Mat. Res. Bul l . , Vol. 28, pp . 415-425, 1993. Pr inted in the USA. 0025-5408/93 $6.00 + .00 Copyr ight (c) 1993 Pergamon Press Ltd.
METASTABLE PHASES IN YTTRIUM OXIDE PLASMA SPRAY DEPOSITS AND THEIR EFFECT ON COATING PROPERTIES
V. GOURLAOUEN 1'2, G. SCHNEDECKER l, A.M. LEJUS 2,
M. BONCOEUR 1, R. COLLONGUES 2
1. C.E.A. Saclay, DTA/CEREM/DTM/SERC, 91191 Gif/Yvette cedex, FRANCE. 2. Laboratoire de Chimie Appliqute de rEtat Solide, URA 1466, ENSCP, 11 rue
Pierre et Marie Curie, 75231 Paris cedex 05, FRANCE.
(Received March 11, 1993; Communicated by P. Hagenmuller)
ABSTRACT
Yttrium oxide coatings were obtained by plasma spray. Structural investigations on these deposits show that, due to the drastic conditions of this technique, a minor monoclinic B phase is formed in the neighborhood of the major cubic C form. We discuss here the influence of different plasma spray parameters on the amount of the B phase formed. We describe also the main properties of Y203 B and C phases in these deposits such as structural characteristics, thermal stability and mechanical behavior.
MATERIALS INDEX: y t t r ium, oxides
Ceramic coatings have been extensively studied in recent years. Because of their thermal and mechanical properties, they are suitable for the protection of supports subjected to high temperatures (such as aeronautic heat barriers) or to severe stresses. They are also used to prevent supports from corrosion under operating conditions.
Plasma spray deposit is one of the methods widely used to protect component parts. It produces materials having undergone ultra rapid quenching of their melts and a high pressure impact on the substrate. A wide range of metal, oxide, nitride, boride and carbide coatings, can thus be obtained in thickness varying from a few tenths of a millimeter to several millimeters, depending on the application. This deposit technique gives also sometimes structural types other than those known in the equilibrium diagram.
We discuss here the use of this technique for the deposit of yttrium oxide Y203 and the structural modifications it causes, and also the thermal and mechanical characteristics of the
415
416 V. GOURLAOURN et al. Vol. 28, No. 5
deposits obtained. This oxide was selected mainly because of its high refractory character (Tf --- 2450°C) (1). Various parameters involved in plasma spraying can affect the temperature, impact pressure, stoichiometry and chemical nature of the particles, temperature of support etc. The effect of some of these parameters on the chemical constitution and the mechanical properties of the deposits will be examined.
TernperaLure : "C
40O
000
~00
.>00
bOO
_4OO
1
57 i
,O~t LuaO~ • .0, ,0,1
59 60 61 62 63 64 65 66 67 68 69 70 71 I I I f f I I I 1 I I I I 1
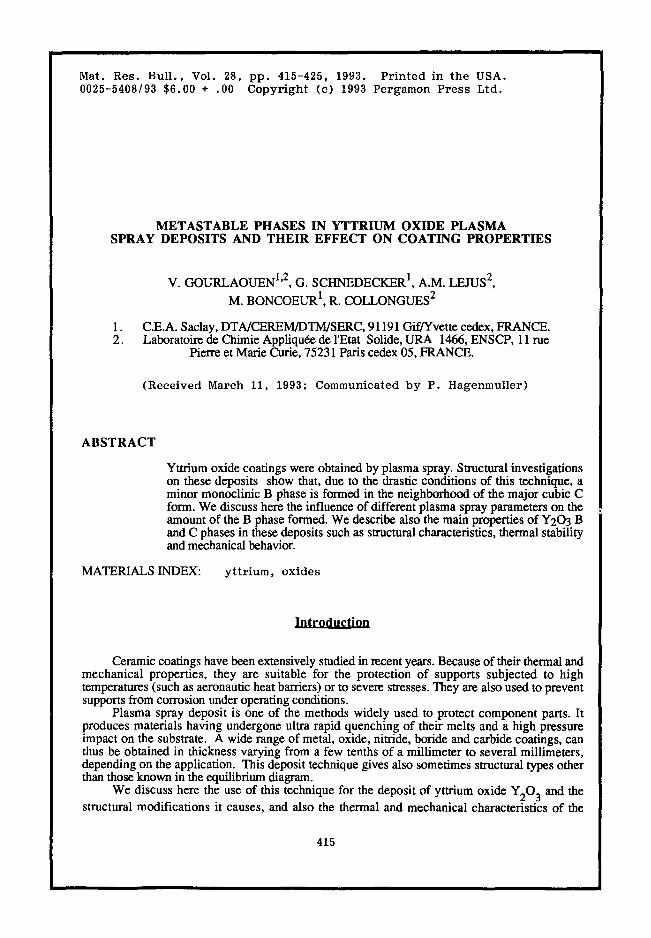
FIG. 1 Stability relationships of rare earth sesquioxides (10)
rare earth sesquioxides can be obtained in the monoclinic form (3).
Three main stable forms are known for rare earth oxides: hexagonal A for the early elements of the series, monoclinic B for the middle ones and cubic C form for the late ones. The phase diagram (2) (figure 1) shows the respective ranges covered by each of these polymorphs. Other phases, named X and H, are stable only at high temperatures. Their stability domain is narrow.
