pi machine 31 Model-P2 33 Summary 33
ChapterS: Projects in Progress 37
Continuation Engineering 37 Model-6 machine 38
History of Model-6 38 Model-6 during fieldwork 39 Model-6 summary 42
Model-S machine 43 History of Model-S 43 Model-S during fieldwork 48 Model-S summary 58
Model-7 machine 60 History of Model-7 60 Model-7 during fieldwork 62 Model-7 summary 64
Model-7 and Model-S 66
vi
Model-7 and Model-S during fieldwork 66 Model-7 and Model-S summary 71
Model-Q 71 History of Model-Q 71 Model-Q during fieldwork 71 Model-Q summary 95
Model-Q consumable 98 Auto-consumable 102
History of Auto-consumable 102 Auto-consumable during fieldwork 103 Auto-consumable summary 103
Chapter 6: New Projects 106
Model-B machine 106 Model-B summary 114
Special order consumables 115 Model-Q-N consumables 115
Consumables summary 116 Chapter 7: Discussion 121
References 138
Appendix A: Grand Tour 141
Functional layout 141 The lobby and the surrounding areas 143 The second floor 146 Engineering 149 Machine assembly and lunch room 152
vii
LIST OF TABLES
Table 1 - Project Categories Studied 17 Table 2 - Projects in the Prior Projects Category 23 Table 3 - Projects in the Projects in Progress Category 37 Table 4 - Projects in the New Projects Category 106
Vlll
LIST OF FIGURES
Figure 1 - Executive Level Organizational Chart 19 Figure 2 - Functional Layout at SIC 20 Figure 3 - First Consumables Development Elements 25 Figure 4 - Model-1 Product Development Elements 27 Figure 5 - Model-S Product Development History 47 Figure 6 - Model-S Development Elements 59 Figure 7 - Model-7 Development Elements 65 Figure 8- Model-Q Observed Elements 97 Figure 9 - Model-Q Consumable Development Elements 99 Figure 10 - Engineering Organizational Chart 100 Figure 11 - Auto-Consumable Development Elements 105 Figure 12 - Model-Q-N Consumable Development Elements 116 Figure 13 - Consumables Development Elements 118 Figure 14- Functional Layout of the First and Second Floors 142 Figure 15 - Lobby and Surrounding Areas 145 Figure 16 - Second Floor 148 Figure 17 - Engineering 151 Figure 18 - Machine Assembly Area and Lunchroom 154
ix
1
CHAPTER 1: PROBLEM
"Innovation drives the economic success of Silicon Valley. The ability to
generate new ideas, products and processes is an important source of regional
competitive advantage" (Joint Ventures 2006:14). An array of small innovation
companies characterizes the region and provides the innovative edge that makes Silicon
Valley a major gateway to the global economy. "More than twenty five percent of all
venture capital in the United States is invested in Silicon Valley.. .About 23,800 net new
firms (with an average size of seven employees) were created during the 2000-2002
period. In fact, Silicon Valley is constantly renewing its company base: 46% of all the
region's firms were started in the five years spanning 1998 to 2002, representing 30% of
all the region's jobs" (Joint Ventures 2006:9). However, many of these businesses
struggle or fail.
"At the heart of [a] company's competitiveness is its product development
process" (Raja 2001:25). While there are many known factors that contribute to the
success or failure of innovation companies, the product development processes (PDPs)
for small innovative companies are generally poorly understood. A review of some of
the literature reveals a variety of different models (Brown and Eisenhardt 1995;
Blanchard and Fabrycky 1998; Otto and Wood 2001; Roozenburg and Eekels 1995;
Karvi and Belikoff 1996; Hoedemaker et al 1999; Kusiak and Park 1990; Anthony and
McKay 1992; Cunha and Gomes 2003; Fairlie-Clarke and Muller 2003; Calantone and
Benedetto 1988). Some models include activities such as business analysis, marketing,
technical engineering design, development of manufacturing plans, and validation.
2
Sometimes distribution channels for strategically marketing and introducing the new
product are also included (Otto and Wood 2001:5). Generally, research of technology
used in product development and manufacturing is not included in PDPs (Otto and Wood
2001:6). Although the literature on PDPs is vast, it tends to be generalized, prescriptive,
and theoretical, but it does not apply to small innovative companies that adopt
idiosyncratic PDPs.
Furthermore, PDP is in the lexicon of those involved in product development at
various levels, but it is invoked in context dependent ways and means different things to
different people. For instance, the following excerpts from interviews conducted at Small
Innovation Company (SIC) reflect the variety of definitions. The sources have been
deliberately not identified to protect their anonymity.
Example 1: "You can't train people on how to do stuff when things change all the
time.. .Things should be more routine than they have been. It seems that everything we
do is an exception to the rule. We shouldn't have to struggle to figure out how to do
things that can be routinized." For this individual, process is a set of rules that allow
efficiency on things that are routine. Following these rules simplify things.
Example 2: "This is a mature company. Product development process is not clearly
defined. It is in the heads of people. There is an informal methodology in place. We are
120 people. What if we became [a] $100 million company? How would we be today?
We would then need to teach and educate people what our process is. Structurally we are
informal. The philosophy at the top is that we want to remain entrepreneurial, fast,
helping customers, and meeting customer expectations. This principle is doing things
fast, there is a lot of ramifications. Fast means we are not perfect." He added, "We are
3
struggling with execution. Why? Because we lack effective decision-making. We don't
have a behavioral framework that all employees understand.. .Another reason is clarity
around accountability. Why would a senior executive not have the authority to make
decisions? So we flounder and all decisions get pushed out. People are not empowered to
make decisions." For this individual, process would allow effective decision-making and
accountability.
Example 3: "One of our problems is communication. We never have company meetings.
So the leadership doesn't communicate. Different departments are in different silos. The
top leadership job is to link us all with a common message. There is no message. We
don't talk to each other." For this individual process is communications between
different functional groups.
Example 4: "[the owner of SIC] just comes in here and tells people to stop working on
what they are working on and do something else." "One thing that's been driving people
crazy is [the CEO] getting involved in Engineering.. .1 think that's wrong.. .is
disrespectful, is sticking his nose in Engineering to solve day-to-day problems." When
asked why he thought the CEO did this, he responded, "What [the CEO] does is create
noise from information. It's not productive." He added, "[the CEO] is business minded.
[The owner] enjoys the process of developing products and delivering a service. He
doesn't think about business. It's more emotional for him." For this individual, process
means organizational clarity and conformity to rules.
Example 5: An individual was discussing a recently discovered problem on an established
product. In answering what could have been done to catch this problem earlier, he said,
"[This kind of problem] and other field problems we can always minimize with a process.
4
It is partially the process ... You don't need to have geniuses working here, but with a
better process, you could do better. You can't just depend on having the best in the
business, but a better process would help." So, for this individual process eliminates
individual judgment and fallibility. When asked what that would be, he said, "By and
large, engineers have a decent handle on some kind of process. Engineers seem to
understand that there is a need for one, less chaotic product development process. I make
an effort to get it. Didn't get that far." This process would come from engineers, as
opposed to management.
