MANUFACTURING RESOURCE PLANNING (MRP II)
Presented By - MOHSIN DALVI13MT07IND014M. Tech (Indl. Engg), Sem-II
MANUFACTURING RESOURCE PLANNING (MRP II)
2
Manufacturing Resource Planning(MRP II)
Evolution of MRP II

3
• Manufacturing processes are at the centre of all value addition activities.
• In 1962, in response to Toyota Manufacturing Program, Joseph Orlicky developed Material Requirements Planning (MRP).
MRP
MATERIAL B
MATERIAL A
MATERIAL C
MANUFACTURING PROCESSMATERIALS FINISHED
GOODS
Manufacturing Operations ControlThe Future of MRP II

4
Material Requirements Planning
• Black & Decker was first the company to use MRP in 1964. • MRP systems help to better manage material
procurement for supporting manufacturing operations • MRP translates the master production schedule into
component level demand using a bill of materials and direct the purchasing group when to procure based on the component lead times loaded into the MRP system and the current inventory levels.
Evolution of MRP II

5
MRP Process FlowEvolution of MRP II

6
Problems With MRP
• The user has to specify how long it takes a factory to make a product from its component parts.• The system design assumes that manufacturing lead
time will be constant every time.• It takes no account of capacity in its calculations. Thus
it will give results that are impossible to implement due to manpower or machine or supplier capacity constraints.
Evolution of MRP II

7
Opportunities Beyond MRP
• Once an MRP system is in place, inventory data can be augmented by other useful information• Labor hours• Material costs• Capital costs• Virtually any resource
Evolution of MRP II

8
MRP
II
MRP
MATERIAL B
MATERIAL A
MATERIAL C
MATERIALS MANUFACTURING PROCESS
FINISHED GOODS
OPERATOR A
OPERATOR BOPERATORS
EQUIPMENT A
EQUIPMENT BEQUIPMENTS MACHINE
HOURS
MAN HOURS
Expanded Scope of Operational ControlThe Future of MRP II

9
Introducing MRP II
• In 1983 Oliver Wight along with Walter Goddard developed Manufacturing Resource Planning (MRP II) from MRP and also led the evolution of Production Planning into Operations Planning.• MRP II systems deal with resource capacities and consist
of the basic MRP I modules plus the RCCP (Rough Cut Capacity Planning), CRP (Capacity Requirement Planning) and SFC (Shop Floor Control) modules.
Evolution of MRP II

10
Why MRP II?
• While MRP stops at the receiving dock, MRP II incorporates the value stream all the way through the manufacturing unit up to the shipping dock.• The value stream includes demand forecasting , machine
capacity scheduling, labor planning and quality tracking.• MRP II extends the Just in Time concept beyond
inventory and expands it into labor availability, raw material arrival, machine availability and so on.
Evolution of MRP II
11
Manufacturing Resource Planning(MRP II)
Definition and Features of MRP II

12
Definition of MRP IIDefinition and
Features of MRP II
• Manufacturing Resource Planning (MRP II) is defined by APICS (American Production and Inventory Control Society, estd. 1957) as a method for the effective planning of all resources of a manufacturing company.• It addresses operational planning in units, financial
planning in dollars, and has a simulation capability to answer "what-if" questions and extension of closed-loop MRP.

13
Definition of MRP II
• MRP II is an incremental information integration business process strategy implemented using hardware and modular software applications linked to a central database that stores and delivers business data and information. • The goal of MRP II is to provide consistent data to all
players in the manufacturing process as the product moves through the production line.
Definition and Features of
MRP II

14
Features of MRP II
• MRP II concentrates on the resources, i.e. material, man and machine for detailed production scheduling. • Loading by resource means that capacity is taken into
account , which offers tighter control over the plant.• The Rough Cut Capacity Planning attempts to match the
order load to the capacity available, by identifying resource overloads and moving orders to achieve a balance (knocking the mountains into the valleys).
Definition and Features of
MRP II

15
Features of MRP II
• It builds on closed-loop MRP by adopting the feedback principle and extending it to additional areas of the enterprise such as purchasing, marketing and finance.• It integrates all aspects of the manufacturing process,
including materials, finance and human relations, for planning and control purposes. • This integration extends from strategic to operational
levels and encompasses long term planning up to short term control.
Definition and Features of
MRP II

16
Features of MRP II
• Fluctuations in forecast data are taken into account by including simulation of the master production schedule, thus creating a long-term control.• MRP II is a total company management concept for
using human resources more productively.• The MRP II process is carried out by a synergistic
combination of computer and human resources.
Definition and Features of
MRP II