Although yttrium is not a lanthanide, it is classified as such because of its similar properties. The size of the ion is identical to that of Ho 3 ÷ (0,104nm). y3÷ could be situated in the second part of the lanthanide oxide series, between Dy3+ (0,105nm) and Er3+ (0,103nm). As seen in figure 1, there is theoretically no phase change in Y203 below 2200°C. Only the C cubic form exists under normal pressure and temperature (2). However, under the combined effects of very high pressure (10 to 60 kilobar) and temperatures (between 550°C and 1000°C), various cubic
This is the case, for instance, with C- Y203 which becomes B- Y203 after treatment at 1000°C under a pressure of 25 kilobar (4). This pressure-induced phase is metastable.
~a~e,.dme, nlal
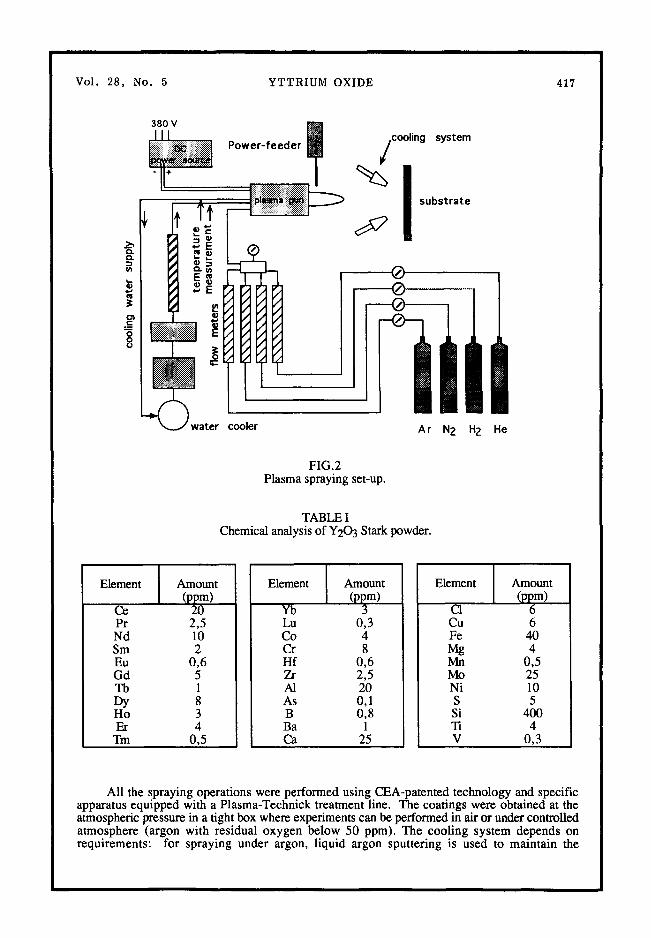
Deposits were obtained by plasma spray method. In this technique solid particles are introduced into a gas flow obtained by ionization of plasmagenic gas(es) by means of an electric arc generated between a copper anode and a tungsten cathode. The molten particles thus accelerated strike a cold substrate at speeds of several hundred meters per second and form a coating composed of several superimposed layers, figure 2.
Vol. 28, No. 5 YTTRIUM OXIDE 417
e-
0 0 ro
380 v I I I
-II +
Power-feeder cooling system
! substrate
®
i Ar N 2 H 2 He
FIG.2 Plasma spraying set-up.
TABLE I Chemical analysis of Y203 Stark powder.
Element Amount (ppm)
Ce 20 Pr 2,5 Nd 10 Sm 2 Eu 0,6 Gd 5 Tb 1 Dy 8 Ho 3 Er 4
Tm 0,5
Element Amount (ppm)
Yb 3 Lu 0,3 Co 4 Cr 8 Hf 0,6 Zr 2,5 A1 20 As 0,1 B 0,8 Ba 1 Ca 25
Element Amount (ppm)
C1 6 Cu 6 Fe 40 Mg 4 Mn 0,5 Mo 25 Ni 10 S 5 Si 400 "li 4 V 0 , 3
All the spraying operations were performed using CEA-patented technology and specific apparatus equipped with a Plasma-Technick treatment line. The coatings were obtained at the atmospheric pressure in a tight box where experiments can be performed in air or under controlled atmosphere (argon with residual oxygen below 50 ppm). The cooling system depends on requirements: for spraying under argon, liquid argon sputtering is used to maintain the
418 V. GOURLAOUEN et al. Vol. 28, No. 5
temperature of the sample at about 80°C; for tests performed in air, an air cooling system is used (VORTEX system). In this case, the substrate temperature is higher (between 150°C and 200°C). The plasma is a mixture of argon and hydrogen in accurate proportions, typically 401/mn for the Ar and 10 l/mn for the H 2. A graphite substrate is usually used. For mechanical tests, it is separated from the deposits by dry cut-off with a diamond wheel. However molybdenum, niobium and stainless steel substrates were also used to study their influence on the nature and proportions of the crystalline phases thus obtained. Sandblasting has to be used for metal supports to ensure coating adhesion. Finally, the micrographic constitution of the deposit were examined on samples of yttrium oxide sprayed on molybdenum supports.