Example 6: An individual was trying to explain what went wrong on his project, "Things
can go wrong by not following proper engineering processes." He explained process as
follows: "Something like ISO allows you to have everyone bobbing up and down in step,
even if it's not the best step, at least it's the same step. In larger companies, technicians
do technician work, electronics engineers do electronics, mechanical engineers do
mechanical engineering, and so on. In a small environment, you do what ever is required
to get the job done. [So] it adds chaos. It's something that runs on its own. Now you
have many heads bobbing up and out of sync doing their own gig. In a two-man
operation, it's essential. Even here, it can be [essential] as long as the interface between
departments are [SIC] properly structured." For this individual process means clarity of
functions and planning.
Example 7: "You know they are struggling for money... but they also waste a lot of
money. Rush jobs, premier pays, etc. Existing products cost a lot of money because they
are not reliable or manufacturable. This is costly." Another said, "They are [doing well]
but could do better and could make more money. For a little company, they spend a lot
5
of money on projects that should never get started." Process for these individuals means
planning.
Example 8:
"There is not typical process." Yet another said, "Product development
process is what we don't have here. I would say [the owner] has an idea and we
just do what he wants. What we don't have is that we don't brainstorm how
things need to be done. He tells us how to implement. We then implement things
in a toy like manner." He also added,
"I like the HP way.. .You need to go through a feasibility study before 'green-lighting' a project. 'Green-lighting' requires the feedback from every group in the company. This was the worst company for that. [The owner] gives approval, but does not look at feedback. The net effects are low quality product, a rush to market, and a hit to morale. We need to have a process that is scalable to grow the company. One guy making decisions doesn't allow this. I believe that building a company is related to processes. At SIC, there is more than one example of [the owner] has an idea that he believes has some market potential. We are thrown in a dramatically different direction in Engineering. I worked on [a project], which was really hot and the most important thing in the company, but within two months it disappeared. We built a prototype, it went to a trade show, came back from trade show, didn't work too well there because we didn't have time to do it right. It then sat on the shelf and it was forgotten about, in lieu of other opportunities."
It appears that this individual believes that the current process is doing whatever
[the owner], the founder-owner at SIC, says. He, however, would prefer a process that
could be used as a tool for negotiating, participating, and contributing. It could also be
seen as a way to make sense out of what is going on.
Example 9: When asked about PDP, this individual said, "controlled chaos. There is a
vision from [the owner of SIC], and his interactions between products, customers and
others, also from his history and knowledge. He is the technical expert of the company.
6
He gets insights about products. The problem is that [the owner] has all these ideas in the
pipeline and instead of doing 70%, we try to implement 90% of them.. .Chaos is the
innovation and creativity." When asked one thing about this process that he would like to
change, he replies, "more project planning." So for this individual, the PDP is everything
and anything.
Example 10: "It takes a lot of time to get a product out the door. We don't have a clear
repeatable process for that." This individual was referring to product development as
something that can be used to develop products in a mechanical fashion.
Therefore, PDPs seemingly have different meanings and functions for different
individuals. But a common theme seems to be that it brings clarity to what is going on,
within the context that matters to each individual. According to Spradley (1979:5),
people interpret experience and generate social behavior based on their acquired
knowledge. However, this map is flexible and does not compel people to follow a
particular course (Spradley 1979:7). A PDP is thus used in an interpretive endeavor and
not just a set of rules that individuals follow. Through different assumptions, meanings,
and contexts individuals construct the nature and function of a PDP. This would mean
that individual characteristics and histories, and the social process by which these
individuals interact are important components in the construction of a PDP. This study
will focus on understanding PDPs from this interpretive perspective.
Cunha and Gomes (2003:174) argue, "that organizations are developing new
approaches to the product innovation process as they realize that traditional approaches
may no longer be appropriate, given the characteristics of today's competitive game."
Otto and Wood (2001:12) tell us "Every company has a different development process
7
out of necessity; there is no single "best" development process; the design process and
the product development process are misnomers. The sophistication of the product, the
competitive environment, the rate of change of technology, the rate of change of the
system within which the product is used: These and many other factors that shape a
product development process change for different companies." The goal of this thesis is
to understand how people do product development in a small innovation company and
the consequences that follow from their distinctive way of doing things. The knowledge
gained from this study provides insight into (1) the conditions that exist in small
innovative organizations, which influence PDPs in such organizations and (2) the skills
needed to navigate the product development of innovative products in such organizations.
The anthropological-ethnographic literature relevant to PDPs is relatively small.
Kunda's (1992) ethnography of the engineering division in a large high-technology
corporation describes, interprets, and evaluates the experience of the members of the
organization as they are being influenced by the management's imposition of
organizational ideology in an attempt to control the hearts and minds of the workers.
Downey and Dumit's (1997) collection of case studies explores how science, technology,
and medicine penetrate everyday lives and change the boundaries of how people think
about themselves and the world around them. Schiffer's (2001) edited volume addresses
the perspectives of archaeologists and socio-cultural anthropologists on technology.
Among the chapters, Kingery's "The Design Process as a Critical Component of the
Anthropology of Technology," where he discusses the flow chart used in engineering
texts showing engineering analysis as a sequence of problem solving activities taught to
engineering students as the design process, is especially relevant. It is, he says, a "naive
8
model widely accepted by the engineering community"(2001:126). He proposes five
specific activities that characterize the problem solving design process, which he believes
provide a more comprehensive framework for past technological change and future
prospects. The activities (purpose and goals, normal configuration, operational
principles, performance characteristics, and design tools) are however, broad
generalizations. Finally, Vinck's (2003) book of ethnographic case studies describes how
things are actually done in different engineering environments. The ethnographies
examine the complexity of technical practices, the social and cultural worlds of designers
and technical action practices, and the role of writing practices and their end products.
None explore the PDP of a small innovation company, as is done in this thesis.
In summary, PDPs have different meanings and functions for different
individuals, is interpretive, and is different for different companies and even for different
products in the same company. This has consequences on the way Engineering is
organized and managed, the way it functions, the skills required by engineers who work
in such an environment, and engineering education. It is the goal of this thesis to
explicate and understand these consequences.
9
CHAPTER 2: METHODOLOGY
Because PDPs have different meanings for different individuals, their
characteristics and histories, and the social processes in which they participate, are
relevant to how PDPs are constructed and used in a company. A PDP is not presented as
a single and formal structure that guides action. Instead, it is actively created by
individuals drawing upon different assumptions, meanings, and practices, as they
encounter the real challenges of moving from ideas to tangible products. A survey will
not adequately provide an insight into these various factors; therefore, an ethnographic
method of data collection is used.
Data collection was done onsite at SIC. During a nine-month period, thirty-two
trips were made, with an average of five and a half hours per trip spent on site. After
each trip, another five to six hours were spent transcribing field notes and for reflection
and analysis.
Data was collected from people in different positions in the organization who
influenced or participated in different ways in product development. The positions
ranged from those working on the assembly line to the founder-owner of the company.
The data collection strategy is consistent with ethnographic standards and
practices. "Ethnographers make cultural inferences from three sources: (1) from what
people say; (2) from the way people act; and (3) from the artifacts people use" (Spradley
1979:8). Data collection was thus done using several methods.
Open-ended conversation with people concerning products under development
was one source of data. This included information on the nature of the product being
10
developed, as well as the roles people assumed or were assigned, their educational
backgrounds, histories, work experience, and their perception of the work that needed to
be done.
Another source of data was observation of various people at work. This included
engineers in the laboratory, the industrial designers in their area, the test group at their
equipment, or the people working in the assembly area. However, in an office
environment, where people sat at their desks and worked on their computers, this type of
observation did not provide valuable data. Data collected through open-ended
conversations and observations was documented and used to make inferences about what
people said they did, what they did, and how they did it, as related to product
development.