17
Manufacturing Resource Planning(MRP II)
Structure and Working of MRP II

18
Working of an MRP II System
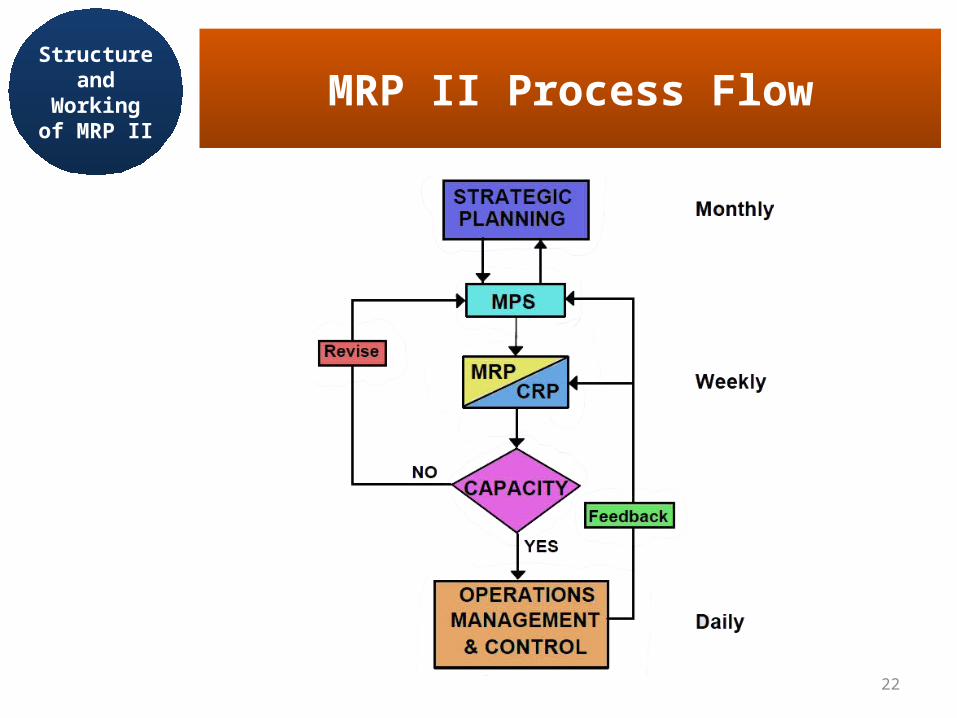
• MRP II systems begin with MRP, which inputs the sales forecasts from sales and marketing and determines the demand of raw materials by analyzing the forecasts. • The company’s strategic plans for the future are
translated into a Master Production Schedule (MPS).• MRP II assures that the production facility is capable of
accomplishing the MPS otherwise all these plans will result in inability to meet the promised delivery dates.
Structure and Working of
MRP II
19
Working of an MRP II System
• This is performed in an iterative manner.• MRP schedules are constructed to support this MPS.• Then Capacity Requirements Planning (CRP) is
performed which tells what equipment, personnel, and materials would be needed to meet the MRP schedules.• If this capacity is not available, then the MPS and
possibly the strategic plans must be revised until the MRP schedules are consistent with the plant capacity.
Structure and Working of
MRP II

20
Working of an MRP II System
• This revision process facilitates the development of a detailed production schedule that accounts for labor and machine capacity. • The schedules are released to the departments which
perform production and/or purchasing operations.• The MRP II system draws on the revised MPS and
provides output in the form of a final labor and machine schedule and schedules the production runs according to the arrival of materials.
Structure and Working of
MRP II
21
Working of an MRP II System
• The MRP II systems continuously provide production data to accounting and finance about the production costs in terms of machine time, labor time and materials, as well as the final production numbers.• The feed back of this information to the MRP/MPS
elements allow plans to be updated thereby creating a closed loop planning and execution system.
Structure and Working of
MRP II
22
Structure and Working of
MRP IIMRP II Process Flow

Problem:To schedule the resources for enabling uninterrupted production of 100 units of product P 9 weeks from now.
A Typical Resource Planning ProblemWHAT ARE
NEURAL NETWORKS?
MATL - A1 UNIT
MATL – PI UNIT
MATL - C3 UNITS
MATL - B2 UNITS
Resource Requirement Matl A Matl B Matl C
Lead time (Wks) 1 2 4
Raw Matl Cost (Rs) 2 5 5
Labor Reqd (Hrs) 10 10 2
Machine Reqd (Hrs) 2 2 1
Bill Of Materials

24
Week5 6 7 8
A. Units (lead time 1 week) 100Labor: 10 hours each 1,000Machine: 2 hours each 200Payable: Rs 2 each 200
B. Units (lead time 2 weeks, 2 each required) 200Labor: 10 hours each 2,000Machine: 2 hours each 400Payable: Raw material at Rs 5 each 1,000
C. Units (lead time 4 weeks, 3 each required) 300Labor: 2 hours each600Machine: 1 hour each 300Payable: Raw material at Rs 10 each 3,000
Structure and Working of
MRP IIResource Estimation

25
Softwares for MRP II
• A typical MRP II software system employs a modular construction.• The modules keep track of and regulate specific
characteristics and functions of the entire organization.• The MRP II differs fundamentally from point contact
planning, in which individual characteristics and functions have their own dedicated systems.
Definition and Features of
MRP II