Th~ standard distance between torch and substrate is fixed at 125 mm but can vary for specific purposes. The powders used are supplied by Stark (Germany). The particle size distribution is centered on 42 micrometers. The chemical analysis is given in table 1. Impurity contents, mainly silicon (400 ppm), are low.
R e s u l t s
Aspect and constitution of det)osits.
2
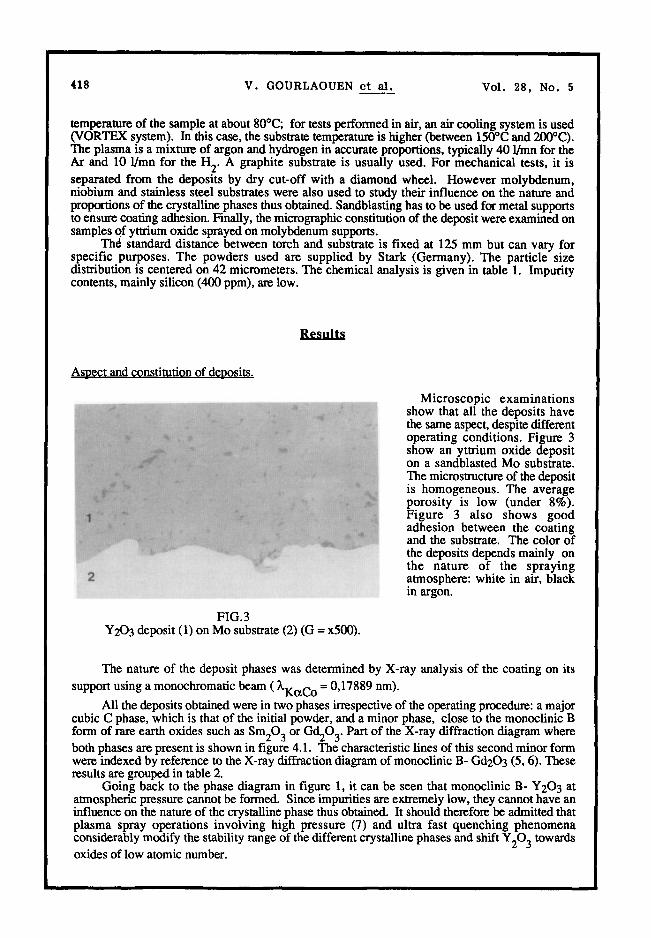
FIG.3 Y203 deposit (1) on Mo substrate (2) (G = x500).
Microscopic examinations show that all the deposits have the same aspect, despite different operating conditions. Figure 3 show an yttrium oxide deposit on a sandblasted Mo substrate. The microstructure of the deposit is homogeneous. The average porosity is low (under 8%). Figure 3 also shows good adhesion between the coating and the substrate. The color of the deposits depends mainly on the nature of the spraying atmosphere: white in air, black in argon.
The nature of the deposit phases was determined by X-ray analysis of the coating on its
support using a monochromatic beam ( ~'KocCo = 0,17889 nm).
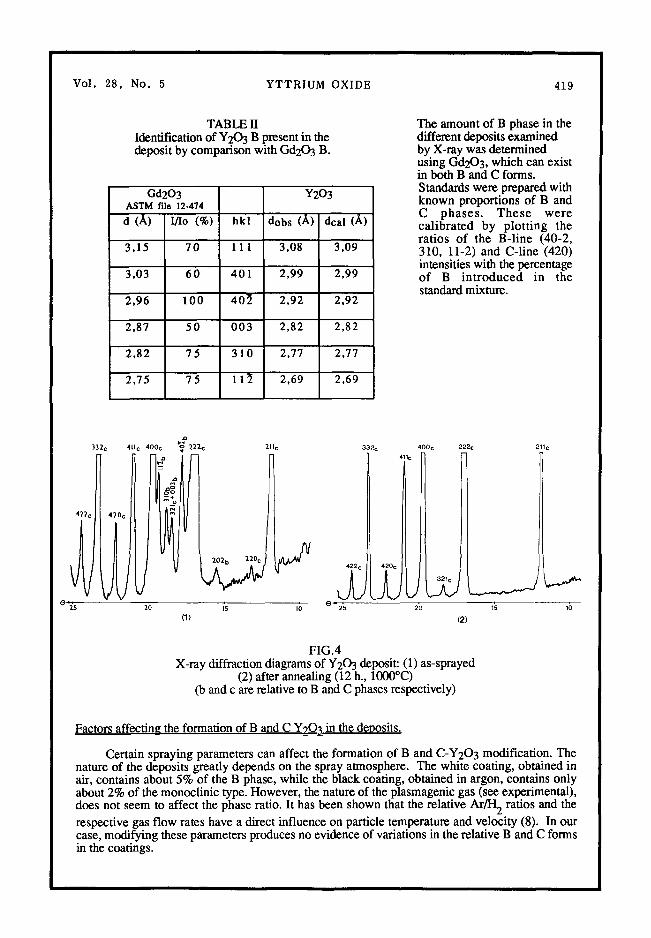
All the deposits obtained were in two phases irrespective of the operating procedure: a major cubic C phase, which is that of the initial powder, and a minor phase, close to the monoclinic B form of rare earth oxides such as Sm203 or Gd203. Part of the X-ray diffraction diagram where both phases are present is shown in figure 4.1. The characteristic lines of this second minor form were indexed by reference to the X-ray diffraction diagram of monoclinic B- Gd203 (5, 6). These results are grouped in table 2.