Project meetings were also a rich source of data. Here, interactions between
different functional groups or between members of an engineering team could be
observed. During the latter stages of this study, meeting minutes became available,
which became part of the collected data. This type of data was used to follow what was
occurring on the various projects and to obtain insight on the process of how ideas were
transformed into products on different projects.
During the entire study, all the people working on projects were under time
pressure. In situ interviews were conducted while they were working. This meant that
they talked about what they were doing and why they did it as they worked. However,
this could not be done for prolonged periods of time because it would have affected their
work. So, this type of data collection was done in frequent intervals of short duration.
11
However, data collection during meetings was different in that I was ignored and could
freely collect data.
Information specific to each project, such as a timeline for its various phases, was
also collected. Although I never saw an officially-documented timeline, the oral timeline
was taken very seriously. Other information in this category included product features,
which defined what the product needed to be able to do, and reports from the test
department, which documented whether the product passed or failed certain tests. Only
the reports from the test department were documented on paper. Features of completed
products were on the website, although, features for products under development were all
oral. This type of data showed what people were working to achieve on a technical level
and the constraints they worked within.
The website provided a complete list of SIC's entire product line, their features,
and their prices. It also showed a list of industries that use SIC products. This was used
to learn about the different products that SIC produced and provided a list of projects to
study.
A Google search on SIC produced a number of hits about the company's history
and the founder-owner; most were newspaper articles about the company. Various
patents were also described on the Internet. This was used to gather public information
about the company, company history, and founder's story.
The physical layout of the company, the various artifacts that were in the lobby,
and how Engineering was organized were also documented in my field notes. This
information is provided to orient the reader to the functional layout of the company.
Appendix A gives the reader a detailed description of the layout of the company.
12
Most people at SIC were extremely busy individuals. They were very open and
helpful about discussing what they did, but care was taken that collecting data did not
adversely affect their jobs.
Since product development models include activities such as business analysis,
marketing, engineering, manufacturing and field support planning (Otto and Wood 2001),
PDPs include a number of different people from different functional groups who interact
with each other for the specific purpose of developing a product, within a certain time
and a certain budget. "A project can be considered to be any series of activities and tasks
that have a specific objective to be completed within certain specifications, have defined
start and end dates, have funding limits (if applicable), consume human and non-human
resources (i.e., money, people, equipment), and be multifunctional (i.e., cut across several
functional lines)" (Kerzner 2001:2). Therefore, to study the PDP, the appropriate unit of
study is the project, as opposed to individuals or functional groups. This captures the
range of activities involved in the process of developing a product, the different ways that
functional groups and different individuals contribute to the development of a product,
and how individuals interact within and outside their own functional groups.
Furthermore, there were a number of different projects in progress and each project was
at a different stage. Studying these different projects allowed comparison and contrast
between the development processes for different products.
Different individuals work in different phases of projects; some even work
outside their own functional groups. Looking at projects as the unit of study provides
insight on the skills needed to participate in various phases of product development and
how these individual contribute to the construction of the process. Therefore, I collected
13
data on PDPs on a project basis; i.e., on products that had been developed before I
arrived, products that were under development, and products that were just starting up.
My own background affected this research. Having worked as an engineer, in
both technical and managerial capacities for over twenty years, makes an engineering
environment seem like home to me. There were perhaps many things that I took for
granted or assumptions that I made, and it's possible that I might have seen things
differently had I not been one of the "natives" myself. However, this background was
also beneficial for a number of reasons. According to Spradley (1979:17) knowing the
language allows the ethnographer to communicate, to know how to categorize experience
and how the natives use these categories in customary thought. This allows the
ethnographer to ask questions that make sense to the informants. Also, "language not
only functions as a means of communications, it also functions to create and express a
cultural reality" (Spradley 1979:20). Therefore, if the ethnographer doesn't speak the
native language, the informant may feel the need to translate so that the ethnographer
would understand. When this happens, it presents a handicap to discovering their culture
(Spradley 1979:20). Product development, especially the product design portion, has
specialized language that people in other functional departments of the same organization
often cannot understand. In this case, I was able to understand this language without the
need for translation.
On language and ethnographic description Spradley (1979:22) asks, "how is it
possible to describe a culture in its own terms when using an alien language? The answer
lies in the fact that every ethnographic description is a translation. As such, it must use
both native terms and their meanings as well as those of the ethnographer." In this case,
14
the native terms and those of the ethnographer are almost the same. In writing this thesis,
although I have used much of the insider's language to provide the reader this insider's
perspective, I have also tried to translate to a language that is not that of the insiders, or
the ethnographer, but that of anthropologists who would not necessarily have knowledge
of it.
I cannot claim to be a detached observer for another reason: my engineering
ethics. As an engineer, I look at product development as a process that brings an idea
into life, which hopefully benefits society in some way or at least does not hurt it. My
ethics dictates that there should never be shortcuts when it comes to product quality
because a poor quality product may be harmful to the user; imagine the nightmare of
having to evaluate what went wrong when someone used the product you designed and
got electrocuted or traveled across the bridge that collapsed. This aspect of my
engineering background is so ingrained in me that I cannot objectively participate in a
study where the technical aspect of the product is involved. I have therefore stayed away
from this and have focused on product development from the perspective of the path that
an idea travels through to become a product. The success of the product in the market-
place is something that I evaluate from the number of years that the company has been in
business and how much it has grown.
Onsite, I was only able to collect data. The opportunity to sit back and analyze
what I learned was rare because a lot was going on and the environment made it difficult
for me to obtain the necessary detachment to do so. However, away from the site, after
each fieldtrip, I was able to sit back and reflect on the data that I had collected and to
obtain the necessary detachment that I needed to analyze what was taking place, as an
15
anthropologist. I spent almost as many hours offsite as onsite reflecting on what I had
learned.
Individuals at SIC who participated in this research received and signed an
'Agreement to Participate in Research' in which they were told about the purpose of this
research, that their participation was voluntary, and that information that could identify
them would not be included in the published results.
I also signed a 'Non-Disclosure Agreement' in which I agreed to keep
confidential information that was disclosed to me concerning the development and the
engineering of parts, equipment, processes and/or services.
In summary, ethnographic methods were used to gain insight on how products
were developed at SIC. I collected data by talking to and observing various people who
worked on different projects. Data was collected on product that SIC had developed and
was in the process of developing. This included (1) prior project, that is projects that had
been completed before this research began, (2) projects that were in progress, that is
projects that had began before this research and were continuing, and (3) new projects,
that is projects that began after this research. The process of product development
includes activities related to business, marketing, technical design, development of
manufacturing plans, and validation. Data collection was done in such a way as to
minimize any disturbance to the people involved.
In the final analysis, the insight gained from understanding how people do
product development at SIC can identify conditions that affect PDPs in small innovative
technology companies. Knowing these conditions, in turn, allows us to better understand
the skills needed to function in such an environment.
16
CHAPTER 3: A COMPANY OVERVIEW
SIC is a small privately held innovation company in the San Francisco Bay Area
that develops products to meet its customer needs. It was started in 1983 by the current
founder-owner, Ed (pseudonym). The company employs over 100 people and markets its
products through a network of 200 dealers and distributors around the world (SIC
website, August 21, 2007). It is rumored to have an annual sales of 20 million dollars,
although this figure could not be confirmed since the company is private. The operating
funds come from sales of products and from loans.