26
Primary Modules in an MRP II Software
• Master Production Scheduling (MPS)• Item Master Data (Technical Data)• Bill of Materials (BOM) (Technical Data)• Production Resources Data (Manufacturing Technical Data) • Inventories & Orders (Inventory Control)• Purchasing Management• Material Requirements Planning (MRP)• Shop Floor Control (SFC)• Capacity planning or Capacity Requirements Planning (CRP) • Standard Costing (Cost Control)• Cost Reporting / Management (Cost Control)
Structure and Working of
MRP II

27
Ancillary Modules in a MRP II Software
• Business Planning • Lot Traceability • Contract Management • Tool Management • Engineering Change Control • Configuration Management • Shop Floor Data Collection • Sales Analysis and Forecasting• Finite Capacity Scheduling (FCS) • General Ledger• Accounts Payable (Purchase Ledger) • Accounts Receivable (Sales Ledger)• Sales Order Management
Structure and Working of
MRP II
• Distribution Requirements Planning• Distribution Resource Planning (DRP)• [Automated] Warehouse Management• Project Management• Employee attendance• Labour productivity• Quality tracking tools• Technical Records• Estimating• Computer-aided design/Computer-
aided manufacturing (CAD/CAM)• Computer Aided Process Planning
(CAPP)

28
Softwares for MRP II
• The MRP II system integrates these modules together so that they use common data and freely exchange information, in a model of how a manufacturing enterprise should and can operate.• MRP II is not exclusively a software function, but a
marriage of people skills, dedication to data base accuracy, and computer resources.
Definition and Features of
MRP II

29
Manufacturing Resource Planning(MRP II)
Benefits and Limitations of MRP II

30
Benefits From MRP II
• Increased direct labor productivity• High accuracy of inventory and manufacturing capacity• Effective interaction between different functions due to
common databases and improved information flow• Quicker implementation of engineering changes• Simulation capability to test what-if scenarios in a risk
free environment• Company focus shifts from crisis management to
process control
Benefits and Limitations of
MRP II

31
Benefits of MRP II to Business Functions
• For Manufacturing Functions: • Better control of inventories • Improved scheduling • Productive relationships with suppliers
• For Financial and Costing Functions : • Reduced working capital for inventory • Improved cash flow through quicker deliveries • Accurate inventory records • Timely and valid cost and profitability information
• For Design / Engineering Functions : • Improved design control • Better quality and quality control
Benefits and Limitations of
MRP II
32
Limitations of MRP II
• Capacity can be considered only after the MRP schedule has been prepared. • It may happen that insufficient time was allowed within
the MRP schedule for the individual operations to be completed, thus leading to erroneous data.• All the planning, if done on the basis of misleading data,
will slow down the production process.• If unexpected input changes occur, the planning process
has to be recalculated from start.
Benefits and Limitations of
MRP II

33
Limitations of MRP II
• Inefficiencies will be built up in the system if feedback about problems is not supplied on a timely, regular basis.• MRP II is mostly run in batch environments, as it enables
rapid lot to lot course corrections to meet real world conditions. In long production runs, corrections take time.• MRP II softwares are costly and have a learning curve.• MRP II does not integrate all aspects of development,
finance, marketing, human resources and information technology operations .
Benefits and Limitations of
MRP II

34
Keys to MRP II Success
• Commitment to change and improvement• Serious evaluation of current situation and future goals• Active support from top management• Full time dedicated project implementation manager• Implementation of cross functional teams• Methodical implementation plan• Implementation schedule that is long enough to be
thorough but short enough to sustain momentum
Benefits and Limitations of
MRP II

35
Keys to MRP II Success
• Unmodified off-the-shelf software package• Database integrity before beginning implementation• Pilot program before gradual but complete changeover• Company wide training and education (focus on people,
not computers)• Minimal reliance on consultants once system is
operational• Perseverance to overcome cultural barrier
Benefits and Limitations of
MRP II
36
Manufacturing Resource Planning(MRP II)
The Future of MRP II

37
ERP
MRP
II
MRP
MATERIAL B
MATERIAL A
MATERIAL C
MATERIALS MANUFACTURING PROCESS
FINISHED GOODS
OPERATOR A
OPERATOR BOPERATORS
EQUIPMENT A
EQUIPMENT BEQUIPMENTS MACHINE
HOURS
MAN HOURS
INFRASTRUCTURECUSTOMER RELATIONS
MANAGEMENT
FINANCES HUMAN RESOURCES
Extending MRP II Over The EnterpriseThe Future of MRP II

38
Enterprise Resource Planning
• ERP is the next evolution of the MRP system.• It attempts to integrate the information flow from all
departments of the company: finance, marketing, production, logistics and human resources.• A properly set up ERP system allows all departments to
intercommunicate and monitor a customer order at any point in time.
The Future of MRP II

39
Enterprise Resource PlanningThe Future of MRP II

40
Manufacturing Resource Planning(MRP II)
End of Presentation
Recommended




![[David Matthews, Kasim Dalvi] Teach Yourself Compl](https://img.pdfslide.us/doc/110x75/55cf9df4550346d033b006ff/david-matthews-kasim-dalvi-teach-yourself-compl.jpg)