Going back to the phase diagram in figure 1, it can be seen that monoclinic B- Y203 at atmospheric pressure cannot be formed. Since impurities are extremely low, they cannot have an influence on the nature of the crystalline phase thus obtained. It should therefore be admitted that plasma spray operations involving high pressure (7) and ultra fast quenching phenomena considerably modify the stability range of the different crystalline phases and shift Y203 towards oxides of low atomic number.
Vol. 28, No. 5 YTTRIUM OXIDE 419
TABLE H Identification of Y203 B present in the deposit by comparison with Gd203 B.
Gd203 A S T M file 12-474
d (J~) I/Io (%) hkl
3,15 70 III
3,03 60 401
2,96 100 402
2,87 50 003
2,82 75 310
2,75 75 11]
Y203
dobs (A) deal (/~)
3,08 3,09
2,99 2,99
2,92 2,92
2,82 2,82
2,77 2,77
2,69 2,69
The amount of B phase in the different deposits examined by X-ray was determined using Gd203, which can exist in both B and C forms. Standards were prepared with known proportions of B and C phases. These were calibrated by plotting the ratios of the B-line (40-2, 310, 11-2) and C-line (420) intensities with the percentage of B introduced in the standard mixture.
332c 411c 400c .Q
'~ 222 c 211c
20
S
332 c
' S ? ;
400,
°1 222c 211c
~J O
15 I0 25 2o 15
(1) (2)
FIG.4 X-ray diffraction diagrams of Y203 deposit: (1) as-sprayed
(2) after annealing (12 h., 1000°C) (b and c are relative to B and C phases respectively)
Factors affecting the formation of B and C Y203 in the deposits.
Certain spraying parameters can affect the formation of B and C-Y203 modification. The nature of the deposits greatly depends on the spray atmosphere. The white coating, obtained in air, contains about 5% of the B phase, while the black coating, obtained in argon, contains only about 2% of the monoclinic type. However, the nature of the plasmagenic gas (see experimental), does not seem to affect the phase ratio. It has been shown that the relative ArfrI 2 ratios and the respective gas flow rates have a direct influence on particle temperature and velocity (8). In our case, modifying these parameters produces no evidence of variations in the relative B and C forms in the coatings.
420 V. GOURLAOUEN et al. Vol. 28, No. 5
TABLE 111 Phase content of Y203 deposit versus plasma spray distance
Distance (era) 10,0 11,5 14,5 20,0 23,0
Thickness of the 0,58 0,50 0,56 0,42 0,27 deposit (mm)
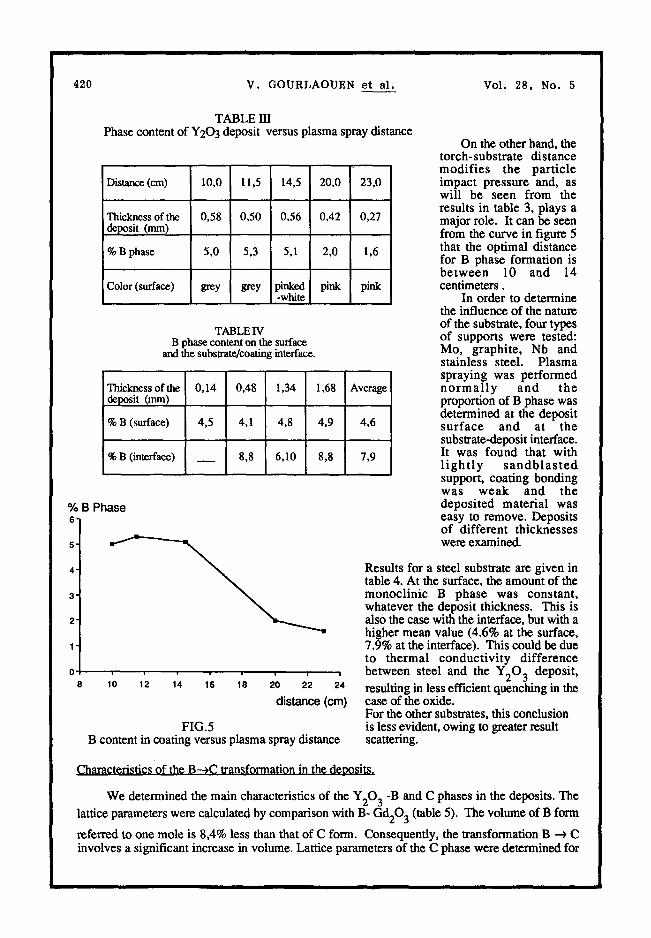
% B phase 5,0 5,3 5,1 2,0 1,6
Color (surface) grey grey pinked pink pink -white
TABLE IV B phase content on the surface
and the substrate/coating interface.