Product
SIC designs products for a niche market, that is, a distinct segment of a market.
This means that their products are specialized and serve a specific market need. There
are very few other companies competing with SIC for market share. This creates a
challenge; mentioning SIC's product in this research is likely to lead to the identification
of SIC as a company. Therefore, to protect their anonymity, an analogy is provided with
another product: printers and ink cartridges. This should provide the reader a tangible
representation of the product so that they can understand the company's business model
and the description of the PDPs.
SIC has two categories of products: machines and consumables. Printers are
analogous to the SIC machines, and the ink cartridges are analogous to the SIC
consumables. Machines are sold in small volumes, while consumables are sold in high
volumes. The SIC business model is to sell machines to enable the sales of consumables.
17
The profit margins on machines are generally small, while most of the profit comes from
selling consumables.
Put differently, customers who purchase SIC's consumables must have a machine
to either use them or to provide a service to others with these consumables. The
machines are thus the initial and substantial investment needed by SIC customers.
Some of the industries that can use their products are government, financial
service organizations, libraries, legal firms, schools, and private individuals. The current
products include nine types of machines and 16 categories of consumables. Within each
category of consumables there is a range of different options that customers can choose
from. Using the ink cartridge analogy, it would be much like different ink colors or
different types of ink for different applications, although many of SIC's products are
patented. A part of the market that the company addresses is new and evolving very fast.
The products studied during this research are listed in Table 1, in the three
categories that they will be studied: (1) prior projects, (2) projects that were in progress,
and (3) new projects.
Table 1 - Project Categories Studied
Machines
Consumables
Prior projects Model-1 Model-2 Model-3 Model-4 Model-5 Model-Pi Model-P2 1st consumable
Projects in progress Model-6 Model-7 Model-S
Auto-consumable
New Projects Model-Bz Model-Q
Special orders Model-Q consumable Model-Q-M Model-Q-N
18
Functional groups
Since the machines and the consumables are two distinct product categories, SIC
requires two different sets of resources with specialized expertise to develop each product
category. On the machine side, the Engineering group is required to have expertise in
electronics, firmware, and mechanical engineering. Electronics components are used to
drive or control various mechanical parts. The firmware, which is the computer program
that is embedded in electronic components such as memory chips, is executed by the
processor chip to control various mechanical parts. The mechanical parts are both
stationary and moving parts, and make up the bulk of the machines. Industrial design
expertise is used to design the user interface and the look and feel of the product.
On the consumable side, knowledge of chemical engineering is required. The
industrial design team assists the founder-owner in the design of the various
consumables.
The manufacturing of these two categories of products is also separate. The
machines are assembled on an assembly line by assemblers, while the consumables are
manufactured using different types of machinery and different people who can operate
them. Manufacturing is the group that assembles the machines and manufactures the
consumables.
The executive team listed on the website indicates a number of different
functional groups, each headed by a vice president. The founder/president is at the helm
of the organization. The CEO reports to the founder, and a number of vice presidents
19
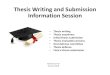
report to the CEO. Each vice president heads his or her own functional group. See
Figure 1 for an executive level organizational chart.
1 r
Chief Financial Officer
1 '
VP of
Operations
i '
VP of
Internationa Sales
Owner/President
ir
CEO
1
T
VP of
European Sales
^
VP of
Domestic Sales
i '
VP of
Human Resources
i r
VP of
Engineering
Figure 1 - Executive Level Organizational Chart
The functional group that is not mentioned in Figure 1 is the marketing group.
There is no executive heading the Marketing group within the organization. This is a
function that is primarily directed by the founder-owner, with assistance from the CEO
and the Product Marketing Manager. The market for the new products that SIC is
entering is new and rapidly evolving due to technological changes. The products evolve
as the markets evolve.
The functional layout at SIC is shown in Figure 2. All the functional groups are
located on the first floor, with the exception of the industrial design group and the
founder-owner's office, which are on the second floor. The two vice presidents that do
not occupy an executive office are the VP of Engineering and the VP of Operations.
They stay in their own functional areas. The VP of European sales is located overseas.
A detailed grand tour is provided in Appendix A.
20
Industrial Design area unoccupied
2nd Floor
Prototyping area
Founder-owner's
office & lab.
1st Floor
Not to scale
Engineering test/ Design
Verification Test area
Technical support
area
Lunchroom
Machine asseml
Consumables m
Sales and Marketing
area
to 2nd floor
Main Conference room
^
Executive offices
lobby
Customer Service area
Engineering
?ly area Manufacturing
offices
Machine shop
Purchasing area
anufacturing area
Shipping & Receiving
Figure 2 - Functional Layout at SIC
21
Founder's story
An overview of the company is not complete without a discussion of the founder-
owner, Ed. He has been featured in a number of newspaper articles which discuss how
his interest in the machine and consumable technology got started in the basement of his
parents' home in his teenage years, and how he started SIC when he was in college.
Currently, as the founder-owner of SIC, he performs high-level managerial functions, but
is also involved in the PDPs or any other technical activity at his discretion. The
company is named after him and in the lobby at SIC the display of products shows the
evolution of the products from Ed's basement to now. This display might give the
impression that SIC is a continuation of Ed's basement or his product development
activities.
The founder's story, according to some written sources, inside and outside SIC,
began with Ed's high school teacher, who knew of his interests and his talents. When Ed
was a university student, his teacher asked him to solve a problem with a consumable that
he was selling in his side business; he was receiving complaints about poor quality from
his customers. This is analogous to a printer ink cartridge that had problems. Ed took
some time off from his studies to do this, but soon realized that to make these
consumables, he would need a machine that would cost thousands of dollars. So he set
out to build a machine in the basement of his parents' home from parts he gathered in
junkyards. To return to the analogy, this would be much like developing a machine to
produce these printer ink cartridges. Once this was done, he gave his company a name
and started selling these consumables through his high school teacher's business. Later
22
on, he built the machine that customers would use with these consumables. This machine
became the Model-1, the company's first machine. In effect, this is analogous to having
produced the first printer that would work with the printer ink cartridges that he
developed.
Why SIC?
Some years ago, I spent four months as a consultant at SIC, where I managed
various active projects and helped recruit a permanent head of Engineering. I learned
that the PDPs at SIC could not be adequately understood through current literature on this
subject. I also saw that while most companies were taking their manufacturing offshore,
at SIC, most of the products were and still are conceived, developed, and manufactured in
the same facility, that is, under one roof in the San Francisco Bay Area. The company
manages to develop innovative products that are in demand and make money.
Therefore, when looking for a small innovation company where I could study its PDPs, I
decided to approach the founder-owner, Ed, and to ask him if I could do an ethnographic
study of the PDP at his company. After seeking approval from the Vice President of
Engineering, who was new at the time, I was able to begin this research.
23
CHAPTER 4: PRIOR PROJECTS
This chapter includes projects that were completed before the research began; it is
therefore a historical perspective. The history of machines was more readily available
than that of consumables. Table 2 shows the list of the projects described in this chapter.
Model-1 through Model-5 belong to one product line, while Model-Pi and P2 belong to
another.