I Thickness of the 0,14 0,48 1,34 1,68 Average ! deposit (mm)
% B (surface) 4,5 4,1 4,8 4,9 4,6
% B (interface) 8,8 6,10 8,8 7,9
% B Phase
5"t
:1 |
't o
8 10 12 14 ~s le 20 22 24
distance (cm)
FIG.5 B content in coating versus plasma spray distance
On the other hand, the torch-substrate distance modif ies the particle impact pressure and, as will be seen from the results in table 3, plays a major role. It can be seen from the curve in figure 5 that the optimal distance for B phase formation is between 10 and 14 centimeters.
In order to determine the influence of the nature of the substrate, four types of supports were tested: Mo, graphite, Nb and stainless steel. Plasma spraying was performed n o r m a l l y and the proportion of B phase was determined at the deposit surface and at the substrate-d.eposit interface. It was found that with l i g h t l y s a n d b l a s t e d support, coating bonding was weak and the deposited material was easy to remove. Deposits of different thicknesses were examined.
Results for a steel substrate are given in table 4. At the surface, the amount of the monoclinic B phase was constant, whatever the deposit thickness. This is also the case with the interface, but with a higher mean value (4.6% at the surface, 7.9% at the interface). This could be due to thermal conductivity difference between steel and the Y203 deposit, resulting in less efficient quenching in the case of the oxide. For the other substrates, this conclusion is less evident, owing to greater result scattering.
Charactelfstics of the B---~C transformation in the deoosits.
We determined the main characteristics of the Y203 -B and C phases in the deposits. The lattice parameters were calculated by comparison with B- Gd203 (table 5). The volume of B form
referred to one mole is 8,4% less than that of C form. Consequently, the transformation B --> C involves a significant increase in volume. Lattice parameters of the C phase were determined for
Vol. 28, No. 5 YTTRIUM OXIDE 421
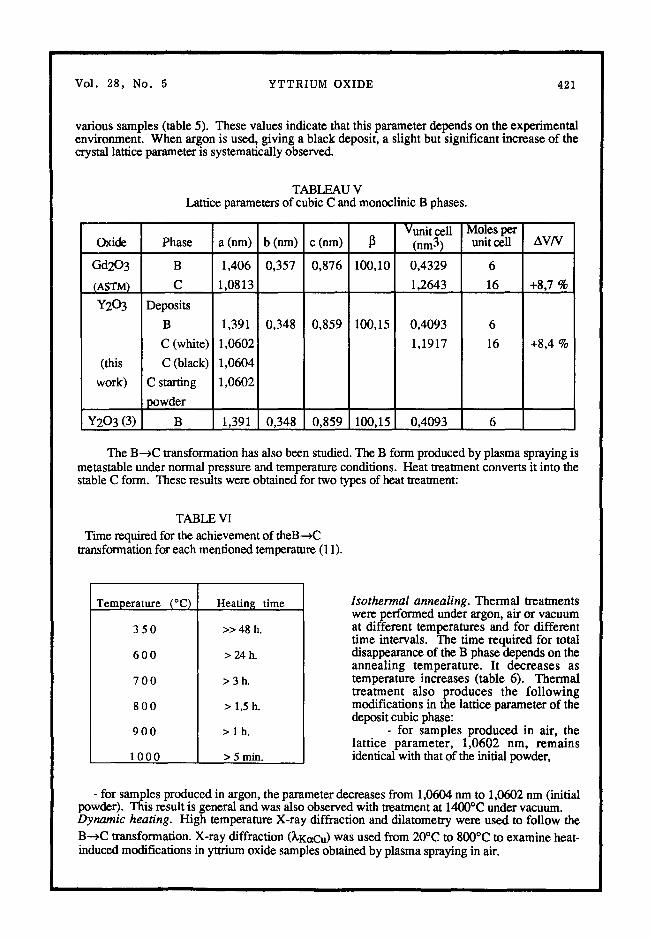
various samples (table 5). These values indicate that this parameter depends on the experimental environment. When argon is used, giving a black deposit, a slight but significant increase of the crystal lattice parameter is systematically observed.
TABLEAU V Lattice parameters of cubic C and monoclinic B phases.
Oxide Phase
Gd203 B
(ASrlV 0 C Y203 Deposits
B
a (nm) b (nm) c (nm) 13
1,406 0,357 0,876 100,10
1,0813
1,391 0,348 0,859 100,15
(this
work)
Y203 (3)
C (white) 1,0602
C (black) 1,0604
C starting 1,0602
powder
B 1,391
Vunit cell I Moles per (nm 3) unit cell
0,4329 6
1,2643 16
0,4093 6
1,1917 16
0,4093 6
AVN
+8,7 %
+8,4 %
The B---~C transformation has also been studied. The B form produced by plasma spraying is metastable under normal pressure and temperature conditions. Heat treatment converts it into the stable C form. These results were obtained for two types of heat treatment:
TABLE VI Time required for the achievement of theB--->C
transformation for each mentioned temperature (11).
Temperature (°C)
350
6OO
70O
80O
90O
1000
Heating time
>> 48 h.
>24h.
>3h.
> 1,5h.
> l h .
> 5min.
Isothermal annealing. Thermal treatments were performed under argon, air or vacuum at different temperatures and for different time intervals. The time required for total disappearance of the B phase depends on the annealing temperature. It decreases as temperature increases (table 6). Thermal treatment also produces the following modifications in the lattice parameter of the deposit cubic phase:
- for samples produced in air, the lattice parameter, 1,0602 nm, remains identical with that of the initial powder,
- for samples produced in argon, the parameter decreases from 1,0604 nm to 1,0602 nm (initial powder). This result is general and was also observed with treatment at 1400°C under vacuum. Dynamic heating. High temperature X-ray diffraction and dilatometry were used to follow the B ~ C transformation. X-ray diffraction (kKctCu) was used from 20°C to 800°C to examine heat- induced modifications in yttrium oxide samples obtained by plasma spraying in air.
422 V. GOURLAOUEN et al. Vol. 28, No. 5
i i
20J[
8oo~ T~t
i I c
i,
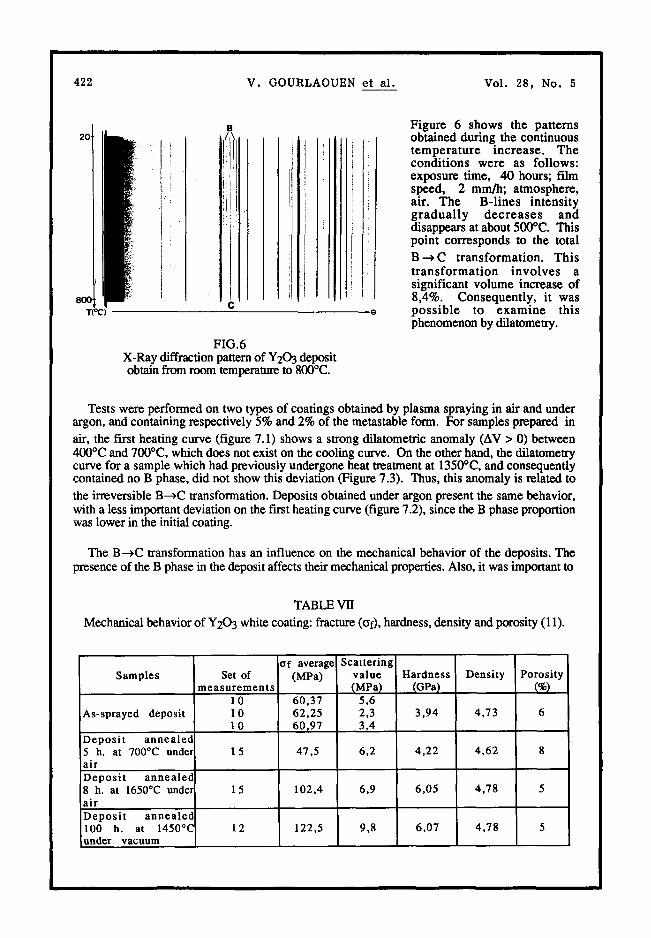
FIG,6 X-Ray diffraction pattern of Y203 deposit obtain from room temperature to 800°C.
b I
I
t
I i
- O
Figure 6 shows the patterns obtained during, the continuous temperature increase. The conditions were as follows: exposure time, 40 hours; film speed, 2 mm/h; atmosphere, am The B-lines intensity gradual ly decreases and disappears at about 500°C. This point corresponds to the total B---> C transformation. This t ransformat ion involves a significant volume increase of 8,4%. Consequently., it was possible to examine this phenomenon by dilatometry.
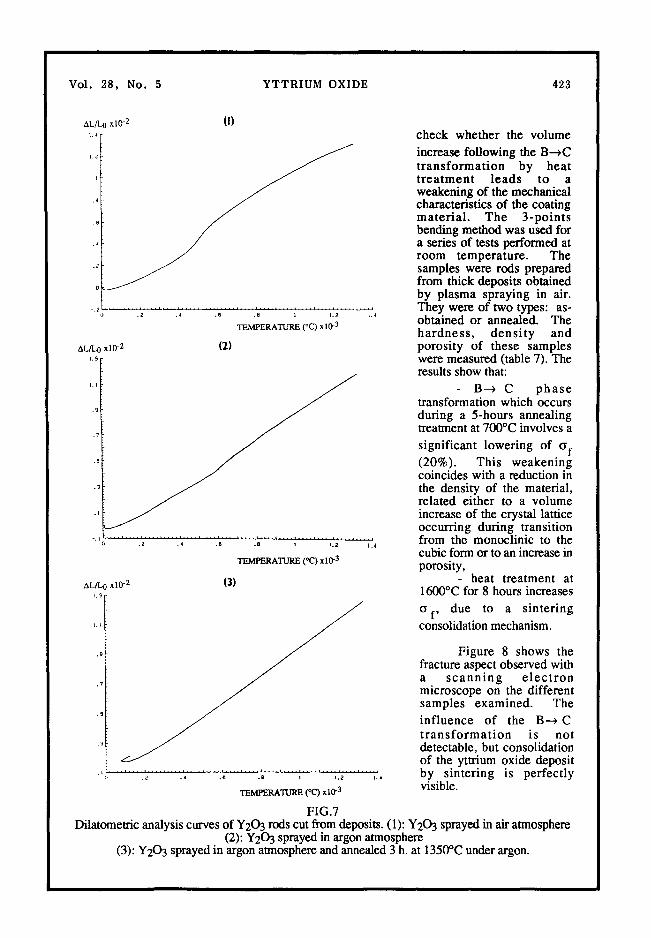
Tests were performed on two types of coatings obtained by plasma spraying in air and under argon, and containing respectively 5% and 2% of the metastable form. For samples prepared in air, the first heating curve (figure 7.1) shows a strong dilatometric anomaly (AV > 0) between 400°C and 700°C, which does not exist on the cooling curve. On the other hand, the dilatometry curve for a sample which had previously undergone heat treatment at 1350°C, and consequently contained no B phase, did not show this deviation (Figure 7.3). Thus, this anomaly is related to
the irreversible B--->C transformation. Deposits obtained under argon present the same behavior, with a less important deviation on the first heating curve (figure 7.2), since the B phase proportion was lower in the initial coating.