Table 2 - Projects in the Prior Projects Category
Machines
Consumables
Prior projects Model-1 Model-2 Model-3 Model-4 Model-5 Model-Pi Model-P2 1st consumable
Reconstructing the history of a company with high employee turnover is difficult,
but one engineer, Peter, has been at SIC from the beginning, hi fact, he was there when
SIC first started. His photo is in the lobby on the wall above the early models of
machines that SIC developed. He said, "I love machines. I have this fascination with
machine technology. I don't have a formal background in anything. I learned electronics
and software working at SIC. There was a need for it to be done and we were four or five
people at the time we started. So somebody had to do it and I was willing and able. I
was a hobbyist before joining SIC. I have done electronics, software, firmware, and
mechanical design on all the products. I joined SIC as a draftsman and worked on every
24
one of the products." Although the historical perspective lacks details, it provides
continuity for the stories that are told.
1st consumable
According to the founder's story, he developed the first consumable and then put
together a special machine that manufactured this consumable from parts he gathered in
junkyards. At that time, these consumables worked on other manufacturer's machines.
After a time, he decided to build his own SIC machine that would use SIC consumables,
the result being Model-1.
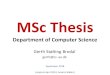
Figure 3 shows the process that the first consumables appear to have gone
through. Today, there are 16 categories of consumables built at SIC on specialized
manufacturing equipment. New consumables continue to be developed, which drives the
development of new SIC machines. Some new consumables also require new
manufacturing technology, which can be either purchased or developed.
Model-1 machine
Model-1 was the first machine that SIC produced. Although the oldest machine,
Model-1 is the top of the line when it comes to capabilities in this product line. It is
capable of handling a number of different consumables that SIC produces, which makes
it a versatile machine. Peter, who worked on this model says, "Model-1, which was the
[first machine that SIC produced], got out on the market slowly so that you would ship
one, there would be issues, and then you would fix it and ship more." This simple
process became a pattern that was established in the early years of SIC and is one of the
patterns that can be seen in the development of products at SIC today. It is based on a
symbiotic relationship between SIC and its customers, where SIC depends on its
25
customers' feedback to improve and develop its products, while the customers depend on
SIC for a machine that would allow the use of SIC s consumables to cater to their own
customers.
f
Product development phase
<
Manufacturing phase <
Product development phase
V Manufacturing phase <
Develop first consumable
ir
Build machine from scraps
to manufacture consumable
^ r
Manufacture consumable
^ r
Develop newer & better
consumables
^ r
Acquire/Develop specialized
manufacturing equipment if
needed
1 r
Manufacture consumables
^
^
Figure 3 - First Consumables Development Elements
26
Although the flagship product in the product line, Model-1 still undergoes
changes, both in the form of upgrades and added features or continuation engineering.
Continuation engineering is fixing problems that are reported back from the field. Today,
Model-1 is being manufactured by SIC Manufacturing and it is still "really a prototype
that wasn't [meant to be] manufacturable. It takes [many hours] to assemble." Some say
it's "too old" technologically. Looking at it being assembled on the assembly line, there
are many parts that need to be assembled and adjusted by hand as opposed to the other
models in this product line, which have fewer parts and can be adjusted electronically.
Nevertheless, it is still the model that can handle a wide variety of consumables.
Furthermore, the "guts" of Model-1 are being integrated into a new product that will be
discussed later. Building Model-1 allowed SIC to develop a variety of other
consumables, which expanded its consumable offerings. Figure 4 shows the process that
Model-1 appears to have gone through.
Model-2 machine
Model-2 was meant to be a replacement for Model-1. According to Peter, it was
"meant to be more manufacturable than the Model-1." A prototype of it was built and it
worked. But since it did not fill a different position in the product line, it was set aside
and not pursued. Some say that there have been numerous attempts to revive Model-2,
but "some new product development pulled all the engineers off the project." This means
that another project came along that needed the resources. The reason for this decision
can be understood by looking at the importance that the company places on external
versus internal needs.
27
Product Development Phase
r
V
r
Manufacturing Phase <
K.
Develop Model-1
Produce small quantities
Ship in small quantities to customer
Improved design
Customer uses machine to sell
consumables
Problem feedback from customer
Fix
Produce large quantities
Ship in large quantities to customer
Upgrades & added features
Customer uses machine to sell
consumables
Problem feedback from customer and feature upgrades
Continuation engineering
Figure 4 - Model-1 Product Development Elements
The external needs are defined as needs that lead to growth and resource
acquisition, while internal needs are needs that lead to stability and control. The external
needs focus on the external environment and flexibility in structure, whereas the internal
needs focus on the internal environment and a control in structure (Quinn and Rohrbaugh
1983:369). External needs might require activities such as developing new products or
28
changing a product to satisfy a need in the market. Internal needs might require activities
such as making a product more manufacturable or creating documentation. The former
addresses the market needs, while the latter might address Engineering or Manufacturing
needs. Although both are important, in a small company where many projects compete
for scarce resources, one typically dominates the other. Model-2 addressed an internal
need because it was to replace Model-1 as a more manufacturable product, without
satisfying a new market need. The new product development, which was an external
need, took precedence over the internal need. So, at this early stage at SIC, the external
needs won over the internal ones. This pattern was established early and is still followed.
ModeI-3 machine
According to Peter, Model-3 is a product that has a limited set of features
compared to Model-1 and handles only limited types of consumables. So, when Model-2
was abandoned, work was started on Model-3, which is smaller and less expensive than
Model-1, therefore fills a different need in the product line. Peter also mentions that a lot
of money was spent on tooling to make this model, which was technologically similar to
Model-1, but more manufacturable. What was learned on Model-1 and Model-2 was
applied to Model-3. This machine has emerged as a reliable and manufacturable model
with electronic adjustments for manufacturing.
One of the differences between the development of Model-1 and Model-3 was
that Model-1 was developed following a more experimental model, both in terms of
technology and even market needs. By the time Model-3 was being developed, many
lessons had been learned from Model-1 and 2, which were applied to it. So, Model-3 was
being developed with a different level of confidence. SIC was now knowledgeable about
29
both the technical needs and market possibilities of this product line. The focus was to
produce a quality product that was manufacturable, reliable, and could be sold for less
than Model-1. Investment was made in tooling, which allowed a design that would be
more manufacturable and reliable. This type of development takes much more time and
money, and changes to such a product can be difficult because of retooling needs.
Model-3 is thus distinct since it satisfied both the external and the internal needs of the
company.
The main difference between the development processes of Model-1 and Model-3
could perhaps be attributed to a higher level of confidence in the company's knowledge
of the technology and market needs.
Model-4 machine
Every company has a legend. At SIC, it's Model-4. A local subsidiary of a
larger company had developed a machine, which filled another gap in SIC's product line.
This subsidiary was bought by SIC, which provided them this machine and its rights to it.
The machine, which was a different technology than the other SIC machines, was
modified after it was purchased, developed under an aggressive schedule with enhanced
features, and shipped out to customers. Everyone, regardless of whether they had worked
at SIC or not at the time, recounted horror stories about what happened next. One
individual outside of Engineering said, "Model-4 was a disaster from what I hear. I
wasn't here thank heavens." An engineer who wasn't at SIC at the time had this to say:
"If you send out a product before it's ready, it'll come back to haunt us. No one wants to
be put on the fast track to correct a problem like this. On the Model-4, the customer was
screaming about the product. We had a 100% failure rate. All the product had to be
30
recalled. We had to scramble and make the next [revision] of the product and it took a lot
of our resources. That's when we came out with the Model-5. That works well."