The B--->C transformation has an influence on the mechanical behavior of the deposits. The presence of the B phase in the deposit affects their mechanical properties. Also, it was important to
TABLE VII
Mechanical behavior of Y203 white coating: fracture (¢~f), hardness, density and porosity (11).
Samples Set of measurements
1 0 6O,37 As-sprayed deposit 1 0 62,25
1 0 60,97
1 5 4 7 , 5 Deposit annealed 5 h. at 700°C under: air
~f average (MPa)
Scattering value (MPa) 5,6 2,3 3,4
H a r d n e s s ~GPa)
3,94
Density Porosity
4,73 6
6,2 4,22 4,62
Deposit annealed 8 h. at 1650°C under 15 102,4 6,9 6,05 4,78 air Deposit annealed 100 h. at 1450°C 12 122,5 9,8 6,07 4,78 under vacuum
V o l . 2 8 , N o . 5 Y T T R I U M O X I D E 423
AL/L ~10 -2 (I)
t . z
i
.8
.B
o
. z .4 .B .8 1 1.2 1.4
T E M P E R A T U R E (°(2) x l 0 -3
AL/ 'J . .0 x l 0 "2 ( 2 )
t . i
.gf
.71
.~1 i
, t
-.I " . . . . . . . . .'2 . . . . . . . . . .'4 . . . . . . . . . .'o . . . . . . . . .~a . . . . . . . . . ~ . . . . . . . . ; J2 . . . . . . . ;14
TEMPERATURE ('12) xl0 "3
A L / L , 0 x 1 0 - 2 13)
,g
,7
.5
. t . . . . . . . .'2 . . . . . . . . .'4 . . . . . . . . . .'~ . . . . . . . . .'8 . . . . . . . . . i . . . . . . . . ; ~ . . . . . . . ' , ; ,
'rF..MPERA'IV~ (*C) xl0 3
FIG.7
check whether the volume increase following the B--->C t ransformat ion by heat t r ea tment leads to a weakening of the mechanical characteristics of the coating mater ia l . The 3-points bending method was used for a series of tests performed at room temperature. The samples were rods prepared from thick deposits obtained by plasma spraying in air. They were of two types: as- obtained or annealed. The hardness , dens i ty and porosity of these samples were measured (table 7). The results show that:
B---> C p h a s e transformation which occurs during a 5-hours annealing treatment at 700°C involves a
significant lowering of o f (20%). This weakening coincides with a reduction in the density of the material, related either to a volume increase of the crystal lattice occurring during transition from the monoclinic to the cubic form or to an increase in porosity,
heat treatment at 1600°C for 8 hours increases
o f , due to a sintering consolidation mechanism.
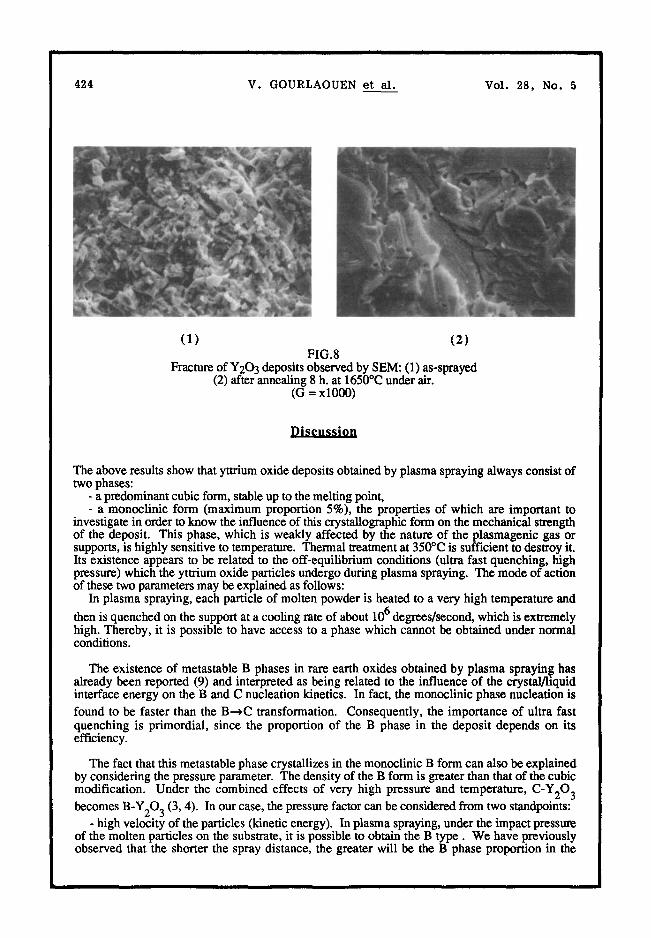
Figure 8 shows the fracture aspect observed with a s c a n n i n g e l ec t ron microscope on the different samples examined. The influence of the B-->C t r ans fo rma t ion is not detectable, but consolidation of the yttrium oxide deposit by sintering is perfectly visible.