Another comment about this experience was that it almost took the company down.
This fear of being haunted by problems if the job is not done well, and having to
scramble and develop a new replacement could explain the commonly recited anecdote
about engineers never wanting to let go of what they design.
In analyzing this situation, if Model-4 had been developed using the same process
as Model-1, it is possible that it would not have been a legend maker. The product would
have been shipped out in small numbers, customers would have communicated failures
back to SIC, the engineers would have responded with incremental changes and
improvements, and the risk would have been minimized. Since SIC profits from
consumables, the high cost of building the machines is not a drawback, as long as it
facilitates the sales of consumables.
It is difficult to compare the development process for Model-4 and Model-3 due
to insufficient data, but it seems that Model-3 was a known technology for SIC, whereas
Model-4 was new, or at least unfamiliar.
Model-5 machine
An engineer who joined SIC when Model-5 was being designed said, "Model-5
was a complete redesign of Model-4. That project was done differently." Model-5 is
sturdy and the least expensive model in this product line.
Some of the people who worked on Model-5 said that things were done
differently. Sam, an engineer who worked on Model-5 said, "We had a feasibility study
to get a plan, cost and time. Then the work was broken up among various engineers. We
31
built a prototype, tested it, did the pilot build and then production. It was a pretty smooth
project." Another engineer who also worked on Model-5 said, "Since that was a hot
project, we had many engineers working on it and we had a good manager. He knew
what he was doing." It appears that Model-5 was developed much more cautiously.
They wanted to be sure that when it was sent out, there were not going to be any major
problems. The risk was minimized through what appears to be a more cautious and
methodical development approach. The company's reputation was at stake.
Model-Pi machine
Model-Pl machine was designed by another company some years ago. SIC
received the prototype and documentation for it so that it could manufacture it. So, the
development phase was done outside, but the manufacturing was to be done at SIC.
Model-Pl is a sophisticated design, with a special consumable. Although some of the
knowledge transfer from this outside company to SIC was explicit, there was much that
was implicit. The prototype given to SIC was the output of an engineering team in
another company, with whom SIC engineers did not appear to have had much interaction.
Although the schematics of the electronics, the software, and the mechanical drawings
were transferred in such a way so that the engineers at SIC could access and modify
them, taking the product into manufacturing appears to have been a challenge. This part
of the process, that is, development of the manufacturing plans, was the part of the PDP,
which SIC needed to complete. Peter, who was at the company when the prototype of
Model-Pl was received said, "Model-Pl was designed by an outside company. We got
the prototype and documentation from them so that we could build it here. But when we
32
got it, we spent another six months or so working out the bugs, enhancing it, testing for
compliance, and testing the firmware."
Ryan, the line manager, explained that there were no manufacturing drawings.
He worked with the engineer in charge to do what was needed to get the product in
manufacturing: "It has many tiny parts. So I said we need to come up with instructions.
First, we documented all the parts. Then [the engineer] and I documented the machine
with instruction sets." In this way, they came up with a system of putting the machine
together. This special way of doing things between Engineering and Manufacturing is
something that Ryan, the line manager, allows. His tolerance for ambiguity, his ability to
work in this capacity, and his effort is what allows products to go from Engineering to
Manufacturing at SIC. Ryan is the translator of engineering knowledge to manufacturing
knowledge. In fact, he has determined the appropriate language: "Before we used to
work off these big drawings. There were three leads and each interpreted the drawings
differently. So now with these instructions, that doesn't happen."
According to Brannen and Wilson (1996:102), recontextualization is the evolution
of meaning in a new cultural context. "Some technologies and processes [are]
recontextualized to a greater extent than others. Processes with high embeddedness and a
large tacit knowledge base [are] recontextualized to a greater extent than those with low
system embeddedness and high explicit knowledge" (Brannen et al 1998:23). They
define embedded knowledge as "the degree to which technologies and processes [are]
more or less tightly integrated with other technical and social systems" (Brannen et al
1998:22).
33
It appears that the product underwent recontextualization when it went from an
external engineering organization into SIC Engineering and Manufacturing. SIC
Engineering made this product their own by spending time working on the product and
doing what they thought was needed to make it meaningful for them. The line manager
worked with the engineer on the project to document the product so that it would be
meaningful for manufacturing.
Model-Pi also works with a specially designed consumable that was also
designed by the outside design company. It fills a new market space.
Model-P2
This machine was developed by a Japanese company and they continue to
manufacture it for SIC, with SIC's name and colors. SIC wants to upgrade the
electronics and software, but the manufacturer has told them that they will upgrade the
electronics, but SIC needs to find another company to upgrade the software. Therefore,
the software upgrade is being done by another company. Peter explained, "We are trying
to verify and check things out. The hardware is done in Japan and the software in
England. We verify integration and give feedback to the people." So, in this case, SIC
acted as the customer, giving feedback to those who are doing the development work for
them.
Much like Model-Pl, Model-P2 uses a specialized consumable, designed by an
outside company. It fills a new market space also.
Summary
Although this historical perspective necessarily lacks detail and does not take into
account those who were involved in product development at different times, it provides
34
some insight. The company has developed a number of consumables and machines that
have allowed it to be profitable and grow from four or five employees to one hundred
twenty. The Model-1 development process allowed SIC to learn about the technology
and markets for such a product and to get on a footing where it could pursue further
projects and growth. This particular model is externally focused, it allows for
experimentation, learning, and growth, and depends on a symbiotic relationship with
customers. It, however, did not produce a product that is very manufacturable.
There does not appear to be one PDP that SIC followed for these products,
although, in some cases, the process for developing a machine appears to have been built
on the previous one. For example, Model-3 PDP was built on lessons learned from
Model-1 and Model-2, while Model-5 PDP was built on lessons learned from Model-4.
Also, the process of developing these models (Model-3 and Model-5) appears to satisfy
both the external needs, that is the market needs, as well as the internal ones, that is the
engineering and manufacturing needs.
One advantage of a process that satisfies both internal and external needs is that
the outcome is a product that is better engineered and manufacturable, while meeting a
specific market need. However, even though this would have advantages, it does not
support today's business model at SIC, which is to sell machines in low volumes and
make profits out of selling consumables in high volumes. Therefore, the effort and
expense in making a machine better engineered and more manufacturable may not, in any
significant way, add to the company's profits in the volumes at which these machines are
sold. So the internal needs are trumped by external needs, as will be seen in the
following projects.
35
Another aspect of this model of balancing the internal and external needs is that it
is perceived to require a longer development cycle. The concern is that the company
would miss the market window because of the long cycle time when developing products
for fast changing or newly developing markets. Furthermore, the company will not be
able to get the kind of customer input that it does from a more externally focused PDP,
such as Model-1.
It is unclear what led to the Model-4 disaster. The 100% failure rate and the total
recall had a major impact. Some say that the product was shipped before it was
completed, while others say the problem was the person in charge of Engineering at the
time. If ethnographic data could have been obtained on the development process for
Model-4, it could have shed some light on what went wrong in this process.
There are three instances where SIC has acquired products, although in very
different forms and with different outcomes each time. One of these is Model-P2, where
the product is designed and manufactured by an outside company for SIC, with SIC's
business name and in SIC's colors. In this case, SIC is the customer. It requests
upgrades and provides feedback on the performance of changes. Another example is
Model-Pi, where another company designed the prototype, but the design is owned and
manufactured by SIC. The third example is the acquisition of the product that led to the
development of Model-4. The acquired product came with an engineer, Mark, who
develops proof of concept designs for SIC offsite. The acquired design was modified and
developed at SIC, with the outcome being Model-4. So, this model of acquiring products
may be used to obtain products or the design of products to diversify the SIC product
line. Models-Pi and Model-P2 are products in a specific product line. To develop these
36
at SIC, special expertise would have been needed. Acquisitions such as these allow for
diversification without first building this expertise. The acquisition of Model-4's pre-
cursor appears to have been for a different reason. This acquisition did not offer SIC a
new product line, but a fast track development to a different model in their existing
product line. The motivation behind this decision might have been the perception that it
would require less development effort if they acquired an existing product and modified
it.
37
CHAPTER 5: PROJECTS IN PROGRESS
Projects in progress include those that had begun before the fieldwork and that
were still active. Table 3 shows the list of the projects in this category. The histories of
these projects were collected as much as possible along with ethnographic data collection
on the continuation of the project.
Table 3 - Projects in the Projects in Progress Category
Machines
Consumables
Projects in progress Model-6 Model-7 Model-S Model-Q Auto-consumable Model-Q consumable
Before discussing these discrete projects, there is an ambiguous category of
projects called "continuation engineering." These ongoing projects consume
considerable engineering resources and will be discussed first.
Continuation Engineering
Continuation engineering was estimated to consume 42% of SIC s engineering
effort (fieldnotes from bi-weekly meetings 2006:3). This was engineering effort spent on
products that had already been released to manufacturing and it was also known as
sustaining engineering. Problems that halted manufacturing, also known as "line
stoppers," were given the highest priority. One of the engineers said, "Anything that
stops or slows down manufacturing is unacceptable and needs to be dealt with fast. [The
38
owner's] personal primary concern is product development. He takes for granted that
you'll support manufacturing on the side."
Another engineer said in frustration, "There is another problem that I am starting
to get involved with.. .1 keep getting pulled off to go back and do fixes on past products.
A lot of things I see are based on proper engineering not [being] done in the first place.
It's not the people, it's just the way we do things." He concluded that it was very
distracting and time consuming.
Continuation engineering is an inherent part of the PDPs at SIC. Although this is
typically a function that can be performed by a unit outside Engineering, at SIC it is done
internally. Any engineer, regardless of formal assignment, supports products he once
worked on even after they are in manufacturing. This adds to the responsibilities and
workload of engineers doing product development.
Model-6 machine
History of Model-6
Model-6 was a slightly modified version of Model-5. Small modification in the
mechanical, electronics and firmware were made so that Model-6 could handle a
consumable that was originally designed for another application. So the incentive behind
Model-6 was to sell this specific consumable, even though there were no immediate
customers.
This project started with Ed, the founder-owner, asking the manufacturing
engineer, John, to modify a certain mechanical part on the Model-5. Since Model-6 was
very similar to Model-5, through John's help Manufacturing was able to produce a small
number of the modified Model-5 machines for engineering tests. One engineer had made
39
a firmware modification, while another engineer, Peter, had made some electronics
changes to this modified Model-5. Then three prototypes were built for design
confirmation. This was not a new design, but rather a modification of an existing design
to produce a new product.
Model-6 during fieldwork
The product was being tested and characterized by the Engineering Test/Design
Verification Test department. As a service to Engineering, this department performs tests
on the engineering designs to see that the designs perform as required and reports the
results back to the engineers. As a Quality Control function, they also perform tests on
products being released to manufacturing to ensure that they pass certain tests. This
function is generally performed by an independent department, although at SIC, the
manager of this department reports to the head of Engineering. Still, the need for
independent quality control is agreed on at SIC, although the result is blurred
responsibilities.
Engineering was also preparing to release the documentation package for Model-6
to Manufacturing so that its workers would know how to build the product. Therefore,
there were discussions between the firmware engineer, Bob, who was also the project
lead on Model-6, and the manufacturing engineer, John, concerning the requirements for
a release to manufacturing. These requirements were not written down, but were
discussed and negotiated instead. Two things that were being negotiated were the form
and contents of this documentation package. A new document control person had been
hired by the new vice president of Engineering and he was setting up procedures for
40
documentation. This meant that there were no set rules yet, but that new ones were being
developed.
Document control departments are generally a function of Manufacturing because
they set up the documentation requirements to meet Manufacturing needs; Engineering
does not normally dictate these needs. This is another example of the blurred
responsibilities between different functional groups. Accordingly, there was conflict as
to what type of documentation and what level of documentation was enough. There were
those, like Bob, who believed that a compromise should be made as a short-term solution,
so that an interim process would allow this product to be released to manufacturing. On
the other hand, there were those, like John, who believed that a total change was needed
and if a full set of documentation was not completed at this stage, it would never be done
later.
This situation raised several questions. What was done before? Why was there a
need for change? In what way did this make the product easier to handle internally? What
change would this bring about in the interaction between Engineering and
Manufacturing? The answers to these questions differed. Someone in Engineering said,
"[Engineers] hate not having things properly documented .. .because they want to do it
right." Another individual in Engineering said, "They [engineers] don't like the fact that
the documentation is all wrong on all products." Some said that it was what was needed
for a formal release to manufacturing. But another person in Engineering said, "I think
we need to do things slowly," implying that they needed to take small steps towards the
change that they were looking at implementing. In this case, the change was defining the
procedure and documentation necessary for releasing a product to manufacturing. It
41
almost seemed that being able to satisfy such an internal need was a long-awaited luxury.
The new document control person had enabled them to have this option.
Documentation defines a product explicitly. This documentation is part of the
hand-off from Engineering to Manufacturing. It includes a bill of materials that defines
the parts needed, drawings that define the parts, assembly drawings that define how the
parts are put together, and various other specifications that define various requirements
for the manufacturing of parts and the machine. At SIC, there do not appear to be formal
rules on how to do this; it seems to be an ad hoc negotiated process.
In another project, described later, this hand-off between Engineering and
Manufacturing is done as a joint effort between the two departments, while in others, the
necessary documentation starts in Engineering and is finalized in Manufacturing. How
things are done seems to differ for each project. As one person on the Manufacturing
side put it, "Engineering is a development department, but also a support for the line.
They need to work with [Manufacturing] and to learn what is needed for manufacturing
support. We need to communicate, work together, learn from each other." So, at SIC,
the line between Manufacturing and Engineering appears to be blurred; this has allowed
things such as manufacturing release documentation to fall into a gray area where a close
interaction between an individual on the Engineering side and one on the Manufacturing
side enables the release of a product to manufacturing, even without a complete or
formalized documentation package. The manufacturing release is continuously
negotiated between Engineering and Manufacturing.
42
For Model-6, however, new rules were in the process of being defined as to how
explicit the knowledge transfer between Engineering and Manufacturing had to be. In
effect, this was also defining a new relationship between these two functional groups.
The more explicit the documentation, the less need for the groups to interact, and
the less ambiguous and more defined that interaction would be. The debate I observed on
Model-6 was due to a disagreement on the extent of this change in the rules of
interaction. Defining clear boundary lines between Engineering and Manufacturing
would reduce ambiguity and require more standardized ways of doing things.