Dilatometric analysis curves of Y203 rods cut from deposits. (1): Y203 sprayed in air atmosphere (2): Y203 sprayed in argon atmosphere
(3): Y203 sprayed in argon atmosphere and annealed 3 h. at 1350°C under argon.
424 V. GOURLAOUEN et al. Vol. 28, No. 5
(1) (2) FIG.8
Fracture of Y203 deposits observed by SEM: (1) as-sprayed (2) after annealing 8 h. at 1650°C under air.
(G -- xl000)
The above results show that yttrium oxide deposits obtained by plasma spraying always consist of two phases:
- a predominant cubic form, stable up to the melting point, - a monoclinic form (maximum proportion 5%), the properties of which are important to
investigate in order to know the influence of this crystallographic form on the mechanical strength of the deposit. This phase, which is weakly affected by the nature of the plasmagenic gas or supports, is highly sensitive to temperature. Thermal treatment at 350°C is sufficient to destroy it. Its existence appears to be related to the off-equilibrium conditions (ultra fast quenching, high pressure) which the yttrium oxide particles undergo during plasma spraying. The mode of action of these two parameters may be explained as follows:
In plasma spraying, each particle of molten powder is heated to a very high temperature and
then is quenched on the support at a cooling rate of about 106 degrees/second, which is extremely high. Thereby, it is possible to have access to a phase which cannot be obtained under normal conditions.
The existence of metastable B phases in rare earth oxides obtained by plasma spraying has already been reported (9) and interpreted as being related to the influence of the crystal/liquid interface energy on the B and C nucleation kinetics. In fact, the monoclinic phase nucleation is found to be faster than the B---~C transformation. Consequently, the importance of ultra fast quenching is primordial, since the proportion of the B phase in the deposit depends on its efficiency.
The fact that this metastable phase crystallizes in the monoclinic B form can also be explained by considering the pressure parameter. The density of the B form is greater than that of the cubic modification. Under the combined effects of very high pressure and temperature, C-Y20 3 becomes B-Y203 (3, 4). In our case, the pressure factor can be considered from two standpoints:
- high velocity of the particles (kinetic energy). In plasma spraying, under the impact pressure of the molten particles on the substmte, it is possible to obtain the B type. We have previously observed that the shorter the spray distance, the greater will be the B phase proportion in the
Vol. 28, No. 5 YTTRIUM OXIDE 425
deposits. Experiments with variation of the particle speed should determine the influence of this pressure parameter.
- stresses occuring in particles during ultra fast quenching: this involves a fast solidification of the particle surface, inducing inward compression. The enclosed liquid then undergoes this pressure during crystallization.
The existence of the metastable B form in the deposits could be prejudicial to the industrial applications of the coatings by affecting their mechanical properties due to the expansion which takes place during the B--->C transition. However, disastrous effects produced by the phase change can be neutralized by heat treatment, causing a structural reorganization within the material. In fact, the best solution would be to prevent the formation of the metastable phase during plasma spraying. Attempts will be made to achieve this by adding appropriate reagents to the initial powder which would act as inhibitors.
C o n c l u s i o n
A metastable monoclinic B form together with the stable cubic C phase has been identified in yttrium oxide deposits obtained by plasma spraying. Its proportion mainly depends on the spray operation atmosphere and the torch/substrate distance. By thermal treatment, this B metastable modification converts into the stable C form. The higher the annealing temperature, the faster will be the transformation. The B---~C phase transition is characterized by an 8,4% increase in volume and leads to a significant weakening of the mechanical properties of these deposits.
akaa.v.l.ealga~ca~
The authors are grateful to Professor J.C.Boivin (Laboratoire de Cristallochimie et Physicochimie du Solide of the Ecole nationale Sup6rieure de Cbimie de Lille) for obtention of high temperature X-ray diffraction patterns, and doctor E.Samuel for fruitful discussions.
R e f e r e n c e s
1. M.M. Kenizarin, V. Chekhovskoi, Rev. Int. Haute Temp. R6frac., 12,329 (1975) 2. M. Foex, J.P. Traverse, Bull. Soc. Fran. Miner. Cristal., 89,184 (1966) 3. H.R. Hoekstra, Inorganic Chem., 5, 5,754 (1966) 4. H.R. Hoekstra, K.A. Gingerich, Science, 146,1163 (1964) 5. D.T. Cromer, J. Phys. Chimie, 61,753 (1957) 6. O. Guentert, R.L. Mozzi, Actua. Cristal., 11,746 (1958) 7. J.M. Houben, thesis University of Eindhoven (Netherlands) (1988) 8. M. Vardelle, thesis University of Limoges (France) (1987) 9. R. McPherson, J. Mat. Science, 18,1341 (1983) 10. J.P. Traverse thesis University of Grenoble (France) (1971) 1 I. G. Schnedecker, M. Boncoeur, unpublished CEA technical note (1992).
I I
Recommended