Documentation satisfies an internal need; it does not directly affect the external or
customer needs. Due to limited resources, external needs take priority over internal ones.
For instance, one of the engineers who was working on the documentation for one of the
products was pulled off to work on the design of a new product. So, instead of tending to
the internal needs, the engineering resource was directed at an external need. Such
reallocation upset those people who were internally focused. The Model-6 project was
put on hold at this point. It appeared that the reason behind this decision was a lack of
interested customers.
Model-6 summary
It appears that people at SIC decided the rules based on their experience, skills,
and focus. These are then negotiated, and not just applied. Therefore, depending on the
individuals who are doing the negotiation and on the nature of the particular project,
projects can follow different processes. So, the way things are done is not rule based, but
develops through an interpretive approach and negotiations. Rules become, in effect, ex
post facto accounts of practices.
43
The project to develop Model-6 was founder-owner initiated and motivated by a
need to support a special consumable. This is consistent with the SIC business model
that consumables are what make the company money and that machines are there to
support the sale of these consumables.
The functional responsibilities between Engineering and Manufacturing groups
are blurred. For instance, the Document Control function is generally under the control
of Manufacturing, but at SIC, it is in Engineering. Also, the Quality Control group is an
independent group, but at SIC, it is under the domain of Engineering. This affects the
way things are done and the reasons for this are not clear. The new vice president of
Engineering felt very strongly about having proper documentation and hired a document
control person because he saw the need for one. He felt that the Quality should be
separated from Engineering. But this did not happen during the time that he was there.
Model-S machine
History of Model-S
This project had begun a couple of years ago, driven by a new market for a
specialized consumable. It required the development of a brand new machine, which was
Model-S. Its beginnings seemed to fit the pattern of the other projects at SIC where the
founder-owner worked with a mechanical engineer to develop a proof of concept model.
Proof of concept in this case means that an idea is turned into a rough physical
model to allow the engineer to see if implementation is possible or feasible, and if the
model can perform in ways envisioned. It gives shape to the mental idea and allows the
development and testing of a number of different implementations.
44
A few of these models were built by Engineering, as opposed to Manufacturing,
and shipped to customers worldwide. Each time a few machines were shipped, they
generated feedback from customers, which was incorporated into the design of each
subsequent machine. Then a few more prototypes were built and sent to more customers
and the cycle continued. So, over the past two years, 40 of these prototypes, with many
different revisions, were built and shipped, generating enormous sales of consumables,
and paying for the development of the product, based on customer feedback.
According to some, if this machine had not been developed in this manner, it
would have missed a market need. One of the engineers who worked on Model S said,
"We have a long cycle time. By the time production is making it, the product becomes
obsolete."
This process allows customer feedback, experimentation, implementation, and
production in a very similar way to Model-1 was developed. Mark, the mechanical
engineer who developed the proof of concept for Model-S said, "[Model-S] is an
enabling technology. We make small numbers and send them to customers, who help us
with our learning curve." For brand new products, such as Model-S, if there is no interest
from customers or trade shows, then SIC doesn't pursue the concept. Also, there are no
great investments made in tooling for manufacturing of these machines because the
machines are low volume. According to Ed, the founder-owner, "We don't need cheap
solutions because we don't have high volumes... The idea is to use these machines to sell
consumables." A customer will buy one machine, but many consumables, so reducing
the cost of manufacturing the machines is not a priority. This business model also
dictates the process for developing products. In this case, Model-S was developed over a
45
period of time, but it is still is not considered a machine that can be manufactured
inexpensively because the focus of the development was to make a product with the right
features that worked, as opposed to making a fully manufacturable product. As the
founder-owner said, the idea was to get this machine out into the market place so that
they could sell consumables.
However, there are contradictory views on the way that Model-S was developed.
Some in Engineering say, "We are trying to get away from this [way of doing things].
The product [Model-S] has been around for two years and it has not yet been released to
manufacturing." It is not clear why there is such a disconnect between the business
model that the founder-owner has and others in Engineering.
Much like the Model-1 process, SIC found motivated customers who were
interested in the specialized consumables and were willing to work with SIC in
developing the technology needed for this new and profitable market. This important
symbiotic relationship with their customers allowed them to pursue the market. The
customers were aware that they were getting prototypes and communicated performance
issues back to SIC from the field. One of the people outside of Engineering said,
"Customers are .. .very accepting of problems because we call it beta and they have the
mindset that they can call us and tell us what the problems are. They can call us and talk
to us about it. This kind of opens up a way for us to communicate with them. It's
unusual to have one and a half years of beta, but part of this is the market." Another said,
"We [Engineering] built a number of different versions of this machine, A through L.
We built A through L in about a 24-month period. The reason for this was to sell
consumables... We made some versions of each model and sent it out."
46
The consequences of this process were described as follows: "The way it was
done allowed us to evolve our learning." This learning took place as they captured the
market and made lots of money for the company. This process allowed the development
of a very unique and sophisticated machine, such as Model-S, and of a new market.
"That's helped us learn about the market and what the customers use..." This symbiotic
relationship allowed SIC to learn what the customer wanted, how the customer used their
equipment, and the problems with the prototype units. This was, in effect, the market
research portion of the PDP. After two years, the machines and the consumables have
been fine tuned to customer needs. Even though the machines are expensive to
manufacture, SIC is able to follow its business model of making money from the sales of
the consumables.
The engineer who worked offsite and the founder-owner designed the first few
revisions of Model-S. The consequent models were developed further, debugged, and
manufactured by Sam, the mechanical engineer at SIC. The engineering test/design
verification test group was bypassed; that is the Quality Control function was bypassed
because Manufacturing was not involved in making these units that were being shipped
to customers.
Figure 5 shows a summary of what appears to have been the product development
history of Model-S. To sum it up, research, development, and manufacturing of these
prototypes all occur in Engineering. There are many benefits to this process. One is that
that it helps SIC come up the learning curve with the help of its customers, who are using
these machines to sell consumables to their own customers. The implementation of the
customer feedback allows the development of a machine that caters to customer needs.
47
(
Product Development Phase
V
Owner has an idea for a special consumable. He initiates Model-S
"
Owner and mechanical engineer work on the proof
of concept and develop first model (rev-A)
i r
Engineering builds a few rev-A units and
ships to customers
r^
Customers use machines and provides feedback to
SIC
i '
Engineering makes design changes to incorporate
customer feedback. The rev. letter is incremented
'
Engineering builds a few new rev-A units and
ships to customers
This happens from rev-B to rev-L over a period of two years and a total of approx. 40 units
Figure 5 - Model-S Product Development History
The risk of development is minimized, particularly in areas where both the
technology and the markets are new. This process fits the business model of making
machines to sell consumables to make a profit. Developing machines such as Model-S
48
can be very expensive. This process also allows the development cost to be paid through
the profits made through the sale of the consumables, thus reducing the financial burden
of developing innovative products on a small company.
Model-S during fieldwork
Engineering was getting ready to release Model-S to manufacturing so that
Manufacturing would build the units in the future. The mechanical engineer who had
worked on this machine was involved in many different aspects of the development that
might normally require many different people with different expertise. "I make, modify,
and build it while I am thinking about it. It's much faster. If you give it to the machinist,
you need to have it well thought out and designed in CAD and then feed it into the
machinist queue, which takes days. I can do it myself fast to prove the concept." This
basically
Recommended